In-Situ Monitoring of a Filament Wound Pressure Vessel by the MWCNT Sensor under Hydraulic Fatigue Cycling and Pressurization

 ,
,
Abstract
:1. Introduction
2. Materials, Manufacturing, and Test Methods
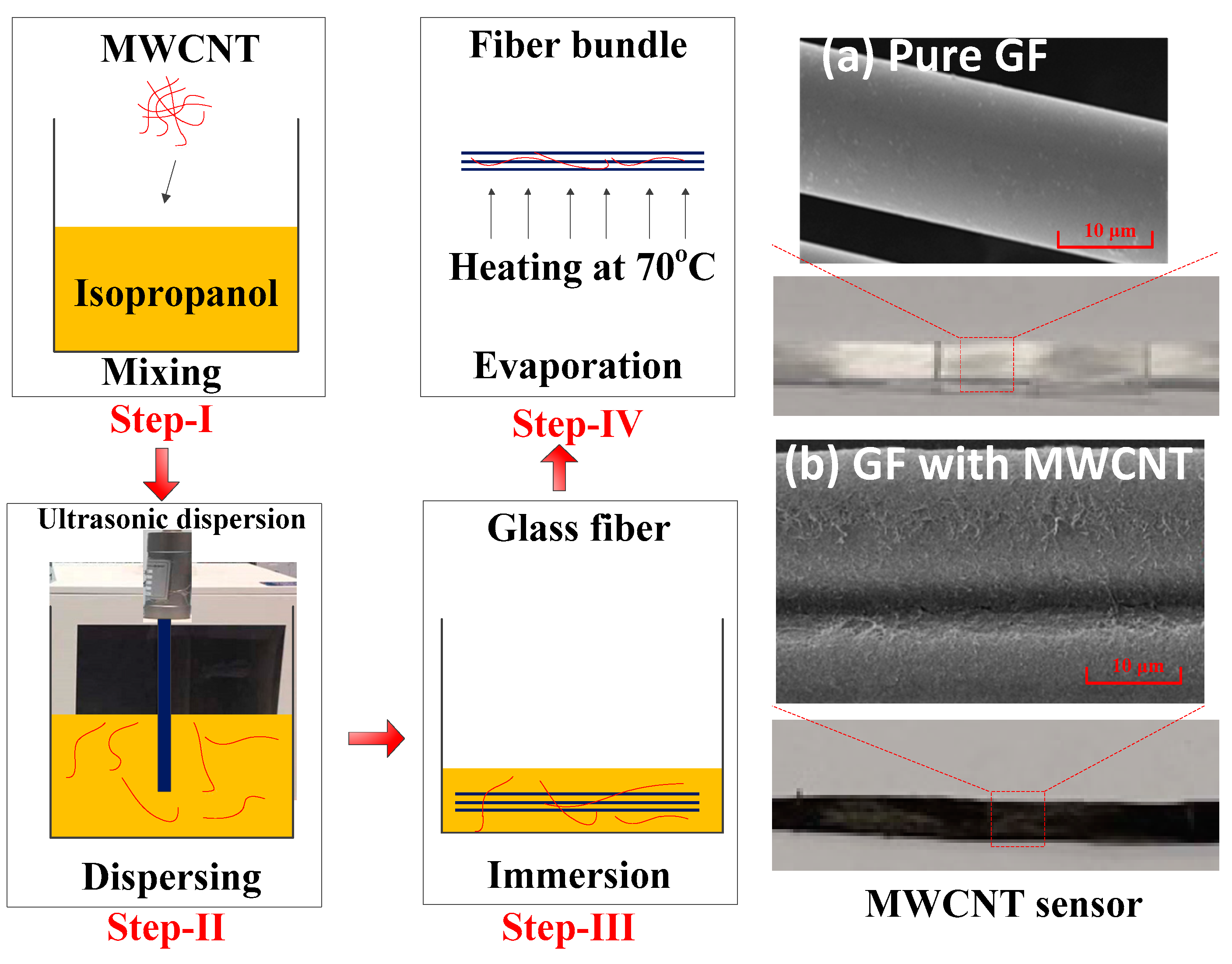
2.1. Manufacturing and Reliability Test of the MWCNT Sensor
2.2. Manufacturing of the Filament Wound Pressure Vessel with an Embedded MWCNT Sensor
2.3. In-Situ Monitoring of Filament Wound Pressure Vessel under Hydraulic Fatigue Cycling and Pressurization
3. Sensing Ability of MWCNT Sensor in Various Load Conditions
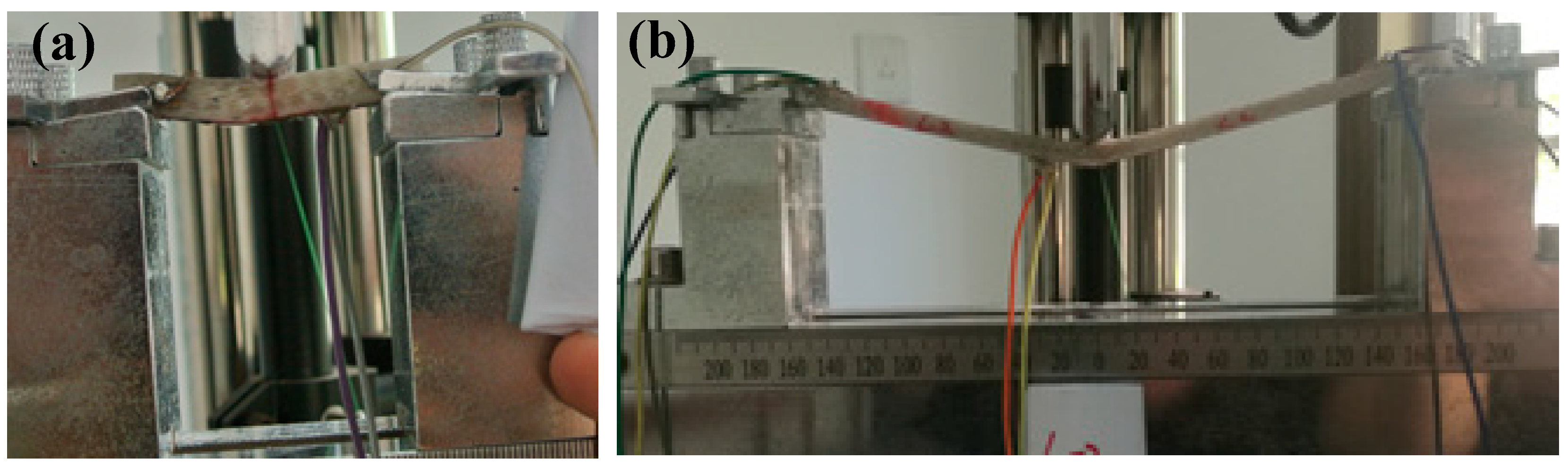
3.1. In-Situ Monitoring by the MWCNT Sensor in the Short Beam Shear and Flexural Tests
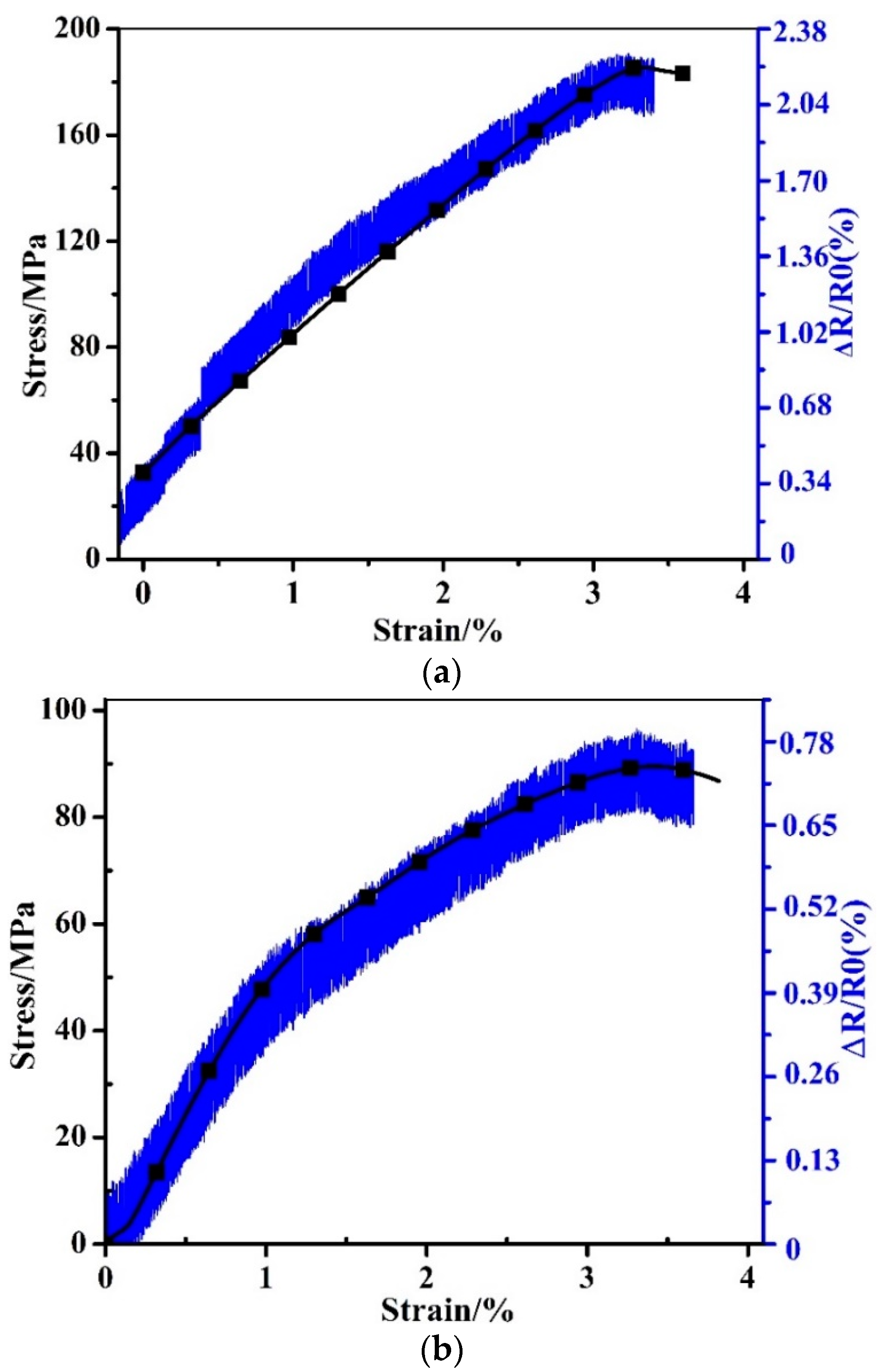
3.2. In-Situ Monitoring by the MWCNT Sensor in the Tensile and Fatigue Test of Composite Laminates
4. Applying the MWCNT Sensor in Composite Pressure Vessel
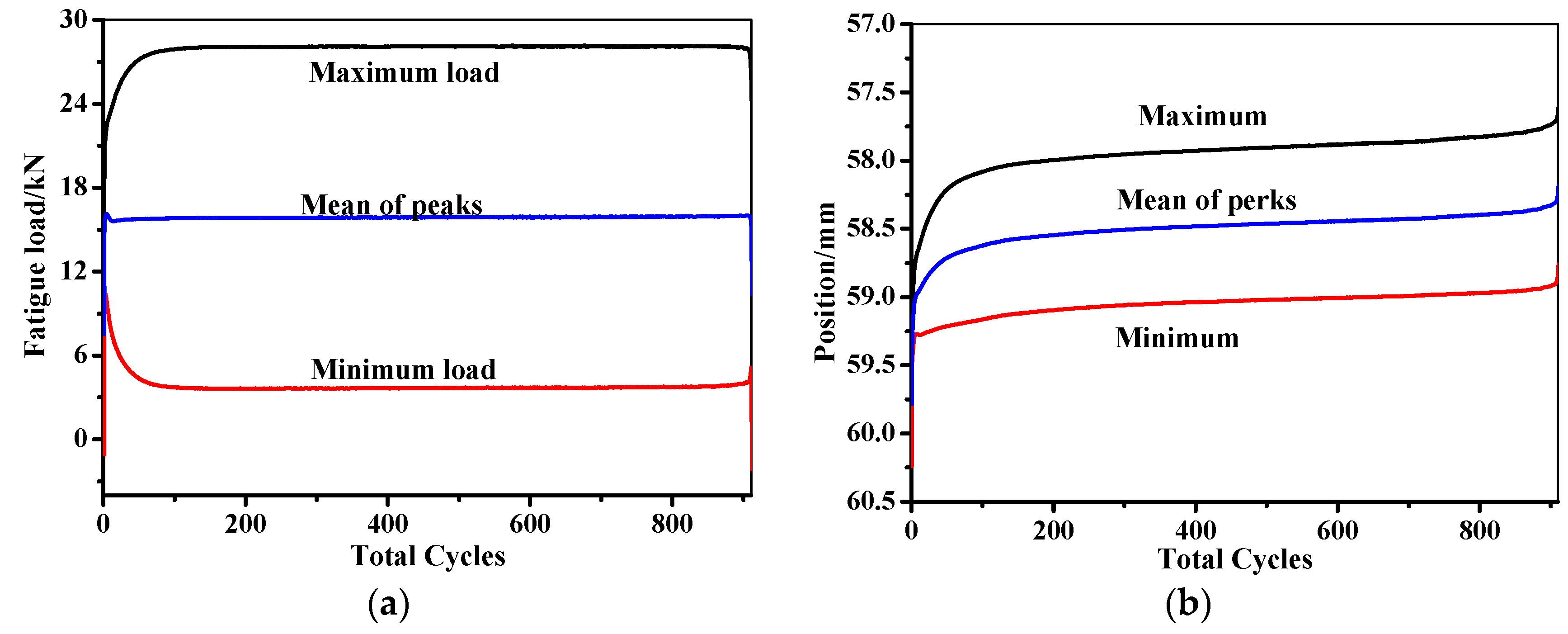
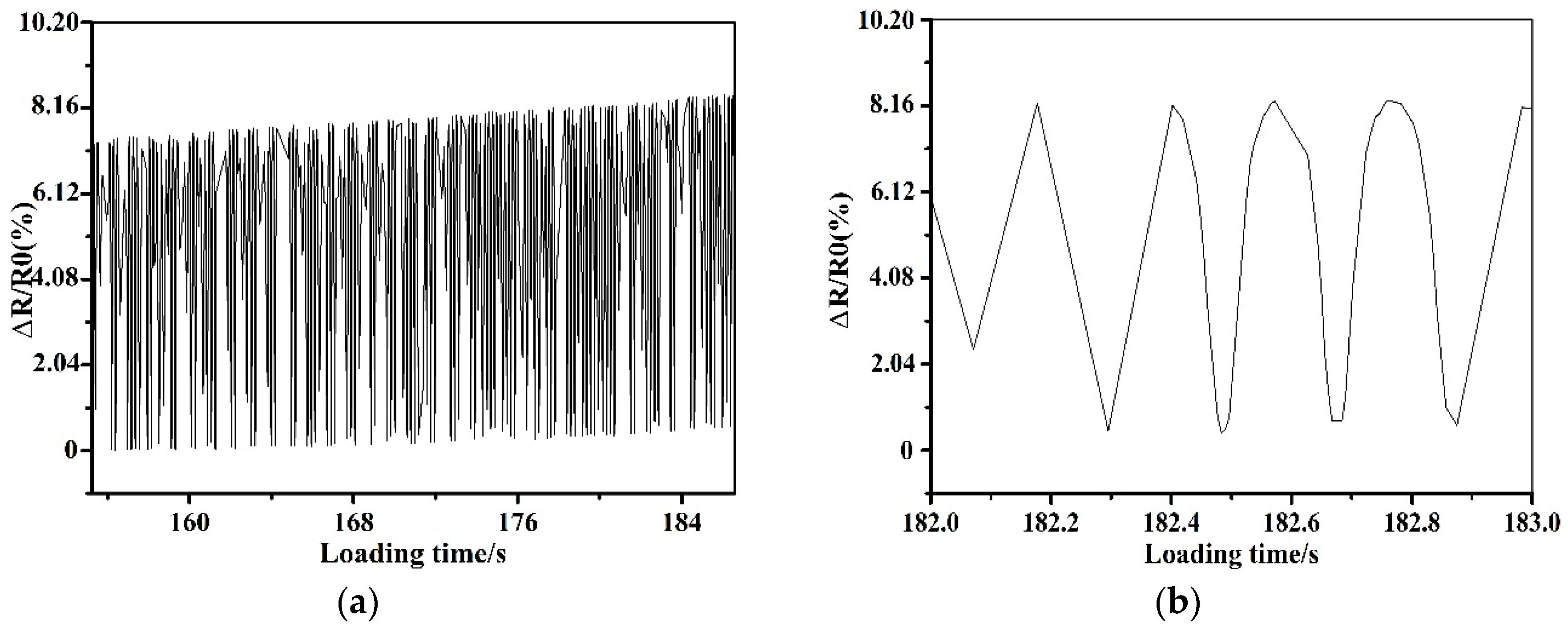
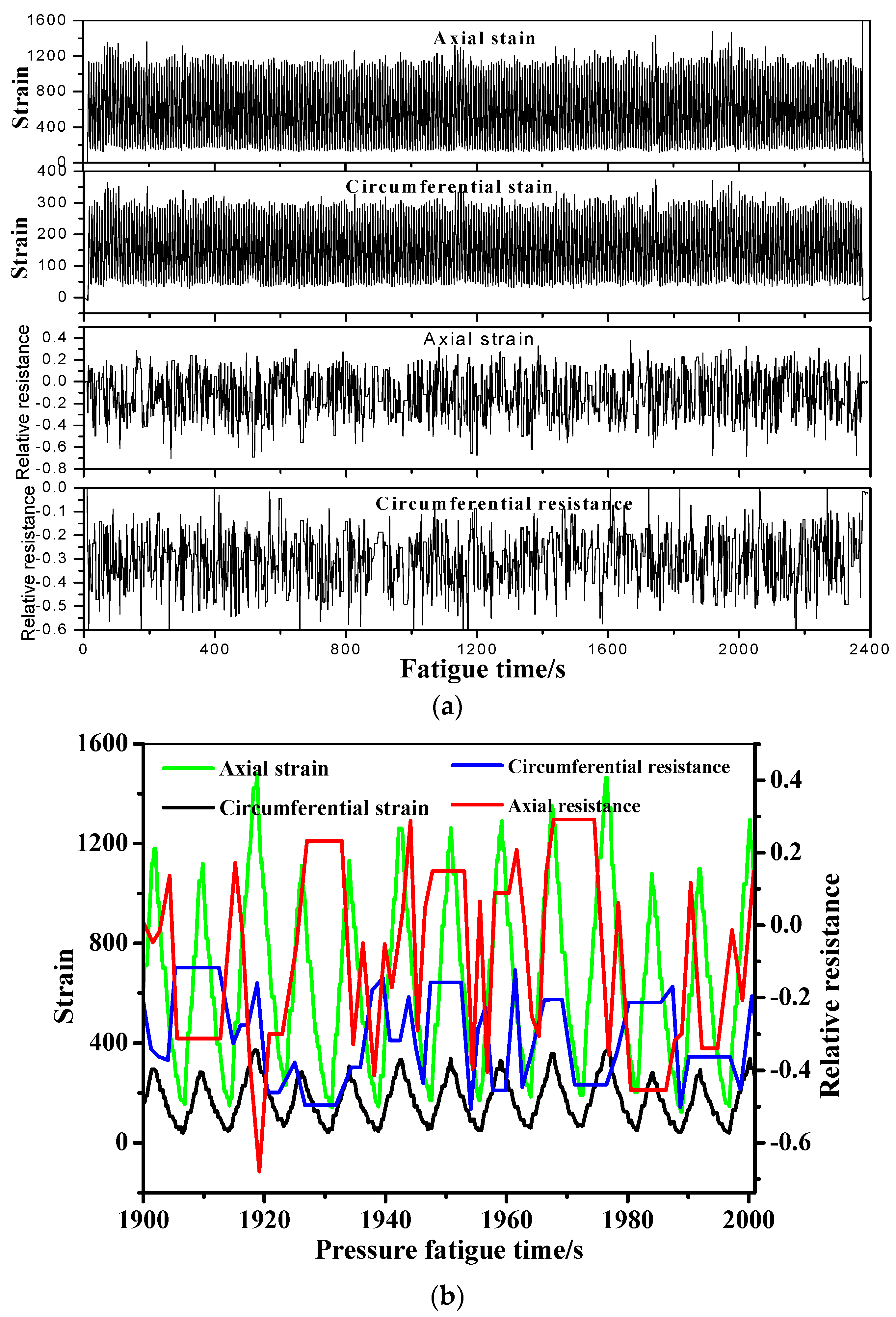
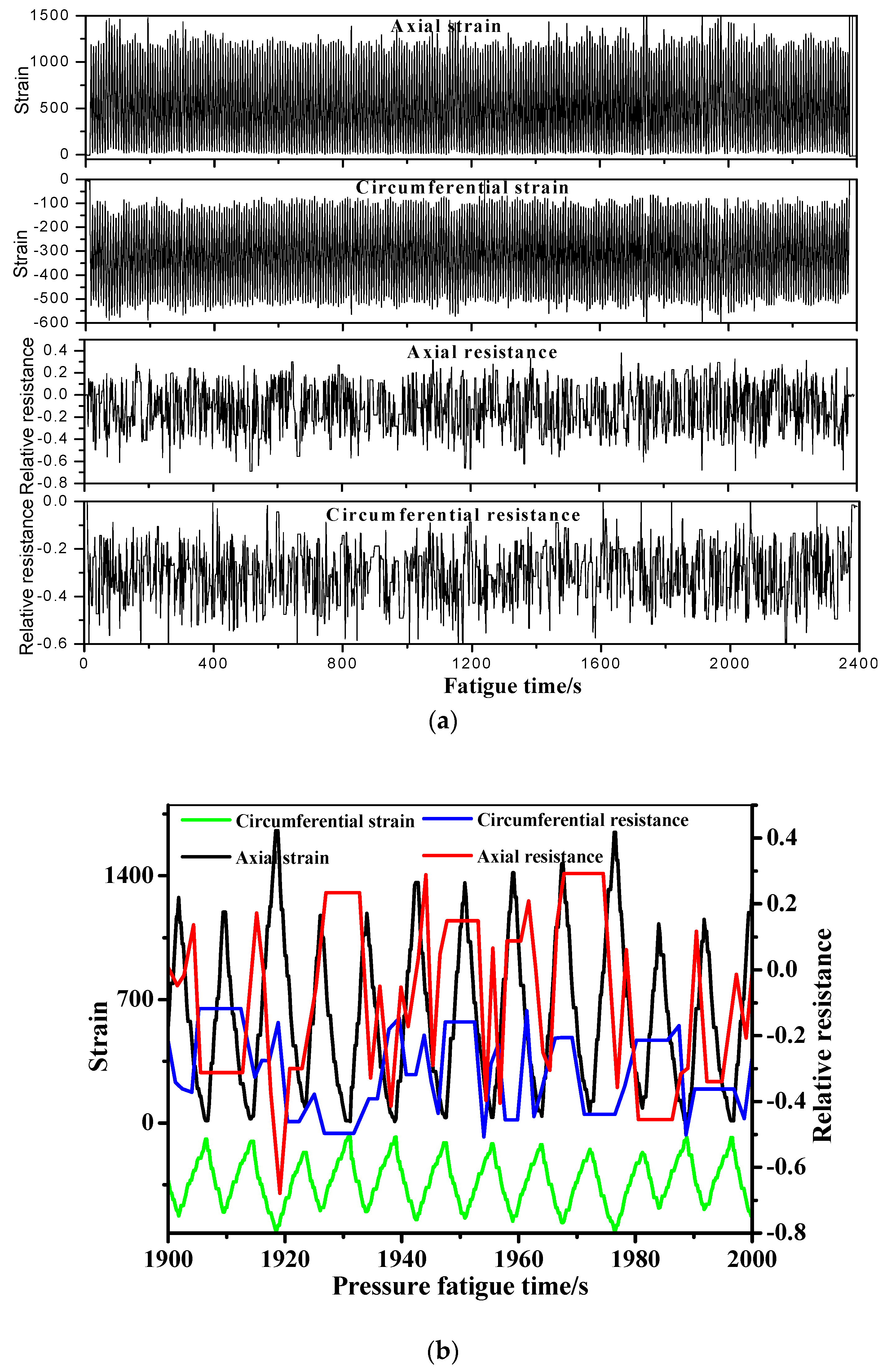
4.1. In-Situ Monitoring of the Pressure Vessel during Hydraulic Fatigue Cycling
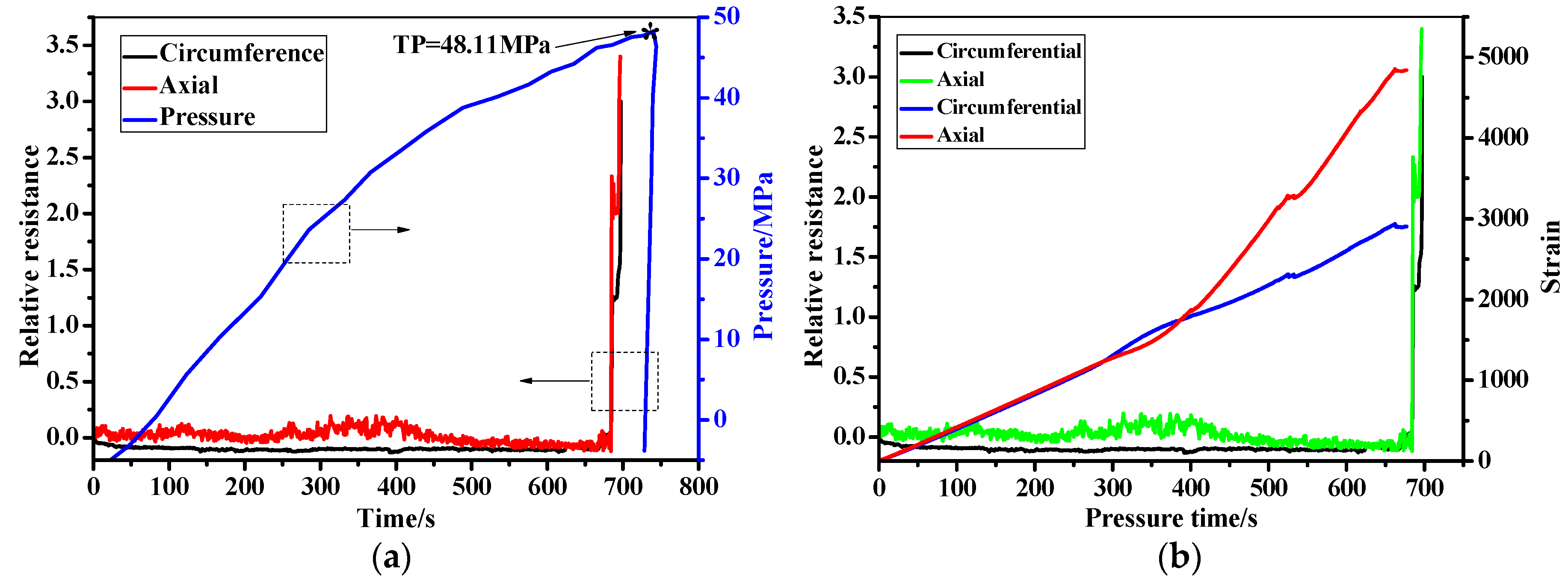
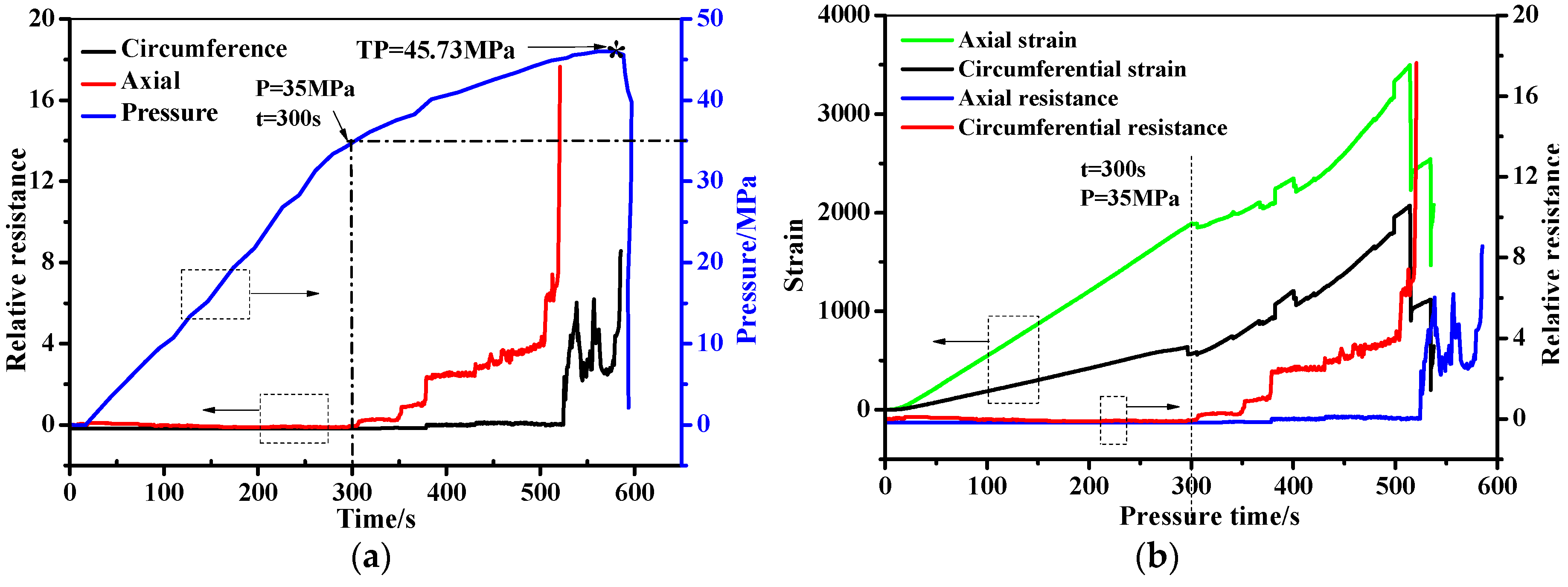
4.2. In-Situ Monitoring of the Pressure Vessel during Pressurization
5. Conclusions
- The developed MWCNT sensor could in-situ sense the health status of the composite laminates under a short beam shear and flexural tests. The shear damage inner, the middle thickness, and the larger deformation of the bottom surface in the specimens could lead to the resistance change of the sensor, respectively. In the tensile and fatigue test, the measured resistance signal also matches the mechanical behavior of the structure well.
- The MWCNT sensor could monitor the filament wound pressure vessel in the hydraulic fatigue cycling, and the equivalence relationship between the relative resistance and the strain is built in the fatigue test.
- In the bursting test, the relative resistance remains 0 before the pressure in the vessel reaches 30 MPa, which indicates that damages do not appear in the composite skin before 30 MP for a pressure vessel with burst pressure of 48.11 MPa. The changing tendency of the resistance signal matches the strain well, and the bursting of the pressure vessel can be reflected by the sharp increase of the resistance measured by the embedded MWCNT sensor.
Author Contributions
Funding
Conflicts of Interest
References
- Zu, L.; Wang, J.; Li, S. Analysis of multi-layered thick-walled filament-wound hydrogen storage vessels. Int. J. Hydrog. Energy 2014, 39, 21083–21096. [Google Scholar] [CrossRef]
- Zhang, B.; Xu, H.; Zu, L.; Li, D.; Zi, B.; Zhang, B. Design of filament-wound composite elbows based on non-geodesic trajectories. Compos. Struct. 2018, 189, 635–640. [Google Scholar] [CrossRef]
- Xiao, Z.; Shi, J.; Cao, X.; Xu, Y.; Hu, Y. Failure probability analysis of pressure vessels that contain defects under the coupling of inertial force and internal pressure. Int. J. Press. Vessel. Pip. 2018, 168, 59–65. [Google Scholar] [CrossRef]
- Weng, Y.; Yin, S.; Cheng, B.; Wang, W.; Gu, H.; Wang, H. Study on structural response of reactor vessel under direct safety injection. Ann. Nucl. Energy 2018, 122, 270–279. [Google Scholar] [CrossRef]
- Khan, A.; Ko, D.-K.; Lim, S.C.; Kim, H.S. Structural vibration-based classification and prediction of delamination in smart composite laminates using deep learning neural network. Compos. Part B Eng. 2019, 161, 586–594. [Google Scholar] [CrossRef]
- Chou, H.Y.; Mouritz, A.P.; Bannister, M.K.; Bunsell, A.R. Acoustic emission analysis of composite pressure vessels under constant and cyclic pressure. Compos. Part A Appl. Sci. Manuf. 2015, 70, 111–120. [Google Scholar] [CrossRef]
- Chen, D.Y.; Wang, D.; Chen, H.; Yang, Q.; Xiang, Y.X. Research of Key Technology for Macroscopic Hydrogen Induced Injury Testing and In-Service Monitoring of Pressure Vessel in Wet Hydrogen Sulfide Environment. Procedia Eng. 2015, 130, 1665–1676. [Google Scholar] [CrossRef]
- Chen, R.; Li, C.; Wang, J.; Su, G.H.; Qiu, S.; Corradini, M.L. Analysis of the dynamic pressure from ex-vessel steam explosion for pressurized water reactor. Prog. Nucl. Energy 2017, 100, 266–275. [Google Scholar] [CrossRef]
- Gąsior, P.; Malesa, M.; Kaleta, J.; Kujawińska, M.; Malowany, K.; Rybczyński, R. Application of complementary optical methods for strain investigation in composite high pressure vessel. Compos. Struct. 2018, 203, 718–724. [Google Scholar] [CrossRef]
- Hwang, T.-K.; Park, J.-B.; Kim, H.-G. Evaluation of fiber material properties in filament-wound composite pressure vessels. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1467–1475. [Google Scholar] [CrossRef]
- Ozevin, D.; Harding, J. Novel leak localization in pressurized pipeline networks using acoustic emission and geometric connectivity. Int. J. Press. Vessel. Pip. 2012, 92, 63–69. [Google Scholar] [CrossRef]
- Lugovtsova, Y.; Prager, J. Structural health monitoring of composite pressure vessels using guided ultrasonic waves. Insight Non-Destr. Test. Cond. Monit. 2018, 60, 139–144. [Google Scholar] [CrossRef]
- Wu, Z.; Zhou, W.; Li, H. Modal analysis for filament wound pressure vessels filled with fluid. Compos. Struct. 2010, 92, 1994–1998. [Google Scholar] [CrossRef]
- Chen, X.; Kopsaftopoulos, F.; Wu, Q.; Ren, H.; Chang, F.K. Flight State Identification of a Self-Sensing Wing via an Improved Feature Selection Method and Machine Learning Approaches. Sensors 2018, 18, 1379. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.; Chaves-Vargas, M.; Yang, J.; Schröder, K.-U. A baseline-free structural damage indicator based on node displacement of structural mode shapes. J. Sound Vib. 2018, 433, 366–384. [Google Scholar] [CrossRef]
- Yan, Y.J.; Cheng, L.; Wu, Z.Y.; Yam, L.H. Development in vibration-based structural damage detection technique. Mech. Syst. Signal Process. 2007, 21, 2198–2211. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.Z.; Xiang, Y.; Li, D.; Zhu, W.; Tang, X.; Xu, J.; Yang, K.; Luo, C. Lamb Wave-Based Structural Health Monitoring on Composite Bolted Joints under Tensile Load. Materials 2017, 10, 652. [Google Scholar] [CrossRef] [PubMed]
- Yang, B.; Xuan, F.-Z.; Chen, S.; Zhou, S.; Gao, Y.; Xiao, B. Damage localization and identification in WGF/epoxy composite laminates by using Lamb waves: Experiment and simulation. Compos. Struct. 2017, 165, 138–147. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.-Z.; Lei, H.; Wang, Z.; Xiang, Y.; Yang, K.; Tang, X.; Liang, W. Simultaneously enhancing the IFSS and monitoring the interfacial stress state of GF/epoxy composites via building in the MWCNT interface sensor. Compos. Part A Appl. Sci. Manuf. 2018, 112, 161–167. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.-Z.; Wang, Z.; Chen, L.; Lei, H.; Liang, W.; Xiang, Y.; Yang, K. Multi-functional interface sensor with targeted IFSS enhancing, interface monitoring and self-healing of GF/EVA thermoplastic composites. Compos. Sci. Technol. 2018, 167, 86–95. [Google Scholar] [CrossRef]
- Gomes, G.F.; Mendéz, Y.A.D.; da Silva Lopes Alexandrino, P.; da Cunha, S.S.; Ancelotti, A.C. The use of intelligent computational tools for damage detection and identification with an emphasis on composites—A review. Compos. Struct. 2018, 196, 44–54. [Google Scholar] [CrossRef]
- Lammens, N.; Luyckx, G.; Van Paepegem, W.; Degrieck, J. Finite element prediction of resin pocket geometries around arbitrary inclusions in composites: Case study for an embedded optical fiber interrogator. Compos. Struct. 2016, 146, 95–107. [Google Scholar] [CrossRef]
- Saeter, E.; Lasn, K.; Nony, F.; Echtermeyer, A.T. Embedded optical fibres for monitoring pressurization and impact of filament wound cylinders. Compos. Struct. 2019, 210, 608–617. [Google Scholar] [CrossRef]
- Salvetti, M.; Sbarufatti, C.; Gilioli, A.; Dziendzikowski, M.; Dragan, K.; Manes, A.; Giglio, M. On the mechanical response of CFRP composite with embedded optical fibre when subjected to low velocity impact and CAI tests. Compos. Struct. 2017, 179, 21–34. [Google Scholar] [CrossRef]
- Yang, B.; Xiang, Y.; Xuan, F.-Z.; Hu, C.; Xiao, B.; Zhou, S.; Luo, C. Damage localization in hydrogen storage vessel by guided waves based on a real-time monitoring system. Int. J. Hydrog. Energy 2019. [Google Scholar] [CrossRef]
- Hasanzadeh, M.; Mottaghitalab, V.; Babaei, H.; Rezaei, M. The influence of carbon nanotubes on quasi-static puncture resistance and yarn pull-out behavior of shear-thickening fluids (STFs) impregnated woven fabrics. Compos. Part A Appl. Sci. Manuf. 2016, 88, 263–271. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Kuwata, M.; Bilotti, E.; Peijs, T. Improved fracture toughness and integrated damage sensing capability by spray coated CNTs on carbon fibre prepreg. Compos. Part A Appl. Sci. Manuf. 2015, 70, 102–110. [Google Scholar] [CrossRef]
- Chowdhury, S.; Saha, M.; Patterson, S.; Thomas, R.; Liu, Y. Highly conductive polydimethylsiloxane/carbon nanofiber composites for flexible sensor applications. Adv. Mater. Technol. 2019, 4, 1800398. [Google Scholar] [CrossRef]
- Thostenson, E.; Ren, Z.; Chou, T. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Lu, S.; Zhao, C.; Zhang, L.; Ma, K.; Bai, Y.; Wang, X.; Du, K. In situ monitoring the manufacturing process of polymer composites with highly flexible and sensitive GNP/ MWCNT film sensors. Sens. Actuators A Phys. 2019, 285, 127–133. [Google Scholar] [CrossRef]
- Anni, J.S.; Sangaiah, A.K. Wireless Integrated Sensor Network: Boundary Intellect system for elephant detection via cognitive theory and Fuzzy Cognitive Maps. Future Gener. Comput. Syst. 2018, 83, 522–534. [Google Scholar] [CrossRef]
- Lampani, L.; Gaudenzi, P. Innovative composite material component with embedded self-powered wireless sensor device for structural monitoring. Compos. Struct. 2018, 202, 136–141. [Google Scholar] [CrossRef]
- Shukla, A.; Liu, S.; Gaterell, M.; Wood, G.; Day, R.; Iweka, O.; Hussain, A.; Van der Horst, D.; Petridis, P. Implementing an integrated meter and sensor system (IMSS) in existing social housing stock. Energy Build. 2019, 182, 274–286. [Google Scholar] [CrossRef]
- Yang, B.; Xuan, F.-Z.; Jin, P.; Hu, C.; Xiao, B.; Li, D.; Xiang, Y.; Lei, H. Damage Localization in Composite Laminates by Building in PZT Wafer Transducers: A Comparative Study with Surface-Bonded PZT Strategy. Adv. Eng. Mater. 2018, 1801040. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, K.; Liang, W.; Wang, Z.; Yang, B. Experimental and analytical studies on the flexible, low-voltage electrothermal film based on the multi-walled carbon nanotube/polymer nanocomposite. Nanotechnology 2019, 30, 065704. [Google Scholar] [CrossRef] [PubMed]
- Jeong, Y.G.; Jeon, G.W. Microstructure and performance of multiwalled carbon nanotube/m-aramid composite films as electric heating elements. ACS Appl. Mater. Interfaces 2013, 5, 6527–6534. [Google Scholar] [CrossRef] [PubMed]
- Leemets, K.; Mäeorg, U.; Aabloo, A.; Tamm, T. Effect of contact material and ambient humidity on the performance of MWCNT/PDMS multimodal deformation sensors. Sens. Actuators A Phys. 2018, 283, 1–8. [Google Scholar] [CrossRef]
- Yang, B.; Wang, Z.; Zhou, L.; Zhang, J.; Liang, W. Experimental and numerical investigation of interply hybrid composites based on woven fabrics and PCBT resin subjected to low-velocity impact. Compos. Struct. 2015, 132, 464–476. [Google Scholar] [CrossRef]
- Yang, B.; Wang, Z.; Zhou, L.; Zhang, J.; Tong, L.; Liang, W. Study on the low-velocity impact response and CAI behavior of foam-filled sandwich panels with hybrid facesheet. Compos. Struct. 2015, 132, 1129–1140. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, J.; Zhou, L.; Lu, M.; Liang, W.; Wang, Z. Effect of fiber surface modification on water absorption and hydrothermal aging behaviors of GF/pCBT composites. Compos. Part B Eng. 2015, 82, 84–91. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, J.; Zhou, L.; Wang, Z.; Liang, W. Effect of fiber surface modification on the lifetime of glass fiber reinforced polymerized cyclic butylene terephthalate composites in hygrothermal conditions. Mater. Des. 2015, 85, 14–23. [Google Scholar] [CrossRef]
- Humeau, C.; Davies, P.; Jacquemin, F. Moisture diffusion under hydrostatic pressure in composites. Mater. Des. 2016, 96, 90–98. [Google Scholar] [CrossRef]
- Lee, J.; Jo, C.; Chang, D.; Chung, H. New methodology for estimating the minimum design vapor pressure of prismatic pressure vessel for on-ship application. Ocean Eng. 2018, 158, 367–377. [Google Scholar] [CrossRef]
- Wan, Y.; Diao, C.; Yang, B.; Zhang, L.; Chen, S. GF/epoxy laminates embedded with wire nets: A way to improve the low-velocity impact resistance and energy absorption ability. Compos. Struct. 2018, 202, 818–835. [Google Scholar] [CrossRef]
- Tessema, A.; Ravindran, S.; Kidane, A. Gradual damage evolution and propagation in quasi-isotropic CFRC under quasi-static loading. Compos. Struct. 2018, 185, 186–192. [Google Scholar] [CrossRef]
- Fakoor, M.; Ghoreishi, S.M.N. Experimental and numerical investigation of progressive damage in composite laminates based on continuum damage mechanics. Polym. Test. 2018, 70, 533–543. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Parameter | Item | Parameter |
|---|---|---|---|
| Cycle times | 5700 | Rising pressure time | 3.1 s |
| Maximum pressure | 25 Mpa | Max pressure holding time | 2 s |
| Pressure drop time | 0.6 s | Minimum pressure | 2 s |
| Min pressure holding time | 2 s | Cycling rate | 7.8 |
| Temperature | 11.2 °C | Media | water |
| Specimens | Failure Load in Short Beam Shear/N | Failure Load in Flexural/N | Tensile Strength/Mpa |
|---|---|---|---|
| Without sensor | 2318 ± 10.26 | 421.52 ± 0.86 | 186.43 ± 8.29 |
| With sensor | 2330 ± 7.68 | 424.22 ± 0.86 | 185.66 ± 5.23 |
| Fatigue Cycle | Test Direction | Strain Gauge-2 | Strain Gauge-1 | Relative Resistance |
|---|---|---|---|---|
| 2100–2400 | axial | 1100 | 1398 | 0.545 |
| circumferential | 286 | 441 | 0.639 | |
| 5100–5700 | axial | 873 | 1091 | 0.466 |
| circumferential | 220 | 390 | 0.263 |
| Pressure Fatigue Cycles | Strain Gauge-1 | Strain Gauge-2 | ||
|---|---|---|---|---|
| Axial | Circumferential | Axial | Circumferential | |
| 300 | 42.4 | 14.5 | 8.2 | 3 |
| 1500 | 25.6 | 7.8 | 7.8 | 6.4 |
| 1800 | 23.3 | 6.1 | 8.2 | 6.4 |
| 2100 | 25.9 | 8.9 | 4.8 | 8.8 |
| 2400 | 14.2 | 14.7 | 6.6 | 6 |
| 2700 | 15.3 | 11.9 | 8 | 10.4 |
| 3000 | 20.6 | 8.9 | 2.3 | 3.3 |
| 3300 | 27.4 | 11.5 | 13.5 | 12 |
| 5100 | 36.2 | 6.4 | 6.5 | 6.5 |
| 5700 | 13.1 | 31.7 | 71 | 15.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, B.; Yang, B.; Xuan, F.-Z.; Wan, Y.; Hu, C.; Jin, P.; Lei, H.; Xiang, Y.; Yang, K. In-Situ Monitoring of a Filament Wound Pressure Vessel by the MWCNT Sensor under Hydraulic Fatigue Cycling and Pressurization. Sensors 2019, 19, 1396. https://doi.org/10.3390/s19061396
Xiao B, Yang B, Xuan F-Z, Wan Y, Hu C, Jin P, Lei H, Xiang Y, Yang K. In-Situ Monitoring of a Filament Wound Pressure Vessel by the MWCNT Sensor under Hydraulic Fatigue Cycling and Pressurization. Sensors. 2019; 19(6):1396. https://doi.org/10.3390/s19061396
Chicago/Turabian StyleXiao, Biao, Bin Yang, Fu-Zhen Xuan, Yun Wan, Chaojie Hu, Pengcheng Jin, Hongshuai Lei, Yanxun Xiang, and Kang Yang. 2019. "In-Situ Monitoring of a Filament Wound Pressure Vessel by the MWCNT Sensor under Hydraulic Fatigue Cycling and Pressurization" Sensors 19, no. 6: 1396. https://doi.org/10.3390/s19061396
APA StyleXiao, B., Yang, B., Xuan, F.-Z., Wan, Y., Hu, C., Jin, P., Lei, H., Xiang, Y., & Yang, K. (2019). In-Situ Monitoring of a Filament Wound Pressure Vessel by the MWCNT Sensor under Hydraulic Fatigue Cycling and Pressurization. Sensors, 19(6), 1396. https://doi.org/10.3390/s19061396