Gear Tooth Profile Reconstruction via Geometrically Compensated Laser Triangulation Measurements


Abstract
:1. Introduction
1.1. Background
1.2. Principle of Gear Profile Measurement Apparatus
2. Geometrical Models
2.1. The Vector Relationship between LTS and Tooth Profile
2.2. Rotation Matrix
2.3. Optimization-Based LTS Orientation Identification
2.4. Homogeneous Transformation
3. Experimental Design
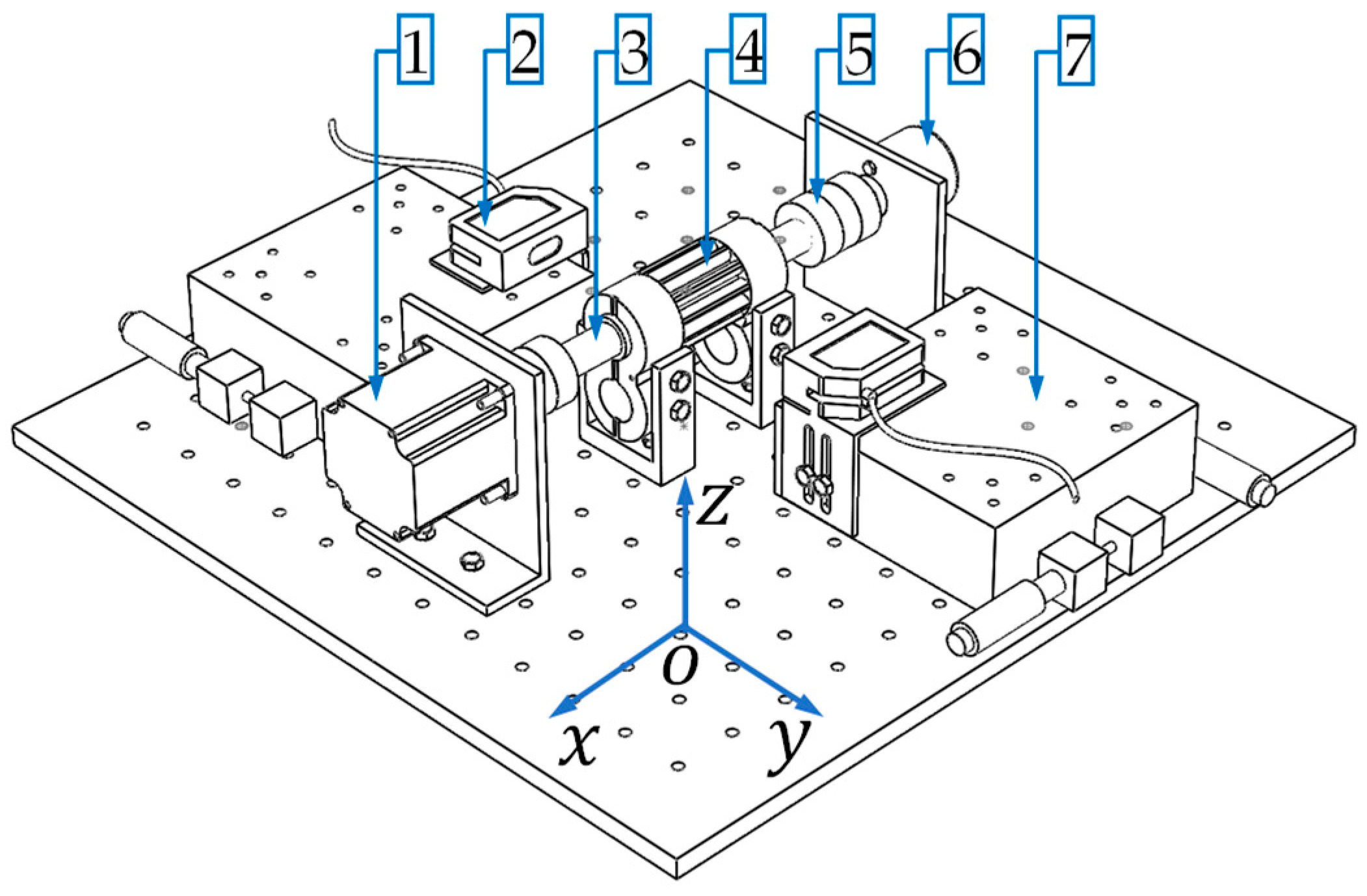
3.1. Optical Measurement Testbed
3.2. Test Procedures
4. Results and Discussions
4.1. Preprocess
4.2. Optimization-Based Tooth Profile Calibration
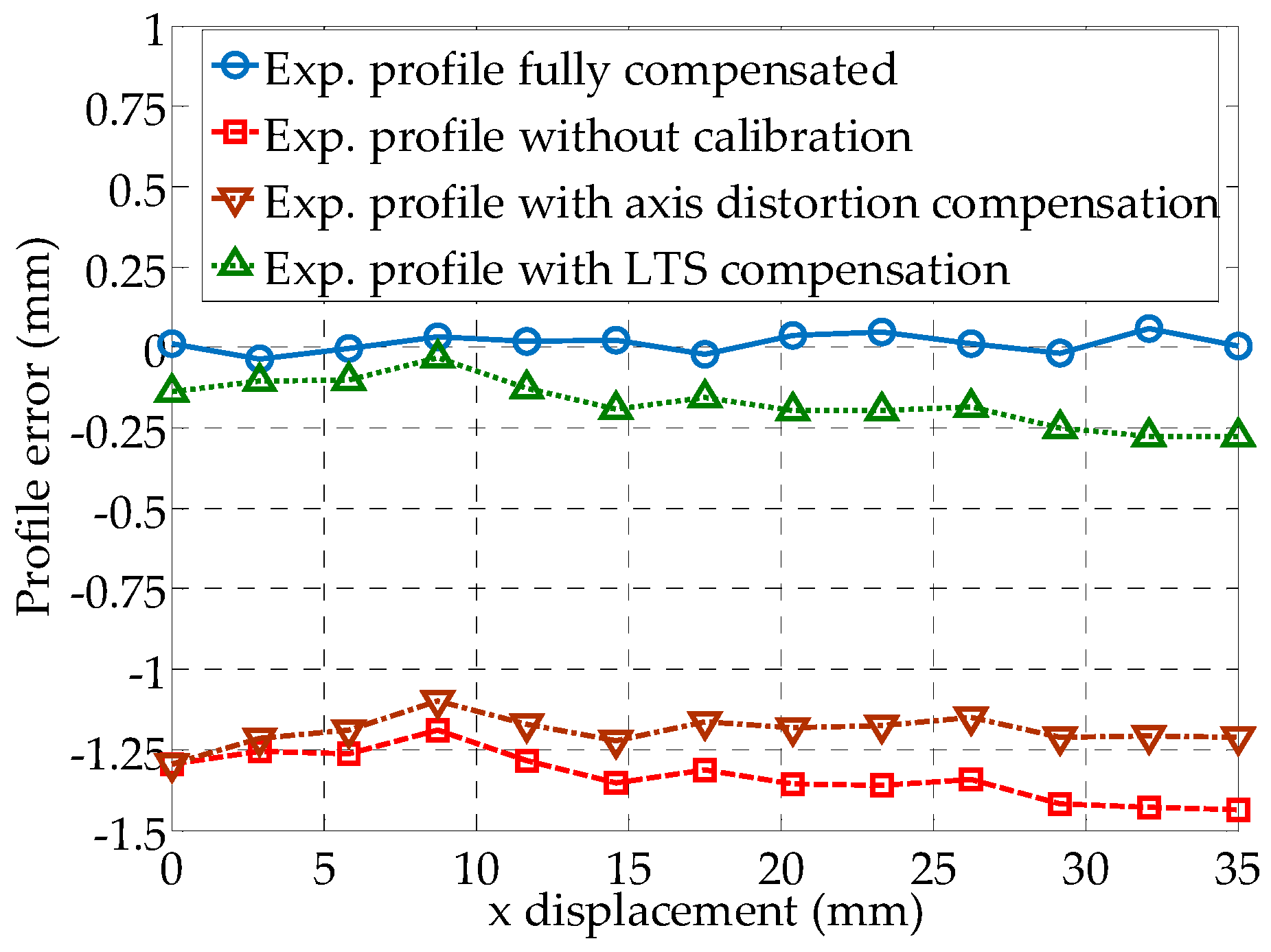
4.3. Plannar Reconstruction of the Gear Tooth Profile
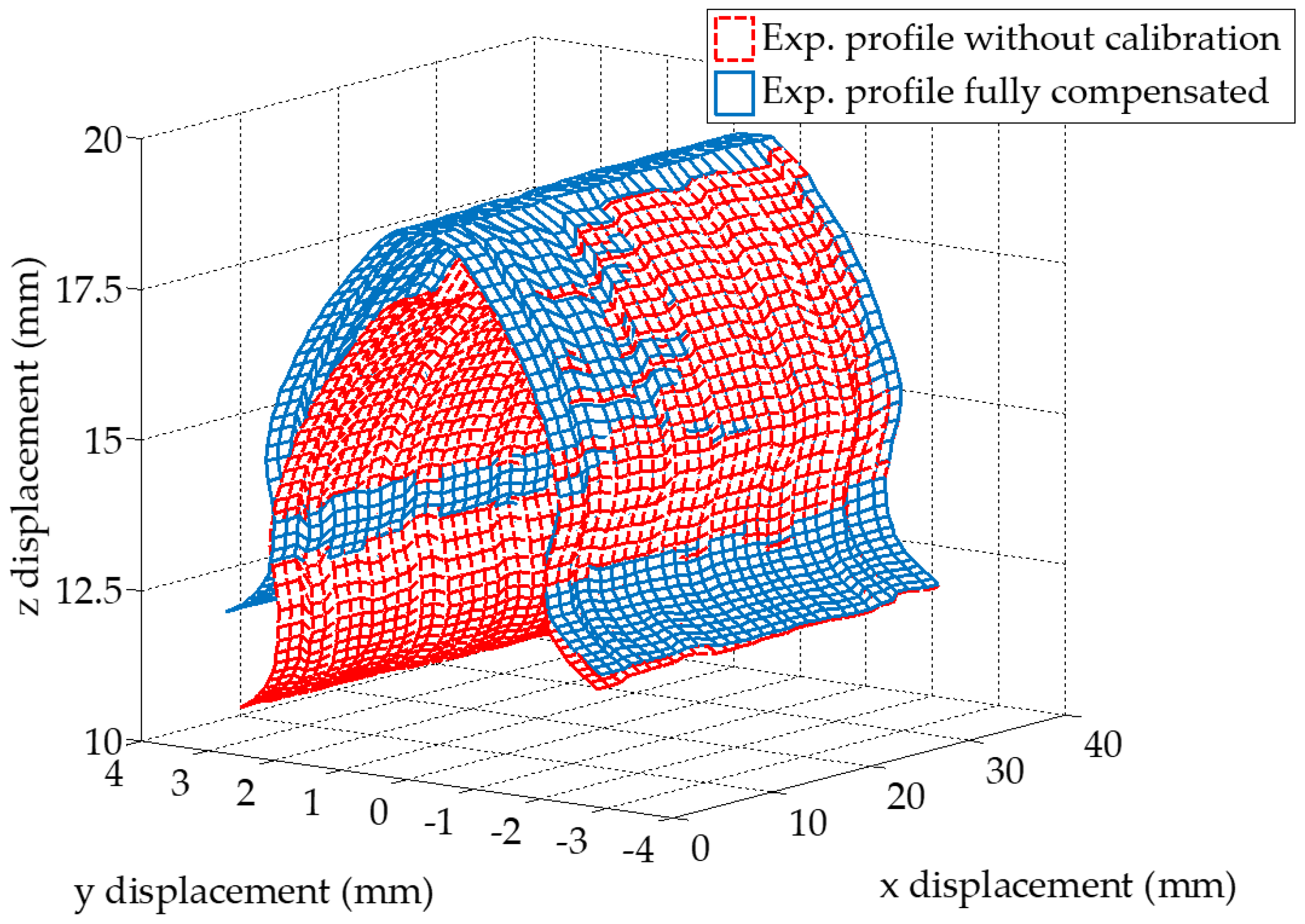
4.4. Spatial Reconstruction of the Gear Tooth Profile
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
References
- Manring, N.D. Valve-plate design for an axial piston pump operating at low displacements. J. Mech. Des. 2003, 125, 200–205. [Google Scholar] [CrossRef]
- Casoli, P.; Vacca, A.; Franzoni, G. A numerical model for the simulation of external gear pumps. In Proceedings of the JFPS International Symposium on Fluid Power, Tsukuba, Japan, 7–10 November 2005; pp. 705–710. [Google Scholar] [CrossRef]
- Vacca, A.; Guidetti, M. Modelling and experimental validation of external spur gear machines for fluid power applications. Simul. Model. Pract. Theory 2011, 19, 2007–2031. [Google Scholar] [CrossRef]
- Zhao, X.; Vacca, A. Numerical analysis of theoretical flow in external gear machines. Mech. Mach. Theory 2017, 108, 41–56. [Google Scholar] [CrossRef]
- Zhao, X.; Vacca, A. Formulation and optimization of involute spur gear in external gear pump. Mech. Mach. Theory 2017, 117, 114–132. [Google Scholar] [CrossRef]
- Tian, H. Dynamic pressure simulation of an external gear pump with relief chamber using a morphological approach. IEEE Access 2018, 6, 77509–77518. [Google Scholar] [CrossRef]
- Tang, J.; Zhang, Y.; Shi, Z.Y. Radial and tangential error analysis of double-flank gear measurement. Precis. Eng. 2018, 51, 552–563. [Google Scholar] [CrossRef]
- Tang, J.; Jia, J.Q.; Fang, Z.Q.; Shi, Z.Y. Development of a gear measuring device using DFRP method. Precis. Eng. 2016, 45, 153–159. [Google Scholar] [CrossRef]
- Takeda, R.; Fang, S.; Liu, Y.; Komori, M. Precision compensation method for tooth flank measurement error of hypoid gear. Measurement 2016, 89, 305–311. [Google Scholar] [CrossRef]
- Takeda, R.; Komori, M. Development of scanning measurement of tooth flank form of generated face mill hypoid gear pair with reference to the conjugate mating tooth flank form using 2 axes sensor. MAPAN-J. Metrol. Soc. India 2011, 26, 55–67. [Google Scholar] [CrossRef]
- Takeda, R.; Komori, M.; Nishino, T.; Kimura, Y.; Nishino, T.; Okuda, K.; Yamamomo, S. Performance analysis of generated hypoid gear based on measured tooth flank form data. Mech. Mach. Theory 2014, 72, 1–16. [Google Scholar] [CrossRef]
- Ding, H.; Tang, J.; Zhou, Y.; Zhong, J.; Wan, G. A multi-objective correction of machine settings considering loaded tooth contact performance in spiral bevel gears by nonlinear interval number optimization. Mech. Mach. Theory 2017, 113, 85–108. [Google Scholar] [CrossRef]
- Brandão, J.A.; Seabra, J.H.O.; Castro, M.J.D. Surface fitting of an involute spur gear tooth flank roughness measurement to its nominal shape. Measurement 2016, 91, 479–487. [Google Scholar] [CrossRef]
- Shao, W.; Ding, H.; Tang, J. Data-driven operation and compensation approaches to tooth flank form error measurement for spiral bevel and hypoid gears. Measurement 2018, 122, 347–357. [Google Scholar] [CrossRef]
- Härtig, F.; Lin, H.; Kniel, K.; Shi, Z. Laser tracker performance quantification for the measurement of involute profile and helix measurements. Measurement 2013, 46, 2837–2844. [Google Scholar] [CrossRef]
- Raghuwanshi, N.K.; Parey, A. Experimental measurement of spur gear mesh stiffness using digital image correlation technique. Measurement 2017, 111, 93–104. [Google Scholar] [CrossRef]
- Song, L.; Sun, S.; Yang, Y.; Zhu, X.; Guo, Q.; Yang, H. A multi-view stereo measurement system based on a laser scanner for fine workpieces. Sensors 2019, 19, 381. [Google Scholar] [CrossRef] [PubMed]
- Antoniak, P.; Stryczek, J. Visualization study of the flow processes and phenomena in the external gear pump. Arch. Civ. Mech. Eng. 2018, 18, 1103–1115. [Google Scholar] [CrossRef]
- Improve a 3D distance measurement accuracy in stereo vision systems using optimization methods’ approach. Opto-Electron. Rev. 2017, 25, 24–32. [CrossRef]
- Erdman, A.G.; Sandor, G.N.; Kota, S. Gears and gear trains. In Mechanism Design: Analysis and Synthesis, 2nd ed.; Prentice Hall: Englewood Cliffs, NJ, USA, 1991; pp. 421–457. ISBN 0135698723. [Google Scholar]
- Venkataraman, P. Discrete Optimization. In Applied Optimization with MATLAB Programming, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; pp. 409–413. ISBN 978-0470084885. [Google Scholar]
- Jones, F.D.; Ryffel, H.H. Gears and Gearing. In Machinery’s Handbook, 27th ed.; Industrial Press, Inc.: New York, NY, USA, 2004; pp. 2029–2038. ISBN 978-0831127008. [Google Scholar]
- Spong, M.W.; Hutchinson, S.; Vidyasagar, M. Rigid motions and homogeneous transformations. In Robot Modeling and Control, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006; pp. 29–53. ISBN 978-0471649908. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LTS 1 x0 Location | LTS 1 y0 Location | LTS 1 z0 Location | LTS 2 x0 Location | LTS 2 y0 Location | LTS 2 z0 Location |
|---|---|---|---|---|---|
| 0 | 79.9 | 6.1 | 0 | 54.4 | 7.7 |
| Measurement Range (mm) | Linearity* (%) | Laser Wavelength (nm) | Beam Diameter (μm) | Response Frequency (kHz) |
|---|---|---|---|---|
| 100 ± 35 | ±0.1 | 655 | 120 | 0.66 |
| Number of Teeth | Pitch Circle Radius (mm) | Addendum Radius (mm) | Dedendum Radius (mm) | Fillet Radius (mm) | Pressure Angle (°) |
|---|---|---|---|---|---|
| 12 | 16.0 | 19.2 | 12.6 | 1.33 | 20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, H.; Wu, F.; Gong, Y. Gear Tooth Profile Reconstruction via Geometrically Compensated Laser Triangulation Measurements. Sensors 2019, 19, 1589. https://doi.org/10.3390/s19071589
Tian H, Wu F, Gong Y. Gear Tooth Profile Reconstruction via Geometrically Compensated Laser Triangulation Measurements. Sensors. 2019; 19(7):1589. https://doi.org/10.3390/s19071589
Chicago/Turabian StyleTian, Hao, Fan Wu, and Yongjun Gong. 2019. "Gear Tooth Profile Reconstruction via Geometrically Compensated Laser Triangulation Measurements" Sensors 19, no. 7: 1589. https://doi.org/10.3390/s19071589
APA StyleTian, H., Wu, F., & Gong, Y. (2019). Gear Tooth Profile Reconstruction via Geometrically Compensated Laser Triangulation Measurements. Sensors, 19(7), 1589. https://doi.org/10.3390/s19071589