New Arc Stability Index for Industrial AC Three-Phase Electric Arc Furnaces Based on Acoustic Signals

 , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
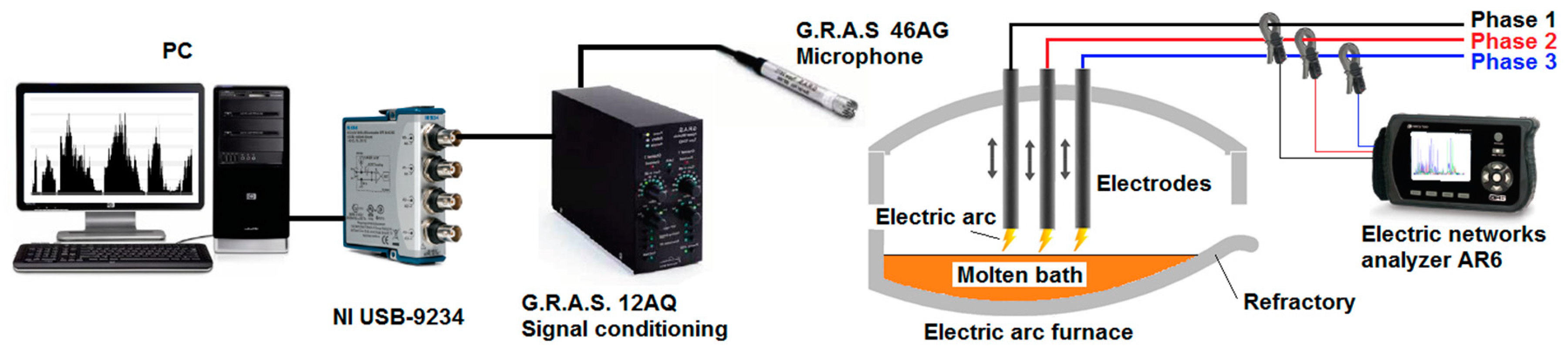
2.1. System Description
2.2. Acoustic Signal Acquisition and Processing
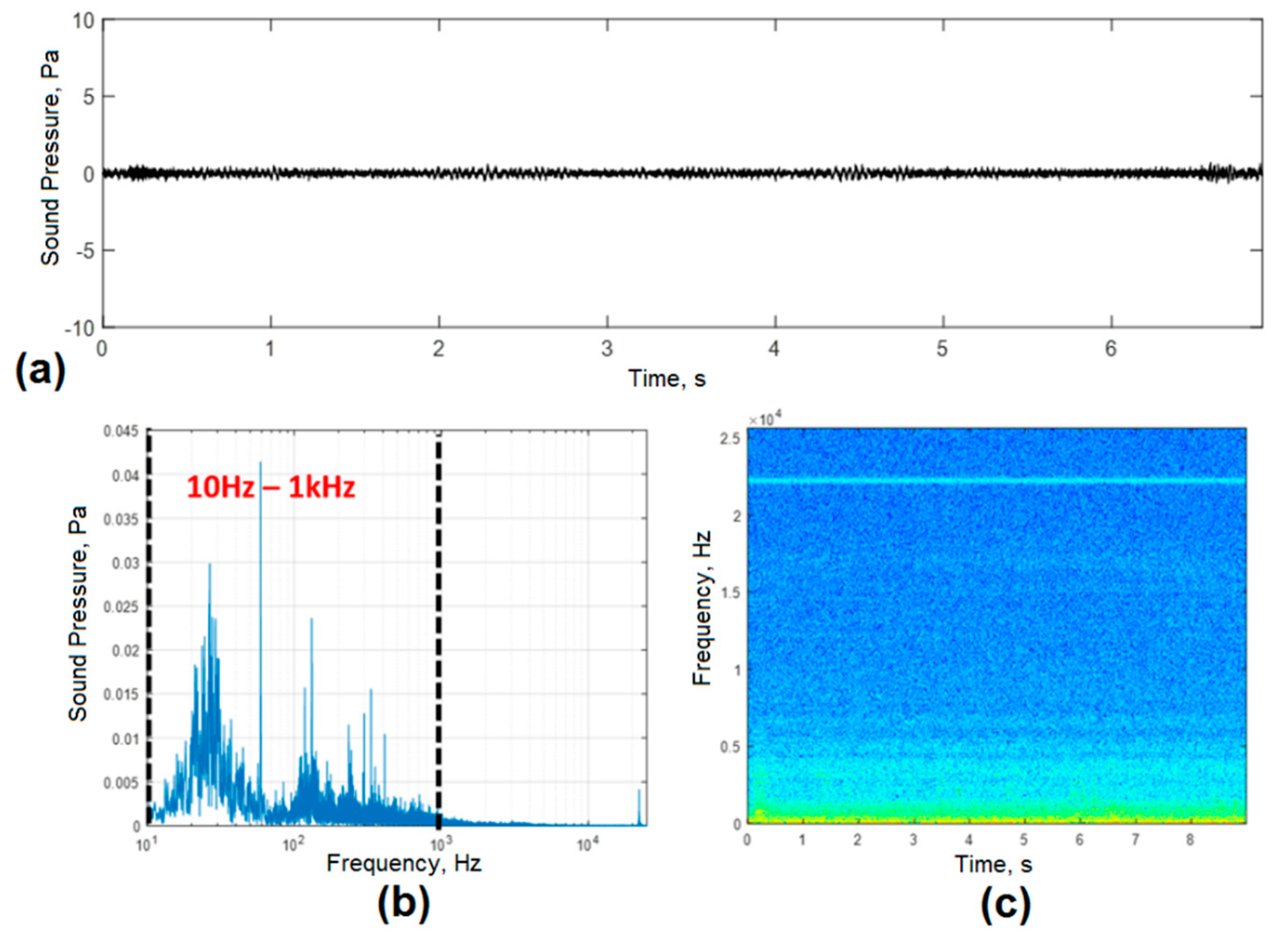
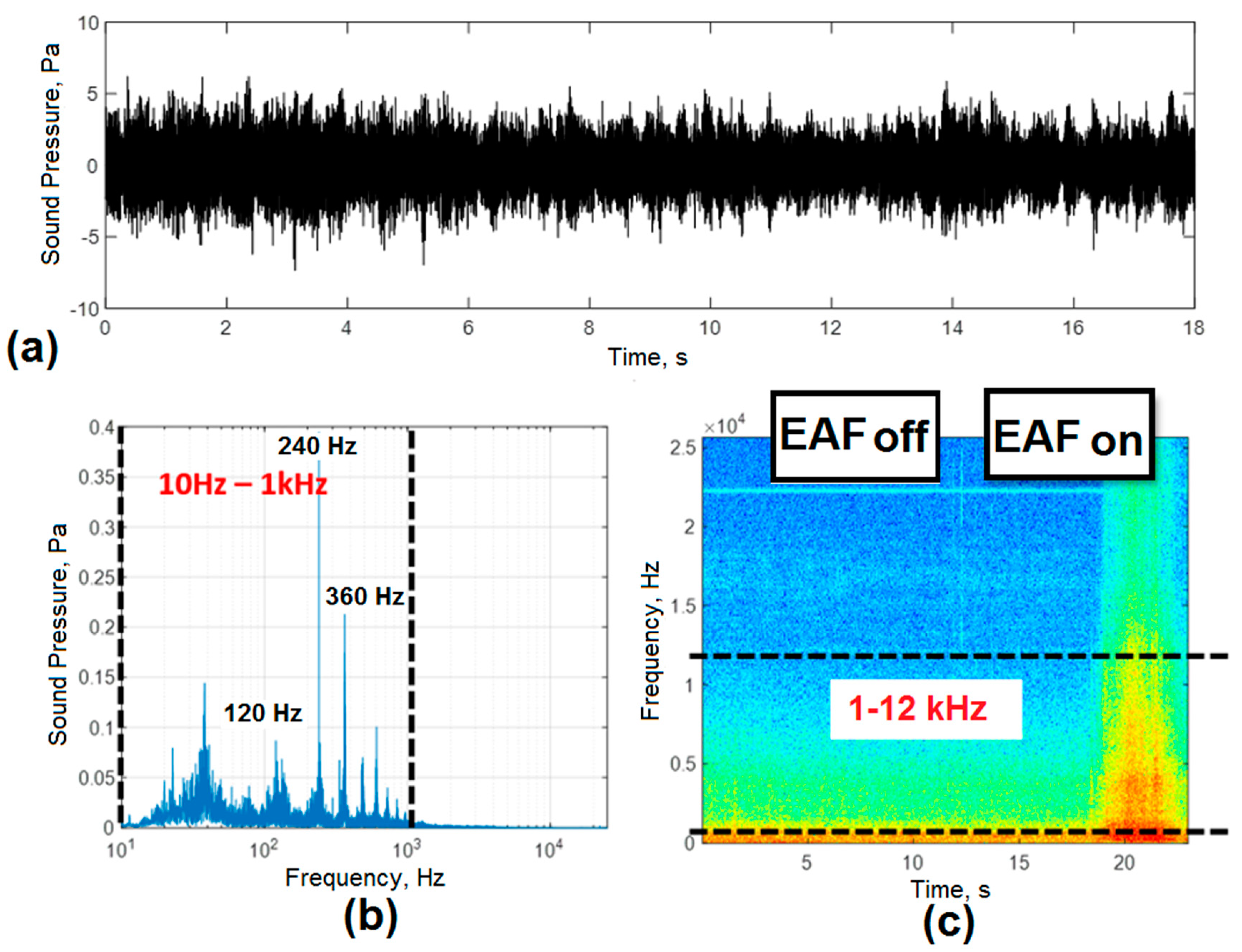
2.2.1. Industrial Noise Characterization
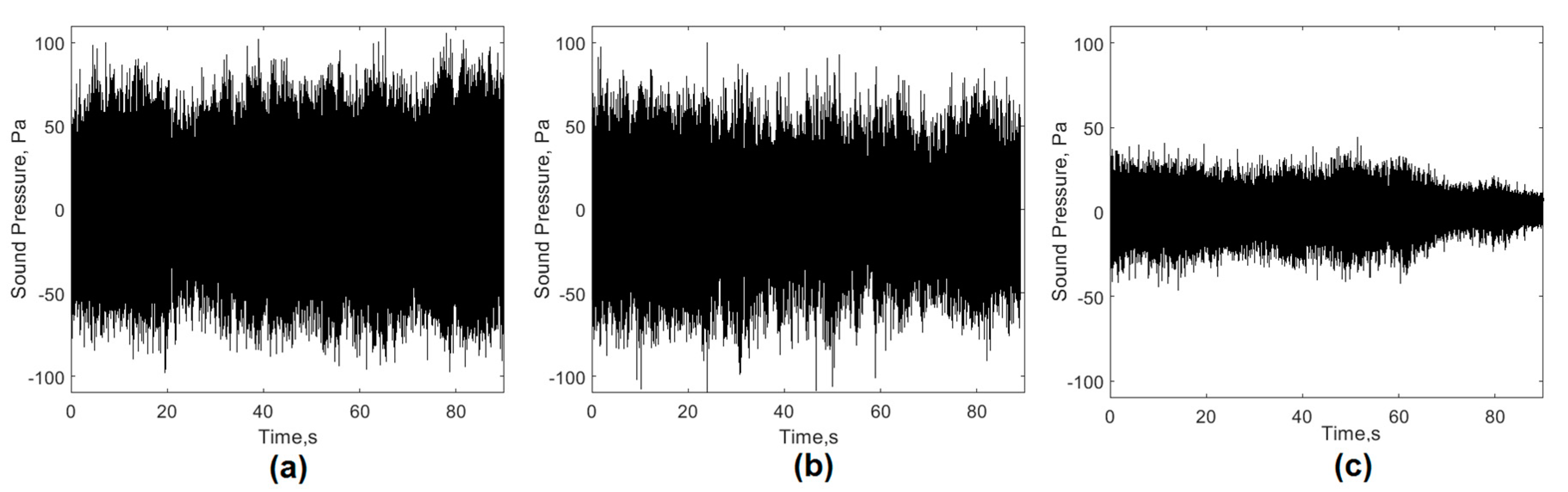
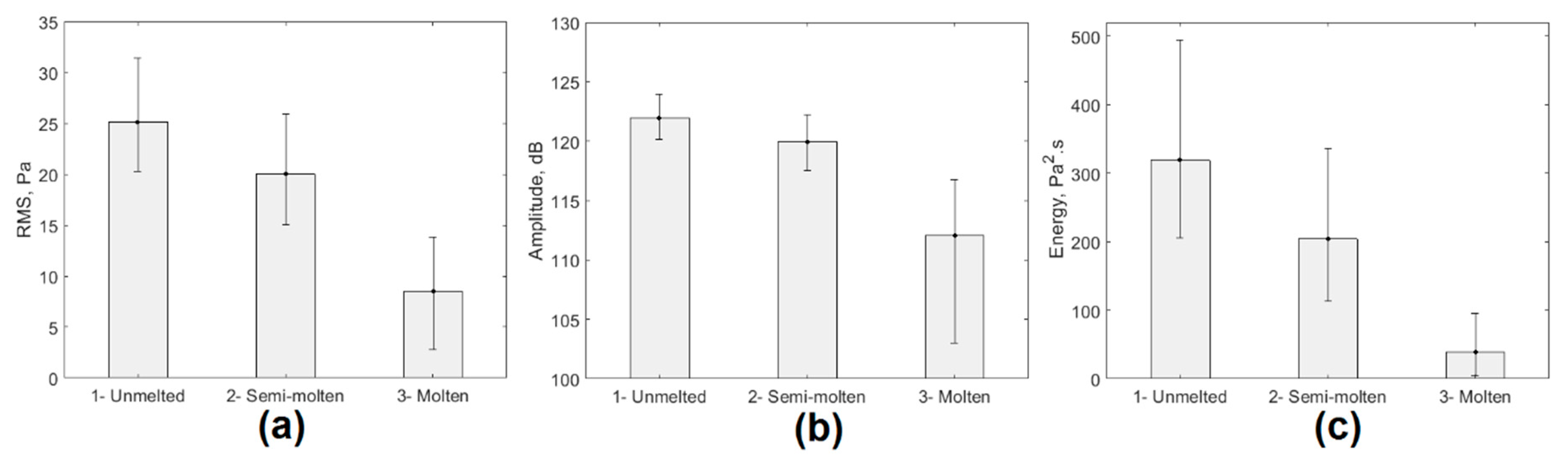
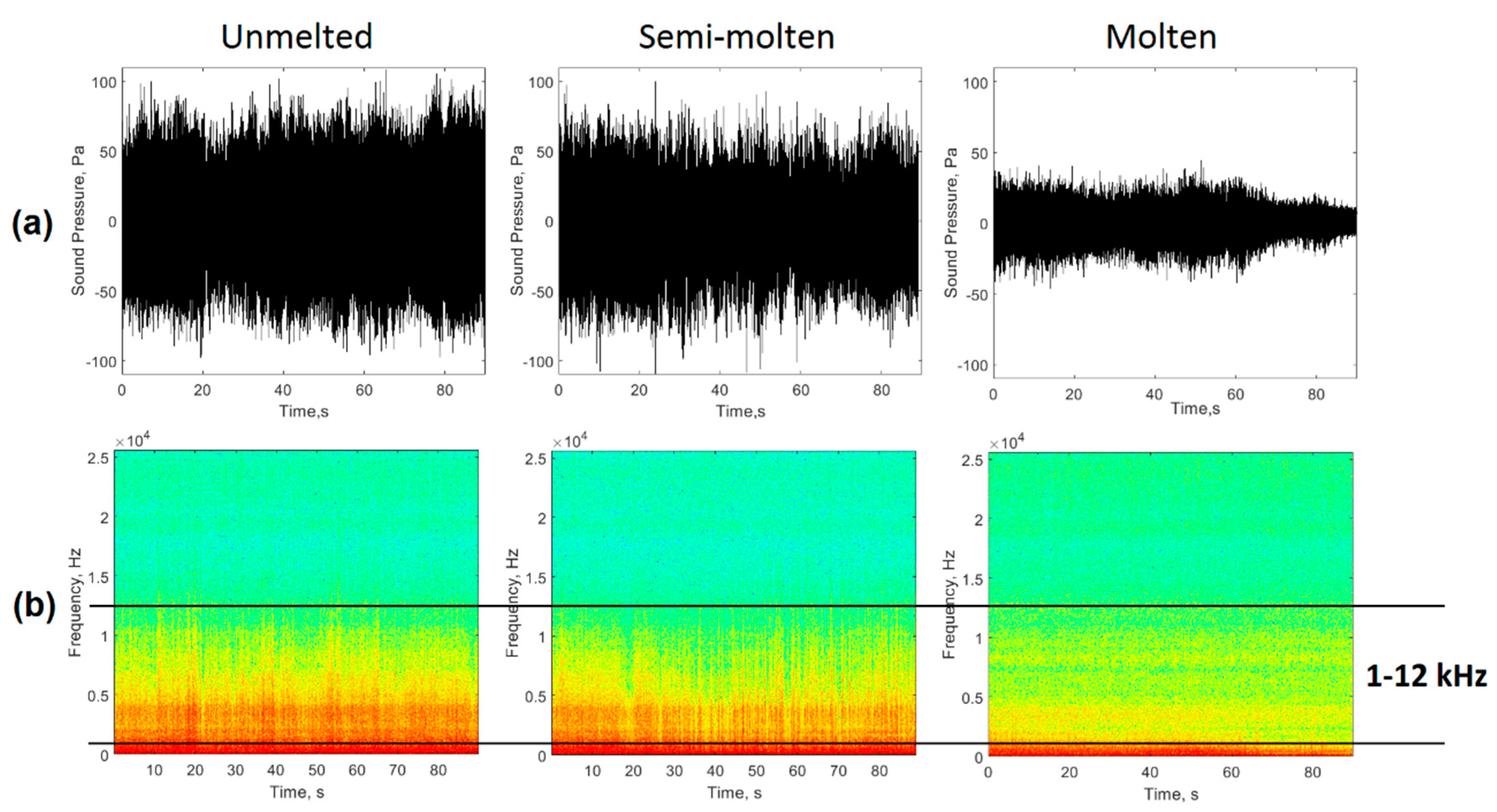
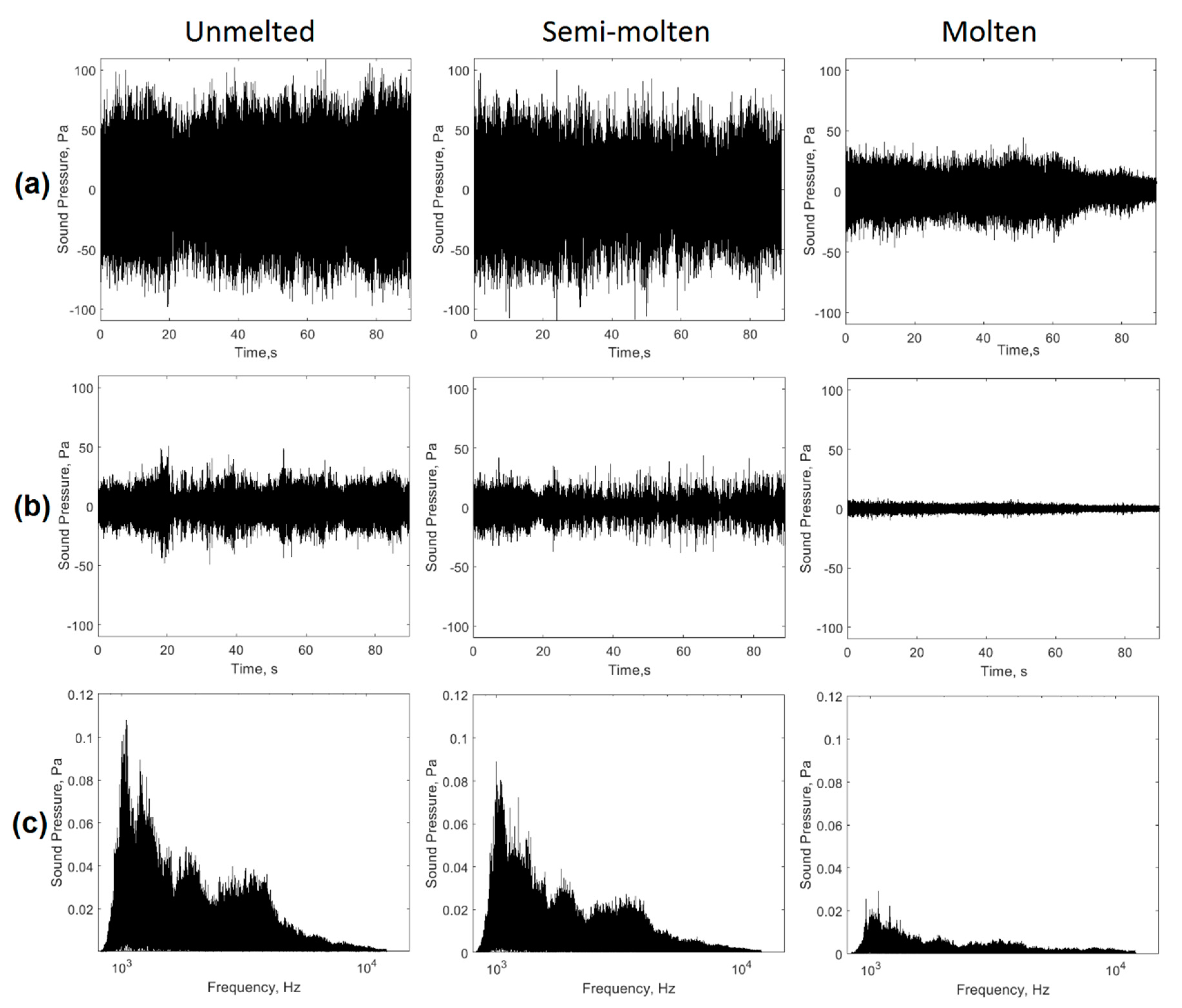
2.2.2. Characterization of the Acoustic Signal in the Time Domain
2.3. Industrial Validation of the Proposal
Acquisition and Processing of Arc Voltage and Current Signals
3. Results and Discussion
3.1. Industrial Noise Characterization
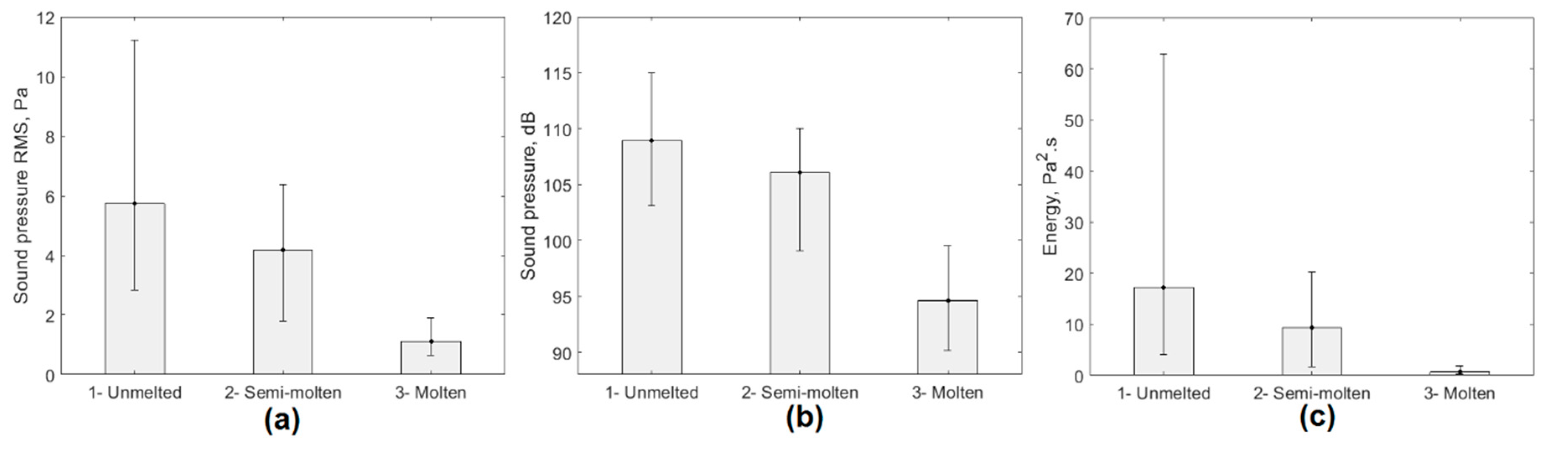
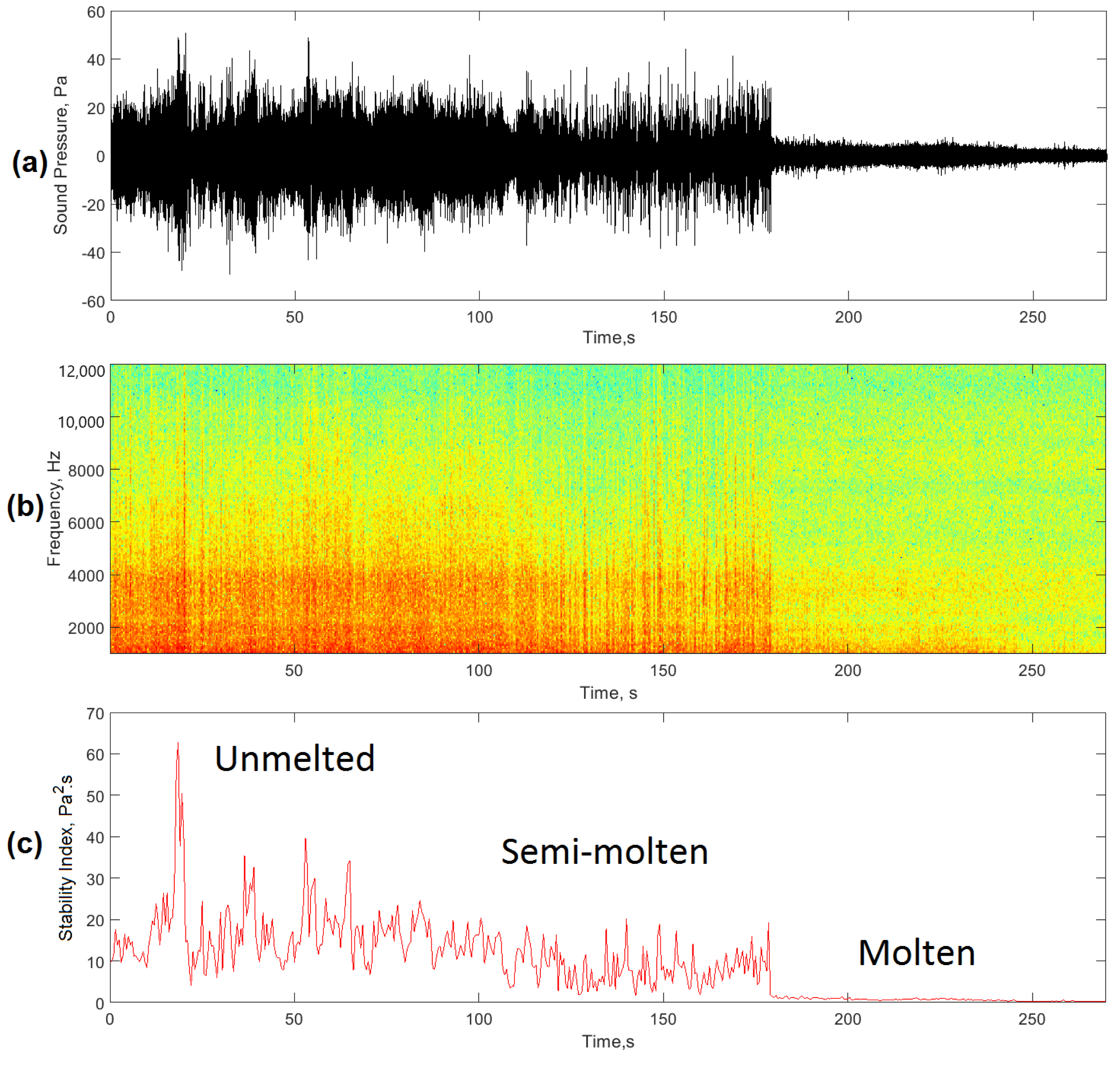
3.2. Proposal for a New Arc Stability Index
3.3. Industrial Validation of the Proposed Stability Index
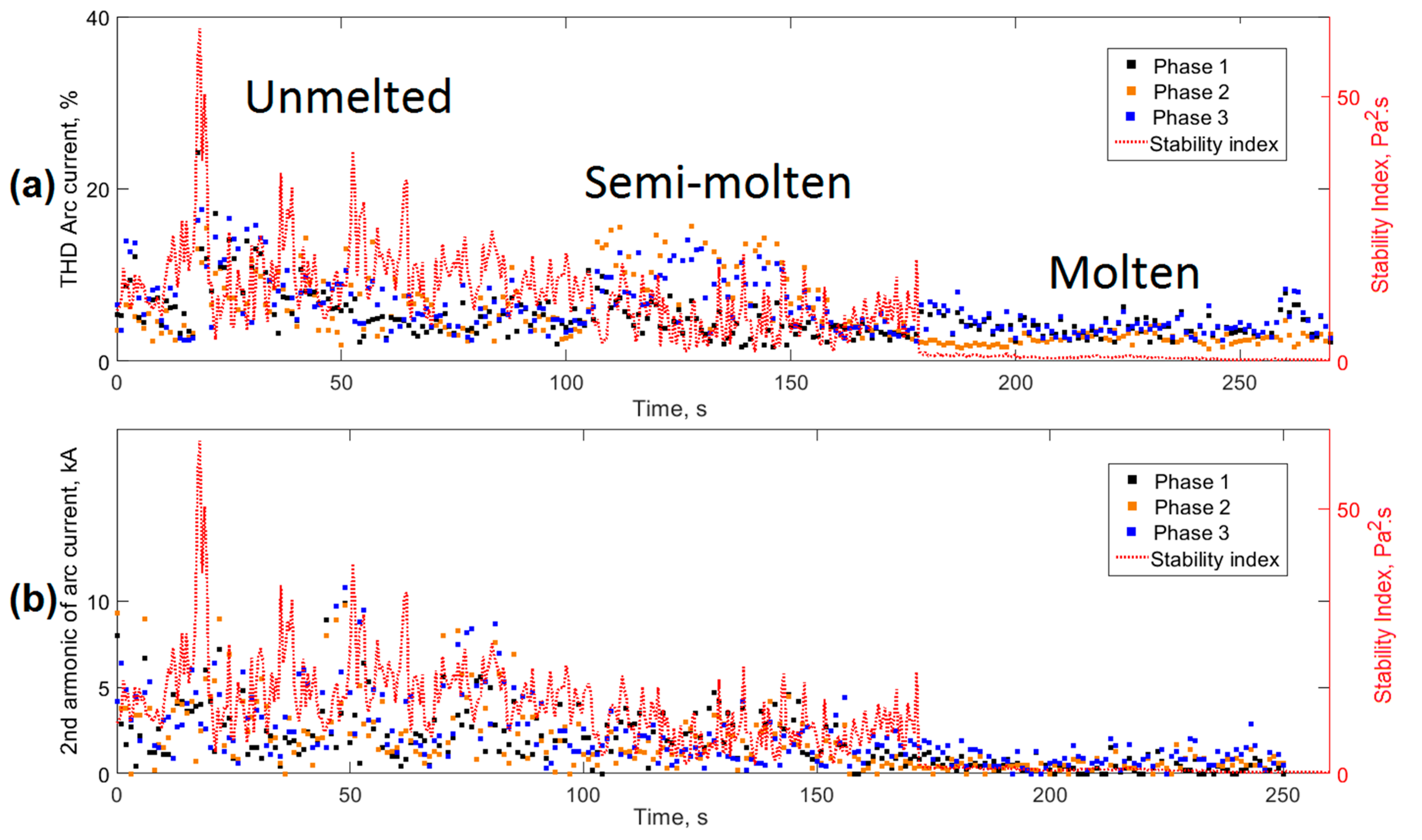
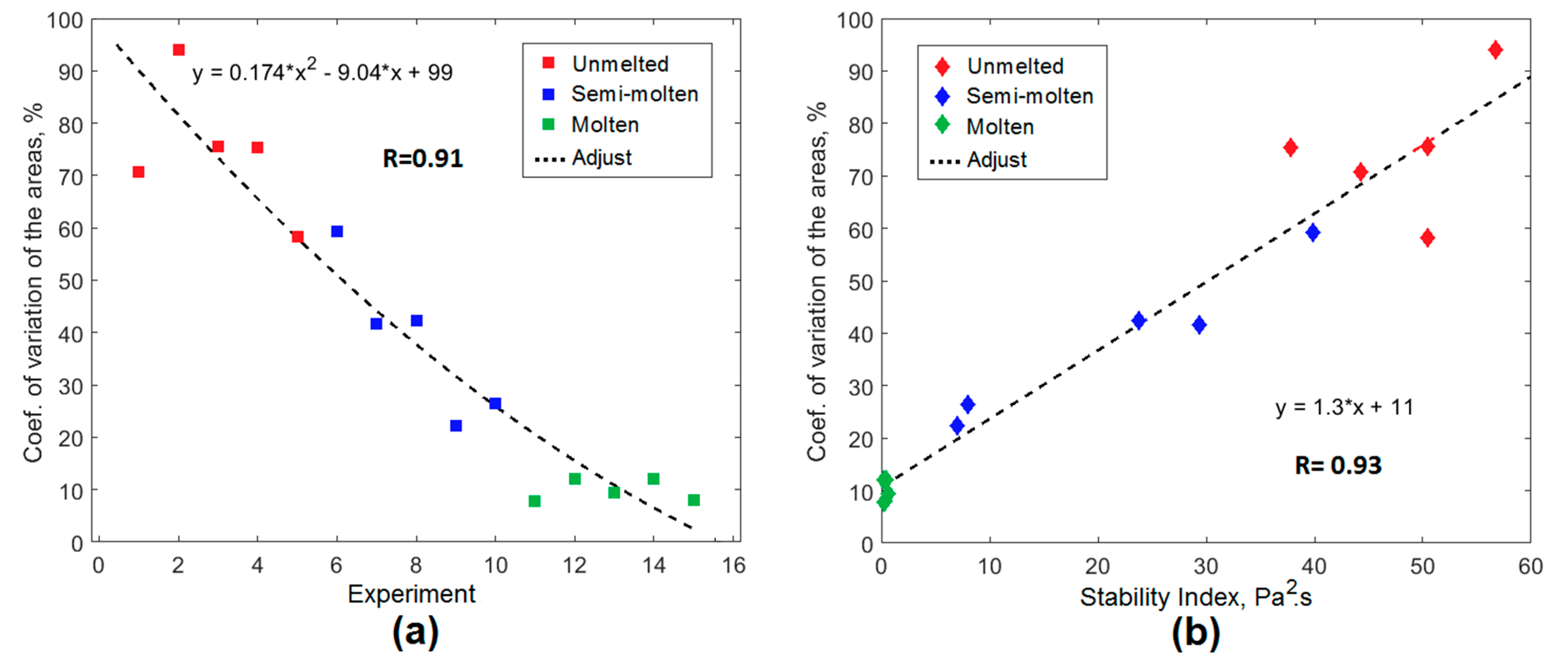
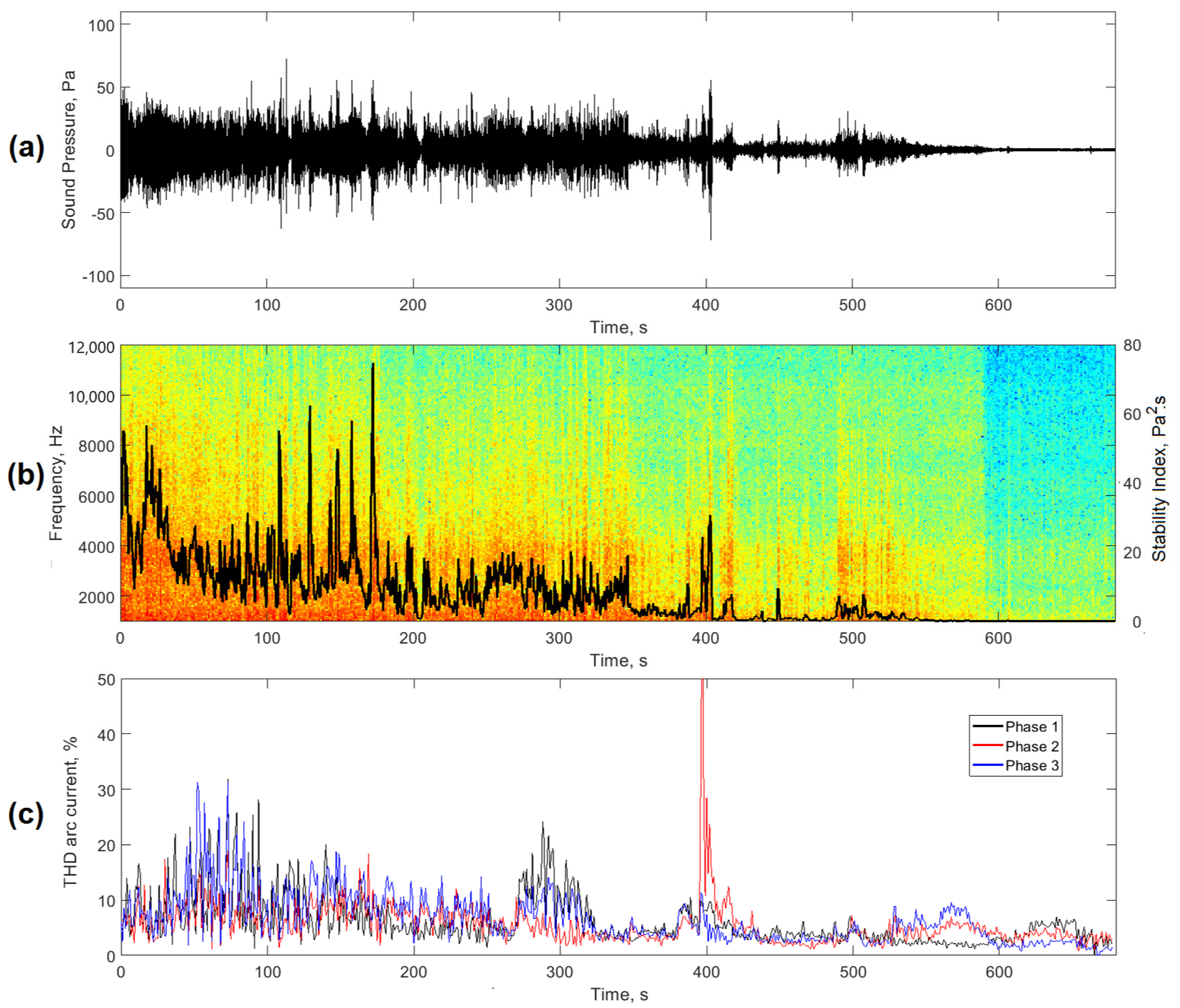
3.3.1. Correlation of Stability Index with Harmonic Analysis of Current Signals
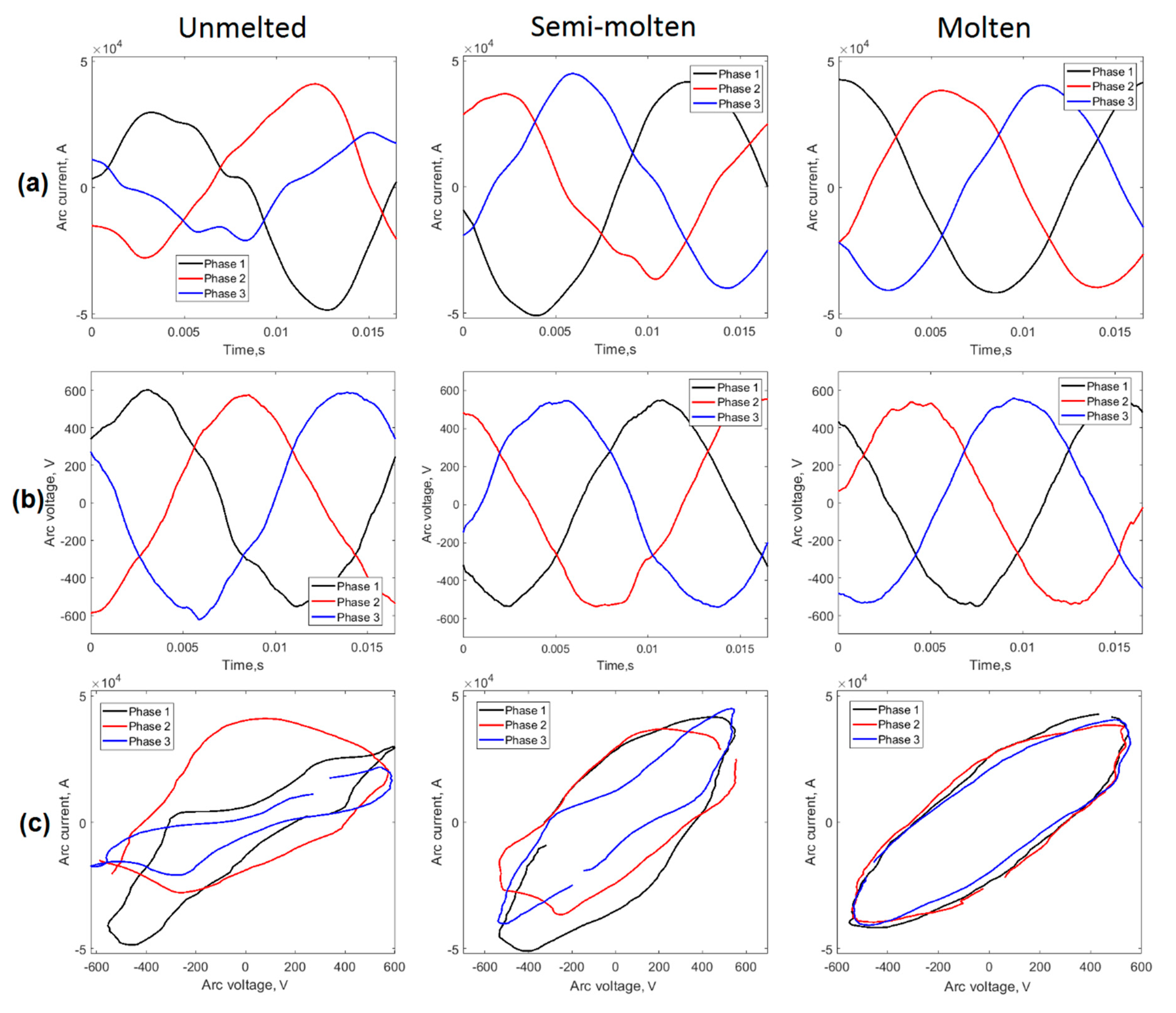
3.3.2. Correlation of Stability Index with U&I Signals
4. Conclusions
- The proposed new stability index based on the energy of the filtered acoustic signals in the frequency range of 1–12 kHz is an indicator of the process stability and is a simple and valid method for real-time monitoring of the stability of the arcs in the EAF.
- The filtered signal in the range of 1–12 kHz is immune to the disturbances associated with industrial noise, eliminating one of the main disadvantages of non-invasive methods based on acoustic signals.
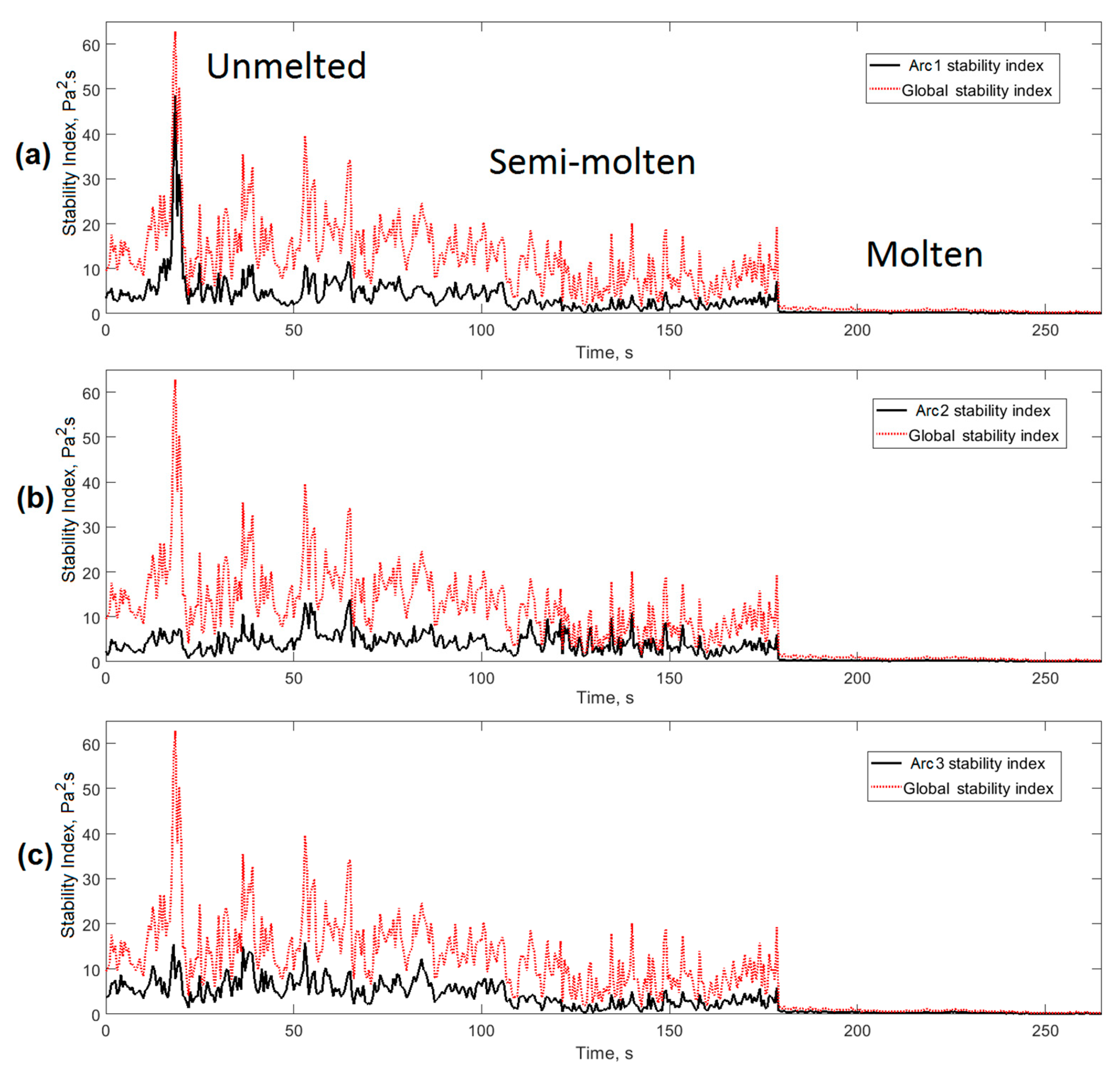
- The decomposition of the AESIEAF index into three components associated with each phase allows us to determine the incidence of each arc in the global stability of the process, which could lead to better advances in the diagnosis and control of the process in the EAF.
- Future work will focus on the application of the proposed new index as an electrical signal to improve monitoring, evaluation, decision-making support, and closed-loop control of the process. This would allow an adjustment of arc operating points to ensure greater stability and efficiency in the operation of the EAF.
Author Contributions
Funding
Conflicts of Interest
References
- Nikolaev, A.A.; Tulupov, P.G.; Tulupova, O.V.; Lesher, O.V. Mutual Influence of the Melting Stage and Electric Arc Current Harmonic Composition in Different Types of Electric Arc Furnaces. Int. J. Comput. Digit. Syst. 2020, 9, 1–11. [Google Scholar] [CrossRef]
- Vicente, A.; Picon, A.; Arteche, J.A.; Linares, M.; Velasco, A.; Sainz, J.A. Magnetic field-based arc stability sensor for electric arc furnaces. Measurement 2020, 151, 107134. [Google Scholar] [CrossRef]
- Odenthal, H.J.; Kemminger, A.; Krause, F.; Sankowski, L.; Uebber, N.; Vogl, N. Review on modeling and simulation of the electric arc furnace (EAF). Steel Res. Int. 2018, 89, 1700098. [Google Scholar] [CrossRef]
- Martell, F.; Deschamps, A.; Mendoza, R.; Meléndez, M.; Llamas, A.; Micheloud, O. Virtual neutral to ground voltage as stability index for electric arc furnaces. ISIJ Int. 2011, 51, 1846–1851. [Google Scholar] [CrossRef]
- Uz-Logoglu, E.; Salor, O.; Ermis, M. Real-time detection of interharmonics and harmonics of AC electric arc furnaces on GPU framework. IEEE Trans. Ind. Appl. 2019, 55, 6613–6623. [Google Scholar] [CrossRef]
- Jopri, M.; Abdullah, A.; Manap, M.; Sutikno, T.; Ab Ghani, M. Harmonic Contribution Analysis of Electric Arc Furnace by Using Spectrogram. Bull. Electr. Eng. Inform. 2018, 7, 236–243. [Google Scholar] [CrossRef]
- Dehkordi, B.; Moallem, M.; Parsapour, A. Predicting foaming slag quality in electric arc furnace using power quality indices and fuzzy method. IEEE Trans. Instrum. Meas. 2011, 60, 3845–3852. [Google Scholar] [CrossRef]
- Cherednichenko, V.; Bikeev, R.; Cherednichenko, A.; Ognev, A. Acoustic characteristics of electric arc furnaces. Russ. Metall. (Met.) 2016, 2016, 509–516. [Google Scholar] [CrossRef]
- Cherednichenko, V.; Bikeev, R.; Serikov, V.; Rechkalov, A.; Cherednichenko, A. New algorithm for controlling electric arc furnaces using their vibrational and acoustic characteristics. Russ. Metall. (Met.) 2016, 2016, 1183–1186. [Google Scholar] [CrossRef]
- Liu, Y.-J.; Chang, G.W.; Hong, R.-C. Curve-fitting-based method for modeling voltage–current characteristic of an ac electric arc furnace. Electr. Power Syst. Res. 2010, 80, 572–581. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, Z.; Wang, Z.; Wang, N.; Wang, X. Splattering suppression for a three-phase AC electric arc furnace in fused magnesia production based on acoustic signal. IEEE Trans. Ind. Electron. 2017, 64, 4772–4780. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, N.; Wang, Z.; Wang, Z.; Ji, B.; Wang, X. Smelting condition identification for a fused magnesium furnace based on an acoustic signal. J. Mater. Process. Technol. 2017, 244, 231–239. [Google Scholar] [CrossRef][Green Version]
- Drouet, M.G.; Nadeau, F. Acoustic measurement of the arc voltage applicable to arc welding and arc furnaces. J. Phys. E Sci. Instrum. 1982, 15, 268. [Google Scholar] [CrossRef]
- Sinha, O.P.; Gupta, R.C. Acoustic emission during plasma arc melting. ISIJ Int. 1993, 33, 903–905. [Google Scholar] [CrossRef]
- Burchell, J.; Aldrich, C.; Eksteen, J.; Niesler, T.; Jemwa, G. Acoustic monitoring of plasma arcs in direct current electric arc furnaces. Metall. Mater. Trans. B 2009, 40, 886. [Google Scholar] [CrossRef]
- Chen, Z.; Zou, X.; Li, H.; Luo, H.; Wang, X. Numerical simulation of acoustic wave generated by the AC arc. IEEE Trans. Plasma Sci. 2019, 47, 4136–4141. [Google Scholar] [CrossRef]
- Złomu, P.Ż.; Łukowych-Nowa, W.E.; Bardzo, I.; Sterowaniem, D.M. Foaming slag and scrap melting behavior in electric arc furnace—A new and very precise detection method with automatic carbon control. Arch. Metall. Mater. 2008, 53, 1–10. [Google Scholar]
- Komarov, S.V.; Kuwabara, M.; Sano, M. Suppression of slag foaming under sound wave application. ISIJ Int. 2000, 40, 431–437. [Google Scholar] [CrossRef][Green Version]
- Reichel, J.; Rose, L.; Kempken, J.; Damazio, M.A.; Carvalho, R.G.; Loss, H.B.; Pinto, E.M.; Dutra, J.R.; Karbowniczek, M. EAF-foamy slag in stainless steel production. New extremely efficient technology. Easy to handle and cost efficient. Arch. Metall. Mater. 2008, 53, 391–397. [Google Scholar]
- Ironmaking and Steelmaking. Electric Arc Furnaces. Available online: https://www.danieli.com/en/products/products-processes-and-technologies/electric-arc-furnace_26_83.htm (accessed on 24 November 2020).
- GRAS. Sound and Vibration. Available online: https://www.grasacoustics.com/products (accessed on 24 November 2020).
- National Instruments. Labview. Available online: https://www.ni.com/en-us/shop/labview.html (accessed on 24 November 2020).
- Matlab—MathWorks. Available online: https://www.mathworks.com/products/matlab.html (accessed on 24 November 2020).
- Macías, E.J.; Roca, A.S.; Fals, H.C.; Fernández, J.B.; de la Parte, M.P. Time–frequency diagram applied to stability analysis in gas metal arc welding based on acoustic emission. Sci. Technol. Weld. Join. 2010, 15, 226–232. [Google Scholar] [CrossRef]
- Nikolaev, A.; Tulupov, P.; Tulupova, O. Melting stage diagnostic in different types of electric arc furnaces based on the analysis of the harmonic composition of the electric arc current. In Proceedings of the 2019 8th International Conference on Modeling Simulation and Applied Optimization (ICMSAO), Manama, Bahrain, 15–17 April 2019; pp. 1–6. [Google Scholar]
- Nikolaev, A.; Tulupov, P.; Agapitov, E. Method of Switching Point Determination for Control System of Electric Arc Furnace Based on Data about Harmonics of Arc Currents and Voltages. In Proceedings of the 2020 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Sochi, Russia, 18–22 May 2020; pp. 1–5. [Google Scholar]
- Balouji, E.; Bäckström, K.; McKelvey, T.; Salor, Ö. Deep-Learning-Based Harmonics and Interharmonics Predetection Designed for Compensating Significantly Time-Varying EAF Currents. IEEE Trans. Ind. Appl. 2020, 56, 3250–3260. [Google Scholar] [CrossRef]
- Portable Power Analyzer: AR6. Available online: http://circutor.com/en/products/measurement-and-control/portable-power-analyzers/portable-power-analyzers-port/ar6-series-detail (accessed on 24 November 2020).
- Alegria, A.I.; Garcia, M.E.M.; Chavez, F.M. Analysis of the Currents Physical Components Along a Complete Heat Process in a Real Electric Arc Furnace. In Proceedings of the 2018 IEEE International Conference on Environment and Electrical Engineering and 2018 IEEE Industrial and Commercial Power Systems Europe (EEEIC/I&CPS Europe), Palermo, Italy, 12–15 June 2018; pp. 1–6. [Google Scholar]
- Billings, S.; Nicholson, H. Identification of an electric-arc furnace electrode-control system. In Proceedings of the Institution of Electrical Engineers; IET: London, UK, 1975; pp. 849–856. [Google Scholar]
- Ochs, T.L.; Hartman, A.D.; Witkowski, S.L. Waveform Analysis of Electric Furnace Arcs as a Diagnostic Tool; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1986.
- Roca, A.; Fals, H.; Fernández, J.; Adán, F. Application of U versus I diagrams for process stability evaluation in gas metal arc welding in short circuit transfer mode. Rev. Soldag. E Inspeção 2005, 10, 85–91. [Google Scholar]
- Alonso, M.A.P.; Donsion, M.P. An improved time domain arc furnace model for harmonic analysis. IEEE Trans. Power Deliv. 2004, 19, 367–373. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | |
|---|---|
| Capacity: | 60 ton |
| Furnace diameter | 5.1 m |
| Electrodes diameter | 0.5 m |
| Transformer power | 40 MVA + 8%. |
| Power supply | AC three-phase 60 Hz |
| Electrode current per phase | 30–45 kA |
| Transformer TAP | 21 |
| Raw materials | Scrap |
| Experiment | RMS (Pa) | Sound Level (dB) | Peak–RMS Ratio | Energy (Pa2·s) |
|---|---|---|---|---|
| Unmelted | 24.14 | 121.94 | 4.51 | 319.10 |
| Semi-molten | 20.03 | 119.94 | 5.95 | 203.78 |
| Molten | 8.47 | 112.07 | 5.22 | 38.99 |
| Experiment | Average Values (Pa2·s) | Standard Deviation |
|---|---|---|
| Unmelted | 17.24 | 8.45 |
| Semi-molten | 9.33 | 4.61 |
| Molten | 0.67 | 0.35 |
| Experiment | Area U1I1 | Area U2I2 | Area U3I3 | CV (%) |
|---|---|---|---|---|
| Unmelted | 2.08 | 5.42 | 1.49 | 70.75 |
| 5.30 | 1.30 | 1.03 | 93.98 | |
| 1.02 | 2.51 | 0.54 | 75.62 | |
| 0.94 | 4.03 | 1.54 | 75.38 | |
| 2.35 | 4.38 | 1.31 | 58.22 | |
| Semi-molten | 1.34 | 1.99 | 4.16 | 59.31 |
| 1.12 | 1.84 | 2.69 | 41.63 | |
| 2.16 | 1.86 | 3.94 | 42.37 | |
| 1.73 | 2.73 | 2.23 | 22.28 | |
| 1.26 | 1.58 | 2.13 | 26.49 | |
| Molten | 4.02 | 4.06 | 3.52 | 7.75 |
| 3.29 | 4.11 | 3.46 | 12.02 | |
| 3.47 | 4.09 | 3.51 | 9.36 | |
| 3.11 | 3.26 | 2.58 | 12.06 | |
| 3.44 | 3.96 | 3.46 | 8.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guerra-Serrano, J.; Sánchez-Roca, A.; González-Yero, G.; Sánchez-Orozco, M.C.; Pérez de la Parte, M.; Jiménez Macías, E.; Blanco-Fernández, J. New Arc Stability Index for Industrial AC Three-Phase Electric Arc Furnaces Based on Acoustic Signals. Sensors 2020, 20, 6840. https://doi.org/10.3390/s20236840
Guerra-Serrano J, Sánchez-Roca A, González-Yero G, Sánchez-Orozco MC, Pérez de la Parte M, Jiménez Macías E, Blanco-Fernández J. New Arc Stability Index for Industrial AC Three-Phase Electric Arc Furnaces Based on Acoustic Signals. Sensors. 2020; 20(23):6840. https://doi.org/10.3390/s20236840
Chicago/Turabian StyleGuerra-Serrano, Juan, Angel Sánchez-Roca, Guillermo González-Yero, Mario C. Sánchez-Orozco, Mercedes Pérez de la Parte, Emilio Jiménez Macías, and Julio Blanco-Fernández. 2020. "New Arc Stability Index for Industrial AC Three-Phase Electric Arc Furnaces Based on Acoustic Signals" Sensors 20, no. 23: 6840. https://doi.org/10.3390/s20236840
APA StyleGuerra-Serrano, J., Sánchez-Roca, A., González-Yero, G., Sánchez-Orozco, M. C., Pérez de la Parte, M., Jiménez Macías, E., & Blanco-Fernández, J. (2020). New Arc Stability Index for Industrial AC Three-Phase Electric Arc Furnaces Based on Acoustic Signals. Sensors, 20(23), 6840. https://doi.org/10.3390/s20236840