
Effects of Sterilization Methods on Different 3D Printable Materials for Templates of Physician-Modified Aortic Stent Grafts Used in Vascular Surgery—A Preliminary Study

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Results
2.1. Effectiveness of Sterilization
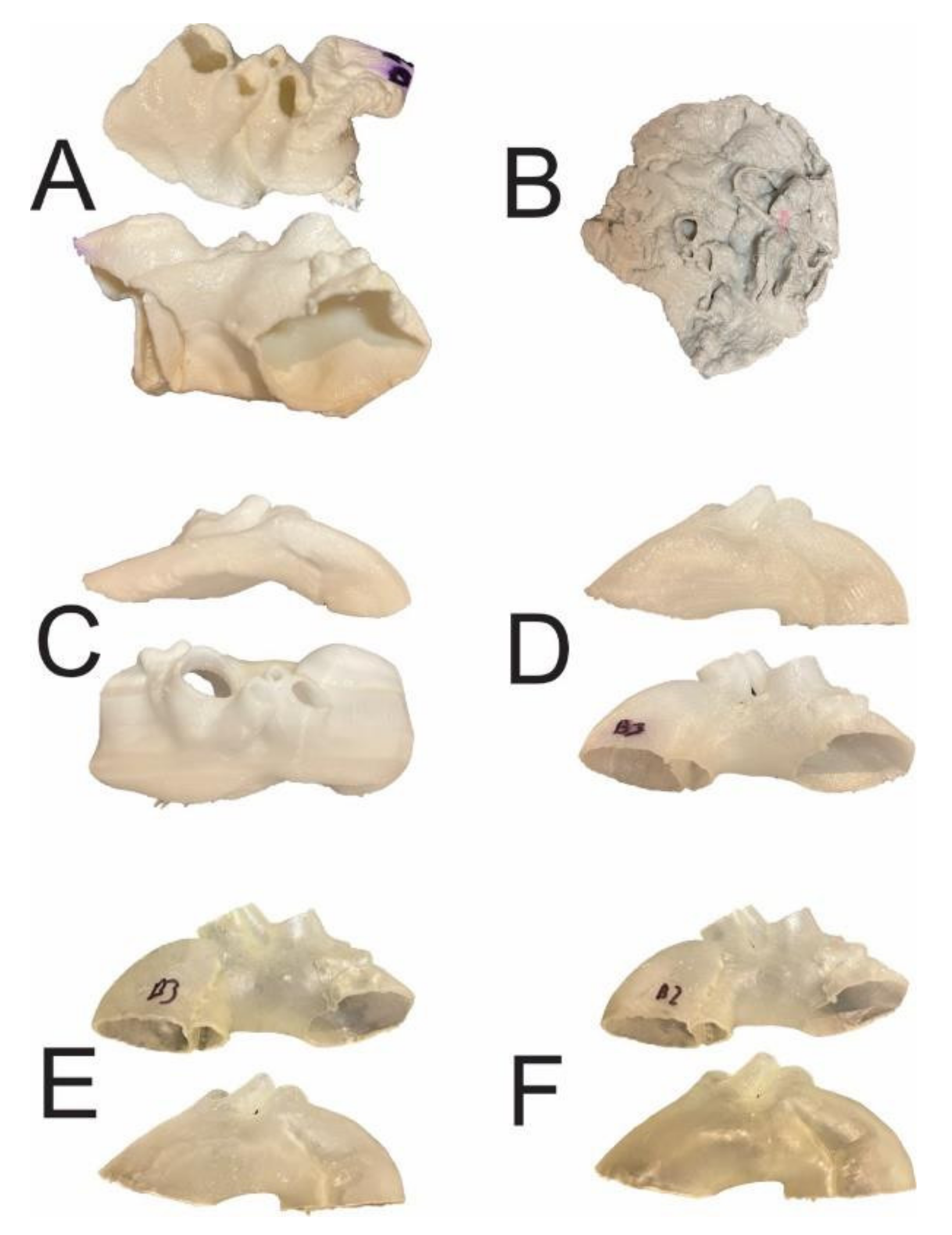
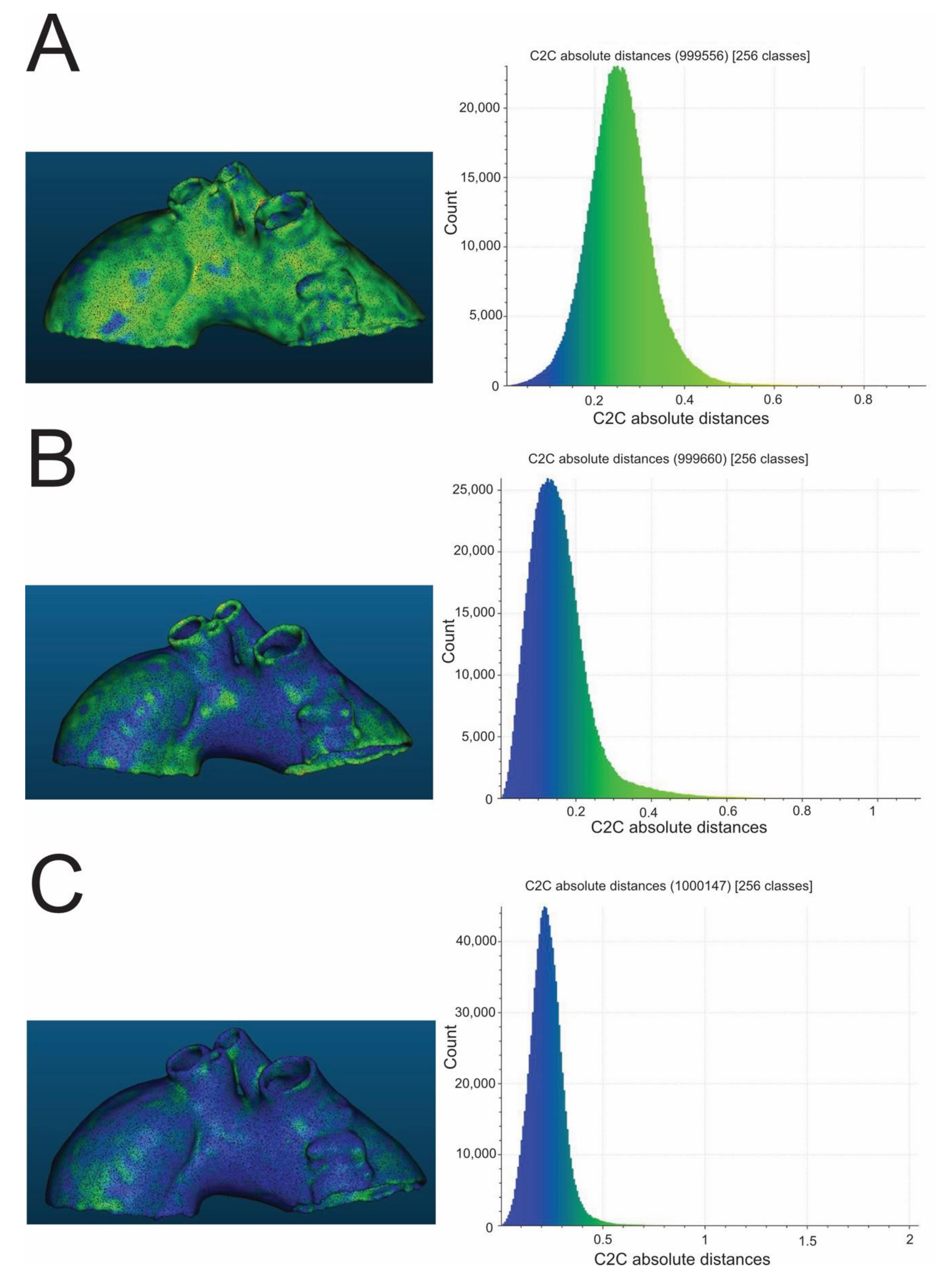
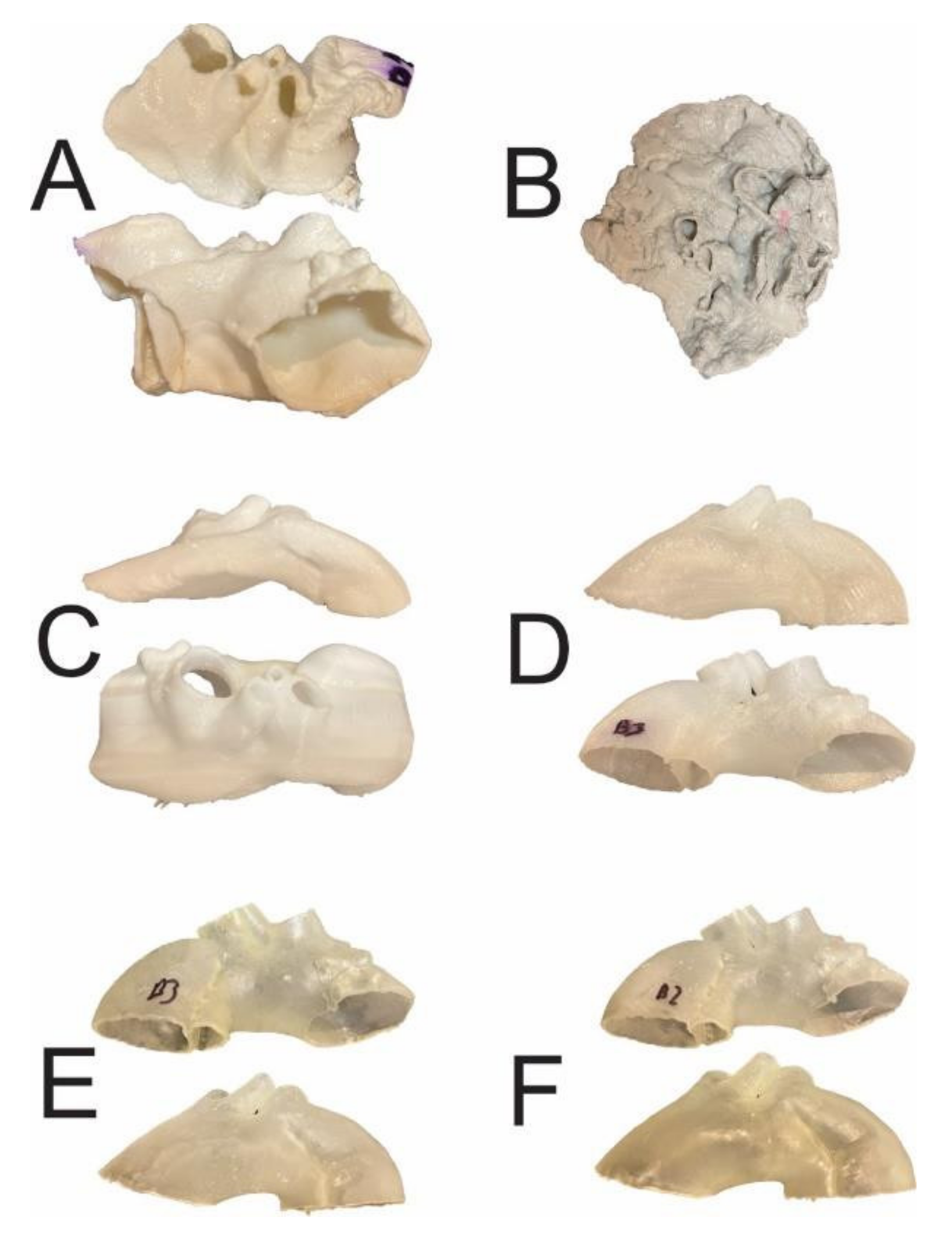
2.2. Sterilization Effect on 3D Aortic Template Geometry
3. Discussion
4. Materials and Methods
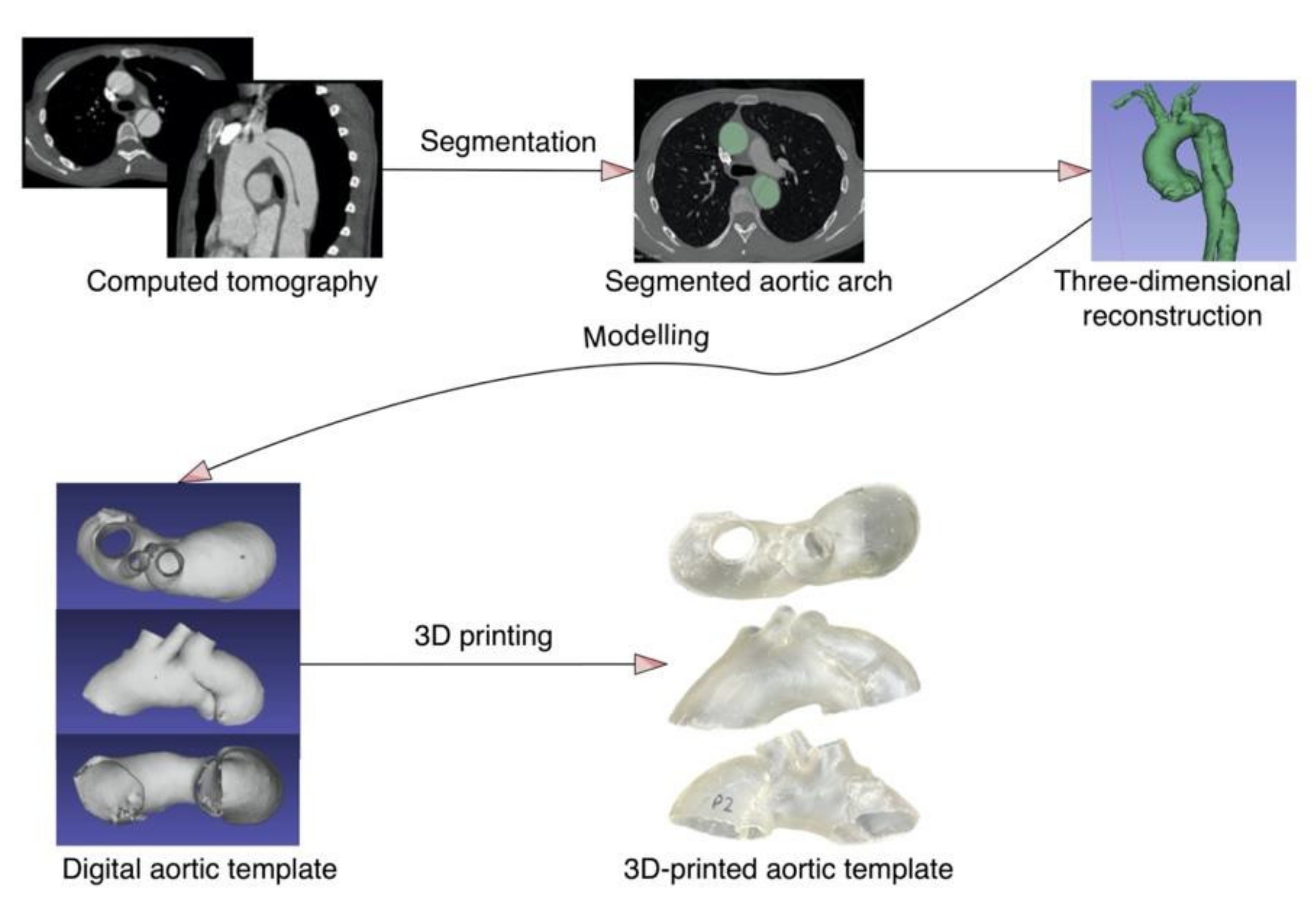
4.1. Manufacturing of Three-Dimensional Aortic Templates
4.2. 3D Aortic Template Scanning and Morphology Analysis
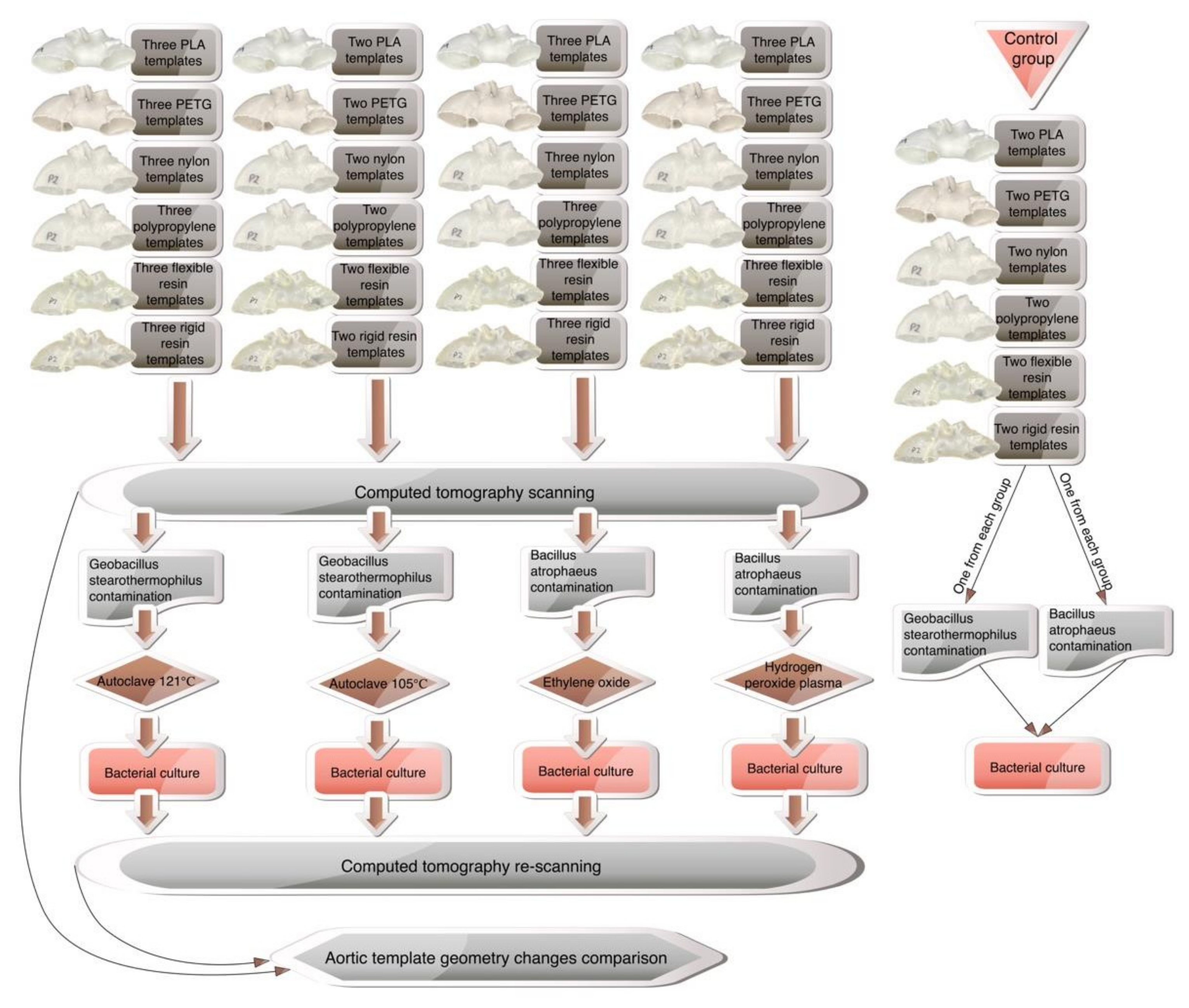
4.3. Bacterial Contamination and Sterilization
4.4. Bacterial Culture
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Branzan, D.; Geisler, A.; Grunert, R.; Steiner, S.; Bausback, Y.; Gockel, I.; Scheinert, D.; Schmidt, A. The Influence of 3D Printed Aortic Models on the Evolution of Physician Modified Stent Grafts for the Urgent Treatment of Thoraco-abdominal and Pararenal Aortic Pathologies. Eur. J. Vasc. Endovasc. Surg. 2020, 61, 407–412. [Google Scholar] [CrossRef] [PubMed]
- Rynio, P.; Kazimierczak, A.; Jedrzejczak, T.; Gutowski, P. A 3D Printed Aortic Arch Template to Facilitate Decision-Making Regarding the Use of an Externalized Transapical Wire during Thoracic Endovascular Aneurysm Repair. Ann. Vasc. Surg. 2018, 54, 336. [Google Scholar] [CrossRef] [PubMed]
- Tong, Y.-H.; Yu, T.; Zhou, M.-J.; Liu, C.; Jiang, Q.; Liu, C.-J.; Li, X.-Q.; Liu, Z. Use of 3D Printing to Guide Creation of Fenestrations in Physician-Modified Stent-Grafts for Treatment of Thoracoabdominal Aortic Disease. J. Endovasc. Ther. 2020, 27, 385–393. [Google Scholar] [CrossRef]
- Canonge, J.; Jayet, J.; Heim, F.; Chakfé, N.; Coggia, M.; Coscas, R.; Cochennec, F. Comprehensive Review of Physician Modified Aortic Stent Grafts: Technical and Clinical Outcomes. Eur. J. Vasc. Endovasc. Surg. 2021, 61, 560–569. [Google Scholar] [CrossRef] [PubMed]
- Rynio, P.; Wojtuń, M.; Wójcik, Ł.; Kawa, M.; Falkowski, A.; Gutowski, P.; Kazimierczak, A. The accuracy and reliability of 3D printed aortic templates: A comprehensive three-dimensional analysis. Quant. Imaging Med. Surg. 2021, 12, 1385. [Google Scholar] [CrossRef]
- Rutala, W.A.; Weber, D.J. Disinfection and Sterilization in Health Care Facilities. Infect. Dis. Clin. N. Am. 2016, 30, 609–637. [Google Scholar] [CrossRef]
- Coles-Black, J.; Barber, T.; Bolton, D.; Chuen, J. A systematic review of three-dimensional printed template-assisted physician-modified stent grafts for fenestrated endovascular aneurysm repair. J. Vasc. Surg. 2021, 74, 296–306. [Google Scholar] [CrossRef] [PubMed]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef] [PubMed]
- Tam, C.H.A.; Chan, Y.C.; Law, Y.; Cheng, S.W.K. The Role of Three-Dimensional Printing in Contemporary Vascular and Endovascular Surgery: A Systematic Review. Ann. Vasc. Surg. 2018, 53, 243–254. [Google Scholar] [CrossRef] [PubMed]
- Lay, M.; Thajudin, N.L.N.; Hamid, Z.A.A.; Rusli, A.; Abdullah, M.K.; Shuib, R.K. Comparison of physical and mechanical properties of PLA, ABS and nylon 6 fabricated using fused deposition modeling and injection molding. Compos. Part B Eng. 2019, 176, 107341. [Google Scholar] [CrossRef]
- Shaheen, E.; Alhelwani, A.; Van De Casteele, E.; Politis, C.; Jacobs, R. Evaluation of Dimensional Changes of 3D Printed Models After Sterilization: A Pilot Study. Open Dent. J. 2018, 12, 72–79. [Google Scholar] [CrossRef]
- Marei, H.F.; Alshaia, A.; Alarifi, S.; Almasoud, N.; Abdelhady, A. Effect of Steam Heat Sterilization on the Accuracy of 3D Printed Surgical Guides. Implant. Dent. 2019, 28, 372–377. [Google Scholar] [CrossRef] [PubMed]
- Oth, O.; Dauchot, C.; Orellana, M.; Glineur, R. How to Sterilize 3D Printed Objects for Surgical Use? An Evaluation of the Volumetric Deformation of 3D-Printed Genioplasty Guide in PLA and PETG after Sterilization by Low-Temperature Hydrogen Peroxide Gas Plasma. Open Dent. J. 2019, 13, 410–417. [Google Scholar] [CrossRef] [Green Version]
- Aguado-Maestro, I.; De Frutos-Serna, M.; González-Nava, A.; Santos, A.M.-D.; García-Alonso, M. Are the common sterilization methods completely effective for our in-house 3D printed biomodels and surgical guides? Injury 2021, 52, 1341–1345. [Google Scholar] [CrossRef] [PubMed]
- Fedorov, A.; Beichel, R.; Kalpathy-Cramer, J.; Finet, J.; Fillion-Robin, J.-C.; Pujol, S.; Bauer, C.; Jennings, D.; Fennessy, F.; Sonka, M.; et al. 3D Slicer as an image computing platform for the Quantitative Imaging Network. Magn. Reson. Imaging 2012, 30, 1323–1341. [Google Scholar] [CrossRef] [PubMed] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Group Size | Sterilization Method | Macroscopic Damage | Mean Geometry Difference (m) | Mean SD | Microbial Culture Result |
|---|---|---|---|---|---|---|
| PLA | 2 | Autoclave 105 °C 3 h | no | 0.2558 × 10−3 | 0.08 × 10−3 | negative |
| PLA | 3 | Autoclave 121 °C 0.5 h | yes | negative | ||
| PLA | 3 | Ethylene oxide | no | 0.3488 × 10−3 | 0.21 × 10−3 | negative |
| PLA | 3 | Hydrogen peroxide plasma | no | 0.3635 × 10−3 | 0.26 × 10−3 | negative |
| PLA | 2 | Control group | n/a | G. stearothermophilus/B. atrophaeus | ||
| PETG | 2 | Autoclave 105 °C 3 h | no | 0.1598 × 10−3 | 0.10 × 10−3 | negative |
| PETG | 3 | Autoclave 121 °C 0.5 h | yes | negative | ||
| PETG | 3 | Ethylene oxide | no | 0.2017 × 10−3 | 0.11 × 10−3 | negative |
| PETG | 3 | Hydrogen peroxide plasma | no | 0.1616 × 10−3 | 0.12 × 10−3 | negative |
| PETG | 2 | Control group | n/a | G. stearothermophilus/B. atrophaeus | ||
| Nylon | 2 | Autoclave 105 °C 3 h | no | 0.2256 × 10−3 | 0.08 × 10−3 | negative |
| Nylon | 3 | Autoclave 121 °C 0.5 h | no | 0.1661 × 10−3 | 0.11 × 10−3 | negative |
| Nylon | 3 | Ethylene oxide | no | 0.2798 × 10−3 | 0.10 × 10−3 | negative |
| Nylon | 3 | Hydrogen peroxide plasma | no | 0.1202 × 10−3 | 0.09 × 10−3 | negative |
| Nylon | 2 | Control group | n/a | G. stearothermophilus/B. atrophaeus | ||
| PC | 2 | Autoclave 105 °C 3 h | no | 0.2485 × 10−3 | 0.09 × 10−3 | negative |
| PC | 3 | Autoclave 121 °C 0.5 h | yes | negative | ||
| PC | 3 | Ethylene oxide | no | 0.2920 × 10−3 | 0.09 × 10−3 | negative |
| PC | 3 | Hydrogen peroxide plasma | no | 0.1055 × 10−3 | 0.06 × 10−3 | negative |
| PC | 2 | Control group | n/a | G. stearothermophilus/B. atrophaeus | ||
| Rigid resin | 2 | Autoclave 105 °C 3 h | no | 0.2124 × 10−3 | 0.09 × 10−3 | negative |
| Rigid resin | 3 | Autoclave 121 °C 0.5 h | no | 0.1422 × 10−3 | 0.09 × 10−3 | negative |
| Rigid resin | 3 | Ethylene oxide | no | 0.1175 × 10−3 | 0.07 × 10−3 | negative |
| Rigid resin | 3 | Hydrogen peroxide plasma | no | 0.1160 × 10−3 | 0.06 × 10−3 | negative |
| Rigid resin | 2 | Control group | n/a | G. stearothermophilus/B. atrophaeus | ||
| Flexible resin | 2 | Autoclave 105 °C 3 h | no | 0.3148 × 10−3 | 0.09 × 10−3 | negative |
| Flexible resin | 3 | Autoclave 121 °C 0.5 h | no | 0.1442 × 10−3 | 0.08 × 10−3 | negative |
| Flexible resin | 3 | Ethylene oxide | no | 0.3595 × 10−3 | 0.10 × 10−3 | negative |
| Flexible resin | 3 | Hydrogen peroxide plasma | no | 0.1260 × 10−3 | 0.07 × 10−3 | negative |
| Flexible resin | 2 | Control group | n/a | G. stearothermophilus/B. atrophaeus |
| Material | Maximum Temperature | General Features | Fabrication | Biocompatibility | Sterilization Concerns |
|---|---|---|---|---|---|
| Poly(lactic acid) (PLA) | Melting temperature: 130–180 °C; Thermal degradation: above 200 °C; Glass transition temperature: 60 °C; | Strength: High; Flexibility: Low; Water resistance: Medium; Heat resistance: Low; Chemical resistance: Low; The elastic Young’s modulus of PLA is between: 3.4–3.6 GPa; The high surface energy of PLA results in good printability, making it widely used in 3D printing | Manufactured using well-established processing technologies; PLA objects can be fabricated by 3D printing, casting, injection molding, extrusion, machining, and solvent welding; Easy for post-production | PLA belongs to the well-documented FDA-approved polymers used in the biomedical field; PLA is the most commonly used biodegradable polymer in clinical applications worldwide as it is highly biocompatible with human tissues | Not recommended for heat sterilization; Alcohol and organic solvents degrade PLA-made items; Use of beta or gamma irradiation for sterilization results in undesired reactions such as chain scissions and cyclization that lower the molecular weight of PLA and enhance its degradation rate |
| Polyethylene terephthalate glycol-modified (PETG) | Melting temperature: 260 °C (PETG has a higher melting point than PLA); Glass transition temperature: 85 °C; | The elastic Young’s modulus of PETG is between: 1.9–2.0 GPa; Durability: High; Strength: High; Flexibility: Low; Water resistance: High; Heat resistance: Medium; PETG is more flexible and resistant to higher temperatures than PLA; PETG has high durability, low shrinkage, and is hydrophobic | PETG is a clear amorphous thermoplastic, which is obtained from polyethylene terephthalate (PET) via copolymerization; PETG can be injection-molded, sheet-extruded, or extruded as a filament; PETG filament is designed for 3D printing in FDM technology; 3D printing with PETG is relatively easy | PETG has been reported to be a suitable polymer for tissue engineering, and it has been used in the biomedical field, for example, for prosthetic vascular grafts, due to its good mechanical properties and high biocompatibility with human tissues | PETG material is extremely resistant to chemical agents, making it perfect for use in the biomedical field; It can be sterilized easily; UV light can cause the PETG material to become weaker; |
| Polypropylene (PP) | Melting temperature: 160–166 °C; Glass transition temperature: 260 °C; | The elastic Young’s modulus of PP is between: 1.0–1.2 GPa; PP is liable to chain degradation from exposure to temperatures above 100 °C; PP has also been reported to biodegrade while in the human body as implantable mesh devices. PP is suitable for applications that require softness and heat resistance; PP is also highly resistant to fatigue. | Polypropylene is produced by the chain-growth polymerization of propene, and it costs less than most other synthetic fibers nowadays; PP has excellent mechanical properties, high accuracy, and repeatability; PP has a broad property profile that includes very good break-resistance, low density, and high chemical resistance, which is important in the fabrication of 3D parts | Polypropylene has been used in hernia and pelvic organ prolapse repair operations to protect the body from new hernias in the same location. A notable application was as a transvaginal mesh, used to treat vaginal prolapse and concurrent urinary incontinence; It can increase the flexibility and dimensional stability of the joint compound and reduce shrinkage and cracking when it dries. | Polypropylene at room temperature is resistant to almost all organic solvents, apart from strong oxidants; PP has good heat resistance, and it can typically withstand autoclave temperatures when correctly molded but is not recommended for repeated heat sterilization; PP is also not recommended for steam autoclaving for more than a few cycles as the material quickly loses tensile strength; PP can be damaged by long-term exposure to ultraviolet (UV) light when sterilized with UV light |
| Nylon | Melting temperature: 178 °C; Glass transition temperature: 70 °C; | The elastic Young’s modulus of nylon is between: 1.0–3.5 GPa; Nylon possesses excellent mechanical properties, and in particular, high impact resistance for a non-flexible filament; Nylon has good chemical resistance and filament strength | Nylon is a semi-crystalline synthetic polymer that belongs to the family of polyamides; As a thermoplastic polymer, it can be converted to fibers, films, and different shapes through melting, forming, and cooling processes | Biocompatible properties of nylon result from the presence of the amide groups in its chemical structure, which results in biomedical applications with promising potential in tissue engineering and regenerative medicine; Cells can adhere to the surface of nylon due to its hydrophilic nature and it promotes stronger mechanical adhesion between the nylon-containing medical/dental implants and human tissues | Nylon is known to be water absorbent, ultraviolet (UV) radiation-resistant, and chemical-resistant against most diluted acidic and alkaline compounds; Sterilization techniques such as ethylene oxide (ETO), gamma radiation, and steam-heated autoclaving can be applied on nylon due to its chemically inert properties |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rynio, P.; Galant, K.; Wójcik, Ł.; Grygorcewicz, B.; Kazimierczak, A.; Falkowski, A.; Gutowski, P.; Dołęgowska, B.; Kawa, M. Effects of Sterilization Methods on Different 3D Printable Materials for Templates of Physician-Modified Aortic Stent Grafts Used in Vascular Surgery—A Preliminary Study. Int. J. Mol. Sci. 2022, 23, 3539. https://doi.org/10.3390/ijms23073539
Rynio P, Galant K, Wójcik Ł, Grygorcewicz B, Kazimierczak A, Falkowski A, Gutowski P, Dołęgowska B, Kawa M. Effects of Sterilization Methods on Different 3D Printable Materials for Templates of Physician-Modified Aortic Stent Grafts Used in Vascular Surgery—A Preliminary Study. International Journal of Molecular Sciences. 2022; 23(7):3539. https://doi.org/10.3390/ijms23073539
Chicago/Turabian StyleRynio, Paweł, Katarzyna Galant, Łukasz Wójcik, Bartłomiej Grygorcewicz, Arkadiusz Kazimierczak, Aleksander Falkowski, Piotr Gutowski, Barbara Dołęgowska, and Miłosz Kawa. 2022. "Effects of Sterilization Methods on Different 3D Printable Materials for Templates of Physician-Modified Aortic Stent Grafts Used in Vascular Surgery—A Preliminary Study" International Journal of Molecular Sciences 23, no. 7: 3539. https://doi.org/10.3390/ijms23073539
APA StyleRynio, P., Galant, K., Wójcik, Ł., Grygorcewicz, B., Kazimierczak, A., Falkowski, A., Gutowski, P., Dołęgowska, B., & Kawa, M. (2022). Effects of Sterilization Methods on Different 3D Printable Materials for Templates of Physician-Modified Aortic Stent Grafts Used in Vascular Surgery—A Preliminary Study. International Journal of Molecular Sciences, 23(7), 3539. https://doi.org/10.3390/ijms23073539