1. Introduction
Bitumen, a highly viscous oil that represents over 50% of the current global oil reserves [
1], presents a significant challenge for pipeline transportation due to its extremely high viscosity; density; and asphaltene content, which accounts for over 15% of its total weight [
2]. Consequently, bitumen modification processes are needed to meet the pipeline specifications, which mandate a maximum viscosity of 350 cSt and a density of less than 940 kg/m
3 at the reference temperatures [
3]. Currently, the sole dilution of bitumen with expensive diluents such as condensate or light naphtha increases its production costs by approximately USD 14 per barrel of bitumen and occupies about 30–33% of the pipeline capacity [
4]. Alternatively constructing new upgrading plants is no longer economically viable [
5]. In addition to that, the current operating upgraders contribute significantly to greenhouse gas (GHG) emissions, with oil sand operations currently accounting for around 8% of Canada’s total GHG emissions [
6]. As a result, some partial upgrading techniques that involve a combination of heating, diluent mixing, and upgrading to reduce viscosity by cracking macromolecules are alternatively being used [
7]. Nonetheless, substantial viscosity reduction is typically achieved at relatively high temperatures of 400 °C + in processes such as visbreaking and/or coking [
8], making traditional thermal upgrading techniques both energy-intensive and time-consuming [
9] and ultimately leading to substantial GHG emissions. As such, the exploration of new innovative, green, and sustainable partial upgrading techniques is required.
This paper introduces the concept of microwave irradiation as a promising alternative to conventional bitumen partial upgrading techniques. Unlike traditional heating methods, which heavily rely on natural gas combustion and have a high carbon footprint, microwave technology can be integrated with renewable energy sources, potentially reducing CO
2 emissions to nearly zero. Despite higher operating costs currently preventing its adoption in refineries, microwave irradiation offers promising benefits, including selective and volumetric heating and a more convenient plug-on-and-plug-off mode for remote operation [
10].
Figure 1 illustrates a proposed schematic for the upgrading process of bitumen via microwave irradiation.
Studies show that microwave heating can selectively target and crack highly polar hydrocarbon fractions within bitumen [
11], greatly enhancing the quality of the upgraded oil. Evidence suggests that heavy oils rich in heteroatoms, like bitumen, can absorb more microwave energy, resulting in a significant reduction in viscosity under relatively mild conditions [
11]. The ability of the oil to absorb and utilize the energy induced by microwave radiation greatly depends on two crucial parameters: the dielectric constant and the dielectric loss factor. The former parameter quantifies a material’s aptitude to store electromagnetic energy and undergo polarization, while the latter measures the conversion of this energy into heat [
12]. Studies report that the dielectric constant of crude oil typically lies between 1.72 and 2.34 [
10,
11,
12]. However, when examined in isolation, oil’s hydrocarbon fractions show distinct dielectric properties. Asphaltenes exhibit the highest dielectric constant values, ranging from 3.30 to 5.00 [
10,
11,
12]. In contrast, the resin and aromatic fractions display lower dielectric constants, within the range of 1.80–2.61 and 2.0–2.7, respectively [
10,
11,
12,
13], while the dielectric constant of the saturate fraction ranges from 1.58 to 1.91 [
11,
14,
15]. Despite its varying dielectric properties, heavy oil demonstrates some microwave absorption capabilities. To enhance this, some propose introducing a superior microwave-absorbing material that is cheap and compatible with oil such as carbon [
16]. Given its dielectric constant of roughly 8.0 [
17], carbon’s absorption capacity is nearly quadruple that of crude oil. This addition could potentially facilitate thermal cracking at temperatures as low as 150 °C [
12].
Microwave-induced selective heating leads to an uneven temperature distribution or the formation of “hotspots” [
18]. These hotspots, characterized by temperature gradients within the material, expedite the breakdown of complex hydrocarbons into smaller molecules, thereby reducing viscosity. Localized areas within heavy oil can exhibit temperatures 100–200 °C higher than the bulk fluid under microwave radiation, causing localized overheating [
19]. The formation of these hotspots could potentially accelerate cracking reactions compared to traditional heating methods.
This paper aims to bridge the gap in the existing literature by exploring the effects of different carbon susceptors on microwave utilization in bitumen upgrading. The study investigates the influence of various parameters, like microwaving time, operating temperature, carbon additive concentration, and agitation rate, on the extent of reaction and viscosity reduction. The effects of different carbon susceptors, such as activated carbon, graphite, biochar, and coke, on the viscosity of Canadian bitumen oil under microwave irradiation are also assessed. The goal is to optimize physical operating conditions to better understand their impact on bitumen’s physical and chemical properties and hydrocarbon fraction composition.
3. Materials and Methods
3.1. Materials Used
The main feedstock for this study was oil sand bitumen sourced from the Athabasca reservoirs in Alberta. The key physical properties of this bitumen are provided in
Table 6. Viscosities were measured using the ROTAVISC rotational viscometer from IKA, with a measurement range of 100–4,000,000 cP and a repeatability of 1%, following the ASTM D4402 standards [
27]. Density measurements were conducted using a specific gravity hydrometer from Fisher Scientific. A Saturate, Aromatic, Resin, and Asphaltene (SARA) analysis was performed to classify the crude oil constituents based on their polarizability and polarity, following the ASTM D2007 standard process [
20].
All carbon-based susceptors used in this study, except for biochar, were procured from Fisher Scientific, each with a purity > 99% and a negligible ash and trace metal content. This study employed four distinct carbon-based materials. Firstly, the commercially available DARCO G-60 activated carbon, a highly porous powder with a mesh size between 100 and 325 (149–45 µm), was used. Secondly, synthetic graphite powder was utilized, having a composition of 99% carbon and 0.2% ash and a mesh size ranging from 100 to 200 (149 to 74 µm). The third material was calcined petroleum coke powder, a crystalline structured substance with a mesh size of approximately 325 (~45 µm). Lastly, this study incorporated synthesized biochar, a product of pyrolyzing pinewood sawdust, a waste biomass that is readily available, at 300 °C for 30 min with K2CO3 as a catalyst. The resulting biochar exhibited a mesh size between 100 and 325 (149 and 45 µm).
3.2. Experimental Design
Microwave irradiation experiments were conducted using a standard commercial microwave oven, specifically the Danby 0.7 cu. ft. Countertop Microwave. This microwave oven operates at a power of 700 watts. The choice of a commercially available microwave oven was driven by the aim of this study to explore the feasibility of microwave-assisted bitumen upgrading using readily accessible and cost-effective equipment. This choice presents a realistic scenario for potential applications in smaller-scale or preliminary industrial trials.
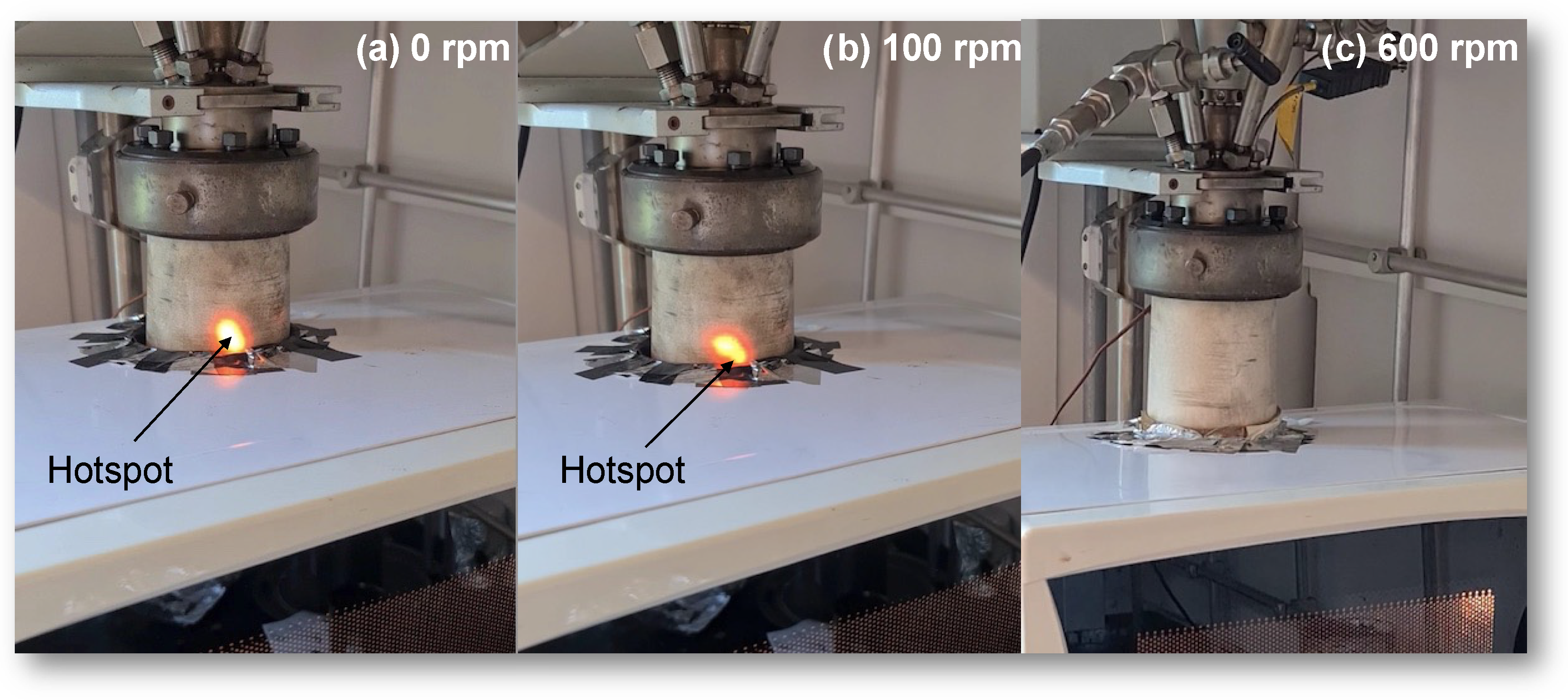
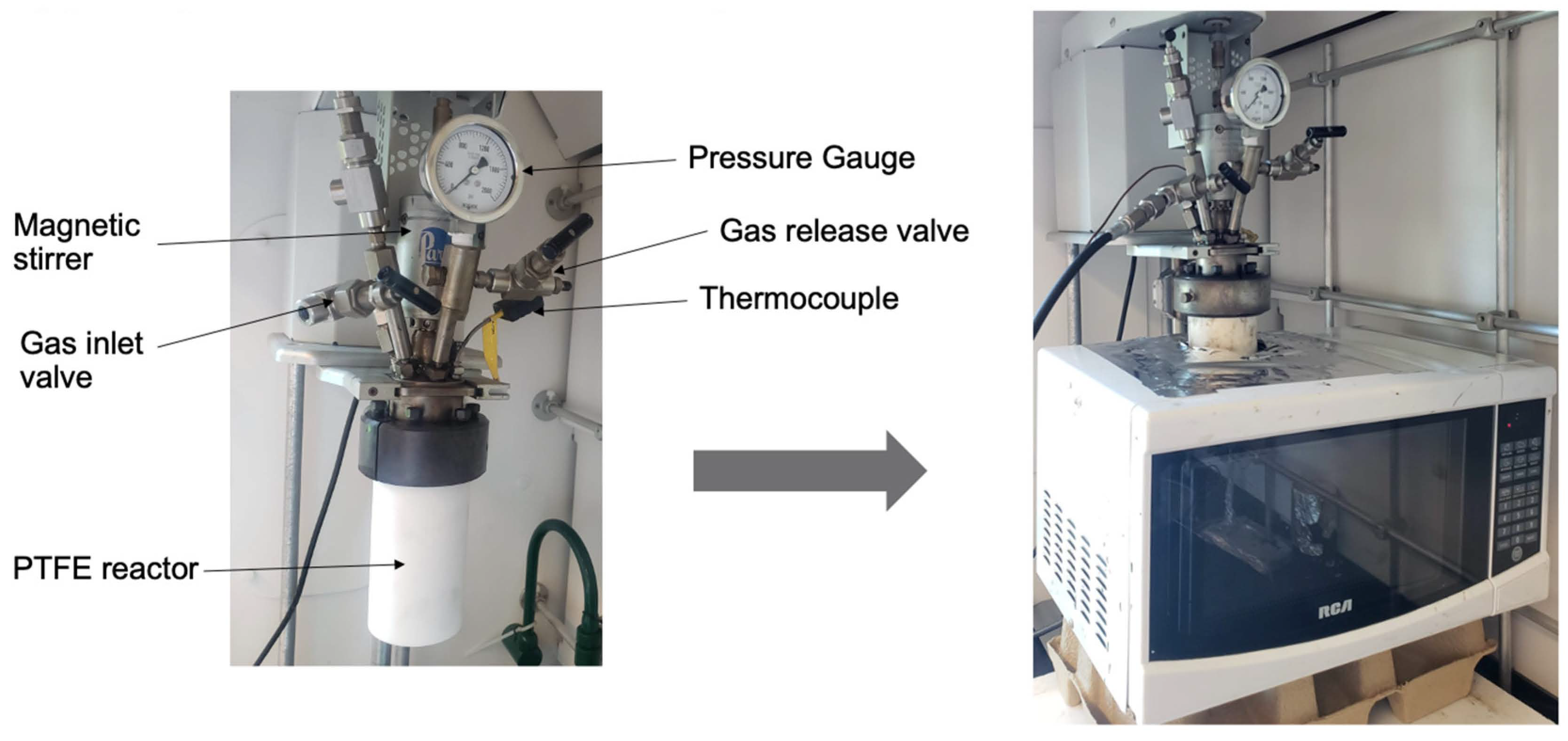
Moreover, it is important to note that, in microwave-assisted processes, the reactor’s fabrication material plays a critical role due to its interaction with microwaves. Therefore, Polytetrafluoroethylene (PTFE), a microwave-transparent plastic, was chosen for this study over other potential materials, such as glass or ceramic. PTFE offers superior chemical resistance, physical durability, and ease of cleaning, in addition to its resilience to sudden thermal shocks. While PTFE starts to degrade at temperatures higher than 260 °C, this is not a concern for this study, as we made sure that the oil temperature did not exceed 200 °C, providing a safety margin of 60 °C. Temperature measurements during the microwave irradiation process were conducted using a carefully shielded fiber optic temperature sensor (FOTS). The sensor was precisely positioned within the PTFE reactor to ensure contact with the bitumen mixture, without touching the reactor’s sides. Before each experiment, the sensor was calibrated, with the temperature readings displayed in real-time during the irradiation process. This ensured that the microwaves interacted exclusively with the bitumen mixture, not the sensor. The agitation method involved a metallic stirrer, typically not recommended due to the potential for metal–microwave interactions. However, some measures were taken to mitigate such interactions. The stirrer was aligned parallel to the electromagnetic field, minimizing potential interference. In addition, the stirrer was designed with a smaller diameter and smoother surface to decrease the risk of arcing and heating by reducing the exposed surface area to the microwave field. Pictures of the experimental setup used in the microwave partial upgrading series of tests are shown in
Figure 9.
3.3. Sample Processing Method
Approximately 50 g of bitumen was initially heated in a hot water bath until flowable (approximately 80 °C), and then it was introduced into the PTFE reactor. This was combined with carbon additives and agitated at 300 rpm for 10 min to ensure a homogeneous mixture. The bitumen sample was subsequently heated using the commercial microwave, operating at 2.5 GHz and 700 W. To maintain a non-reactive environment, the reactor assembly was filled with nitrogen gas. Post-heating, the upgraded bitumen was extracted from the PTFE reactor, and its physical properties—viscosity, density, and SARA hydrocarbon composition—were measured. All microwave upgrading reactions yielded approximately 97–98% liquid, with no observed coke formation.
The initial biochar utilized in this study was derived from the pyrolysis of pinewood biomass. However, the inherent surface area and porosity resulting from the pyrolysis process were relatively low; therefore, an activation process was used to elevate these parameters. This was crucial to equate the characteristics of the biochar to those of the commercially available activated carbon, thereby enabling a comparative study on the influence of the surface area and porosity on the heating efficiency of microwave irradiation. The activation procedure was composed of several steps. Initially, 6 g of biochar was amalgamated with 6 g of KOH and 20 mL of pure water within a centrifuge tube. This mixture was then agitated for approximately 2 h. Following this, the solution underwent filtration, with the biochar residue subjected to washing using a diluted acid solution until neutrality was attained. After neutralization, the residue was dehydrated at 80 °C for 48 h. To complete the activation, the dried biochar was placed within a ceramic crucible and exposed to a heating rate of 10 °C/min until a temperature of 800 °C was reached. This temperature was maintained for 2 h under an inert atmosphere within an activation unit.
3.4. Characterization Methods
The Nova 1200E BET analyzer from QuantaChrome was used for a surface area analysis of the four carbon-based susceptors. Before measurements, the samples were degassed at 150 °C for over 3 h in a vacuum. The BET nitrogen adsorption and desorption method was used at 77°K to determine the specific surface area and pore size distribution, following the BET and BJH equations, respectively.
The sulfur percentage in hydrocarbons was determined following the ASTM D4294 standard [
28]. The sample was injected into a measurement cell and exposed to an X-ray tube beam. The emitted characteristic X radiation was measured, and the collected count was compared with that from calibration standards to determine the sulfur concentration in mass percent. Three concentration ranges were covered by the calibration samples: 0.0 to 0.1 mass%, 0.1 to 1.0 mass%, and 1.0 to 5.0 mass% sulfur.
4. Discussion of the Key Results
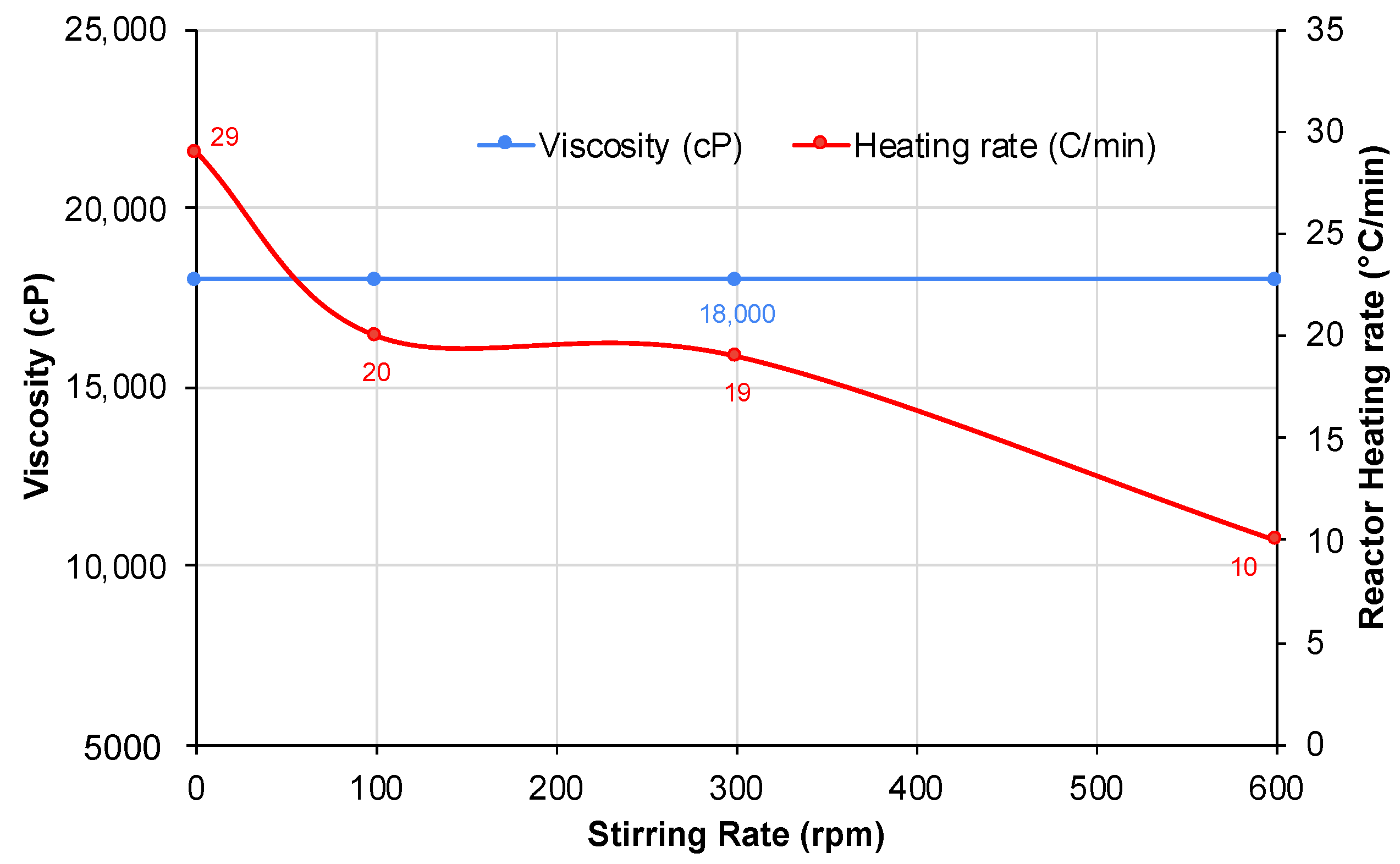
This study provides critical insights into microwave-assisted bitumen upgrading leveraging carbon-based particles as microwave susceptors. The key observations encompass the relationship between the characteristics of the carbon susceptors and microwave absorbance, the effect of the microwave irradiation parameters on upgraded oil, and the stirring rate’s influence on the process.
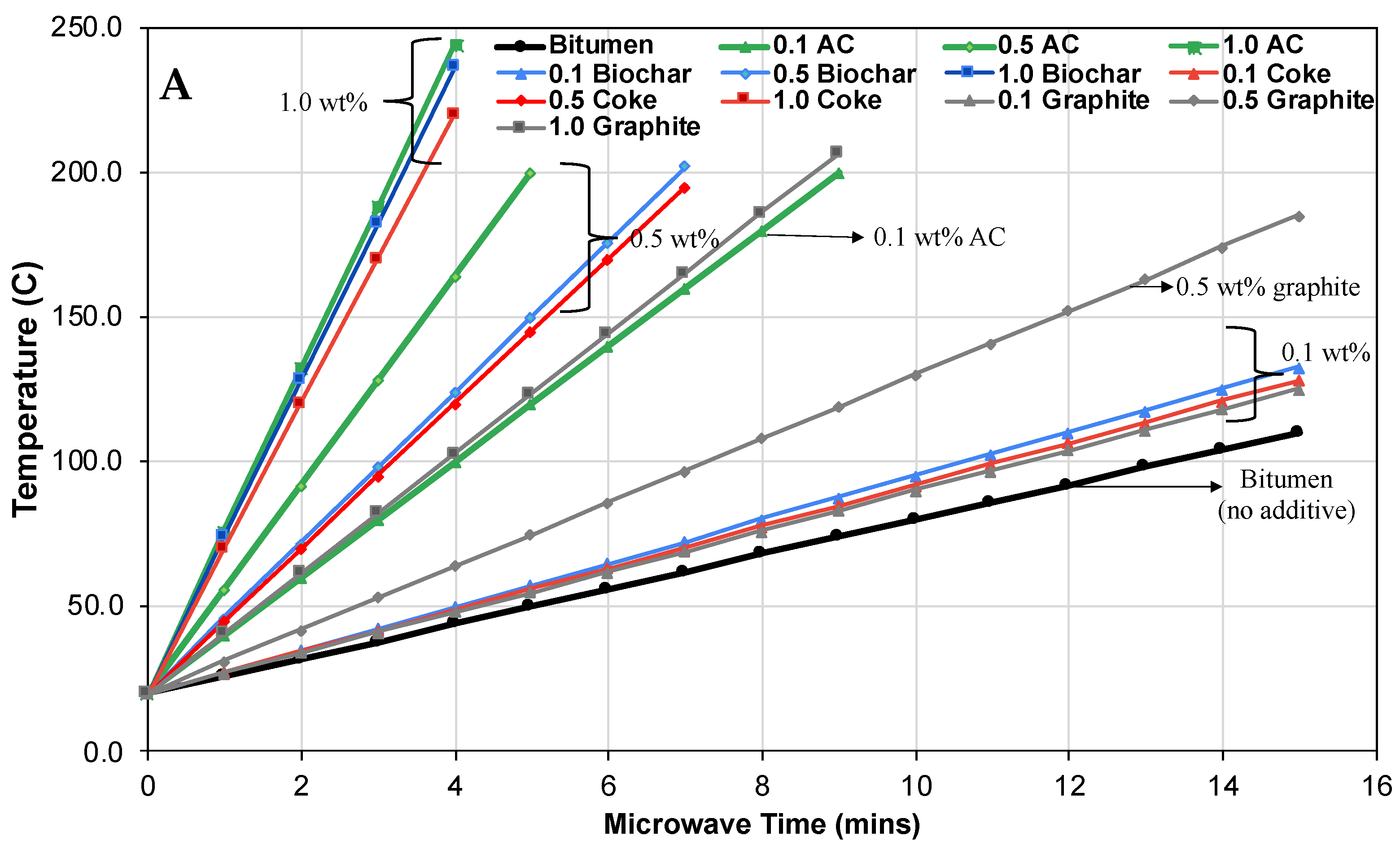
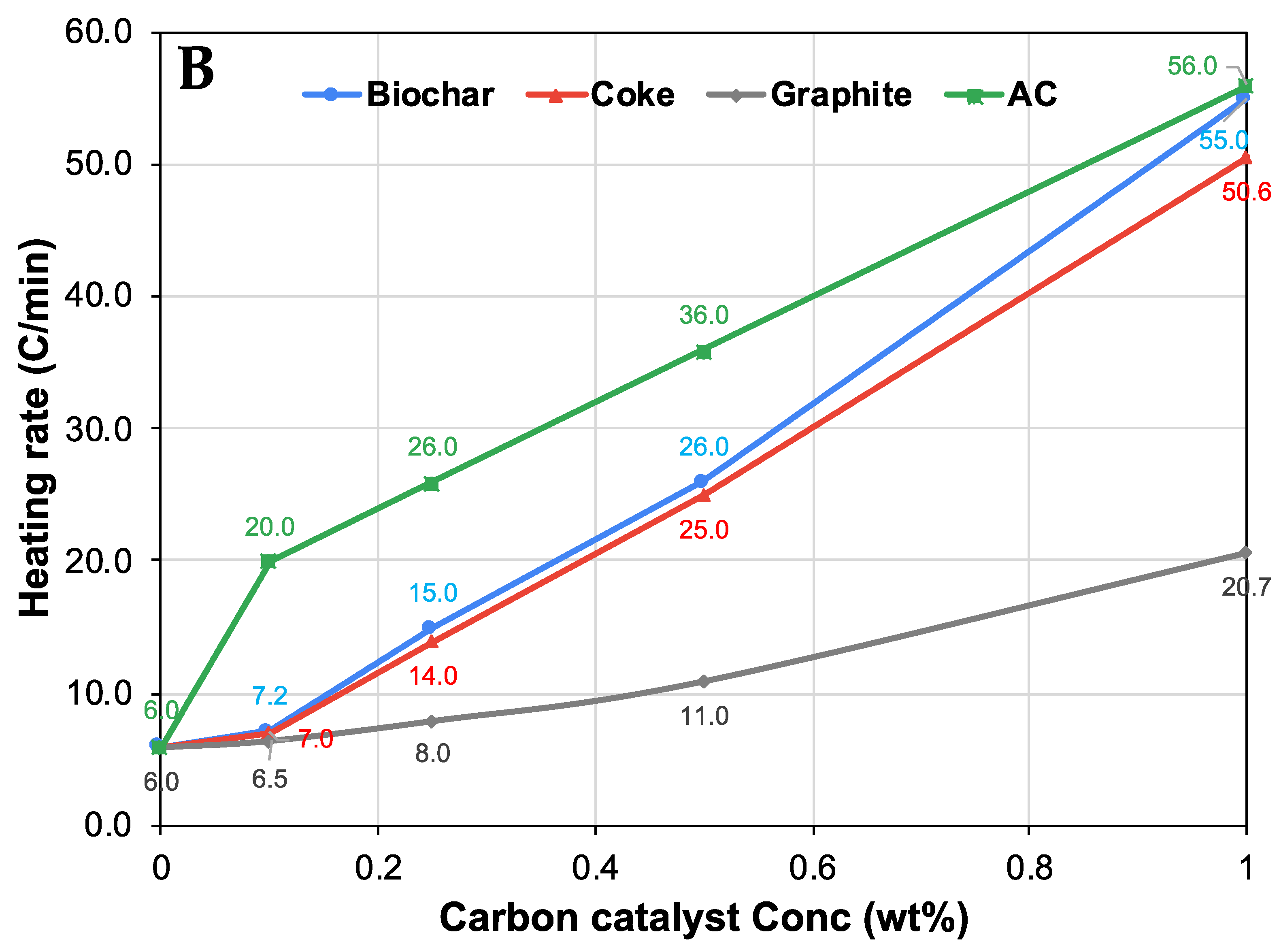
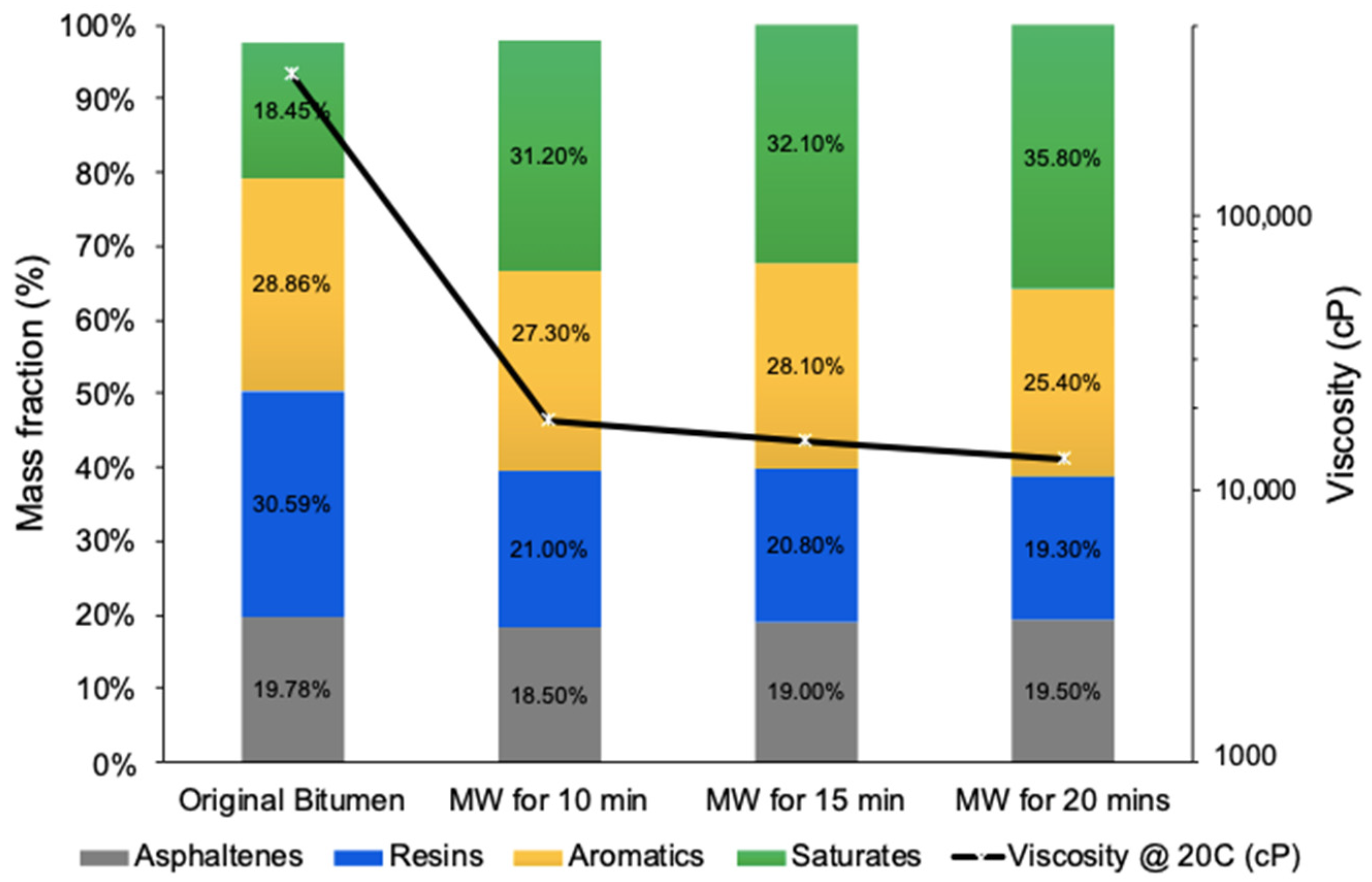
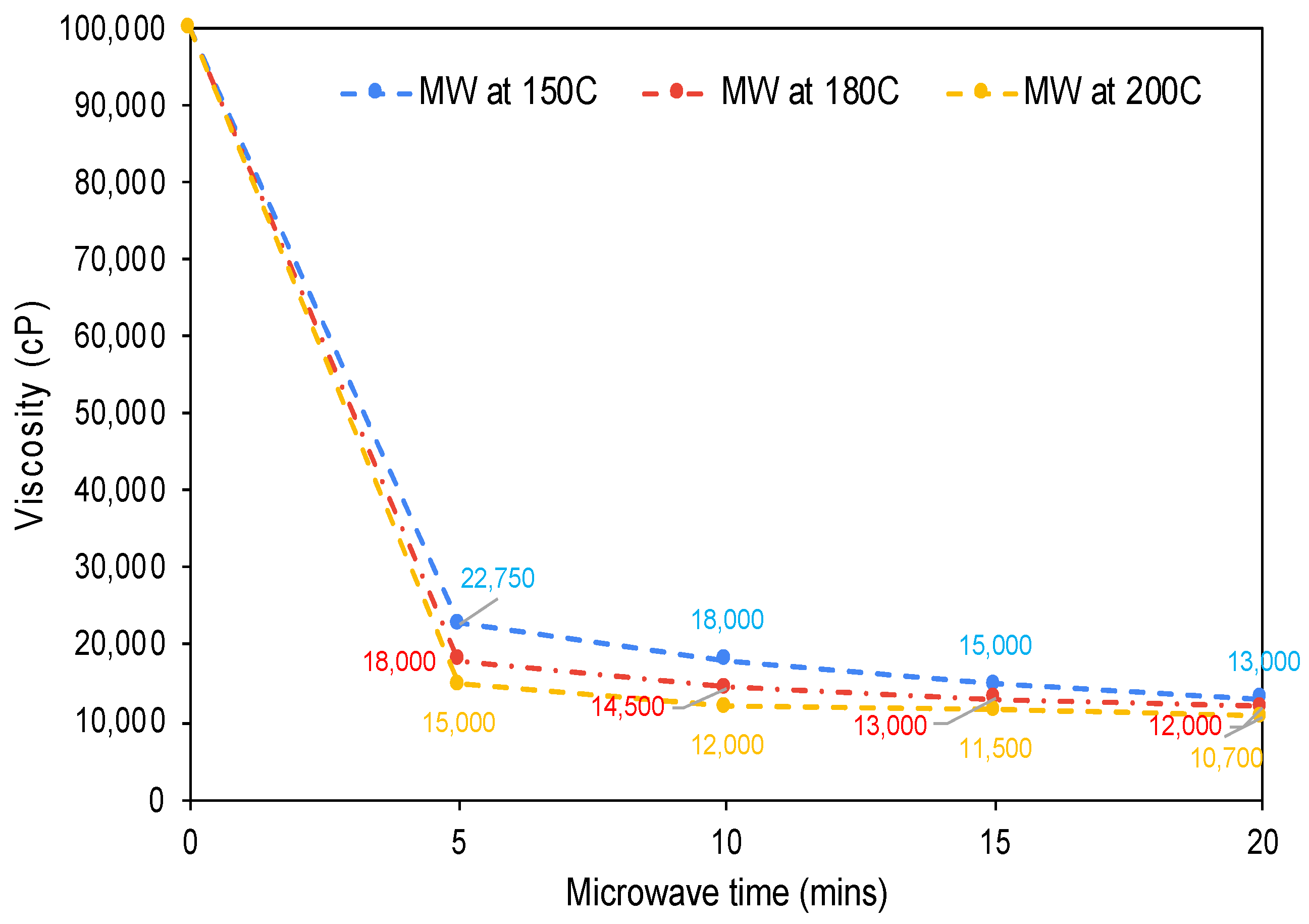
Activated carbon proved to be the most efficient susceptor owing to its superior surface area and porosity. Furthermore, microwave duration and temperature emerged as critical factors in decreasing bitumen’s viscosity, with the majority of thermal cracking reactions occurring within the initial 10 min of microwave exposure. Additionally, the stirring rate was found to significantly influence the heating rate—a rise in the stirring rate resulted in a decrease in the heating rate. However, this did not affect the extent of the reaction, implying that only the reaction rate was influenced.
Despite the advantages of incorporating carbon particles in the bitumen microwave partial upgrading process, this does introduce some potential operational challenges. Mainly among these is the possible build-up of carbon particles in the refineries’ processing equipment, which could hinder operational efficiency or even cause equipment damage. Therefore, several preventative measures can be implemented, such as post-processing separation methods to extract carbon particles from the upgraded oil. Techniques like centrifugation, filtration, or sedimentation can be employed based on the carbon materials’ particle size and characteristics. Given that carbon susceptors’ particle size usually falls within the micron or millimeter range, their separation should be manageable. An innovative approach involving the use of magnetic carbon susceptors could further simplify the separation process. Applying a magnetic field could allow for the easy separation of these susceptors from the oil, mitigating the risks linked to particle accumulation.
The transformation of bitumen properties through microwave upgrading hinges on several mechanisms, mainly the thermal and chemical influences of microwave irradiation and the role of the carbon susceptors employed in the process. Microwave irradiation is known to trigger certain chemical reactions, including the catalytic cleavage of C-S and C-C bonds, which were witnessed, as the sulfur content and the viscosity of bitumen were reduced on average by 24% and 94%, respectively. Furthermore, carbon susceptors, characterized by their larger surface area and porosity, can absorb more microwaves, generating localized hotspots within bitumen, resulting in more efficient hydrocarbon cracking. The greater surface area also presents more sites for catalysis.
Furthermore, to visualize the significance of employing microwave radiation as a partial upgrading technique, the Walther equations, as utilized by Arno de Klerk in [
29], were used to accurately calculate the diluent volume required for the partially upgraded bitumen post-microwave treatment. The equations are mentioned below and were employed to meet target pipeline specifications of 350 cSt and 940 kg/m
3:
Here, v1 is the viscosity of the upgraded bitumen; v2 is the viscosity of the diluent; w1 and w2 are the weight fractions of bitumen and the diluent, respectively; vm is the viscosity of the mixture (bitumen + diluent); and is the density of the mixture. It should be noted that the density of the diluent was assumed to be 642 kg/m3, and its dynamic viscosity was taken to be 0.5 cP at 25 °C, equivalent to 0.8 cSt (kinematic viscosity).
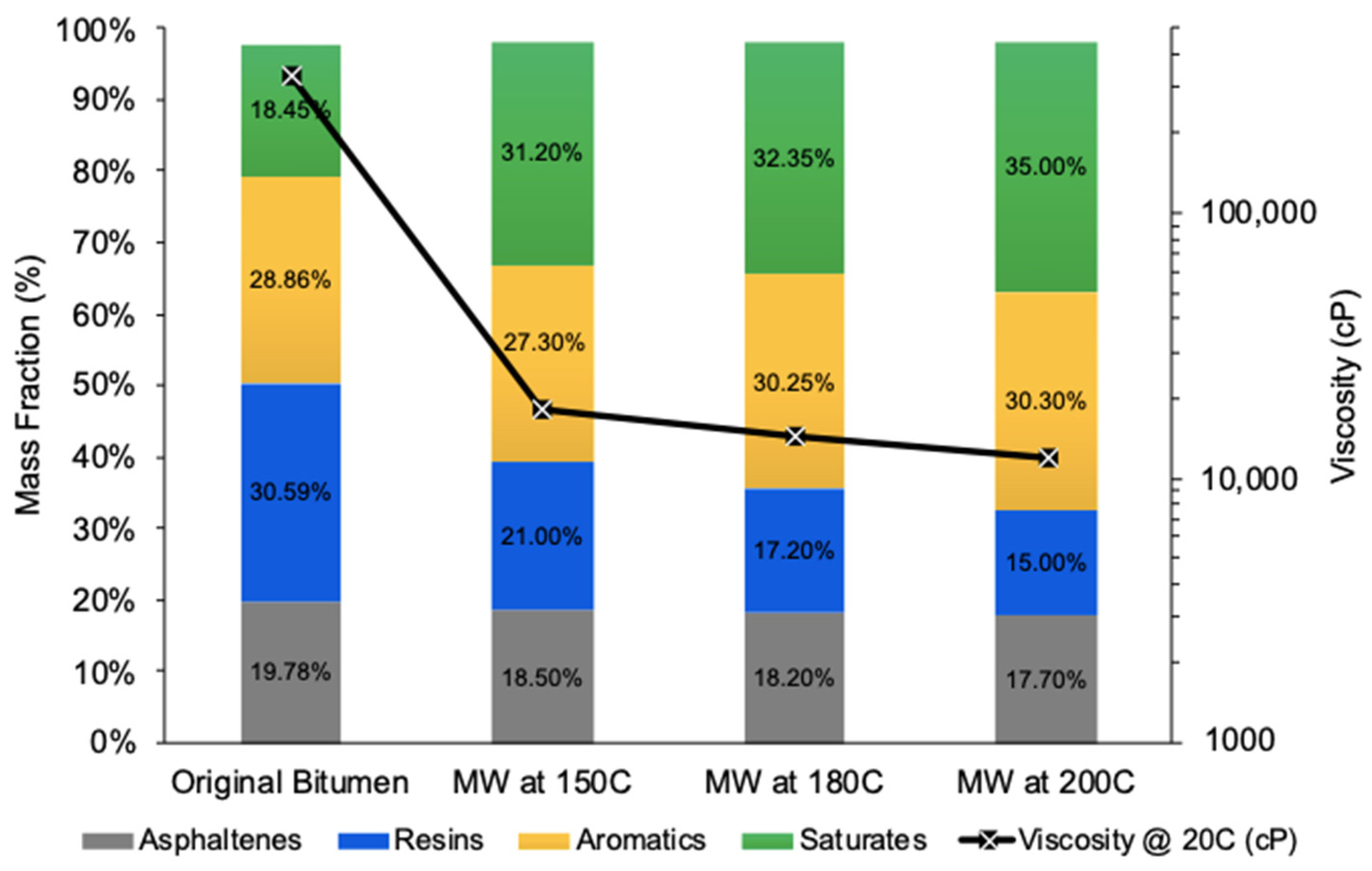
Assuming light naphtha as the main diluent with the density and viscosity values mentioned above, the calculations revealed a significant reduction in the required diluent volume, from the initial 30% to just 20% post-microwave treatment. This requirement can reduce the oil’s viscosity and density from 10,000 cSt and 1000 kg/m3 post-microwave irradiation to approximately 350 cSt and 940 kg/m3 as per the pipeline specifications. This significant saving, marking a 10% decrease, was achieved merely by subjecting bitumen to microwave radiation for 20 min at 200 °C. These findings highlight the efficiency of microwave radiation as a means to enhance bitumen’s viscosity and density properties, ultimately leading to a more efficient and cost-effective use of diluents in the bitumen upgrading process.
In addition to the technical advancements demonstrated in this study, a preliminary analysis was conducted, and it suggested that the microwave-assisted bitumen upgrading process could offer significant cost and environmental benefits compared to traditional thermal cracking methods like visbreaking. The microwave irradiation technique, particularly with activated carbon as a susceptor, shows potential for higher energy efficiency and reduced operational costs due to lower energy consumption and shorter processing times, given that the initial capital costs of both processes are assumed to be the same. Additionally, the quality and yield of the upgraded bitumen could potentially enhance its market value, especially considering the significant viscosity reduction and improved SARA fractions. From an environmental standpoint, microwave irradiation is considered to be a greener alternative, primarily due to its lower greenhouse gas emissions. This is attributed to the process’s energy efficiency and the potential for cleaner energy sources. Furthermore, the method might produce fewer or less harmful byproducts, contributing to a reduced environmental footprint. While these observations are based on theoretical considerations and necessitate further empirical validation, they underscore the potential of microwave irradiation as a more sustainable and cost-effective approach to bitumen partial upgrading. Therefore, detailed empirical studies or pilot-scale operations would still be necessary to provide concrete data and validate these assumptions.
Finally, while this study provided significant insights into microwave-assisted bitumen upgrading, it also opens several avenues for future research. Paramount among these is the exploration of the scalability and industrial applicability of this method. Further studies are essential to assess the operational efficiency and economic viability of scaling up the microwave irradiation process for industrial-scale applications. Additionally, there is a need for long-term performance and reliability studies to evaluate the durability of the equipment and the consistency of upgraded bitumen quality over extended periods. Environmental impact assessments are also crucial, particularly focusing on greenhouse gas emissions and energy consumption, to comprehensively validate the environmental benefits of this technology. Technological advancements in microwave irradiation equipment and techniques should also be a focus, aiming at improving efficiency, reducing operational costs, and enhancing overall safety.
5. Conclusions
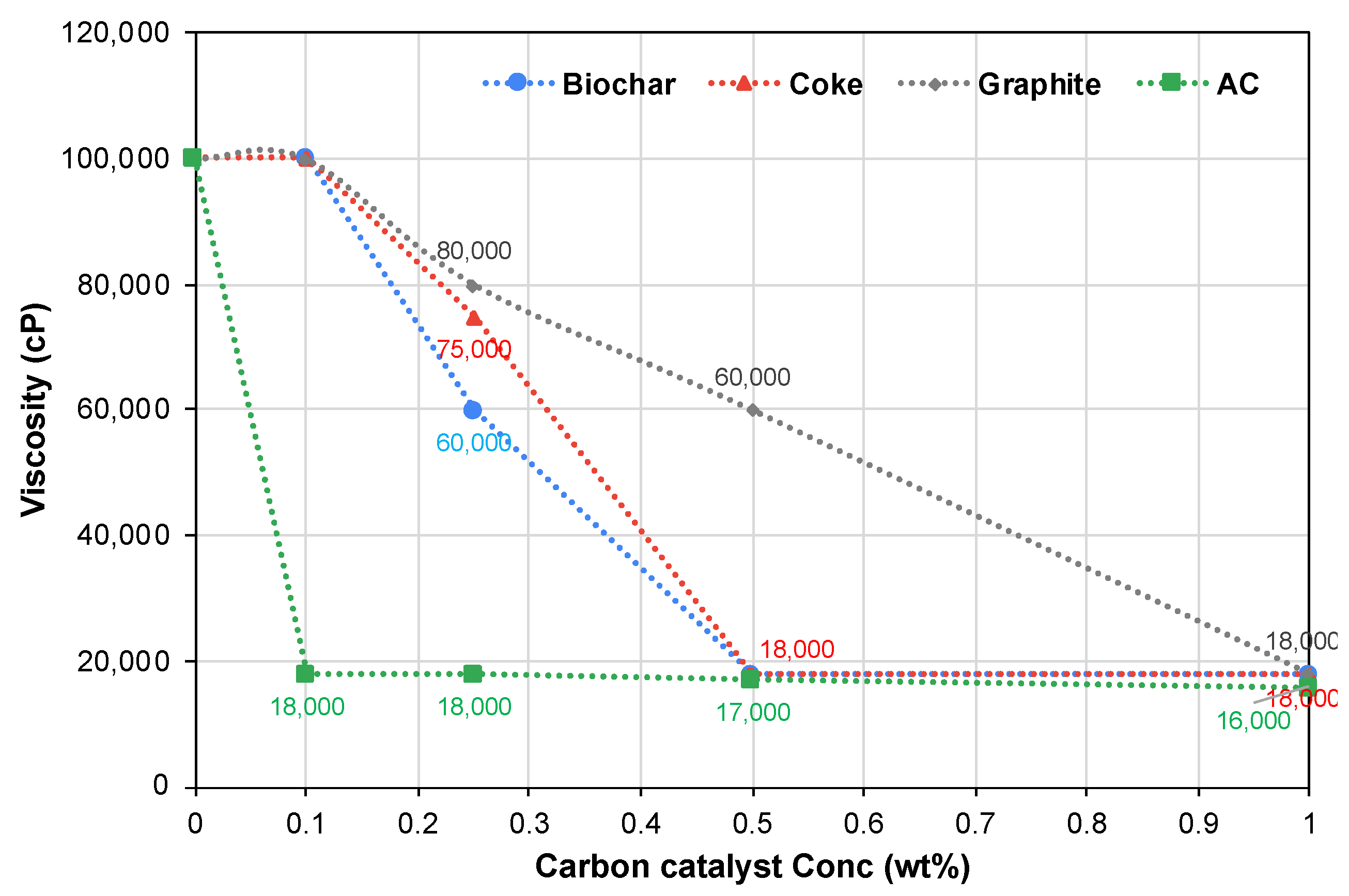
The investigation carried out in this study thoroughly examined the effect of microwave irradiation, supplemented by various carbon susceptors, on the partial upgrading of bitumen. The findings indicate that unassisted microwave irradiation of bitumen delivers a slow heating rate with a negligible impact on viscosity reduction. However, when supplemented with 0.1 wt% activated carbon, a brief 10 min microwave treatment effectively raised the oil’s bulk temperature to 200 °C at a rate of 20.8 °C/min, resulting in over a 90% decrease in bitumen viscosity. Extending the microwave exposure to 20 min at 150 °C with 0.1 wt% activated carbon induced additional cracking reactions, resulting in a further 40% reduction in viscosity to 18,000 cp. Furthermore, increasing the maximum microwave temperature from 150 °C to 200 °C with activated carbon stimulated additional cracking within the resin and aromatic fractions, achieving a maximum viscosity reduction. In addition to that, it was shown that the addition of just 0.1 wt% activated carbon within the bitumen blend was able to absorb the microwave radiation, creating hotspots that trigger the thermal cracking of highly polar resins and aromatic fractions into less polar, lighter saturates, with a liquid yield of over 97%. Superior microwave absorption capabilities of carbon susceptors with larger surface areas and higher porosity were also observed. Surprisingly, increasing the stirring rate during microwave irradiation resulted in a slower heating rate and faster cooling of the reaction mixture, with no significant impact on viscosity changes or the extent of the reaction. Thus, this study’s results suggest that activated carbon particles can serve as an effective additive for microwave partial upgrading. This approach can achieve a reduction in bitumen viscosity of up to 96%, at considerably lower temperatures and reaction times, with less GHG emissions, and overall lower operational costs than conventional upgrading methods.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}