

Valorization of Fly Ashes and Sands Wastes from Biomass Boilers in One-Part Geopolymers

 ,
,  , and
, and
Abstract
:1. Introduction
2. Results and Discussion
2.1. Preparation of One-Part Geopolymer Materials
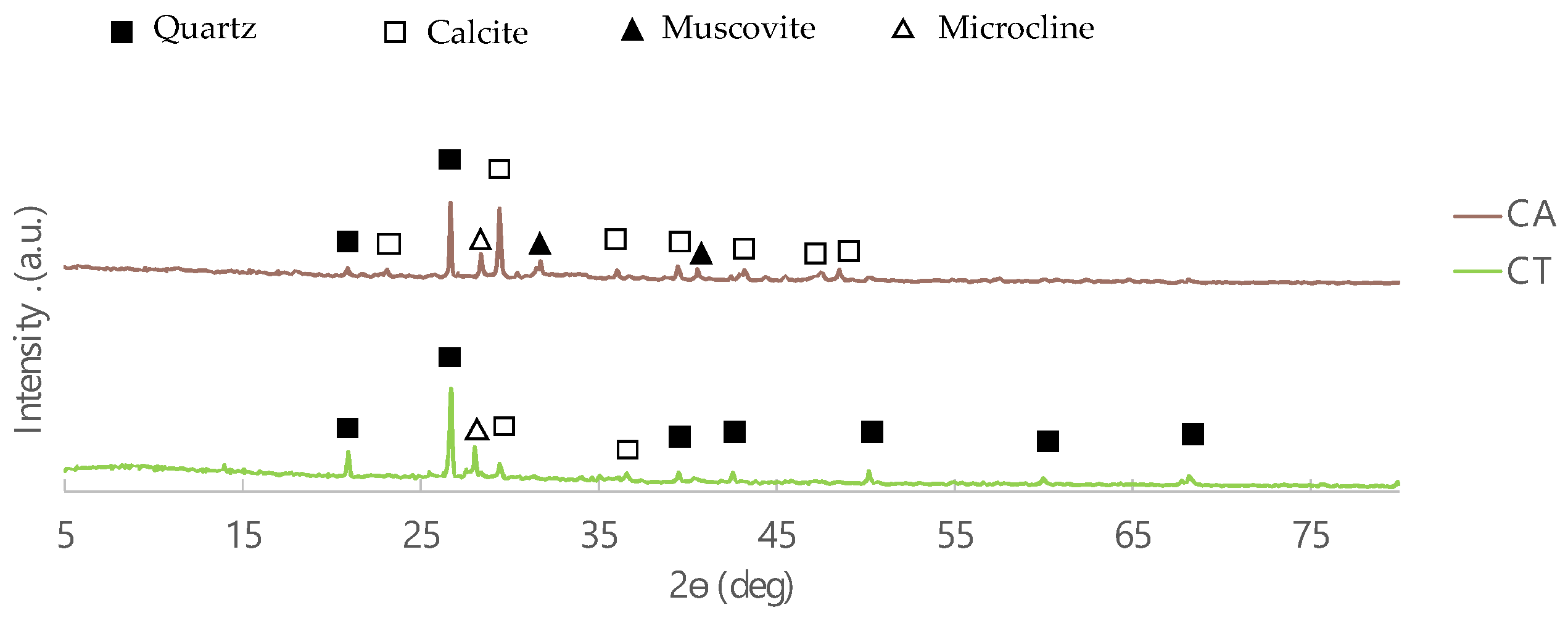
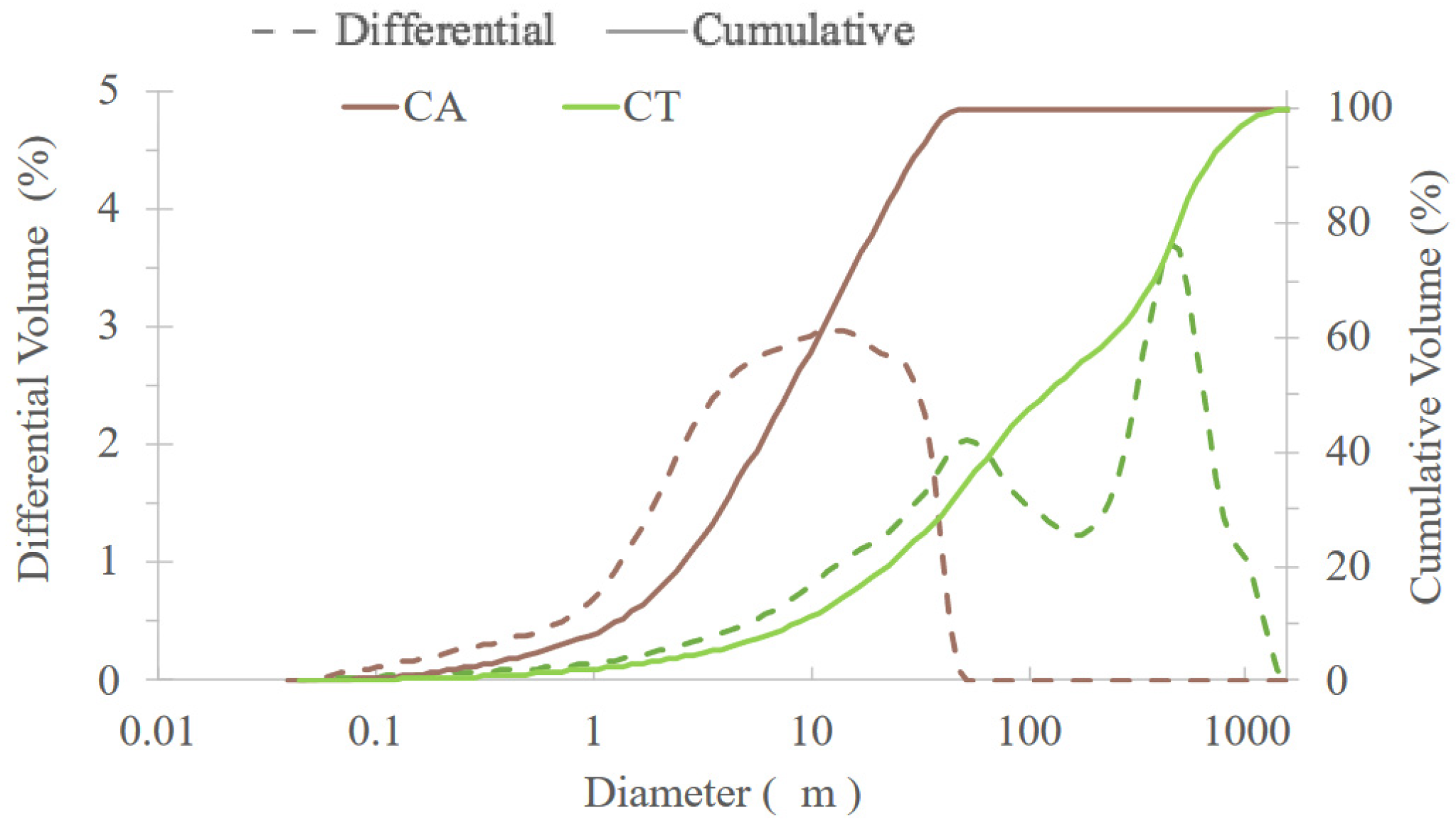
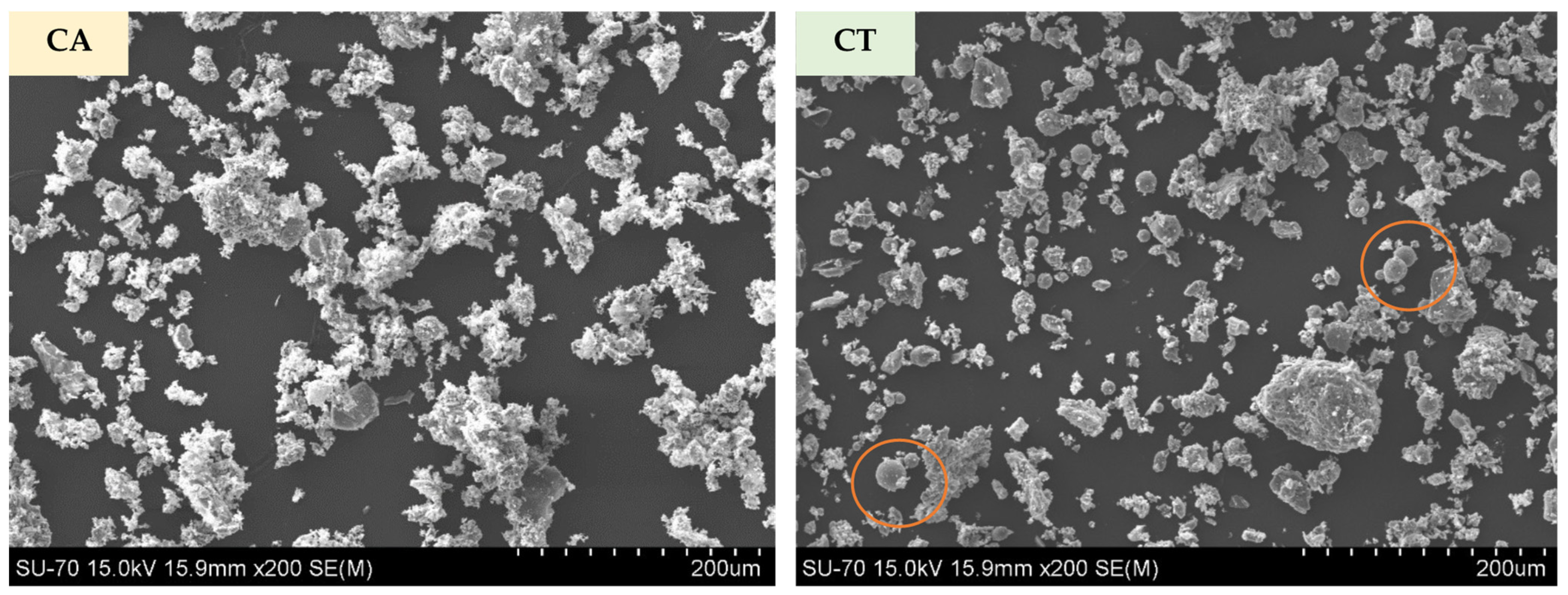
2.2. Raw Materials’ Characterization
2.3. Geopolymers’ Characterization
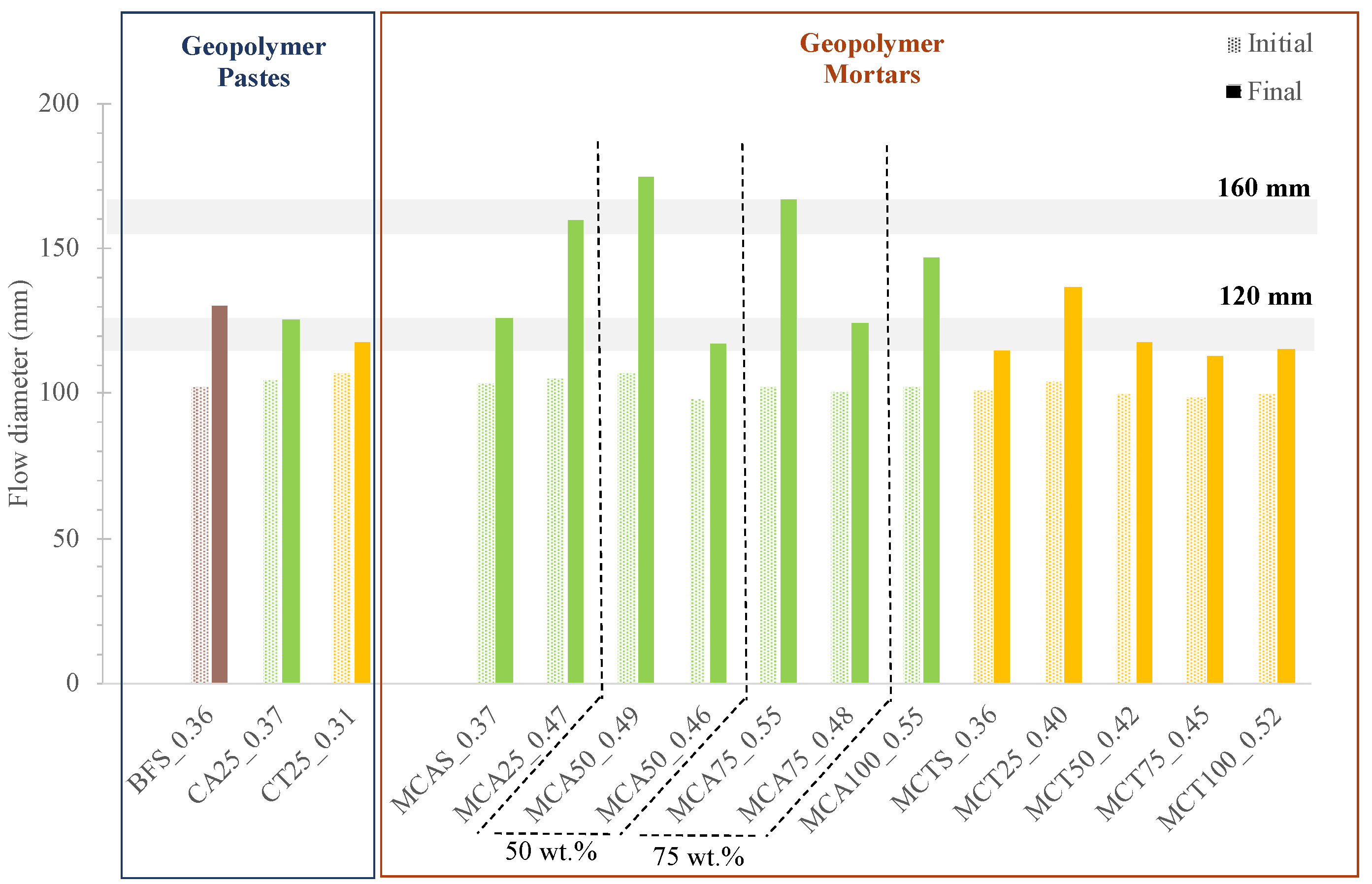
2.3.1. Fresh State
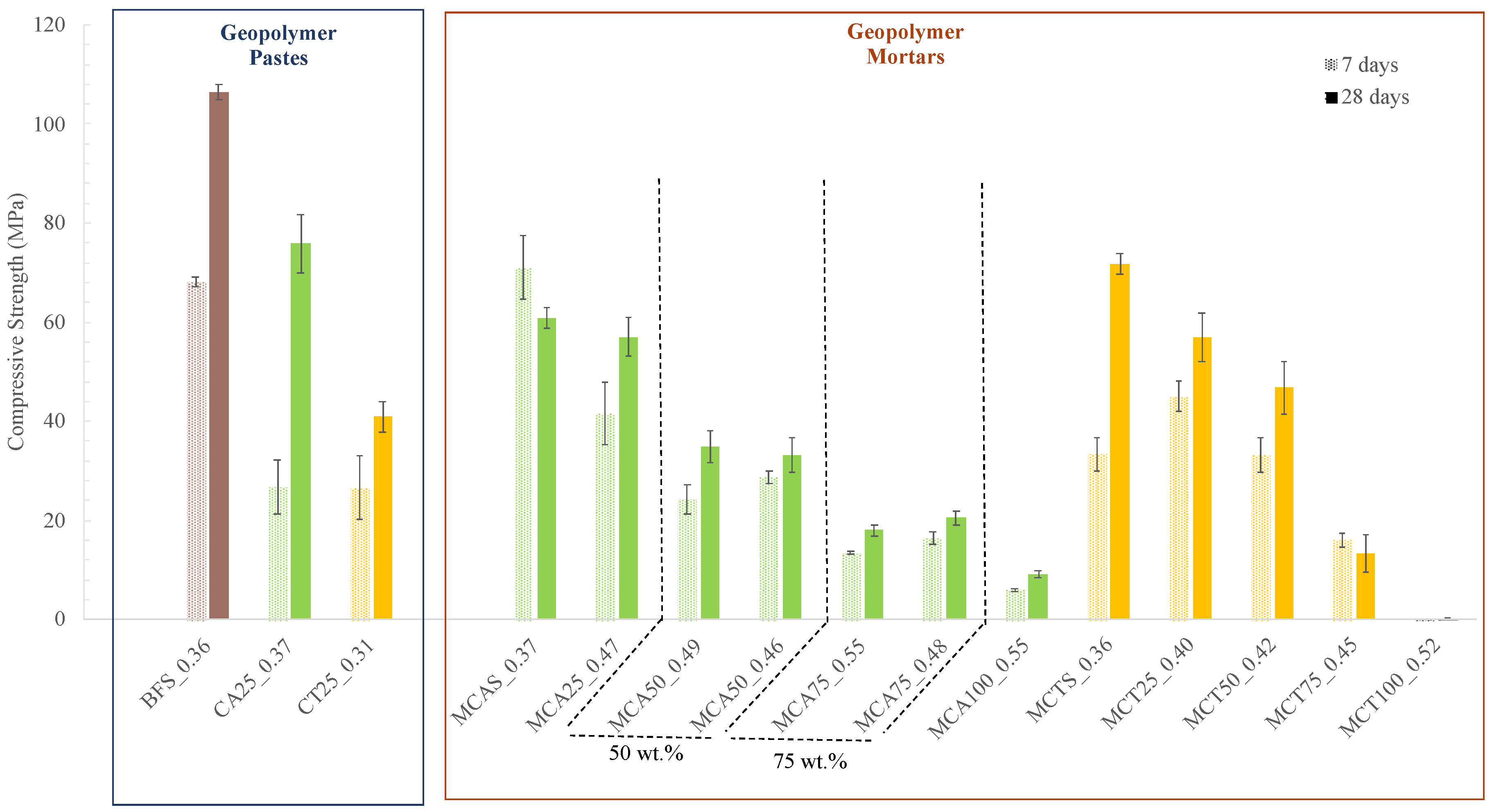
2.3.2. Hardened State
2.4. Freeze–Thaw Tests
3. Materials and Methods
3.1. Materials
3.2. Raw Materials’ Characterization
3.3. Geopolymer Characterization Tests
- (i)
- Compressive strength using a Universal Testing Machine (AG-25TA Shimadzu, Kyoto, Japan) with a displacement rate of 0.5 mm/min, according to EN 1015-11 [20];
- (ii)
- Geometric density, determined from the weight and geometric volume;
- (iii)
- Water absorption (WA) by immersion, 24 h in water, AW(%) = (mw − md)/md × 100 where mw is the wet mass and md the dry mass;
- (iv)
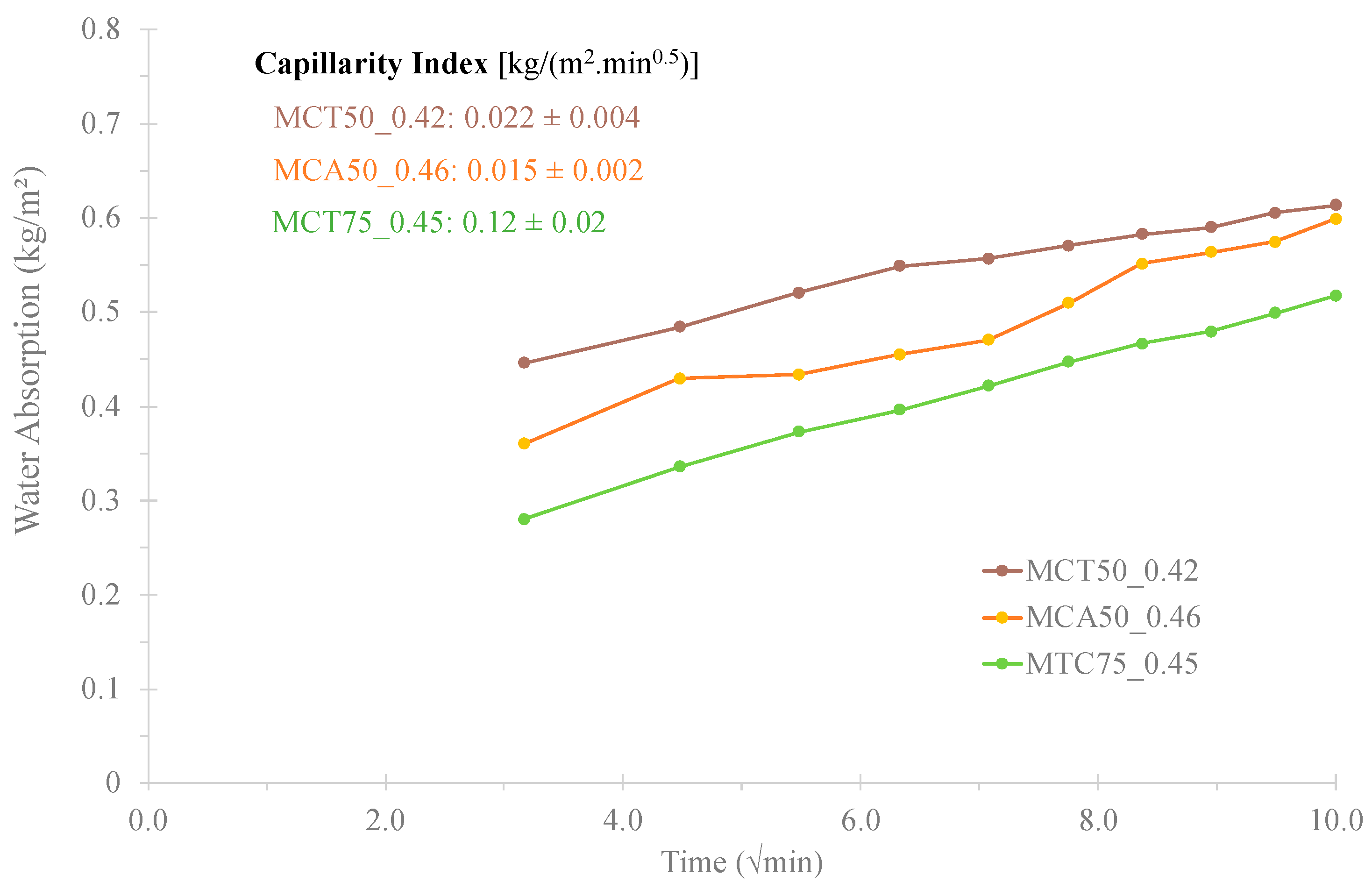
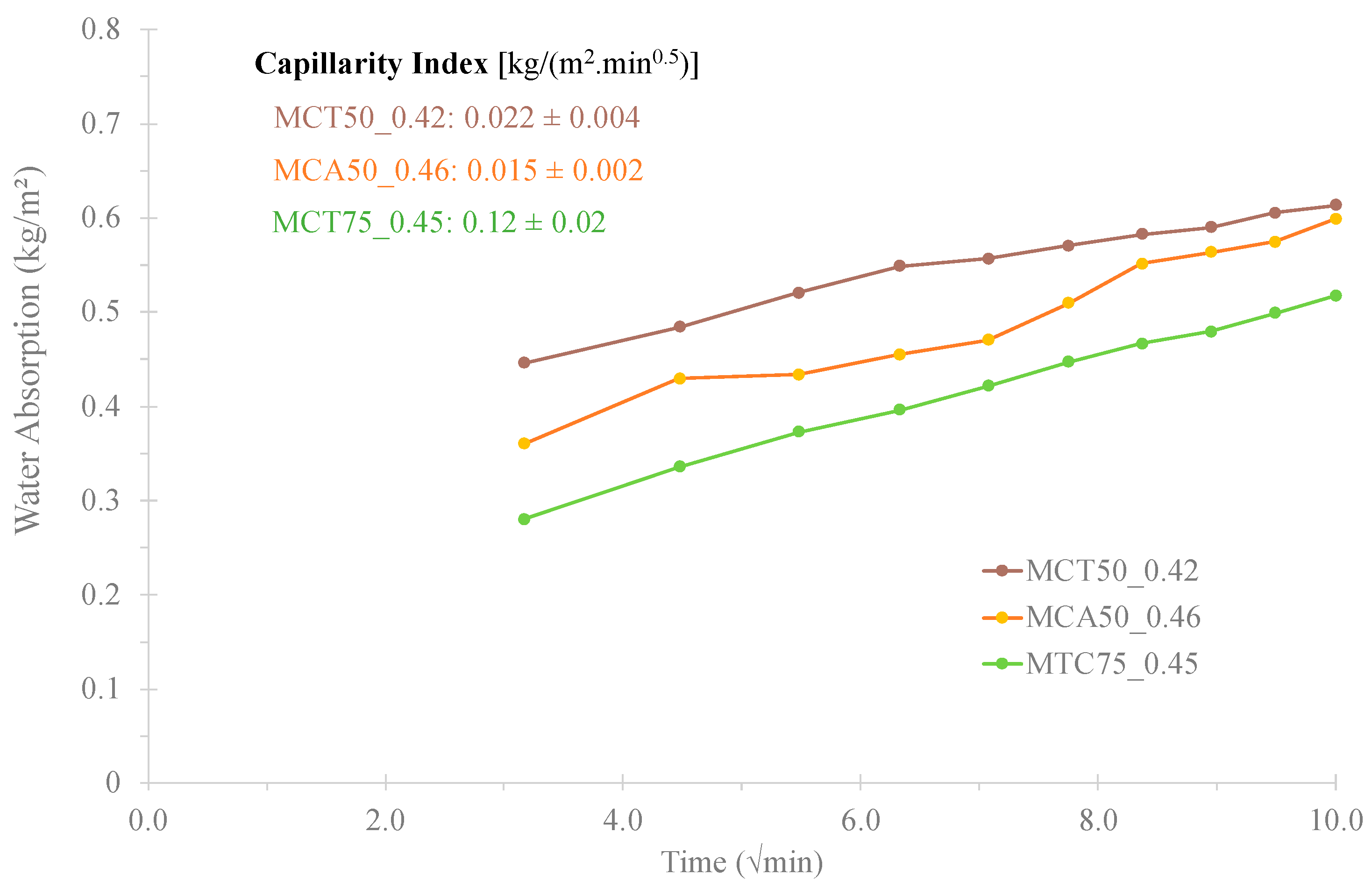
- Capillary water absorption, according to EN 1015-18 [21]; herein, the specimens were dried and immersed in 5 to 10 mm of water height. The samples’ weight was measured over time until a maximum time of 90 min;
- (v)
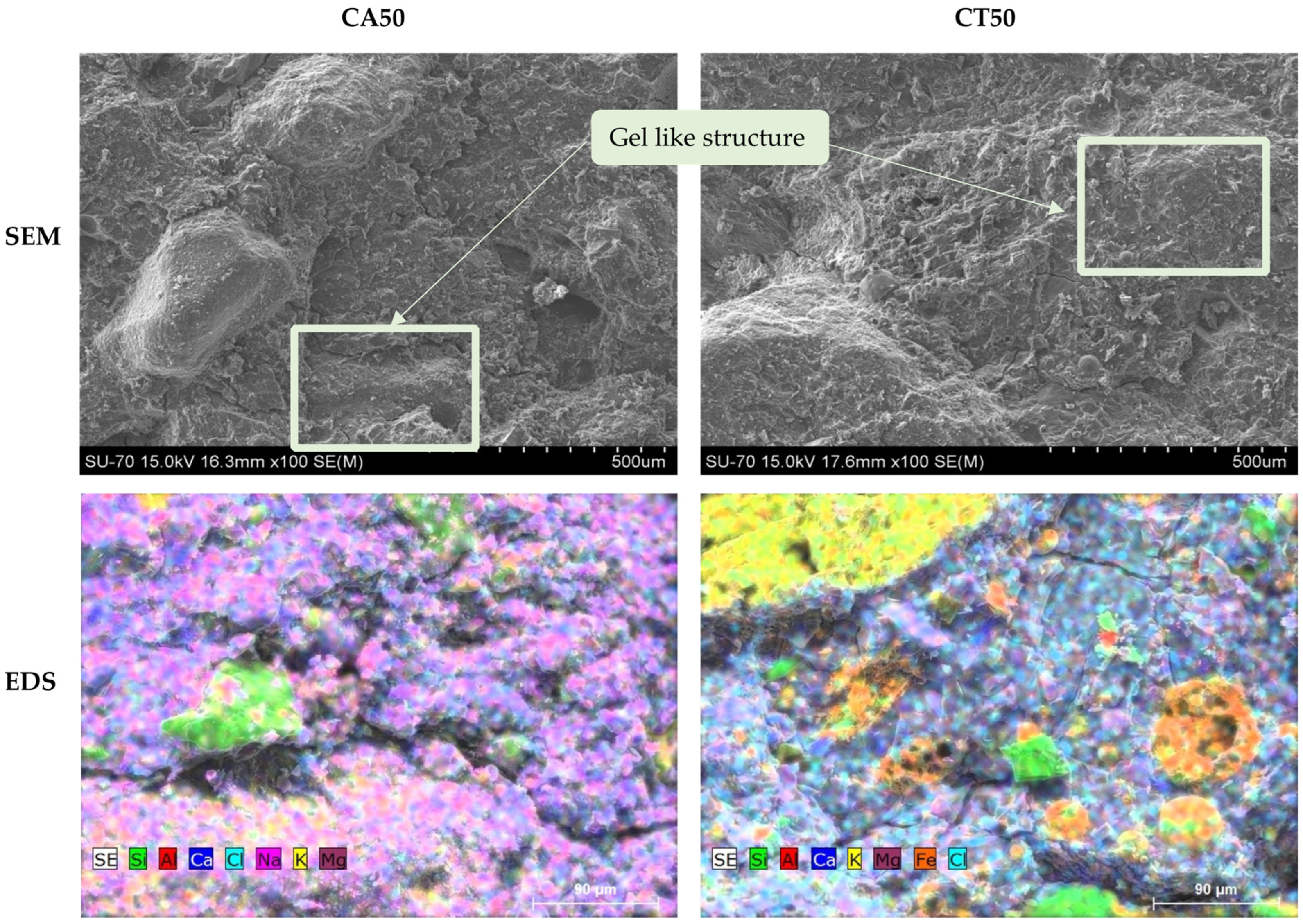
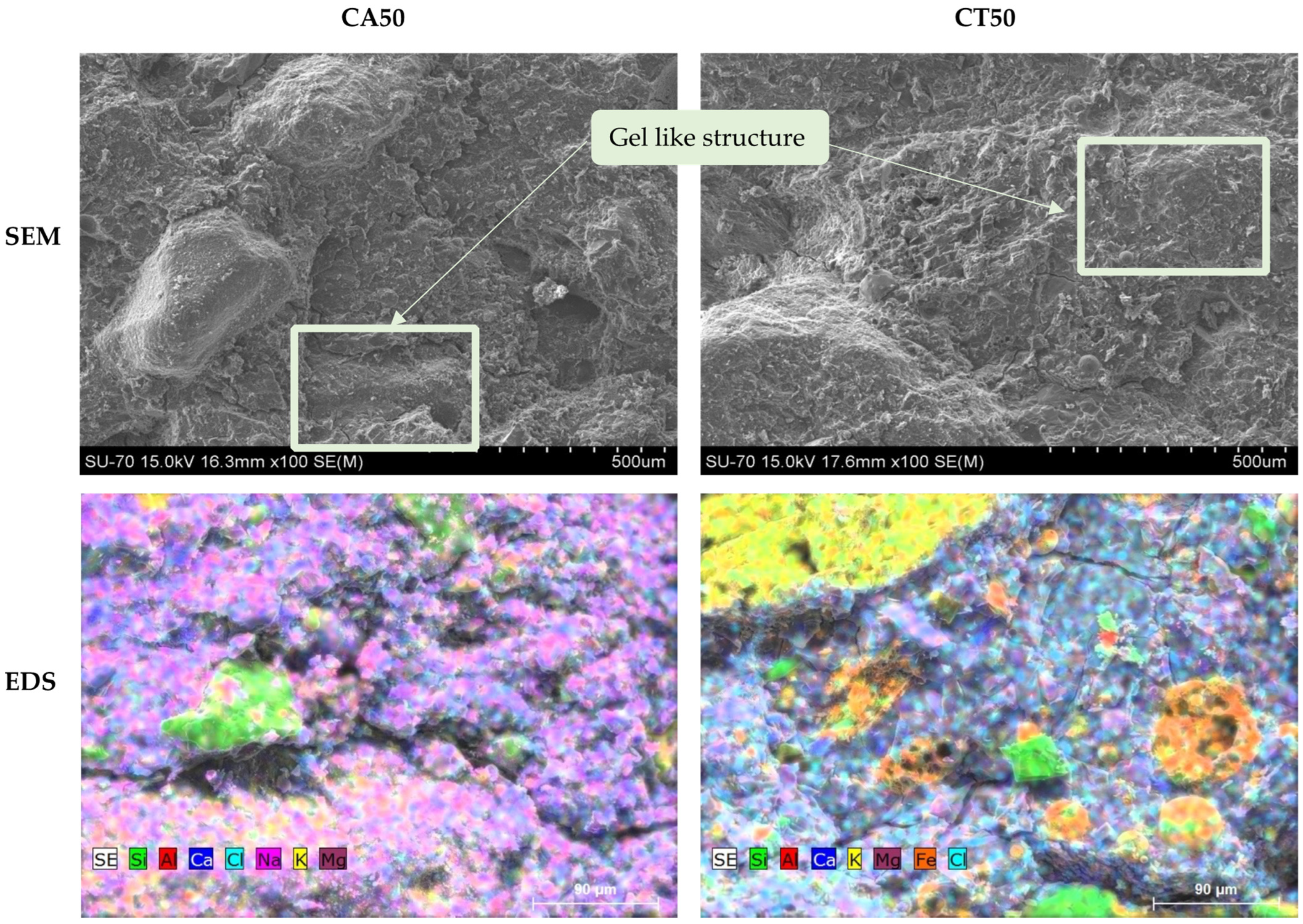
- Microstructure and semi-quantitative elemental composition by scanning electron microscopy (SEM, Hitachi S4100, 15 kV acceleration voltage) equipped with an energy dispersion spectroscopy system (EDS) (Bruker, QUANTAX 400);
- (vi)
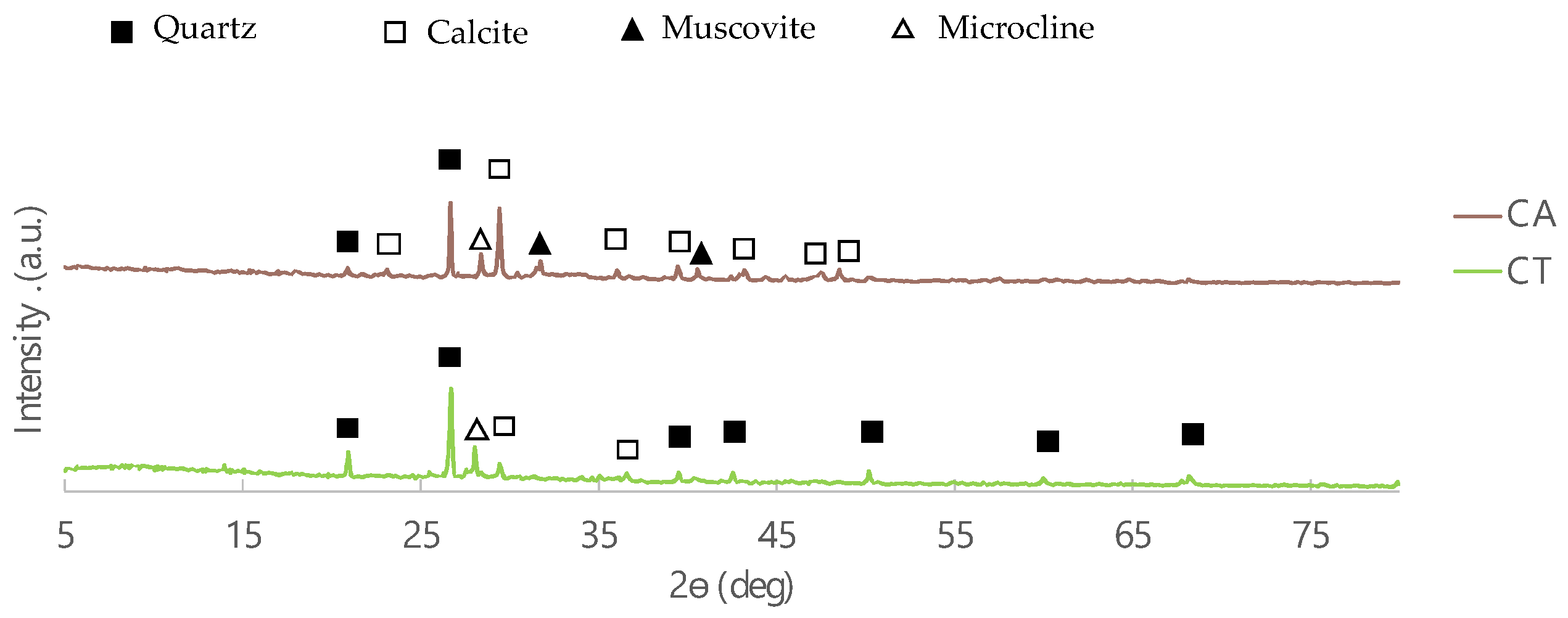
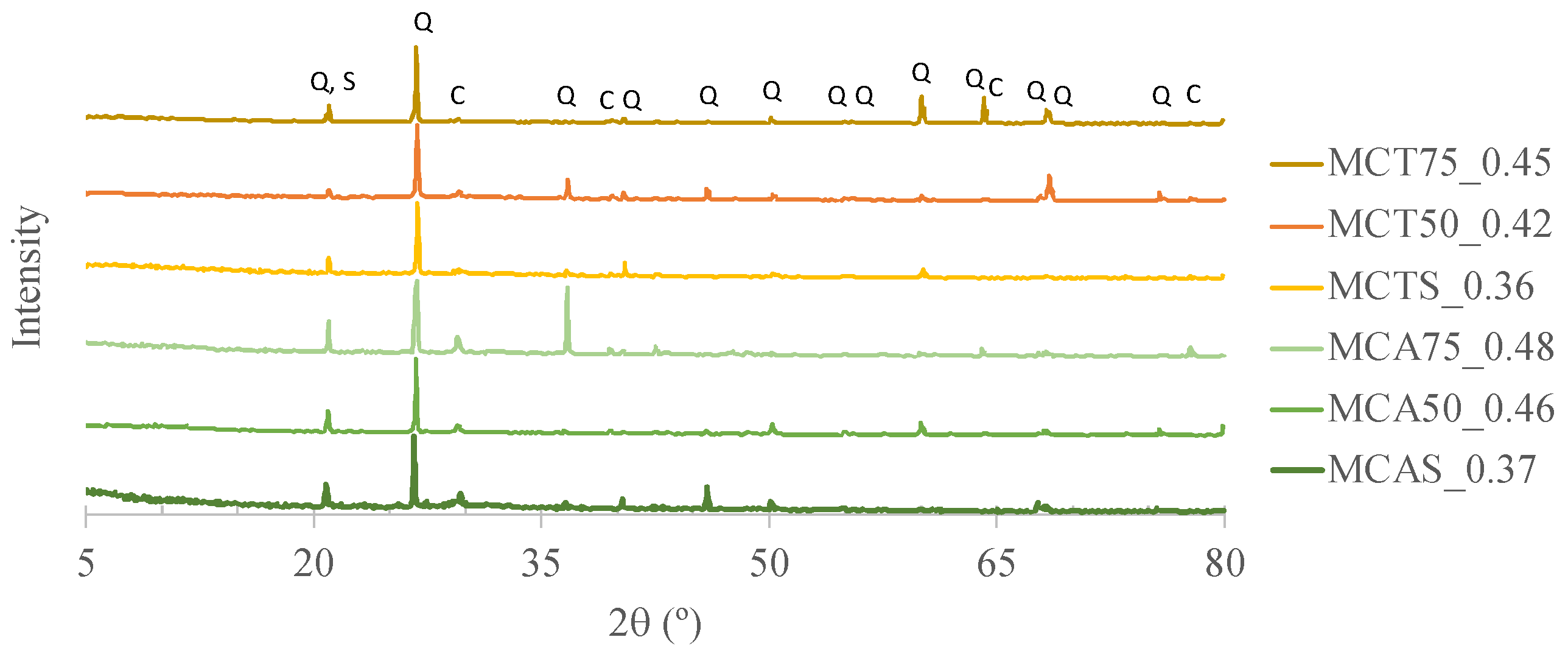
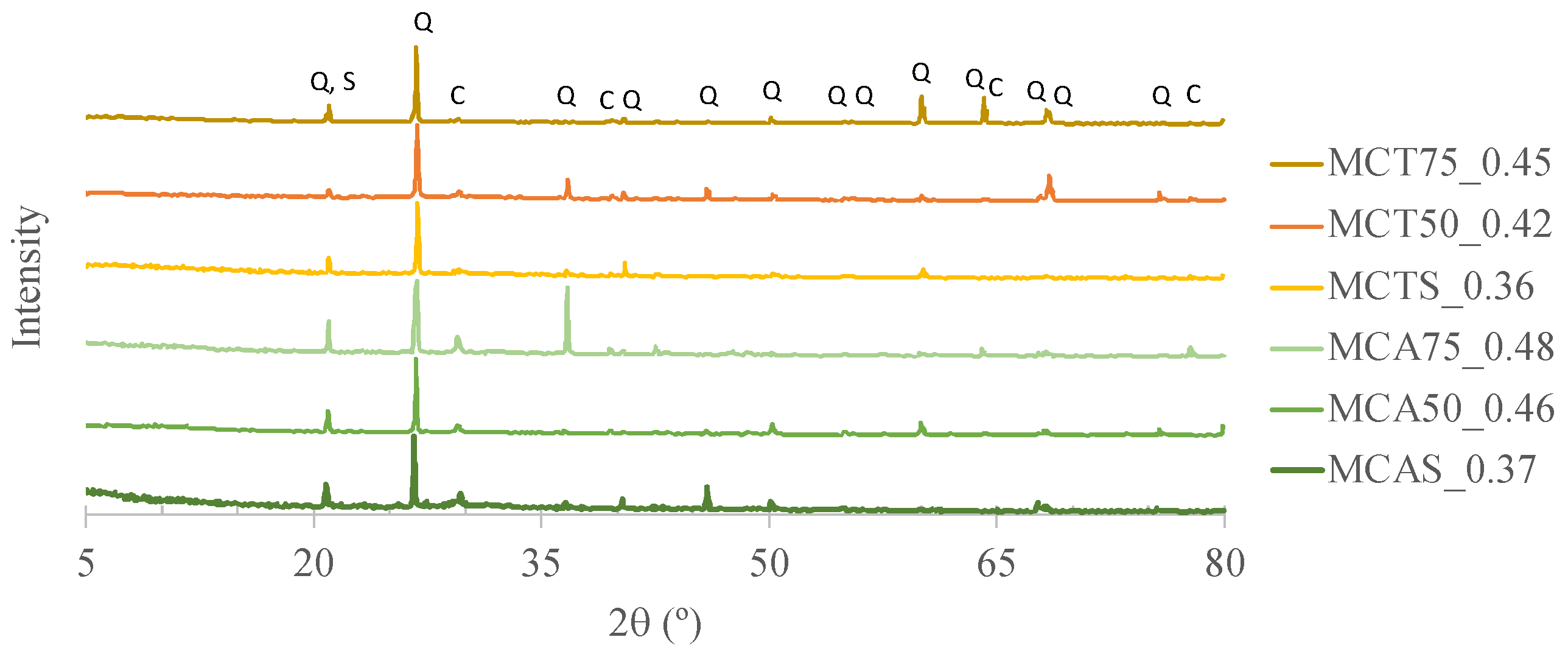
- X-ray diffraction (XRD) of milled specimens (PANalytical XPert PRO diffractometer, Ni-filtered CuKa radiation, PIXcel 1D detector, and the exposition corresponded to about 2 s per step of 0.02° 2θ at room temperature).
- (vii)
3.4. Durability Tests
4. Conclusions
- -
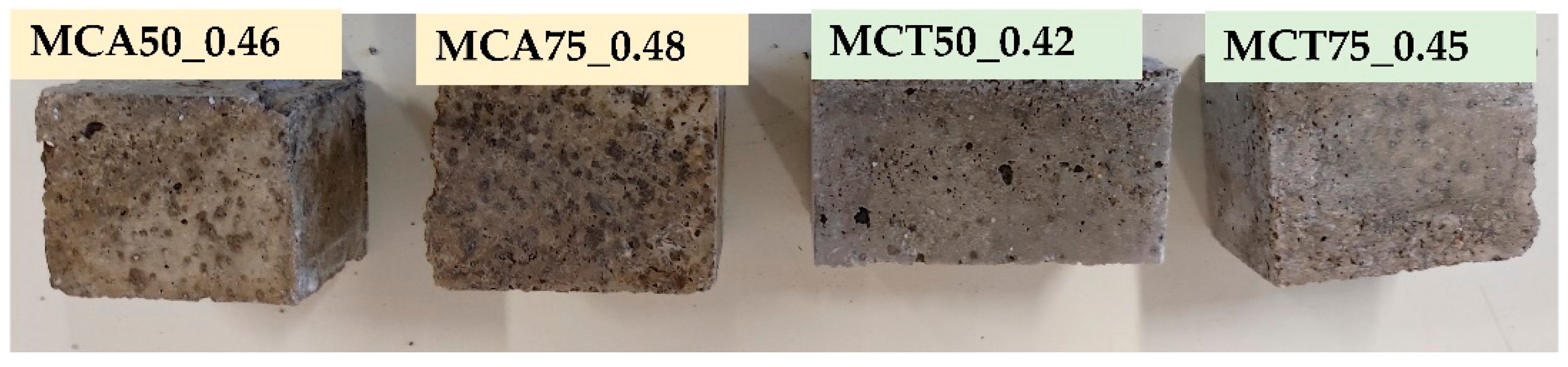
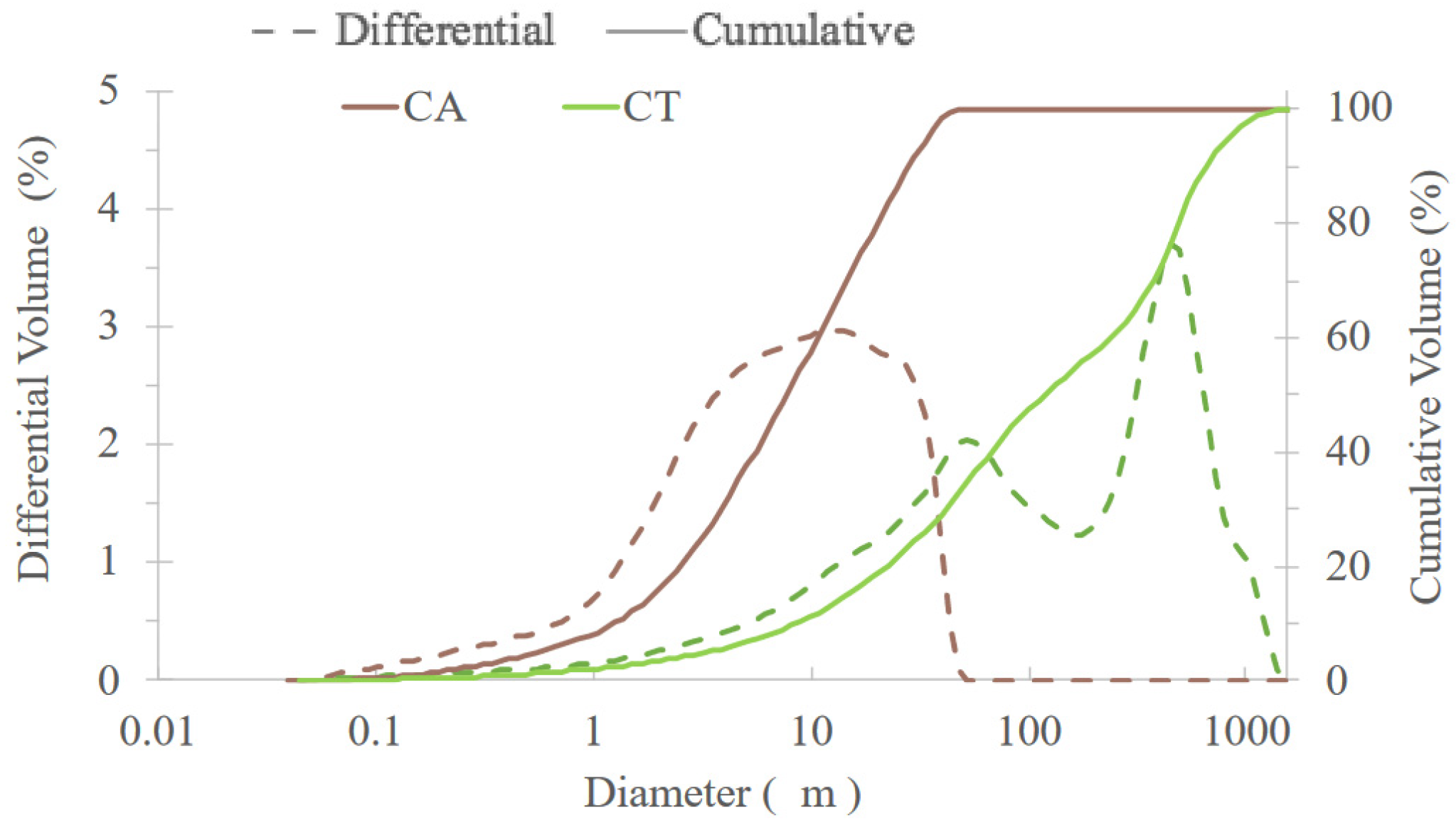
- Specimens formulated with CA exhibit a slightly higher mechanical strength than those prepared with CT. This behaviour should be related to the particle size of the FA and, consequently, to its reactivity.
- -
- The compressive strength of the samples decreases with increasing FA incorporation and, consequently, the possible amount of FA incorporation depends on the intended application.
- -
- Leaching of the FA components was below 70 ppm.
- -
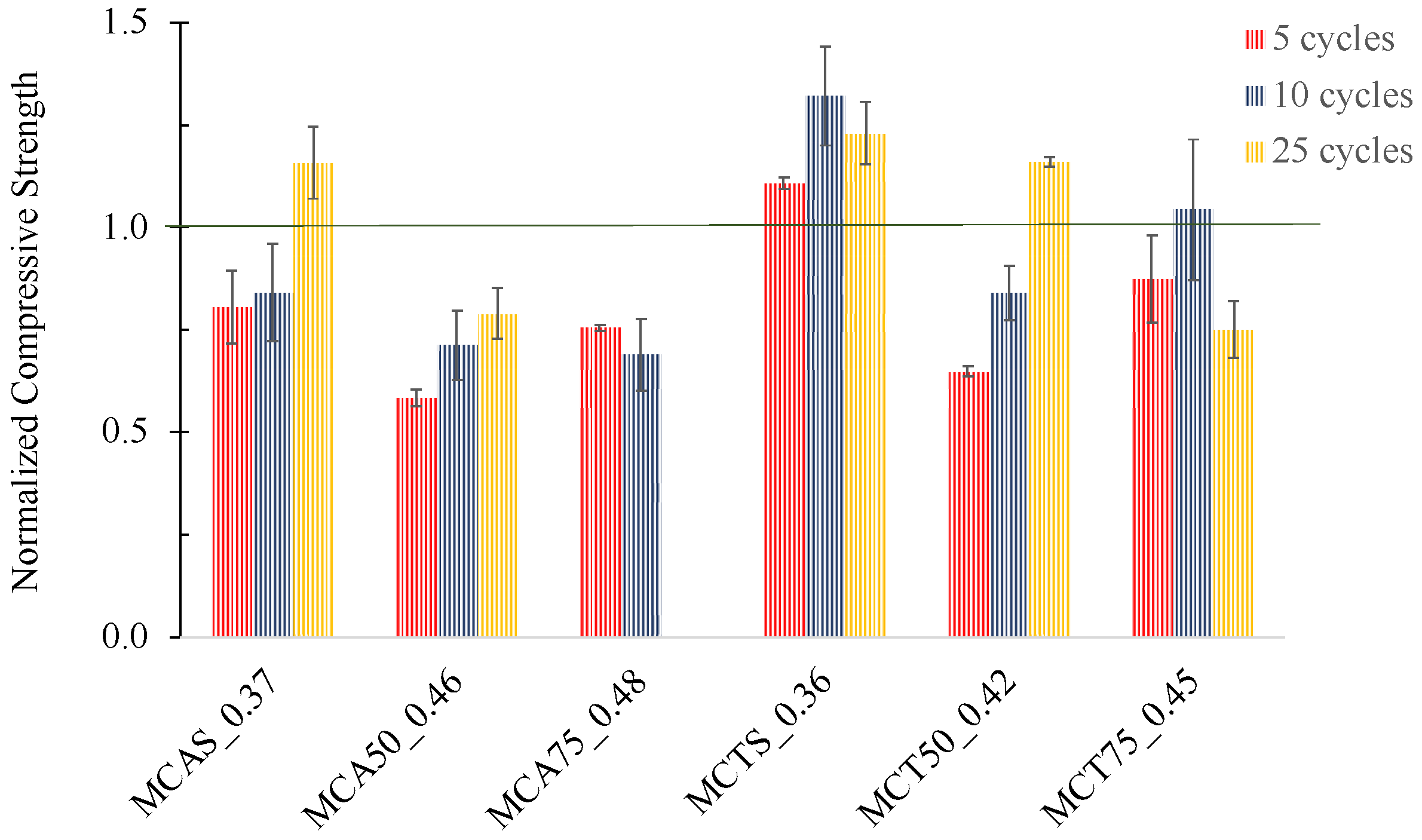
- Developed compositions support 25 freeze–thaw cycles, except the one with 75 wt.% of CA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Fortune Business Insights. Available online: https://www.fortunebusinessinsights.com/pulp-and-paper-market-103447 (accessed on 15 March 2022).
- Cision, P.N. Available online: https://www.prnewswire.com/news-releases/pulp-market-share-to-register-a-growth-of-usd-47-45-billion-at-a-cagr-of-4-08-increased-consumption-of-chemical-wood-pulp-to-boost-market-growth--technavio-301539679.html (accessed on 9 May 2022).
- Lamers, A.S.F.; Cremers, M.; Matschegg, D.; Schmidl, C.; Hannam, K.; Hazlett, P.; Madrali, S.; Dam, B.P.; Roberto, R.; Mager, R.; et al. Options for Increased Use of Ash from Biomass Combustion and Co-Firing; IEA: Paris, France, 2018. [Google Scholar]
- Statista. Available online: https://www.statista.com/statistics/1299532/carbon-dioxide-emissions-worldwide-cement-manufacturing/ (accessed on 9 May 2022).
- Statista. Available online: https://www.statista.com/statistics/276629/global-co2-emissions/ (accessed on 9 May 2022).
- Vass, T.; Levi, P.; Gouy, A.; Mandová, H. Available online: https://www.iea.org/reports/cement (accessed on 9 May 2022).
- Xu, G.; Shi, X. Characteristics and applications of fly ash as a sustainable construction material: A state-of-the-art review. Resour. Conserv. Recycl. 2018, 136, 95–109. [Google Scholar] [CrossRef]
- Kocak, Y.; Nas, S. The effect of using fly ash on the strength and hydration characteristics of blended cements. Constr. Build. Mater. 2014, 73, 25–32. [Google Scholar] [CrossRef]
- Capela, M.N.; Tobaldi, D.M.; Tarelho, L.A.C.; Seabra, M.P.; Labrincha, J.A. Development of a commercial screed mortar with low OPC content by incorporation of biomass fly ash. Appl. Sci. 2021, 11, 9630. [Google Scholar] [CrossRef]
- Saeli, M.; Senff, L.; Tobaldi, D.M.; Seabra, M.P.; Labrincha, J.A. Novel biomass fly ash-based geopolymeric mortars using lime slaker grits as aggregate for applications in construction: Influence of granulometry and binder/aggregate ratio. Constr. Build. Mater. 2019, 227, 116643. [Google Scholar] [CrossRef]
- Lu, C.; Wang, Q.; Liu, Y.; Xue, T.; Yu, Q.; Chen, S. Influence of new organic alkali activators on microstructure and strength of fly ash geopolymer. Ceram. Int. 2022, 48, 12442–12449. [Google Scholar] [CrossRef]
- Yousefi Oderji, S.; Chen, B.; Ahmad, M.R.; Shah, S.F.A. Fresh and hardened properties of one-part fly ash-based geopolymer binders cured at room temperature: Effect of slag and alkali activators. J. Clean. Prod. 2019, 225, 1–10. [Google Scholar] [CrossRef]
- Wan-En, O.; Yun-Ming, L.; Cheng-Yong, H.; Abdullah, M.M.A.B.; Li, L.Y.; Ho, L.N.; Loong, F.K.; Shee-Ween, O.; Hui-Teng, N.; Yong-Sing, N.; et al. Comparative mechanical and microstructural properties of high calcium fly ash one-part geopolymers activated with Na2SiO3-anhydrous and NaAlO2. J. Mater. Res. Technol. 2021, 15, 3850–3866. [Google Scholar] [CrossRef]
- Gonçalves, M.; Vilarinho, I.S.; Capela, M.; Caetano, A.; Novais, R.M.; Labrincha, J.A.; Seabra, M.P. Waste-based one-part alkali activated materials. Materials 2021, 14, 2911. [Google Scholar] [CrossRef] [PubMed]
- Part, W.K.; Ramli, M.; Cheah, C.B. An Overview on the Influence of Various Factors on the Properties of Geopolymer Concrete Derived From Industrial Byproducts. In Handbook of Low Carbon Concrete; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Build Direct. Types of Mortar and When to Use Them | BuildDirect® Learning CenterLearning Center. Available online: https://www.builddirect.com/learning-center/flooring/different-types-of-mortar-and-their-uses/ (accessed on 29 September 2021).
- Deboucha, W.; Leklou, N.; Khelidj, A.; Oudjit, M.N. Natural pozzolana addition effect on compressive strength and capillary water absorption of Mortar. Energy Procedia 2017, 139, 689–695. [Google Scholar] [CrossRef]
- CEN: European Committee for Standardization EN 12457-2; Leaching—Compliance Test for Leaching of Granular Waste Materials and Sludges—Part 2: One Stage Batch Test at a Liquid to Solid Ratio of 10 L/Kg for Materials with Particle Size below 4 Mm (without or with Size Reduction). CEN: Brussels, Belgium, 2002.
- CEN: European Committee for Standardization EN 1015-3; Methods of Test for Mortar for Masonry Part 3—Determination of Consistence of Fresh Mortar (by Flow Table). CEN: Brussels, Belgium, 1998.
- CEN: European Committee for Standardization EN 1015-11; Methods of Test for Mortar for Masonry Part 11—Determination of Flexural and Compressive Strength of Hardened Mortar. CEN: Brussels, Belgium, 1999.
- CEN: European Committee for Standardization EN 1015-18; Methods of Test for Mortar for Masonry Part 18—Determination of water- Absorption Coefficient Due to Capillary Action of Hardened Mortar. CEN: Brussels, Belgium, 2002.
- Paz-Gómez, D.C.; Vilarinho, I.S.; Pérez-Moreno, S.M.; Carvalheiras, J.; Guerrero, J.L.; Novais, R.M.; Seabra, M.P.; Ríos, G.; Bolívar, J.P.; Labrincha, J.A. Immobilization of hazardous wastes on one-part blast furnace slag-based geopolymers. Sustainability 2021, 13, 13455. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paste | Reference | BFS (g) | SM (g) | W Sand (g) | W/B Ratio |
| BFS_0.36 | 100 | 10 | - | 0.36 |
| Paste | Reference | BFS (g) | CA Fly Ash (g) | SM (g) | CAS Sand (g) | W/B Ratio |
| CA25_0.37 | 75 | 25 | 10 | - | 0.37 | |
| Mortars | MCAS_0.37 | 100 | - | 200 | 0.37 | |
| MCA25_0.47 | 75 | 25 | 0.47 | |||
| MCA50_0.49 | 50 | 50 | 0.49 | |||
| MCA50_0.46 | 50 | 50 | 0.46 | |||
| MCA75_0.55 | 25 | 75 | 0.55 | |||
| MCA75_0.48 | 25 | 75 | 0.48 | |||
| MCA100_0.55 | - | 100 | 0.55 |
| Paste | Reference | BSF (g) | CT Fly Ash (g) | SM (g) | CTS Sand (g) | W/B Ratio |
| CT25_0.31 | 75 | 25 | 10 | - | 0.31 | |
| Mortars | MCTS_0.36 | 100 | - | 200 | 0.36 | |
| MCT25_0.40 | 75 | 25 | 0.40 | |||
| MCT50_0.42 | 50 | 50 | 0.42 | |||
| MCT75_0.45 | 25 | 75 | 0.45 | |||
| MCT100_0.52 | - | 100 | 0.52 |
| Component | Na2O | MgO | Al2O3 | SiO2 | P2O5 | SO3 | Cl | K2O | CaO | Fe2O3 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CA (wt.%) | 23.33 | 1.64 | 1.62 | 5.25 | 0.71 | 2.99 | 16.55 | 7.67 | 22.00 | 1.28 | 16.1 |
| CT (wt.%) | 1.13 | 2.76 | 13.13 | 39.47 | 1.20 | 2.29 | 1.33 | 6.49 | 19.62 | 6.44 | 4.41 |
| Specimens | Water Absorption (%) | |
|---|---|---|
| Geopolymer Pastes | BFS_0.36 | 0.5 ± 0.1 |
| CA25_0.37 | 0.9 ± 0.1 | |
| CT25_0.31 | 2.5 ± 0.4 | |
| Geopolymer Mortars | MCAS_0.37 | 0.5 ± 0.1 |
| MCA25_0.47 | 0.6 ± 0.1 | |
| MCA50_0.49 | 1.0 ± 0.1 | |
| MCA50_0.46 | 0.6 ± 0.1 | |
| MCA75_0.55 | 1.1 ± 0.5 | |
| MCA75_0.48 | 0.9 ± 0.1 | |
| MCA100_0.55 | 2.7 ± 0.1 | |
| MCTS_0.36 | 2.0 ± 0.3 | |
| MCT25_0.40 | 1.1 ± 0.5 | |
| MCT50_0.42 | 1.7 ± 0.1 | |
| MCT75_0.45 | 3.8 ± 0.1 | |
| MCT100_0.52 | - |
| Specimens | Components (ppm) | ||||
|---|---|---|---|---|---|
| Na | S | Cl | K | Ca | |
| Distilled water | <25 | - | <0.5 | <0.5 | <1 |
| MCAS_0.37 | <25 | 2.34 ± 0.02 | 3.30 ± 0.02 | 8.29 ± 0.02 | 0.48 ± 0.03 |
| MCA50_0.46 | <50 | 10.8 ± 0.1 | 41.2 ± 0.1 | 68.9 ± 0.1 | 0.9 ± 0.01 |
| MCA75_0.48 | 3.6 ± 0.1 | 11.5 ± 0.1 | 15.7 ± 0.1 | 0.58 ± 0.03 | |
| MCTS_0.36 | <30 | 1.57 ± 0.03 | 1.10 ± 0.01 | 3.74 ± 0.01 | 0.48 ± 0.01 |
| MCT50_0.42 | 4.31 ± 0.03 | 9.10 ± 0.03 | 14.45 ± 0.03 | 0.86 ± 0.01 | |
| MCT75_0.45 | 5.3 ± 0.1 | 16.2 ± 0.1 | 25.2 ± 0.1 | 0.89 ± 0.01 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vilarinho, I.S.; Capela, M.N.; Pinto, A.S.; Labrincha, J.A.; Seabra, M.P. Valorization of Fly Ashes and Sands Wastes from Biomass Boilers in One-Part Geopolymers. Molecules 2022, 27, 6881. https://doi.org/10.3390/molecules27206881
Vilarinho IS, Capela MN, Pinto AS, Labrincha JA, Seabra MP. Valorization of Fly Ashes and Sands Wastes from Biomass Boilers in One-Part Geopolymers. Molecules. 2022; 27(20):6881. https://doi.org/10.3390/molecules27206881
Chicago/Turabian StyleVilarinho, Inês Silveirinha, Marinélia Neto Capela, Ana Sofia Pinto, João António Labrincha, and Maria Paula Seabra. 2022. "Valorization of Fly Ashes and Sands Wastes from Biomass Boilers in One-Part Geopolymers" Molecules 27, no. 20: 6881. https://doi.org/10.3390/molecules27206881
APA StyleVilarinho, I. S., Capela, M. N., Pinto, A. S., Labrincha, J. A., & Seabra, M. P. (2022). Valorization of Fly Ashes and Sands Wastes from Biomass Boilers in One-Part Geopolymers. Molecules, 27(20), 6881. https://doi.org/10.3390/molecules27206881