An IoT Platform towards the Enhancement of Poultry Production Chains

 , ,
, ,
Abstract
1. Introduction
2. Related Work
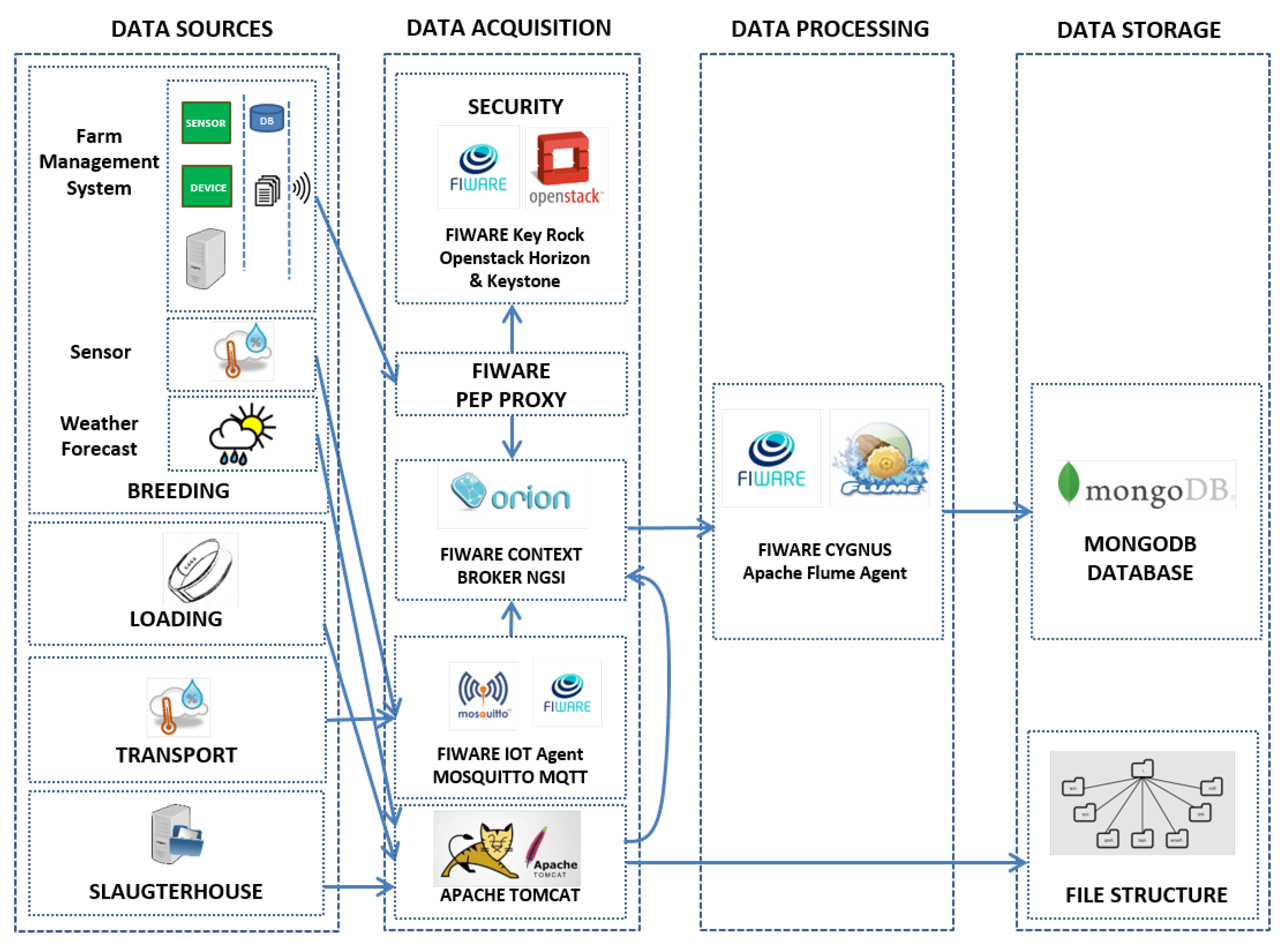
3. The Poultry Chain Management Platform
3.1. The PCM Platform Workflow
3.2. the Information Collection from the Different Phases
4. The Poultry Chain Quality Indicators
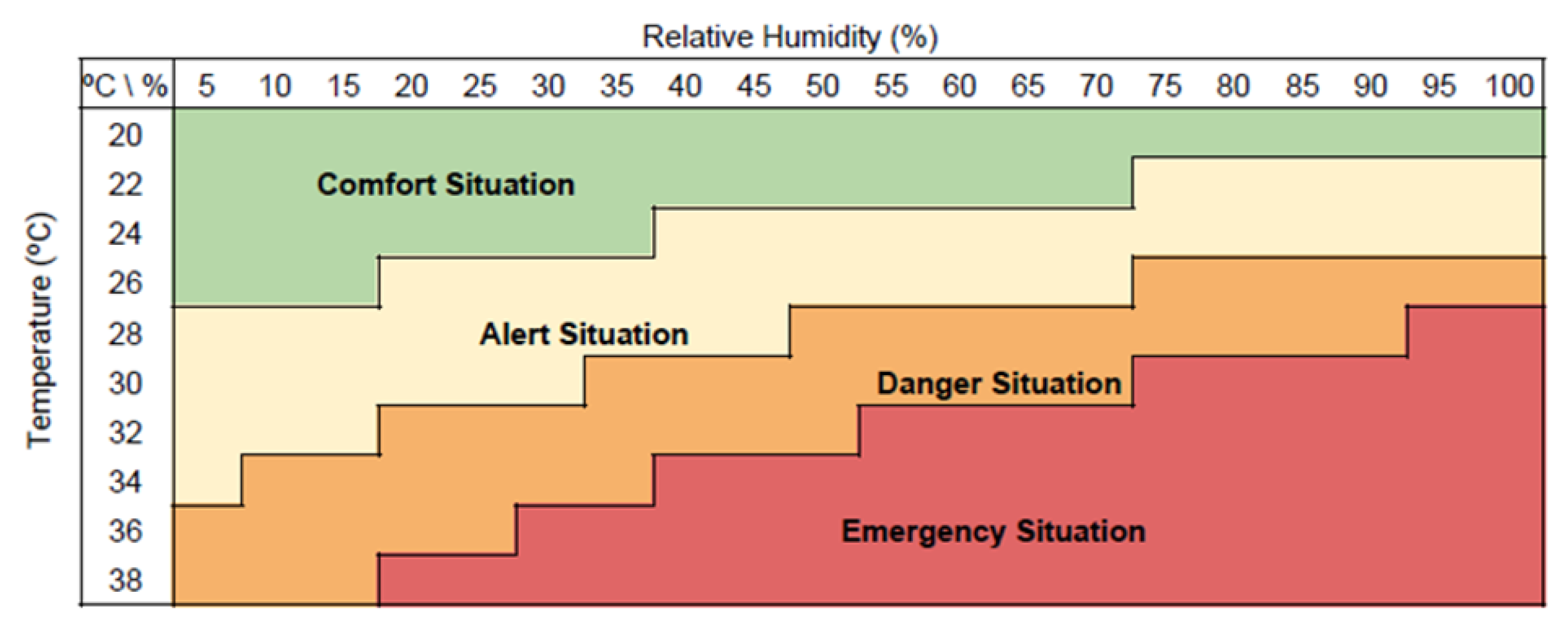
4.1. Poultry Breeding Phase
4.2. Loading Phase
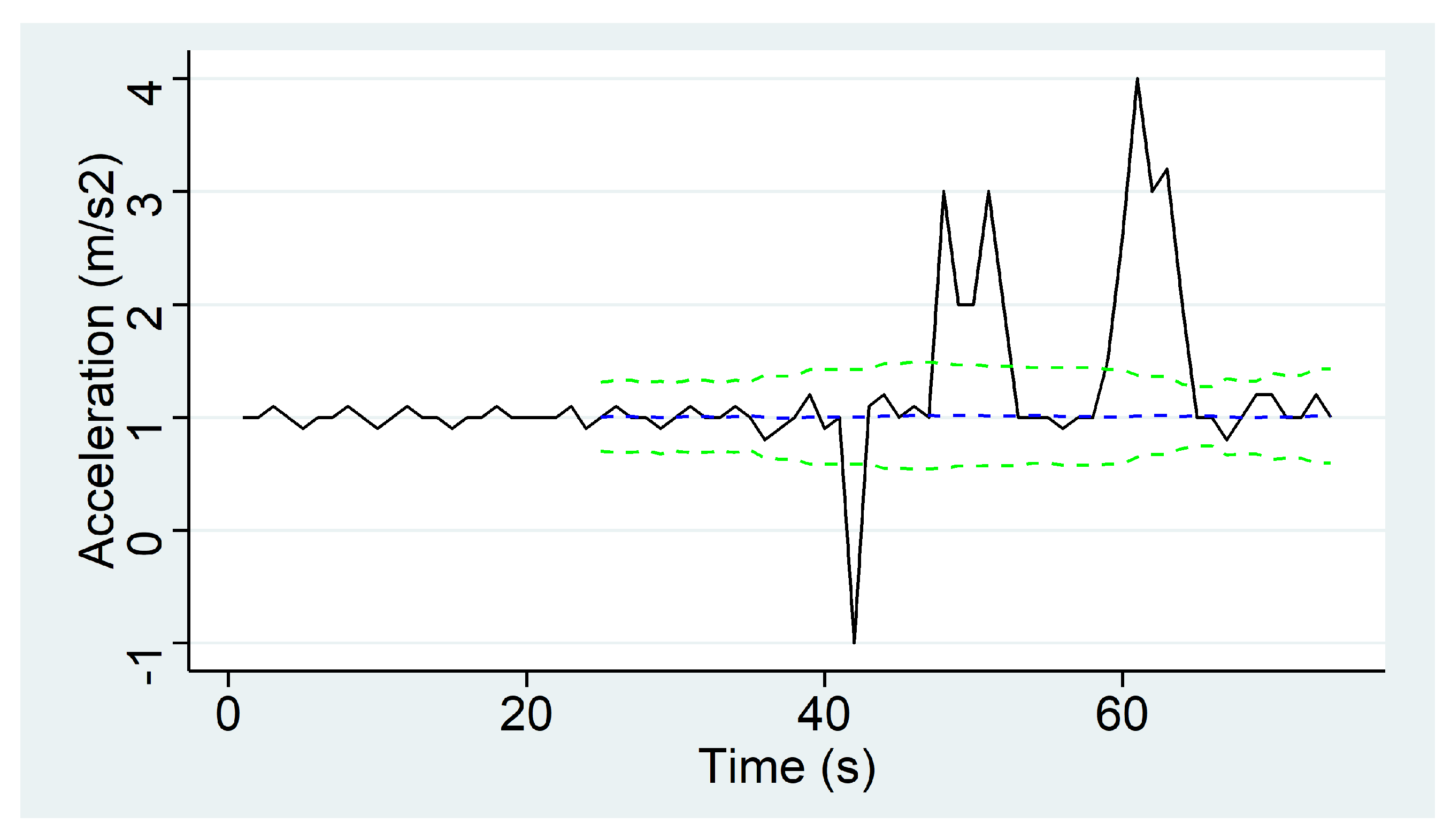
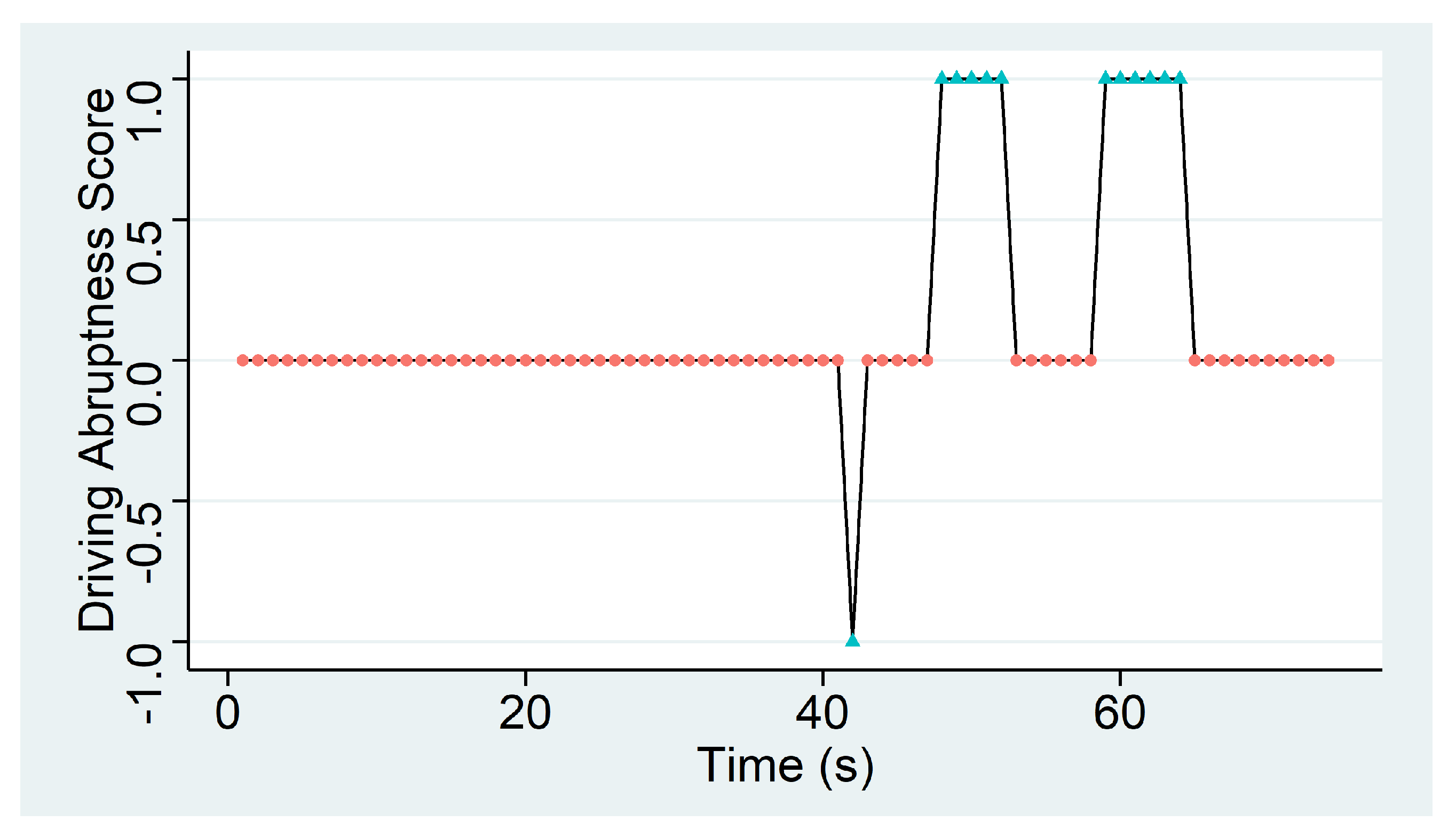
4.3. Transport Phase
| Algorithm 1: The Smoothed Z-score Peak Detection Algorithm. |
 |
4.4. Slaughterhouse Phase
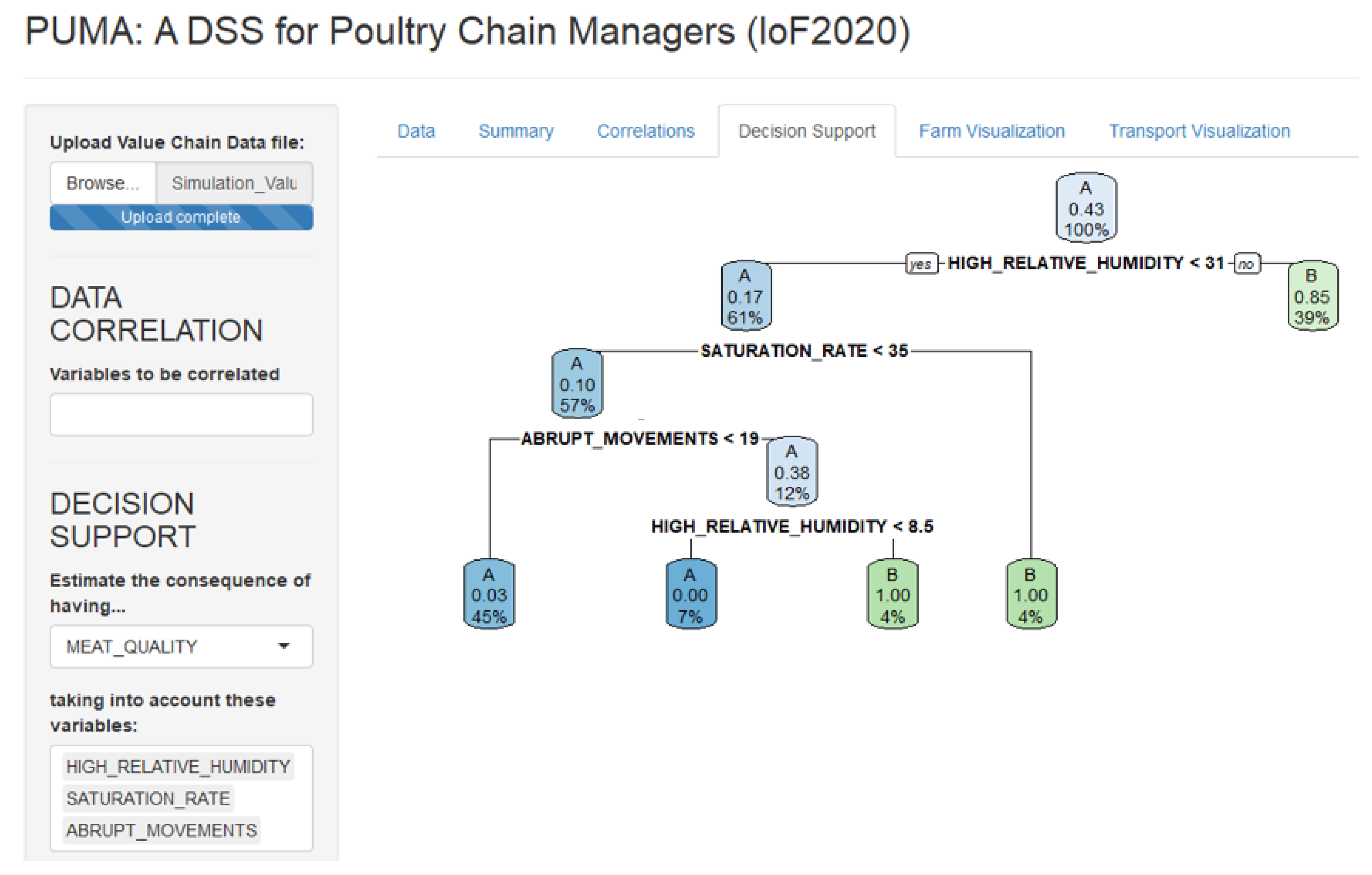
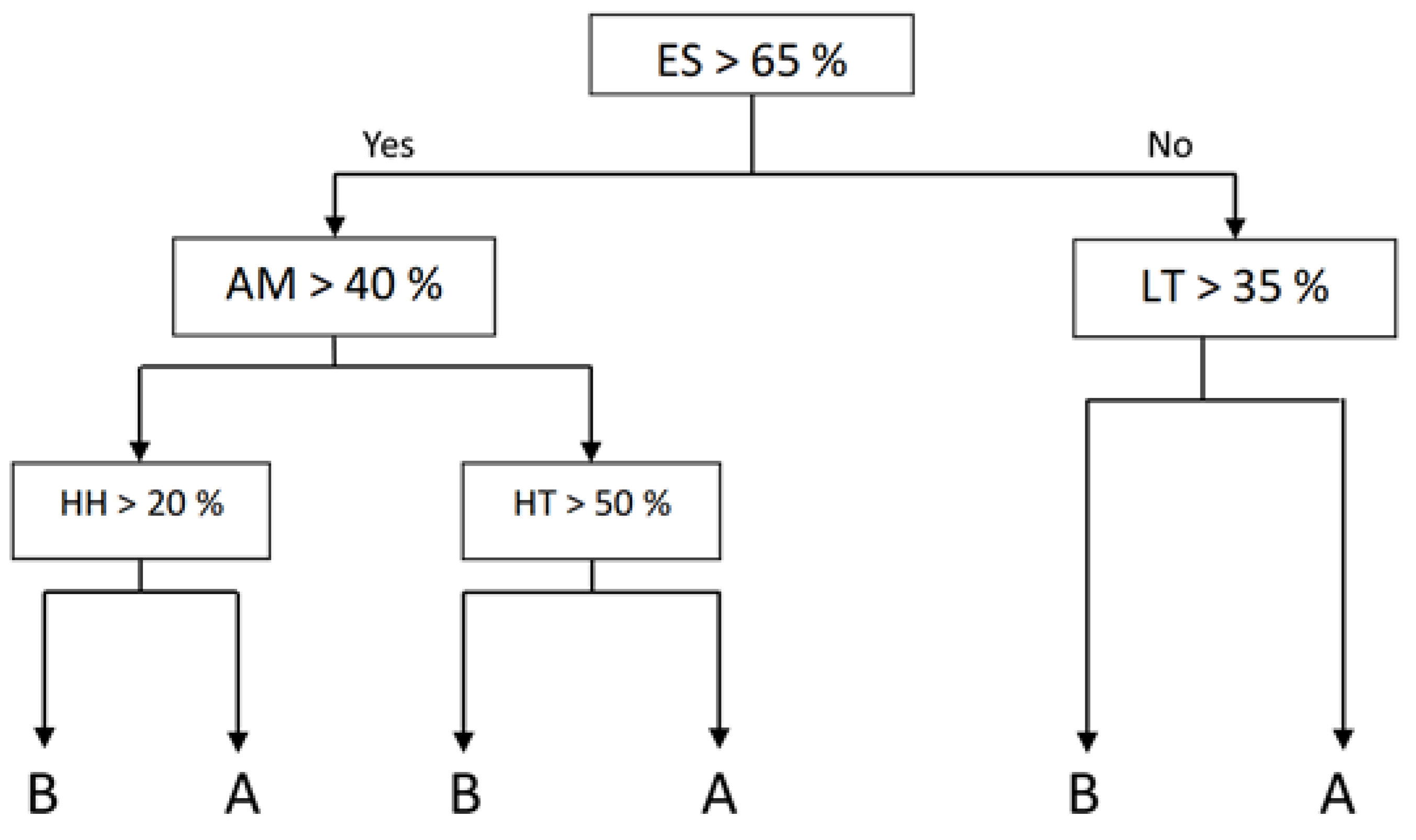
5. PUMA: A Decision Support System for Poultry Chain Managers
- Rule (1):
- Rule (2):
- Rule (3):
- Rule (4):
- Rule (5):
- Rule (6):
6. Conclusions
Future Work
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| HIS | Heat Stress Index |
| KPI | Kepy Performance Indicator |
| OCB | FIWARE Orion Context Broker |
| PCM | Poultry Chain Management |
References
- Alexandratos, N.; Bruinsma, J. World Agriculture Towards 2030/2050: The 2012 Revision; ESA Working Papers 12-03; Food and Agriculture Organization of the United Nations: Rome, Italy, 2012. [Google Scholar] [CrossRef]
- Vanhonacker, F.; Verbeke, W.; Van Poucke, E.; Tuyttens, F.A. Do citizens and farmers interpret the concept of farm animal welfare differently? Livest. Sci. 2008, 116, 126–136. [Google Scholar] [CrossRef]
- Harper, G.C.; Makatouni, A. Consumer perception of organic food production and farm animal welfare. Br. Food J. 2002, 104, 287–299. [Google Scholar] [CrossRef]
- María, G.A. Public perception of farm animal welfare in Spain. Livest. Sci. 2006, 103, 250–256. [Google Scholar] [CrossRef]
- Ingenbleek, P.T.; Immink, V.M. Consumer decision-making for animal-friendly products: Synthesis and implications. Anim. Welf. 2011, 20, 11–19. [Google Scholar]
- Hulzebosch, J. Effective heating systems for poultry houses. World Poult. 2005, 22, 212–216. [Google Scholar]
- Vieira, F.; Silva, I.; Barbosa Filho, J.; Vieira, A.; Broom, D. Preslaughter mortality of broilers in relation to lairage and season in a subtropical climate. Poult. Sci. 2011, 90, 2127–2133. [Google Scholar] [CrossRef]
- Commission to the European Parliament and the Council. The Impact of Genetic Selection on the Welfare of Chickens Kept for Meat Production COM/2016/0182 Final. 2016. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52016DC0182 (accessed on 10 March 2020).
- Ali, M.; Kang, G.H.; Joo, S.T.; others. A review: Influences of pre-slaughter stress on poultry meat quality. Asian-Australas. J. Anim. Sci. 2008, 21, 912–916. [Google Scholar] [CrossRef]
- Tsola, E.; Drosinos, E.; Zoiopoulos, P. Impact of poultry slaughter house modernisation and updating of food safety management systems on the microbiological quality and safety of products. Food Control 2008, 19, 423–431. [Google Scholar] [CrossRef]
- Alves, F.; Felix, G.; Almeida Paz, I.; Nääs, I.; Souza, G.; Caldara, F.; Garcia, R. Impact of exposure to cold on layer production. Braz. J. Poult. Sci. 2012, 14, 223–226. [Google Scholar] [CrossRef][Green Version]
- Ferreira, V.; Francisco, N.; Belloni, M.; Aguirre, G.; Caldara, F.R.; Nääs, I.; Garcia, R.; Almeida Paz, I.; Polycarpo, G. Infrared thermography applied to the evaluation of metabolic heat loss of chicks fed with different energy densities. Braz. J. Poult. Sci. 2011, 13, 113–118. [Google Scholar] [CrossRef]
- Huang, P.; Lin, P.; Yan, S.; Xiao, M. Seasonal Broiler Growth Performance Prediction Based on Observational Study. JCP 2012, 7, 1895–1902. [Google Scholar] [CrossRef]
- De Moura, D.J.; do Vale, M.M.; de Alencar Nääs, I.; Rodrigues, L.H.A.; de Oliveira Medeiros, S.R. Estimating Poultry Production Mortality Exposed to Heat Wave Using Data Mining. In Proceedings of the Livestock Environment VIII, Iguassu Falls, Brazil, 31 August–4 September 2008; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2009; p. 125. [Google Scholar] [CrossRef]
- Genç, L.; Portier, K.M. Sensible and latent heat productions from broilers in laboratory conditions. Turk. J. Vet. Anim. Sci. 2005, 29, 635–643. [Google Scholar]
- Xin, H.; Harmon, J.D. Livestock Industry Facilities and Environment: Heat Stress Indices for Livestock; Iowa State University Extension and Outreach: Ames, IA, USA, 1998. [Google Scholar]
- Esnaola-Gonzalez, I.; Fernandez, I.; García, E.; Ferreiro, S.; Gomez, M.; Lázaro, I.; García, A. Towards Animal Welfare in Poultry Farms through Semantic Technologies. In Proceedings of the IoT Connected World & Semantic Interoperability Workshop (IoT-CWSI), Bilbao, Spain, 22–25 October 2019. [Google Scholar]
- Prescott, N.; Berry, P.; Haslam, S.; Tinker, D. Catching and crating turkeys: Effects on carcass damage, heart rate, and other welfare parameters. J. Appl. Poult. Res. 2000, 9, 424–432. [Google Scholar] [CrossRef]
- Knierim, U.; Gocke, A. Effect of catching broilers by hand or machine on rates of injuries and dead-on-arrivals. Anim. Welf. 2003, 12, 63–73. [Google Scholar]
- Nijdam, E.; Delezie, E.; Lambooij, E.; Nabuurs, M.; Decuypere, E.; Stegeman, J. Comparison of bruises and mortality, stress parameters, and meat quality in manually and mechanically caught broilers. Poult. Sci. 2005, 84, 467–474. [Google Scholar] [CrossRef]
- Weeks, C.A.; Nicol, C. Poultry handling and transport. In Livestock Handling and Transport; CABI Book: Oxfordshire, UK, 2000; pp. 363–384. [Google Scholar]
- Langkabel, N.; Baumann, M.P.; Feiler, A.; Sanguankiat, A.; Fries, R. Influence of two catching methods on the occurrence of lesions in broilers. Poult. Sci. 2015, 94, 1735–1741. [Google Scholar] [CrossRef]
- Hemsworth, P.H. Human–animal interactions in livestock production. Appl. Anim. Behav. Sci. 2003, 81, 185–198. [Google Scholar] [CrossRef]
- Broom, D.M. The effects of land transport on animal welfare. Rev. Sci. Tech. 2005, 24, 683–691. [Google Scholar] [CrossRef]
- Hester, P. Impact of science and management on the welfare of egg laying strains of hens. Poult. Sci. 2005, 84, 687–696. [Google Scholar] [CrossRef]
- EU Scientific Committee on Animal Health and Animal Welfare. The Welfare of Chickens Kept for Meat Production (Broilers). 2016. Available online: https://ec.europa.eu/food/sites/food/files/safety/docs/sci-com_scah_out39_en.pdf (accessed on 10 March 2020).
- Warriss, P.; Pagazaurtundua, A.; Brown, S. Relationship between maximum daily temperature and mortality of broiler chickens during transport and lairage. Br. Poult. Sci. 2005, 46, 647–651. [Google Scholar] [CrossRef]
- Luthra, K. Evaluating Thermal Comfort of Broiler Chickens during Transportation Using Heat Index and Simulated Electronic Chickens. Master’s Thesis, University of Arkansas, Fayetteville, AR, USA, 2017. [Google Scholar]
- Petracci, M.; Bianchi, M.; Cavani, C.; Gaspari, P.; Lavazza, A. Preslaughter mortality in broiler chickens, turkeys, and spent hens under commercial slaughtering. Poult. Sci. 2006, 85, 1660–1664. [Google Scholar] [CrossRef] [PubMed]
- Caffrey, N.; Dohoo, I.; Cockram, M. Factors affecting mortality risk during transportation of broiler chickens for slaughter in Atlantic Canada. Prev. Vet. Med. 2017, 147, 199–208. [Google Scholar] [CrossRef] [PubMed]
- Yılmaz, A.; Arikan, M.S.; Akin, A.C.; Kuyululu, Ç.Y.K.; Güloğlu, S.C.; Sakarya, E. Economic losses due to live weight shrinkage and mortality during the broiler transport. Ankara Üniv. Vet. Fak. Derg. 2014, 61, 205–210. [Google Scholar] [CrossRef]
- Bianchi, M.; Petracci, M.; Cavani, C. Effects of transport and lairage on mortality, liveweight loss and carcass quality in broiler chickens. Ital. J. Anim. Sci. 2005, 4, 516–518. [Google Scholar] [CrossRef]
- Vecerek, V.; Grbalova, S.; Voslarova, E.; Janackova, B.; Malena, M. Effects of travel distance and the season of the year on death rates of broilers transported to poultry processing plants. Poult. Sci. 2006, 85, 1881–1884. [Google Scholar] [CrossRef]
- MacCaluim, J.; Abeyesinghe, S.; White, R.; Wathes, C. A continuous-choice assessment of the domestic fowl’s aversion to concurrent transport stressors. Anim. Welf. 2003, 12, 95–107. [Google Scholar]
- Randall, J.; Duggan, J.; Alami, M.; White, R. Frequency weightings for the aversion of broiler chickens to horizontal and vertical vibration. J. Agric. Eng. Res. 1997, 68, 387–397. [Google Scholar] [CrossRef]
- Carlisle, A. Physiological responses of broiler chickens to the vibrations experienced during road transportation. Br. Poult. Sci. 1998, 39, 48–49. [Google Scholar] [CrossRef]
- Yogaratnam, V. Analysis of the causes of high rates of carcase rejection at a poultry processing plant. Vet. Rec. 1995, 137, 215–217. [Google Scholar] [CrossRef]
- Fallavena, L.C.; Moraes, H.L.; Salle, C.T.; Da Silva, A.B.; Vargas, R.S.; Do Nascimento, V.P.; Canal, C.W. Diagnosis of skin lesions in condemned or downgraded broiler carcasses—A microscopic and macroscopic study. Avian Pathol. 2000, 29, 557–562. [Google Scholar] [CrossRef]
- Santana, Â.P.; Murata, L.S.; Freitas, C.G.d.; Delphino, M.K.; Pimentel, C.M. Causes of condemnation of carcasses from poultry in slaughterhouses located in State of Goiás, Brazil. Ciência Rural 2008, 38, 2587–2592. [Google Scholar] [CrossRef]
- European Food Safety Authority. Technical assistance to the Commission (Article 31 of Regulation (EC) No 178/2002) for the preparation of a data collection system of welfare indicators in EU broilers’ slaughterhouses. EFSA J. 2013, 11, 3299. [Google Scholar] [CrossRef]
- EFSA Panel on Animal Health and Welfare (AHAW). Statement on the use of animal-based measures to assess the welfare of animals. EFSA J. 2012, 10, 2767. [Google Scholar] [CrossRef]
- Murad, M.; Yahya, K.M.; Hassan, G.M. Web based poultry farm monitoring system using wireless sensor network. In Proceedings of the 7th International Conference on Frontiers of Information Technology, Abbottabad, Pakistan, 16–18 December 2009; ACM: New York, NY, USA; p. 7. [Google Scholar] [CrossRef]
- So-In, C.; Poolsanguan, S.; Poonriboon, C.; Rujirakul, K.; Phasuk, Y.; Haitook, T. Smart mobile poultry farming systems in Tmote sky WSNs. Int. J. Digit. Content Technol. Its Appl. 2013, 7, 508. [Google Scholar]
- Mahale, R.B.; Sonavane, S. Smart Poultry Farm Monitoring Using IOT and Wireless Sensor Networks. Int. J. Adv. Res. Comput. Sci. 2016, 7, 187–190. [Google Scholar]
- Manshor, N.; Rahiman, A.R.A.; Yazed, M.K. IoT Based Poultry House Monitoring. In Proceeding of the 2019 2nd International Conference on Communication Engineering and Technology (ICCET), Nagoya, Japan, 12–15 April 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 72–75. [Google Scholar] [CrossRef]
- Freeman, B. The relationship between oxygen consumption, body temperature and surface area in the hatching and young chick. Br. Poult. Sci. 1965, 6, 67–72. [Google Scholar] [CrossRef]
- Jurkschat, M.; Burmeister, A.; Nichelmann, M. The development of thermoregulation in white beltsville turkeys (Meleagris gallopavo) between day 10 and 50. J. Therm. Biol. 1989, 14, 83–86. [Google Scholar] [CrossRef]
- Gerrits, A.; De Koning, K.; Migchels, A. Catching broilers. Poultry 1985, 1, 20–23. [Google Scholar]
- Bayliss, P.; Hinton, M. Transportation of broilers with special reference to mortality rates. Appl. Anim. Behav. Sci. 1990, 28, 93–118. [Google Scholar] [CrossRef]
- Berry, P.; Kettlewell, P.; Moran, P. The AFRC mark I experimental broiler harvester. J. Agric. Eng. Res. 1990, 47, 153–163. [Google Scholar] [CrossRef]
- Chauvin, C.; Hillion, S.; Balaine, L.; Michel, V.; Peraste, J.; Petetin, I.; Lupo, C.; Le Bouquin, S. Factors associated with mortality of broilers during transport to slaughterhouse. Animal 2011, 5, 287–293. [Google Scholar] [CrossRef] [PubMed]
- Council of the European Union. Council Regulation (EC) No 1/2005 of 22 December 2004 on the protection of animals during transport and related operations and amending Directives 64/432/EEC and 93/119/EC and Regulation (EC) No 1255/97. 2004. Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=CELEX%3A32005R0001 (accessed on 10 March 2020).
- Schwartzkopf-Genswein, K.; Faucitano, L.; Dadgar, S.; Shand, P.; González, L.; Crowe, T. Road transport of cattle, swine and poultry in North America and its impact on animal welfare, carcass and meat quality: A review. Meat Sci. 2012, 92, 227–243. [Google Scholar] [CrossRef] [PubMed]
- Consortium of the Animal Transport Guides Project (2017). Guide to Good Practices for the Transport of Poultry. 2017. Available online: http://animaltransportguides.eu/wp-content/uploads/2016/05/EN-Guides-Poultry-final.pdf (accessed on 10 March 2020).
- Escudero-Gilete, M.; González-Miret, M.; Temprano, R.M.; Heredia, F. Application of a multivariate concentric method system for the location of Listeria monocytogenes in a poultry slaughterhouse. Food Control 2007, 18, 69–75. [Google Scholar] [CrossRef]
- Levinson, F.J.; Hicks, K.M.; Rogers, B.L.; Schaetzel, T.; Troy, L.M.; Young, C. Monitoring and Evaluation: A Guidebook for Nutrition Project Managers in Developing Countries; Human Development Network, The World Bank: Boston, MA, USA, 1999. [Google Scholar]
- Brakel, J. Smoothed Z-Score Algorithm. 2016. Available online: http://stackoverflow.com/questions/22583391/peak-signal-detection-in-realtime-timeseries-data (accessed on 10 March 2020).
- Kristensen, H.; Wathes, C. Ammonia and poultry welfare: A review. World’s Poult. Sci. J. 2000, 56, 235–245. [Google Scholar] [CrossRef]
- Yahav, S. Ammonia affects performance and thermoregulation of male broiler chickens. Anim. Res. 2004, 53, 289–293. [Google Scholar] [CrossRef]
- Lin, H.; Jiao, H.; Buyse, J.; Decuypere, E. Strategies for preventing heat stress in poultry. World’s Poult. Sci. J. 2006, 62, 71–86. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| KPI | Value |
|---|---|
| Temperature Warning | 18.31 % |
| Temperature Alarm | 34.48 % |
| Alert Situation | 7.89% |
| Danger Situation | 5.62 % |
| Emergency Situation | 68.30 % |
| KPI | Value |
|---|---|
| Saturation Rate | 0.98 |
| Mean Accumulation | 121.67 |
| Standard Deviation | 48.99 |
| KPI | Value |
|---|---|
| Low Temperature | 0% |
| High Temperature | 0% |
| Low Relative Humidity | 0% |
| High Relative Humidity | 17% |
| Abrupt Movements | 9.32% |
| KPI | Value |
|---|---|
| Weight Range | 3.42 Kg |
| Farm Weight | 3.42 Kg |
| Total Hematoms | 23 |
| Broken Wing | 21 |
| Hematoma Wings | 11 |
| Hematoma Armpit | 0 |
| Breast | 12 |
| Broken Bones | 9 |
| Overscalded | 0 |
| Bad Extraction Viscera | 1 |
| Bad Plucked | 0 |
| Bad Wash | 0 |
| Scab | 0 |
| Crops | 0 |
| Knuckles | 0 |
| Dead in transport | 3 |
| Confiscated | 8 |
| Numbers of chickens | 5040 |
| Meat Quality | A |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Esnaola-Gonzalez, I.; Gómez-Omella, M.; Ferreiro, S.; Fernandez, I.; Lázaro, I.; García, E. An IoT Platform towards the Enhancement of Poultry Production Chains. Sensors 2020, 20, 1549. https://doi.org/10.3390/s20061549
Esnaola-Gonzalez I, Gómez-Omella M, Ferreiro S, Fernandez I, Lázaro I, García E. An IoT Platform towards the Enhancement of Poultry Production Chains. Sensors. 2020; 20(6):1549. https://doi.org/10.3390/s20061549
Chicago/Turabian StyleEsnaola-Gonzalez, Iker, Meritxell Gómez-Omella, Susana Ferreiro, Izaskun Fernandez, Ignacio Lázaro, and Elena García. 2020. "An IoT Platform towards the Enhancement of Poultry Production Chains" Sensors 20, no. 6: 1549. https://doi.org/10.3390/s20061549
APA StyleEsnaola-Gonzalez, I., Gómez-Omella, M., Ferreiro, S., Fernandez, I., Lázaro, I., & García, E. (2020). An IoT Platform towards the Enhancement of Poultry Production Chains. Sensors, 20(6), 1549. https://doi.org/10.3390/s20061549