Importing Automated Management System to Improve the Process Efficiency of Dental Laboratories †



Abstract
:1. Introduction
2. Materials and Methods
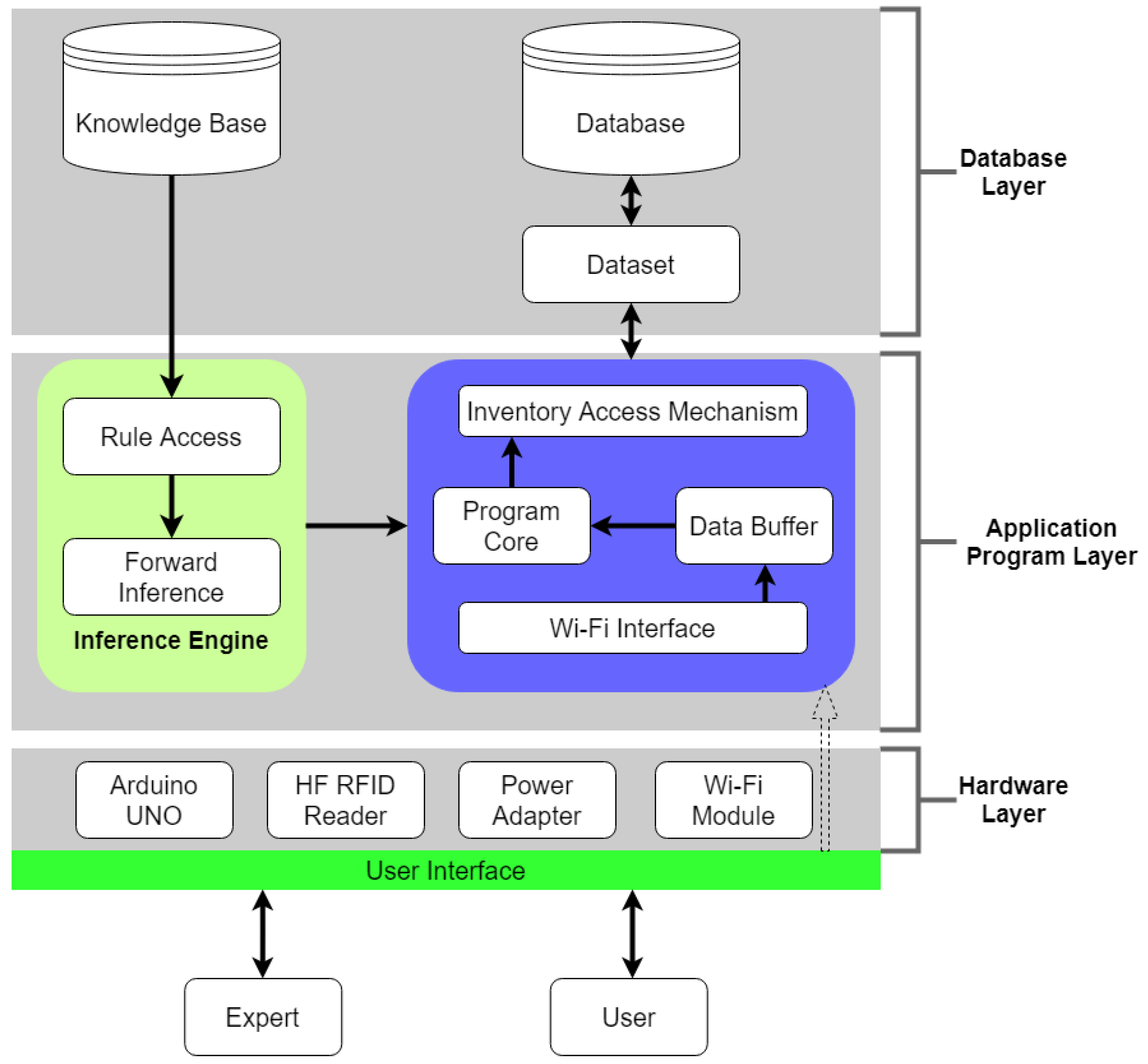
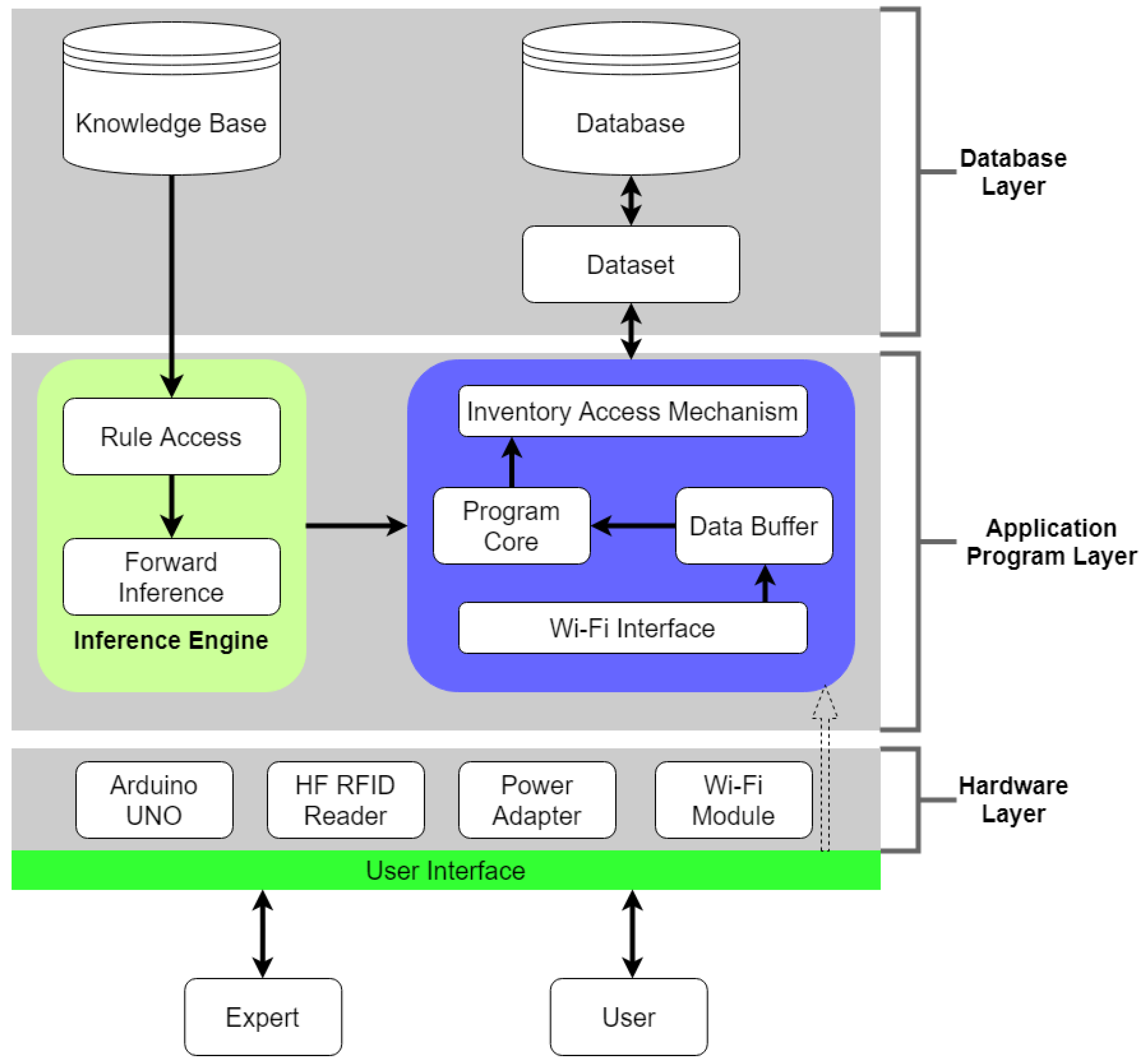
2.1. System Framework
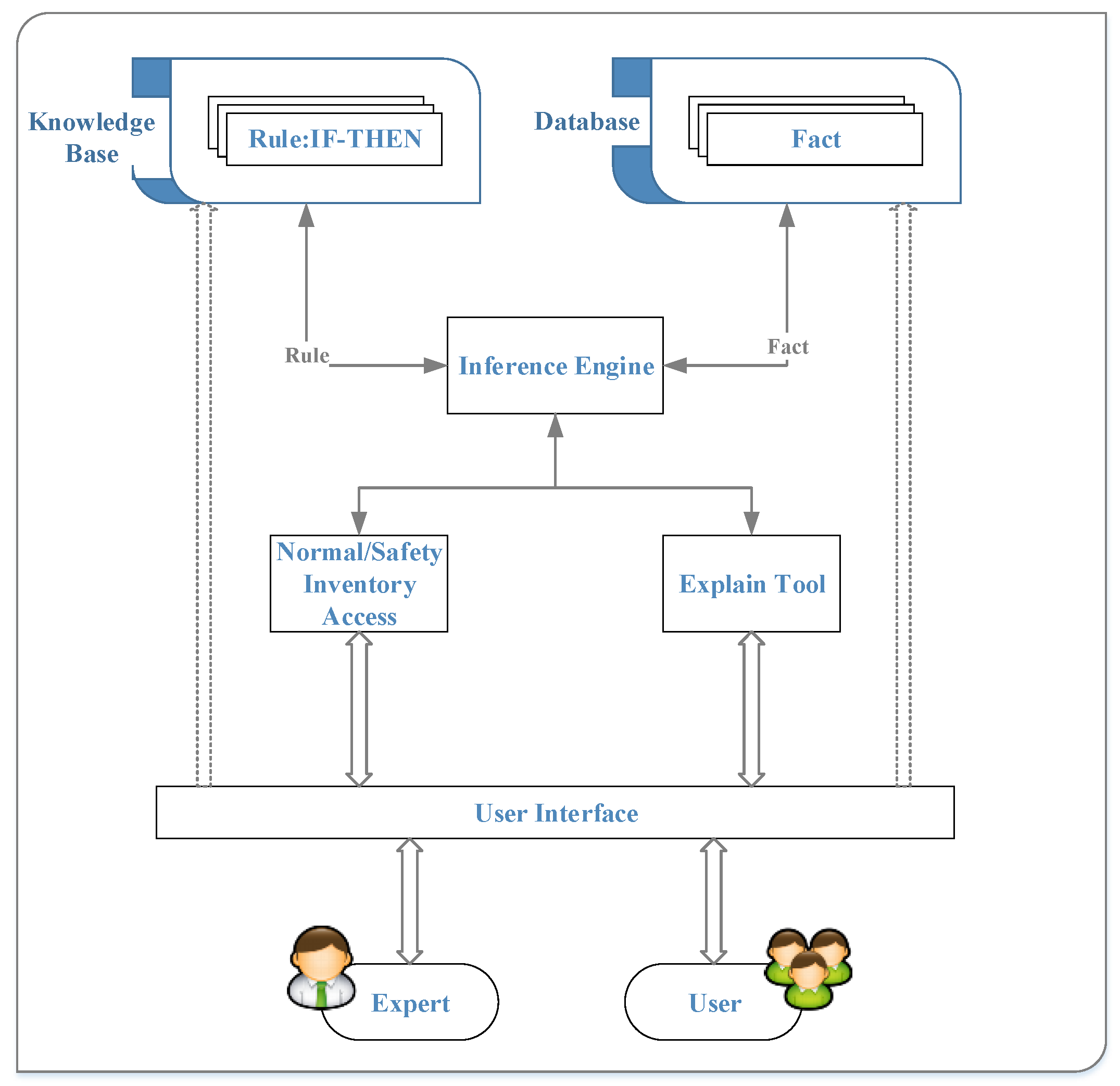
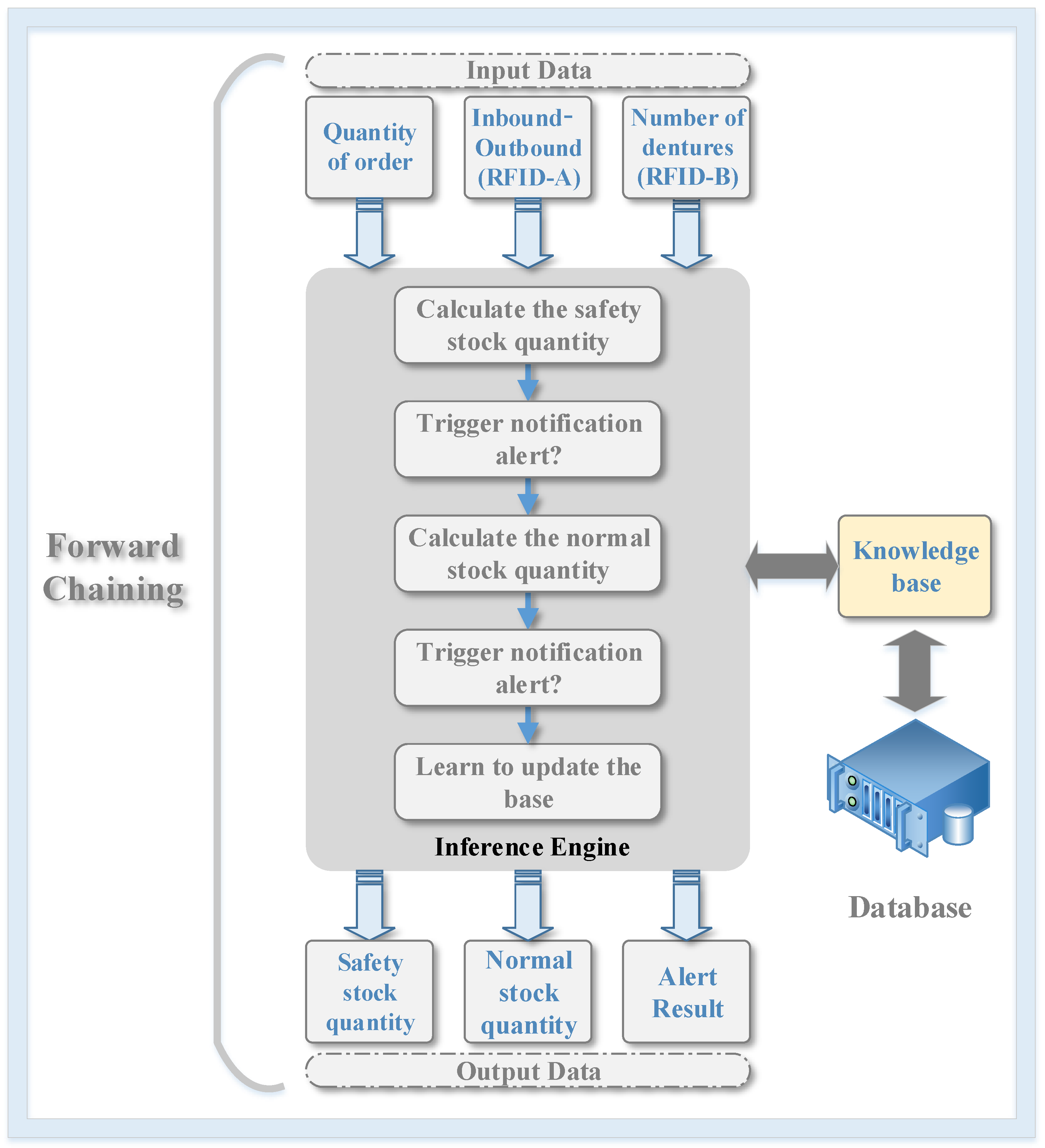
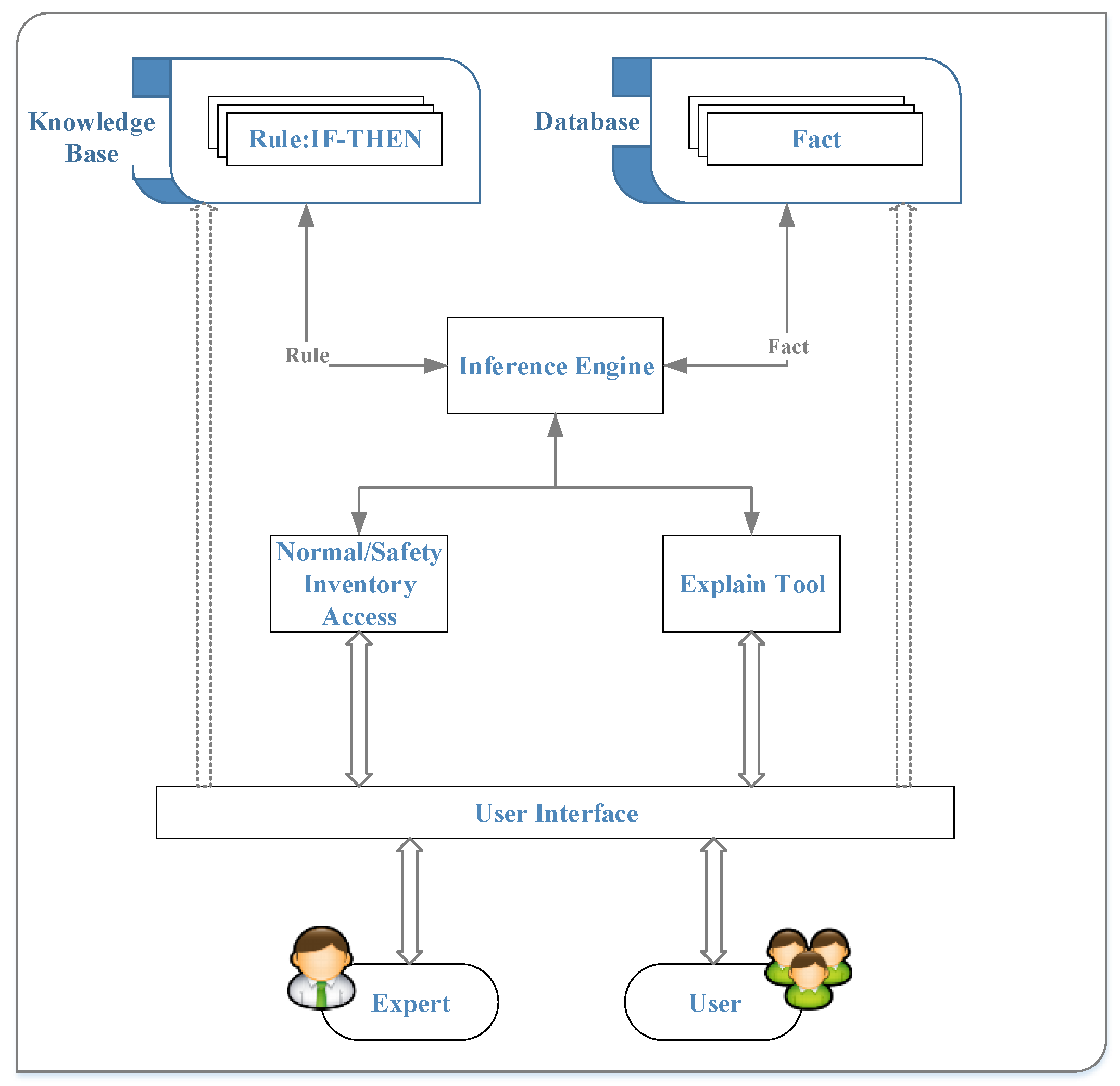
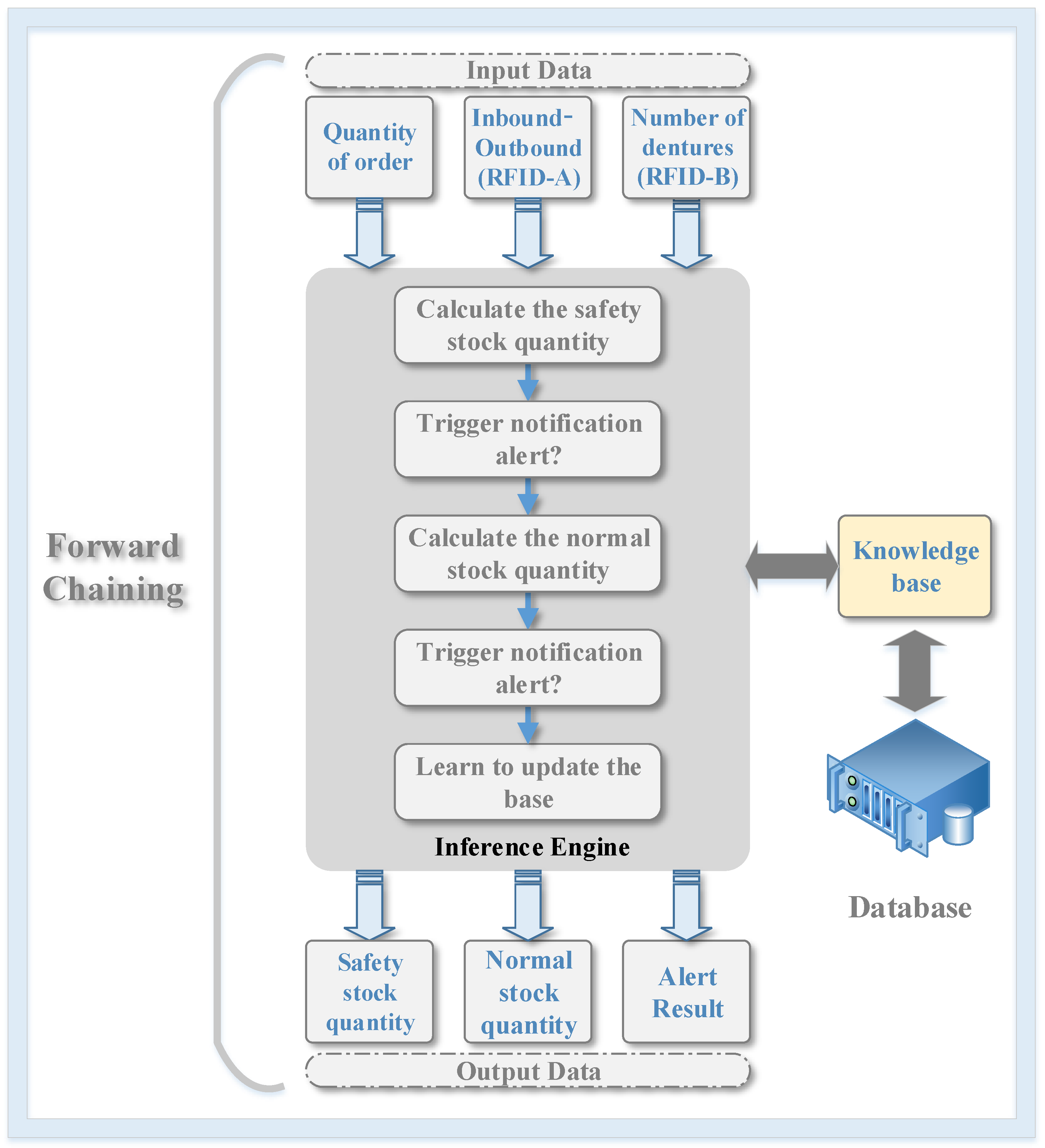
2.2. Process of the Expert System
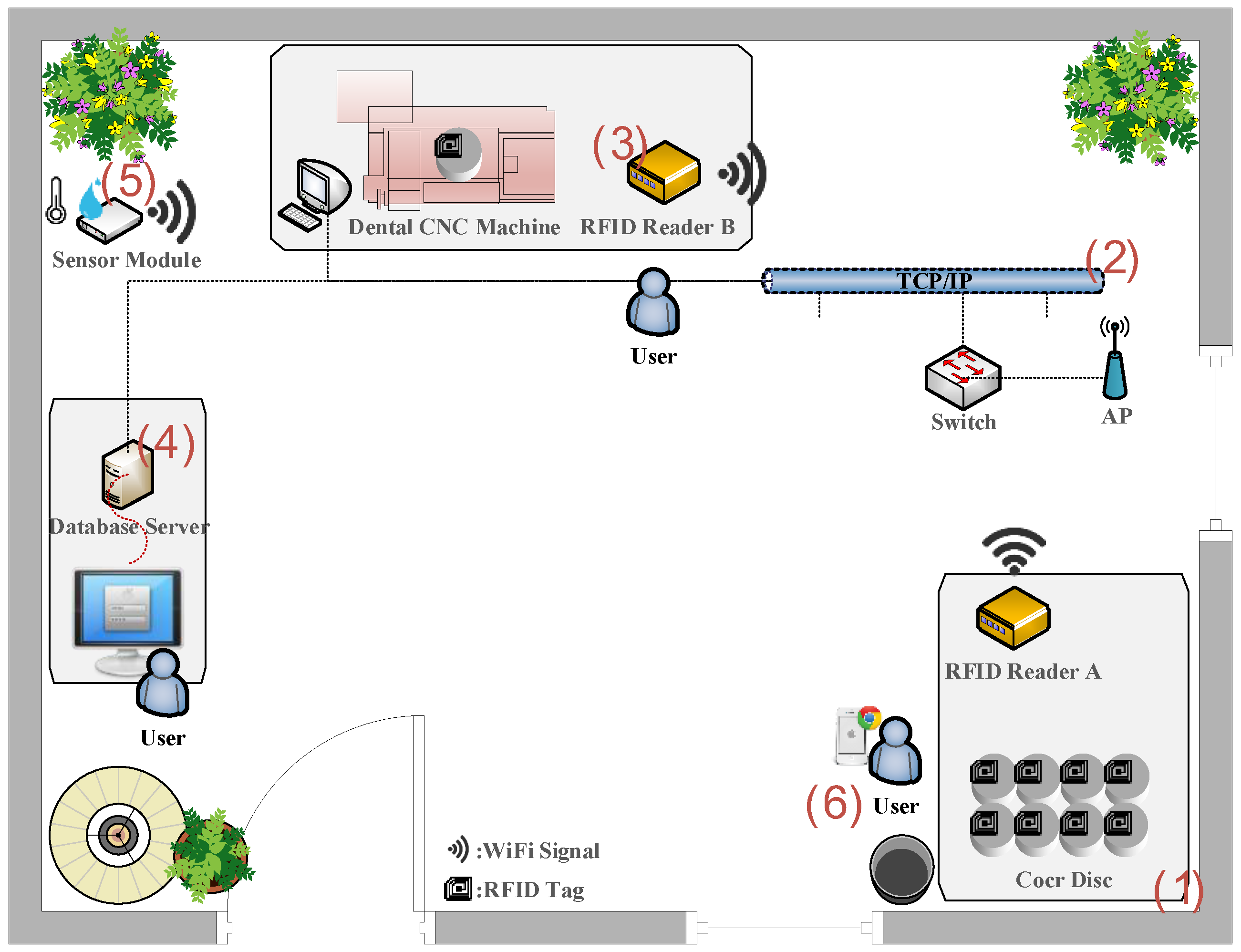
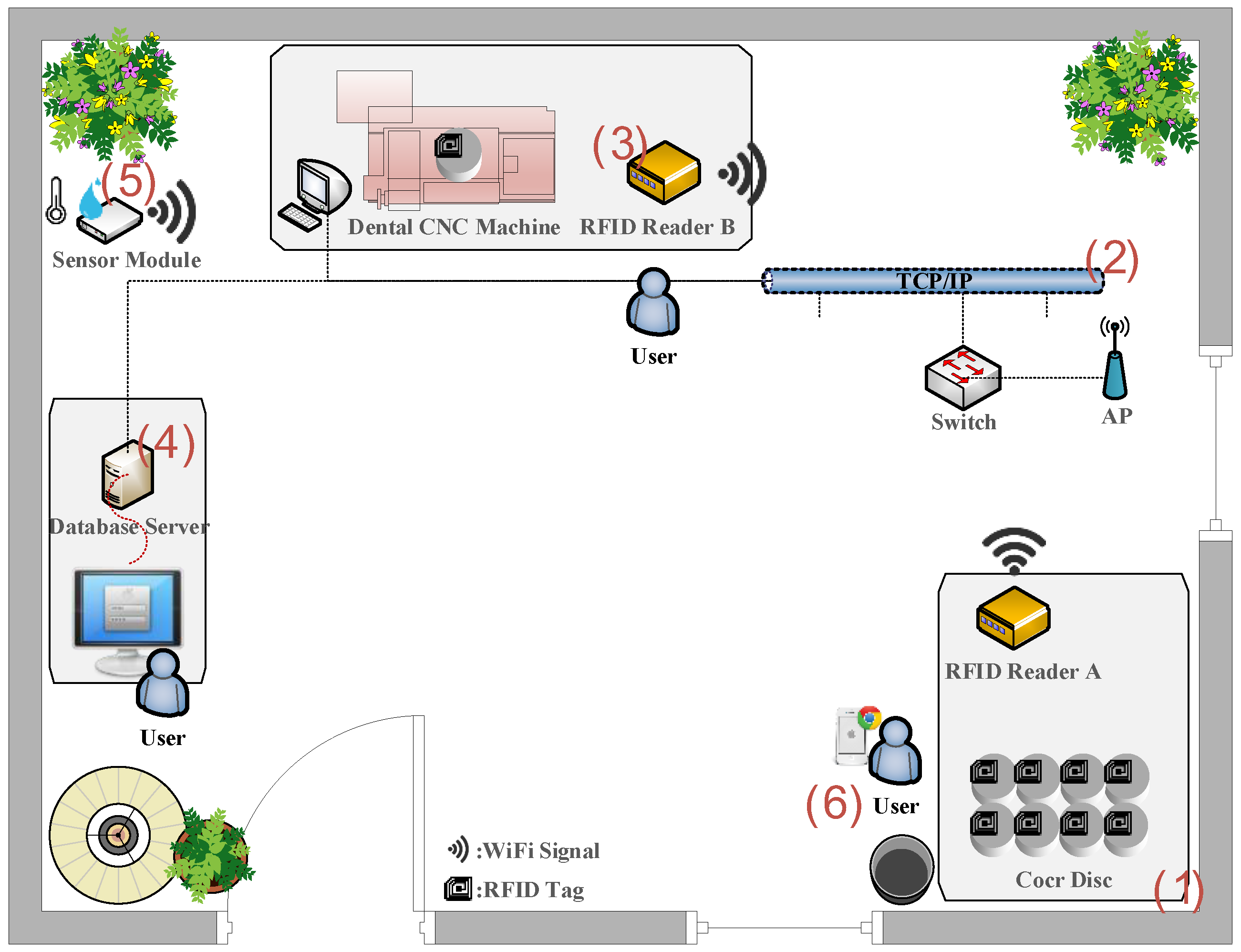
2.3. Hardware Development
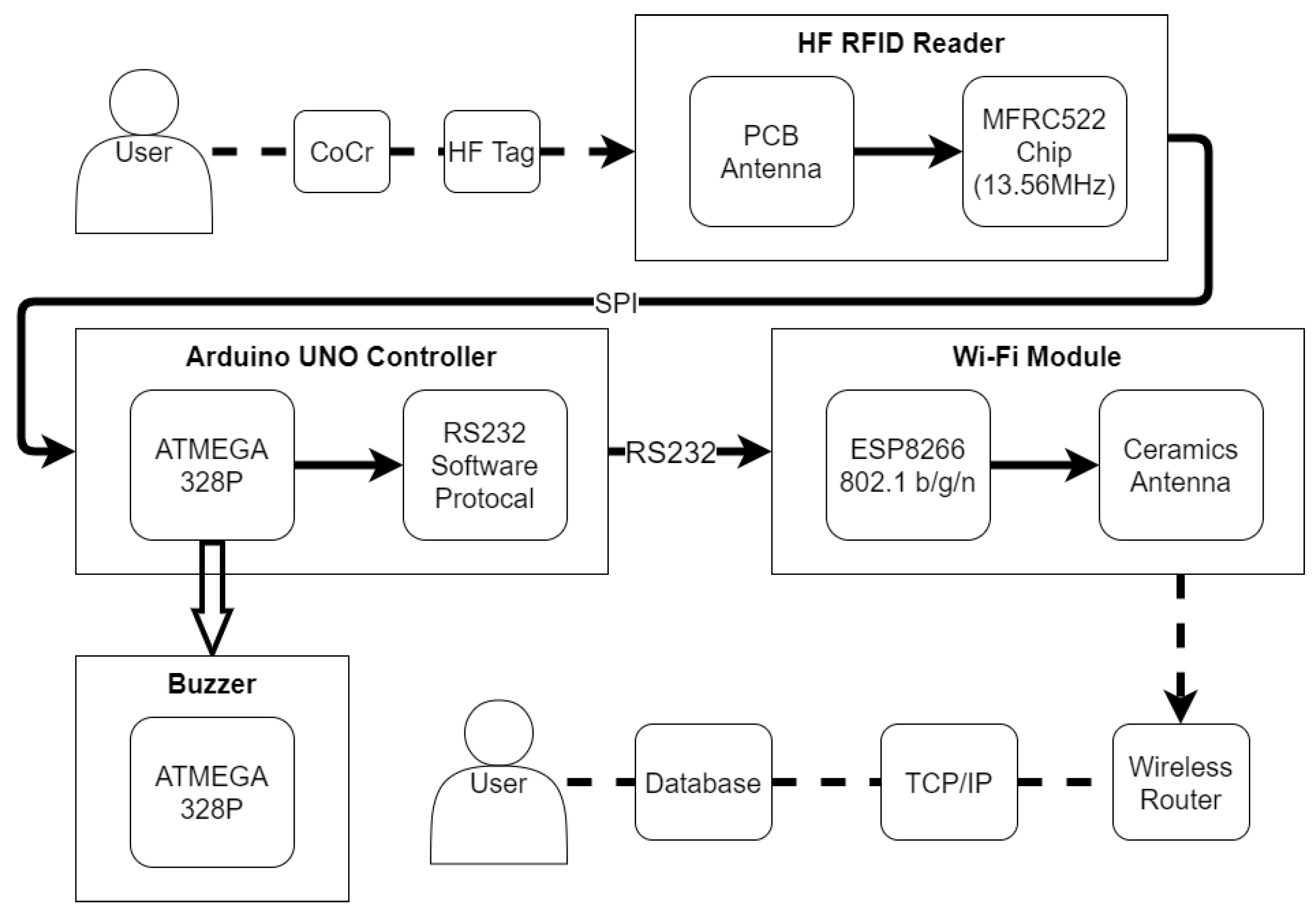
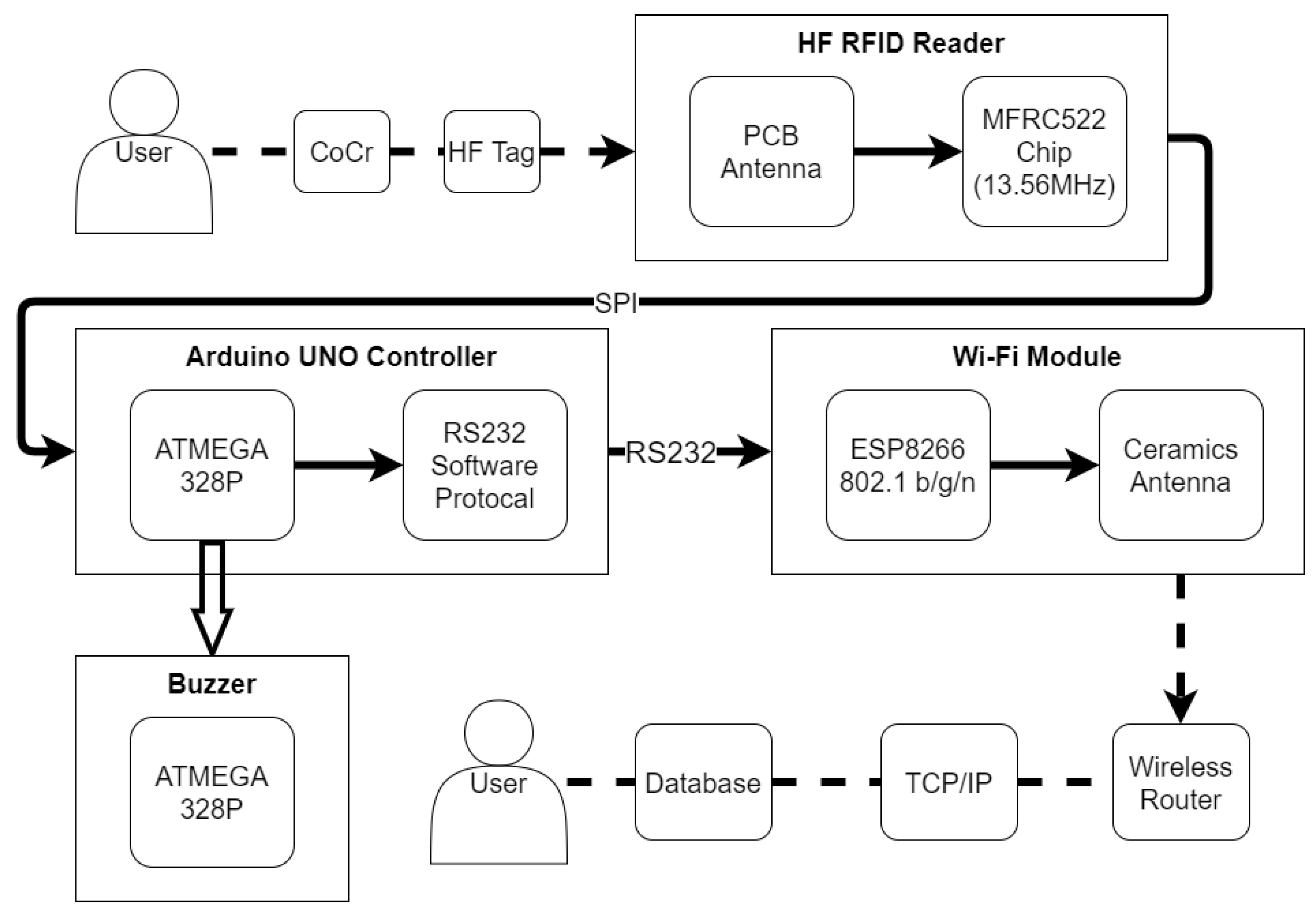
2.3.1. Hardware Framework of Material Inventory Management.
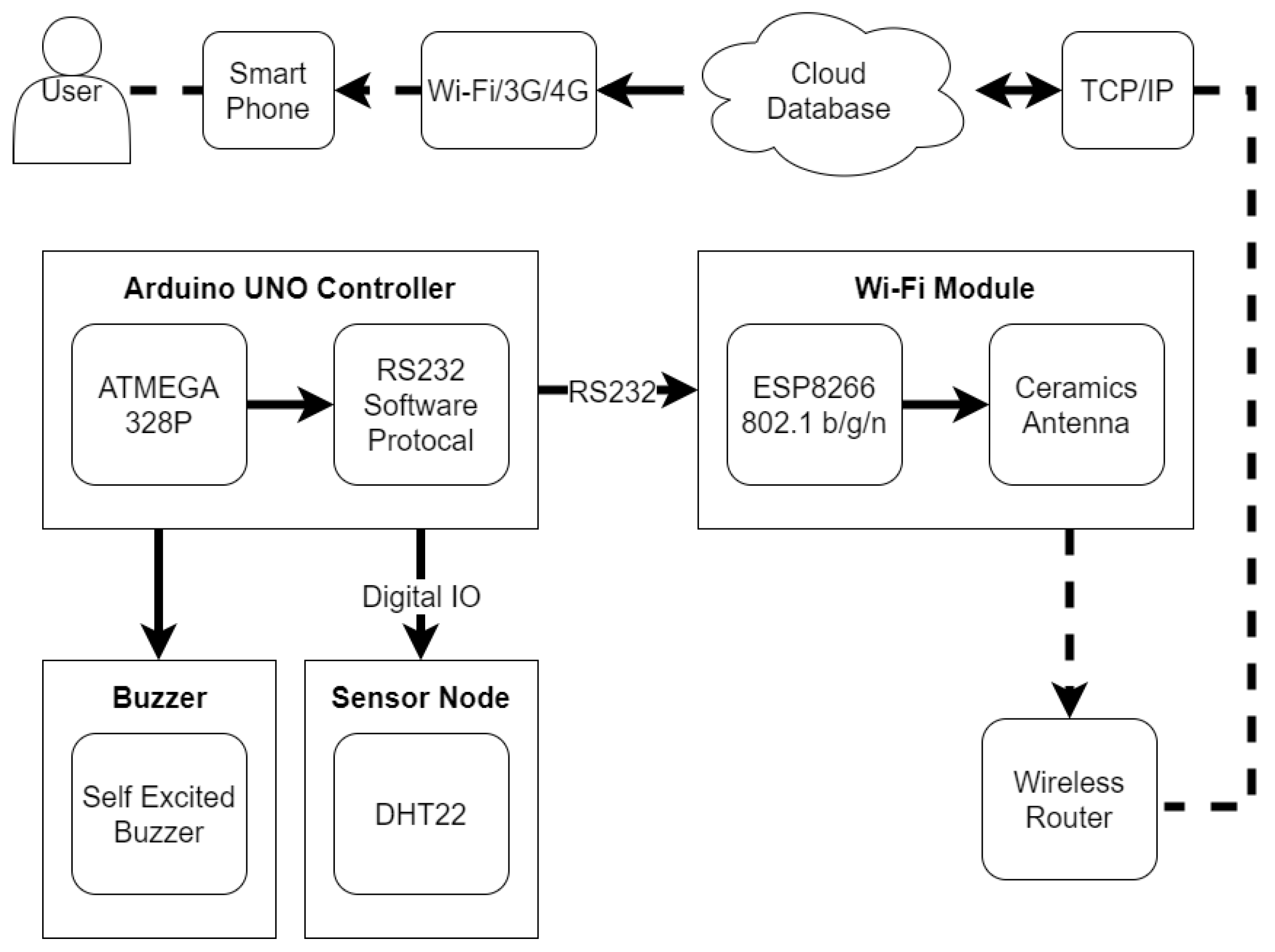
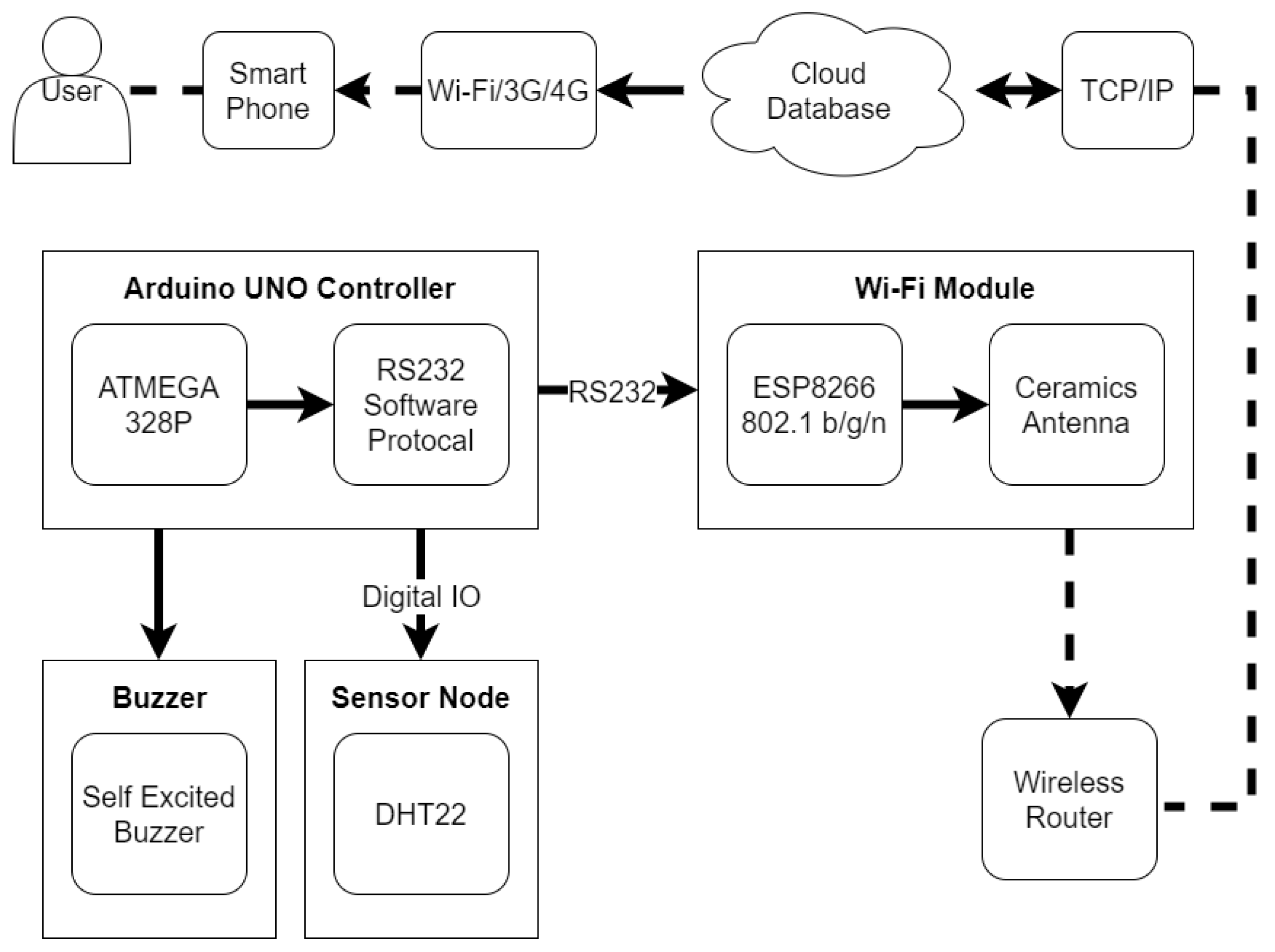
2.3.2. Hardware Framework of Sensing Nodes
3. Results
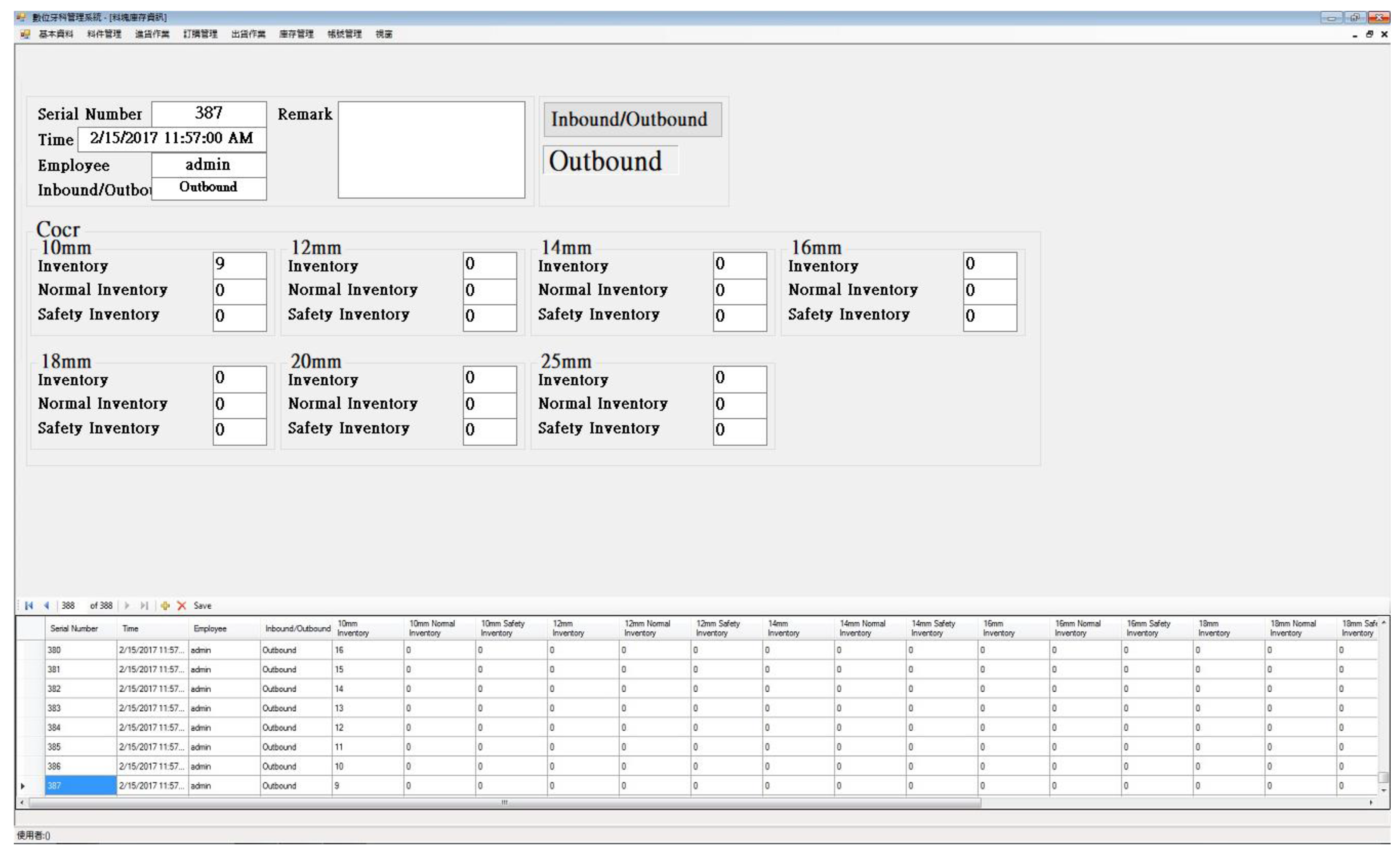
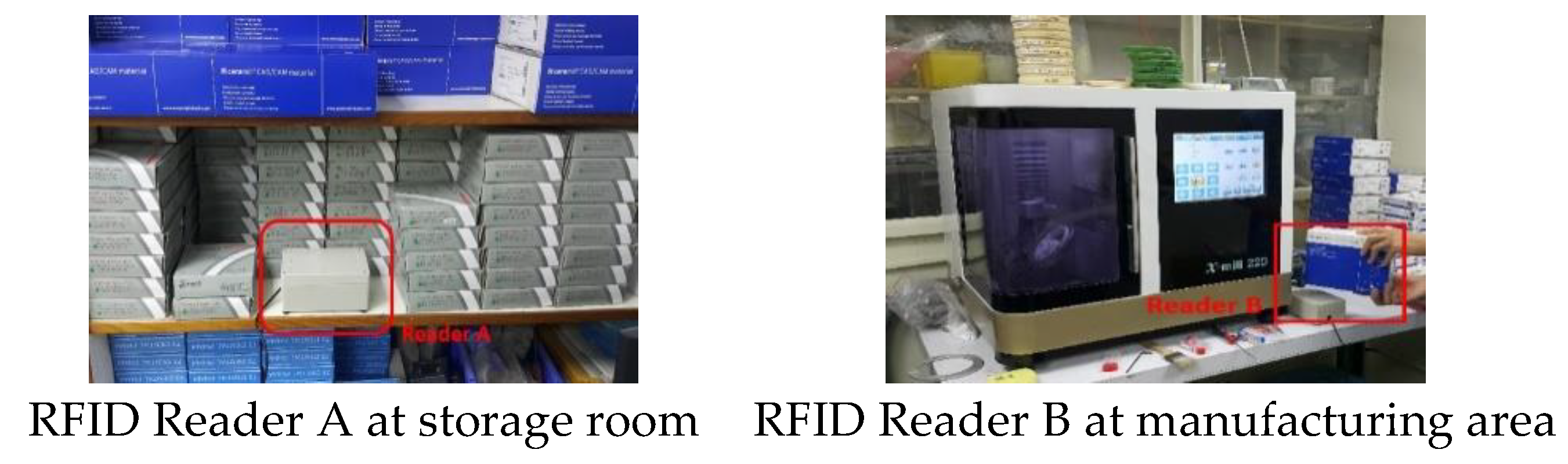
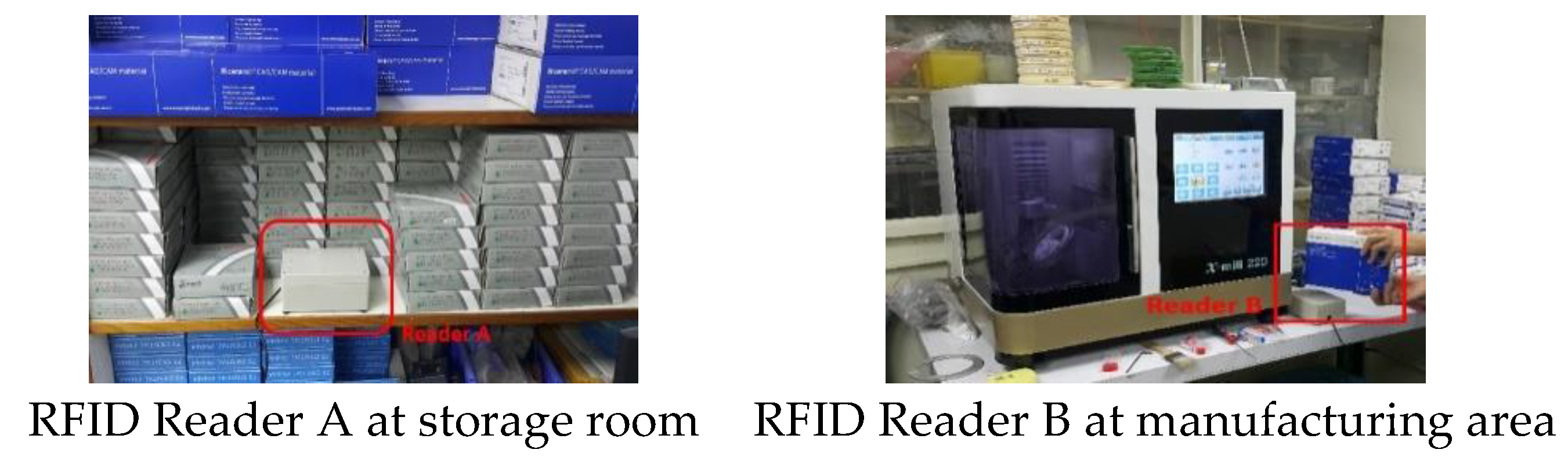
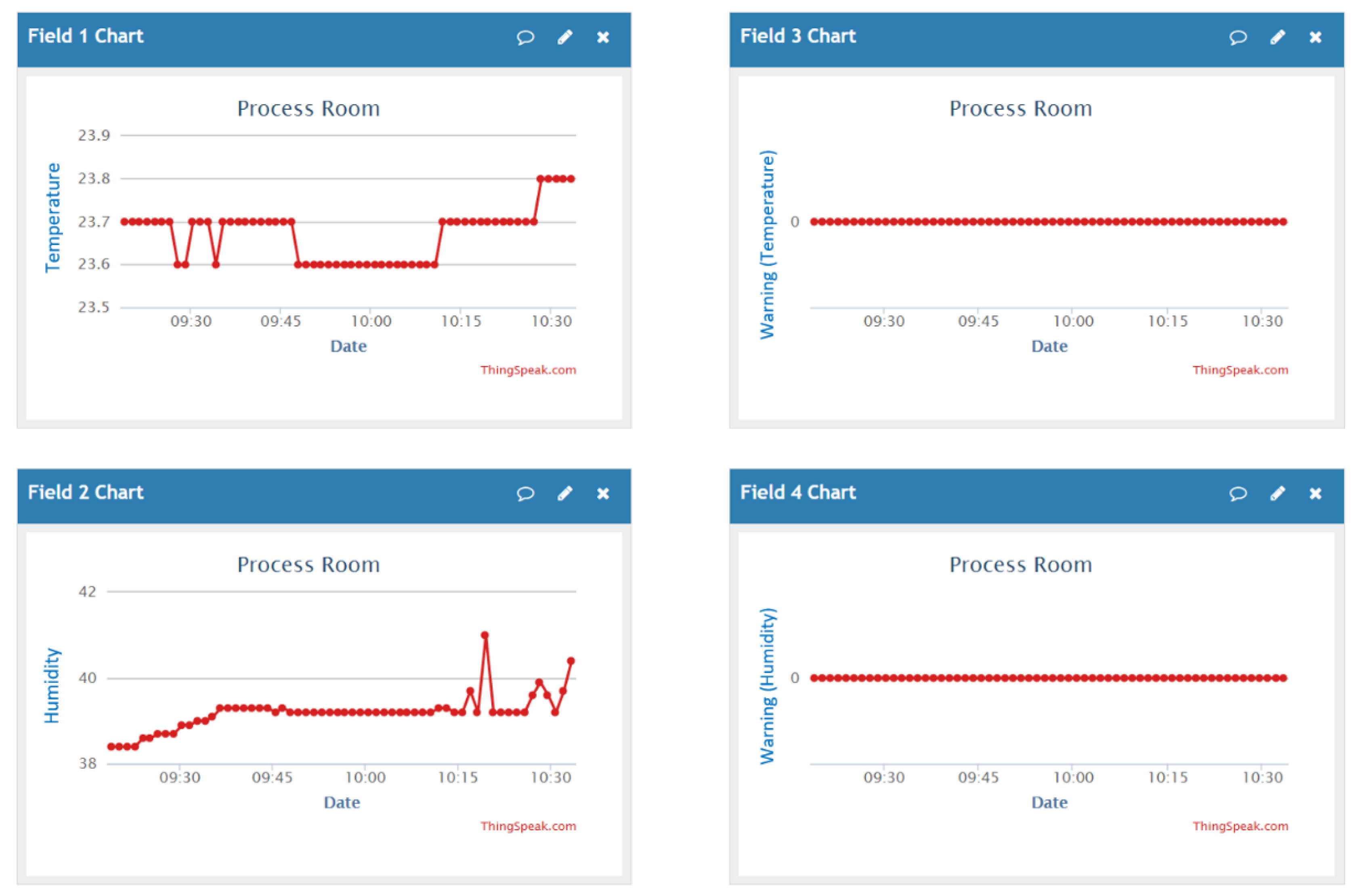
3.1. System Practice and Verification
3.2. Experimental Results of the Expert System
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tsai, J.W. The Next Blue Ocean of Dental Medical Equipment Industry; Industry Assessment; Metal Industries Research & Development Centre: Kaohsiung, Taiwan, 2011. [Google Scholar]
- Yeh, Z.C. Analysis of Global Dental Medical Market and Dynamic Analysis of Vendor; Industry Assessment; Metal Industries Research & Development Centre: Kaohsiung, Taiwan, 2014. [Google Scholar]
- Yen, C.W. Development Strategies for Medical Devices Industry: An Empirical Study of the Digital Dentistry Industry. Master’s Thesis, Department of Business Management, NSYSU, Kaohsiung, Taiwan, 2014. [Google Scholar]
- Moore, M. What Is Industry 4.0? Everything You Need to Know. TechRadar. 2019. Available online: https://www.itproportal.com/features/what-is-industry-40-everything-you-need-to-know/ (accessed on 13 October 2020).
- Tu, J.F. A Study of the Management Strategies for Dental Digitization: The Case of Dental Laboratories. Master’s Thesis, Department of Business Management, NSYSU, Kaohsiung, Taiwan, 2015. [Google Scholar]
- Chou, Y.L. A Study of the Development of Intelligent Industry of Productivity 4 0 Initiative—A Case of Taiwan Fastener Industry. Master’s Thesis, Department of Information Management, NKFUST, Kaohsiung, Taiwan, 2016. [Google Scholar]
- Gaub, H. Customization of mass-produced parts by combining injection molding and additive manufacturing with Industry 4.0 technologies. Reinf. Plast. 2016, 60, 401–404. [Google Scholar] [CrossRef]
- Chen, Y.-Y. An RFID Information System for Logistic Management Based on SaaS Cloud Computing Architecture. Master’s Thesis, Institute of Manufacturing Information and Systems, NCKU, Tainan, Taiwan, 2011. [Google Scholar]
- Lian, K.-Y.; Hsiao, S.-J.; Sung, W.-T. Intelligent multi-sensor control system based on innovative technology integration via ZigBee and Wi-Fi networks. J. Netw. Comput. Appl. 2013, 36, 756–767. [Google Scholar] [CrossRef]
- Zhong, R.Y.; Dai, Q.Y.; Qu, T.; Hu, G.J.; Huang, G.Q. RFID-enabled real-time manufacturing execution system, for mass-customization production. Robot. Comput. Integr. Manuf. 2013, 29, 283–292. [Google Scholar] [CrossRef]
- Velandia, D.M.S.; Kaur, N.; Whittow, W.G.; Conway, P.P.; West, A.A. Towards industrial internet of things: Crankshaft monitoring, traceability and tracking using RFID. Robot. Comput. Integr. Manuf. 2016, 41, 66–77. [Google Scholar] [CrossRef] [Green Version]
- Kusiak, A.; Chen, M. Expert systems for planning and scheduling manufacturing systems. Eur. J. Oper. Res. 1988, 34, 113–130. [Google Scholar] [CrossRef]
- Efstathiou, J.; Calinescu, A.; Blackburn, G. A web-based expert system to assess the complexity of manufacturing organizations. Robot. Comput. Integr. Manuf. 2002, 18, 305–311. [Google Scholar] [CrossRef]
- Kłosowski, G.; Gola, A. Risk-based estimation of manufacturing order costs with artificial intelligence. In Proceedings of the 2016 Federated Conference on Computer Science and Information Systems (FedCSIS), Gdansk, Poland, 11–14 September 2016; pp. 729–732. [Google Scholar]
- Bhatt, M.R.; Buch, S. Application of Rule Based and Expert Systems in Various Manufacturing Processes—A Review. In Proceedings of First International Conference on Information and Communication Technology for Intelligent Systems; Springer: Cham, Switzerland, 2016; Volume 1, pp. 459–465. [Google Scholar]
- Kumar, S.P.L. Knowledge-based expert system in manufacturing planning: State-of-the-art review. Int. J. Prod. Res. 2018, 57, 4766–4790. [Google Scholar] [CrossRef] [Green Version]
- Gramajo, S.; Martı’nez, L. A linguistic decision support model for QoS priorities in networking. Knowl.-Based Syst. 2012, 32, 65–75. [Google Scholar] [CrossRef]
- Taiwan Productivity 4.0 Initiative. 2015. Available online: https://www.nchu.edu.tw/~class/bulletin/MOE/105_MoE_re_allr.pdf (accessed on 13 October 2020).
- Lin, H.T. Implementation of Industry 4.0 Production Line for Intelligent Manufacture—A Case Study on Production Test Line of Notebooks. Master’s Thesis, THU, Taichung, Taiwan, 2015. [Google Scholar]
- Chen, S.Y. The Planning and Implementation of Product Data Management System in the Industry 4.0 Environment. Master’s Thesis, Graduate Institute of Industrial Management, NCU, Taoyuan, Taiwan, 2015. [Google Scholar]
- Yang, S.T. Introduce Industrial 4.0 and the Internet of Things (IoT) into Small Business FAB to Enhance Operation Efficiency—Plastic Injection FAB for Example. Master’s Thesis, Executive MBA Program, NSYSU, Kaohsiung, Taiwan, 2016. [Google Scholar]
- Tsai, M.J. Applying Object Oriented Design Structure Matrix to Design the Realtime Monitoring System of Industry 4.0. Master’s Thesis, Graduate Institute of Industrial Management, NCU, Taoyuan, Taiwan, 2016. [Google Scholar]
- Li, S.L. Automatic Angular Cylindrical Grindering for Industry 4.0 Technology Applications. Master’s Thesis, Department of Mechanical and Computer-Aided Engineering, NFU, Yunlin, Taiwan, 2016. [Google Scholar]
- Chen, H.-Y. A Study of HEXA Parallel Robot Control System Integrated to Industry 4.0. Master’s Thesis, Department of Mechatronic Engineering, HFU, New Taipei, Taiwan, 2016. [Google Scholar]
- Wang, H.C. Design of Mechatronics Equipment for Industry 4.0 Applications Using Industrial Robot. Master’s Thesis, Department of Mechanical Engineering, TPCU, Taiepi, Taiwan, 2016. [Google Scholar]
- Russell, S.; Norvig, P. Artificial Intelligence: A Modern Approach; Pearson: London, UK, 2009. [Google Scholar]
- CLIPS a Tool for Building Expert Systems. Available online: http://www.clipsrules.net/ (accessed on 7 March 2019).
- DHT22 Sensors Temperature and Humidity Tutorial Using Arduino. Available online: https://howtomechatronics.com/tutorials/arduino/dht11-dht22-sensors-temperature-and-humidity-tutorial-using-arduino/ (accessed on 7 March 2019).
- Taiwan to Raise Minimum Wage for 2020, Bloomberg Tax. Available online: https://news.bloombergtax.com/payroll/taiwan-to-raise-minimum-wage-for-2020 (accessed on 23 September 2020).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abbreviation | Description |
|---|---|
| CoCr | Cobalt-chromium |
| IoT | Internet of things |
| RFID | Radio-frequency identification |
| HR | High frequency |
| Average Time(Seconds) | Experimental Group | Control Group |
|---|---|---|
| Inbound | 3.3 | 24.2 |
| Outbound | 3.6 | 23.8 |
| Total time | 6.9 | 48 |
| Rule Number | IF | THEN |
|---|---|---|
| 1 | No order for single posterior teeth | The minimal (safety) inventory amount of 10 mm discs is set as 3 |
| 2 | No order for single front teeth | The minimal (safety) inventory amount of 12 mm discs is set as 2 |
| 3 | No order for three-unit dental bridge | The minimal (safety) inventory amount of 14 mm discs is set as 2 |
| 4 | No order for multi-unit dental bridge | The minimal (safety) inventory amount of 16/18 mm discs is set as 1 |
| 5 | No order for dental implant | The minimal (safety) inventory amount of 20 mm discs is set as 1 |
| 6 | No order for full mouth reconstruction | The minimal (safety) inventory amount of 25 mm discs is set as 1 |
| 7 | Inventory amount of 10 mm discs < minimal (safety) inventory amount of 10 mm discs | Alarm for further preparation of the discs |
| 8 | Inventory amount of 12 mm discs < minimal (safety) inventory amount of 12 mm discs | Alarm for further preparation of the discs |
| 9 | Inventory amount of 14 mm discs < minimal (safety) inventory amount of 14 mm discs | Alarm for further preparation of the discs |
| 10 | Inventory amount of 16/18 mm discs < minimal (safety) inventory amount of 16/18 mm discs | Alarm for further preparation of the discs |
| 11 | inventory amount of 20 mm discs < minimal (safety) inventory amount of 20 mm discs | Alarm for further preparation of the discs |
| 12 | inventory amount of 25 mm discs < minimal (safety) inventory amount of 25 mm discs | Alarm for further preparation of the discs |
| 13 | Having orders for single posterior teeth | Calculate the normal inventory amount of 10 mm discs: (Order number/base number 1) + minimal (safety) inventory amount |
| 14 | Having orders for in single front teeth | Calculate the normal inventory amount of 12 mm discs: (Order number/base number 2) + minimal (safety) inventory amount |
| 15 | Having orders for in three-unit dental bridge | Calculate the normal inventory amount of 14 mm discs: (Order number/base number 3) + minimal (safety) inventory amount |
| 16 | Having orders for in multi-unit dental bridge | Calculate the normal inventory amount of 16/18 mm discs: (Order number/base number 4) + minimal (safety) inventory amount |
| 17 | Having orders for in dental implant | Calculate the normal inventory amount of 20 mm discs: (Order number/base number 5) + minimal (safety) inventory amount |
| 18 | Having orders for in full mouth reconstruction | Calculate the normal inventory amount of 25 mm discs: (Order number/base number 6) + minimal (safety) inventory amount |
| 19 | Inventory amount of 10 mm discs < normal inventory amount of 10 mm discs | Alarm for further preparation of the discs |
| 20 | Inventory amount of 12 mm discs < normal inventory amount of 12 mm discs | Alarm for further preparation of the discs |
| 21 | Inventory amount of 14 mm discs < normal inventory amount of 14 mm discs | Alarm for further preparation of the discs |
| 22 | Inventory amount of 16/18 mm discs < normal inventory amount of 16/18 mm discs | Alarm for further preparation of the discs |
| 23 | Inventory amount of 20 mm discs < normal inventory amount of 20 mm discs | Alarm for further preparation of the discs |
| 24 | Inventory amount of 25 mm discs < normal inventory amount of 25 mm discs | Alarm for further preparation of the discs |
| 25 | The number of processed prostheses scanned at station B (discs in 10/12/14/16/18/20/25 mm) | Calculate the average amount of previously processed dentures at station B (10/12/14/16/18/20/25 mm disc) |
| 26 | The number of previously processed prostheses is not equal to the base number 1–6 | Update the base number of 1–6 |
| Disc Size | Ordered Denture Number | Base Number | Actual Inventory Amount | Normal Inventory Amount | Minimal (Safety) Inventory Amount |
|---|---|---|---|---|---|
| 10 mm | 30 | 14 | 6 | 5 | 3 |
| 12 mm | 26 | 15 | 10 | 4 | 2 |
| 14 mm | 18 | 14 | 5 | 3 | 2 |
| 16 mm | 20 | 17 | 3 | 2 | 1 |
| 18 mm | 18 | 17 | 3 | 2 | 1 |
| 20 mm | 2 | 16 | 2 | 1 | 1 |
| 25 mm | 0 | 18 | 2 | 1 | 1 |
| Without the System | With the System | |
|---|---|---|
| Operation mode | Manual record | Scan sensing by RFID technology |
| System framework | No | Integration of the computer and the Cloud |
| Expansion flexibility | No | High |
| Need for manpower | High | Low |
| Environmental parameters | Unable to be monitored | Effectively monitored |
| Operation time | Longer | Shorter |
| Intelligent level | No | Expert system |
| Material preparation | Predicted by human | Assisted by the intelligent decision support system |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.-J.; Chen, M.-H.; Lin, K.-P.; Cheng, Y.-J.; Cheng, F.-C. Importing Automated Management System to Improve the Process Efficiency of Dental Laboratories. Sensors 2020, 20, 5791. https://doi.org/10.3390/s20205791
Yang C-J, Chen M-H, Lin K-P, Cheng Y-J, Cheng F-C. Importing Automated Management System to Improve the Process Efficiency of Dental Laboratories. Sensors. 2020; 20(20):5791. https://doi.org/10.3390/s20205791
Chicago/Turabian StyleYang, Cheng-Jung, Ming-Huang Chen, Keng-Pei Lin, Yu-Jie Cheng, and Fu-Chi Cheng. 2020. "Importing Automated Management System to Improve the Process Efficiency of Dental Laboratories" Sensors 20, no. 20: 5791. https://doi.org/10.3390/s20205791
APA StyleYang, C.-J., Chen, M.-H., Lin, K.-P., Cheng, Y.-J., & Cheng, F.-C. (2020). Importing Automated Management System to Improve the Process Efficiency of Dental Laboratories. Sensors, 20(20), 5791. https://doi.org/10.3390/s20205791