
Compatibilization of Poly(Lactic Acid) (PLA)/Plasticized Cellulose Acetate Extruded Blends through the Addition of Reactively Extruded Comb Copolymers

 ,
,  ,
,  , and
, and 
Abstract
1. Introduction
2. Results
2.1. Preparation of Compatibilizers Based on Comb Copolymers
2.2. Compatibilization Effectiveness of AC-OLA Comb Copolymer
2.3. Properties of PLA Blends Containing C1 and pAC
3. Discussion
4. Materials and Methods
4.1. Materials
4.2. Preparation of the Compatibilizers by Chemical Synthesis
4.3. Preparation of the Compatibilizers by Reactive Extrusion
4.4. Compatibilizers Characterization
4.5. Compounds Preparation
4.6. Compounds Characterization
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. F 2010, 9, 552–571. [Google Scholar] [CrossRef] [PubMed]
- Payne, J.; McKeown, P.; Jones, M.D. A circular economy approach to plastic waste. Polym. Degrad. Stabil. 2019, 165, 170–181. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Maciel, R. Poly-lactic acid synthesis for application in biomedical devices—A review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef] [PubMed]
- Gupta, B.; Revagade, N.; Hilborn, J. Poly(lactic acid) fiber: An overview. Prog. Polym. Sci. 2007, 32, 455–482. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misratt, M. Perspective on Polylactic Acid (PLA) based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Tawakkal, I.S.M.A.; Cran, M.J.; Miltz, J.; Bigger, S.W. A Review of Poly(Lactic Acid)-Based Materials for Antimicrobial Packaging. J. Food. Sci. 2014, 79, R1477–R1490. [Google Scholar] [CrossRef] [PubMed]
- Gan, I.; Chow, W.S. Antimicrobial poly(lactic acid)/cellulose bionanocomposite for food packaging application: A review. Food Packag. Shelf 2018, 17, 150–161. [Google Scholar] [CrossRef]
- Ingrao, C.; Tricase, C.; Cholewa-Wojcik, A.; Kawecka, A.; Rana, R.; Siracusa, V. Polylactic acid trays for fresh-food packaging: A Carbon Footprint assessment. Sci. Total Env. 2015, 537, 385–398. [Google Scholar] [CrossRef]
- Phuong, V.T.; Coltelli, M.B.; Cinelli, P.; Cifelli, M.; Verstichel, S.; Lazzeri, A. Compatibilization and property enhancement of poly(lactic acid)/polycarbonate blends through triacetin-mediated interchange reactions in the melt. Polymer 2014, 55, 4498–4513. [Google Scholar] [CrossRef]
- Penco, M.; Lazzeri, A.; Phuong, V.T.; Cinelli, P. Copolymers Based on Polyester and Aromatic Polycarbonate. International Patent Application WO2012025907A1, 26 August 2011. [Google Scholar]
- Yuryev, Y.; Mohanty, A.K.; Misra, M. Novel biocomposites from biobased PC/PLA blend matrix system for durable applications. Compos. Part B Eng. 2017, 130, 158–166. [Google Scholar] [CrossRef]
- Qu, Z.H.; Bu, J.; Pan, X.X.; Hu, X.Y. Probing the nanomechanical properties of PLA/PC blends compatibilized with compatibilizer and nucleation agent by AFM. J. Polym. Res. 2018, 25. [Google Scholar] [CrossRef]
- You, X.Y.; Snowdon, M.R.; Misra, M.; Mohanty, A.K. Biobased Poly(ethylene terephthalate)/Poly(lactic acid) Blends Tailored with Epoxide Compatibilizers. ACS Omega 2018, 3, 11759–11769. [Google Scholar] [CrossRef] [PubMed]
- Kakroodi, A.R.; Kazemi, Y.; Nofar, M.; Park, C.B. Tailoring poly(lactic acid) for packaging applications via the production of fully bio-based in situ microfibrillar composite films. Chem. Eng. J. 2017, 308, 772–782. [Google Scholar] [CrossRef]
- Khoshnevisan, K.; Maleki, H.; Samadian, H.; Shahsavari, S.; Sarrafzadeh, M.H.; Larijani, B.; Dorkoosh, F.A.; Haghpanah, V.; Khorramizadeh, M.R. Cellulose acetate electrospun nanofibers for drug delivery systems: Applications and recent advances. Carbohyd. Polym. 2018, 198, 131–141. [Google Scholar] [CrossRef]
- Suwantong, O.; Supaphol, P. Applications of Cellulose Acetate Nanofiber Mats. In Handbook of Polymer Nanocomposites. Processing, Performance and Application; Pandey, J., Takagi, H., Nakagaito, A., Kim, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar] [CrossRef]
- Fischer, S.; Thuemmler, K.; Volkert, B.; Hettrich, K.; Schmidt, I.; Fischer, K. Properties and applications of cellulose acetate. Macromol. Symp. 2008, 262, 89–96. [Google Scholar] [CrossRef]
- Baharifar, H.; Honarvarfard, E.; Malek-kheili, M.H.; Maleki, H.; Barkhi, M.; Ghasemzadeh, A.; Khoshnevisan, K. The Potentials and Applications of Cellulose Acetate in biosensor technology. Nanomed. Res. J. 2017, 2, 216–223. [Google Scholar] [CrossRef]
- Park, H.M.; Misra, M.; Drzal, L.T.; Mohanty, A.K. “Green” nanocomposites from cellulose acetate bioplastic and clay: Effect of eco-friendly triethyl citrate plasticizer. Biomacromolecules 2004, 5, 2281–2288. [Google Scholar] [CrossRef]
- Bao, C.Y.; Long, D.R.; Vergelati, C. Miscibility and dynamical properties of cellulose acetate/plasticizer systems. Carbohyd. Polym. 2015, 116, 95–102. [Google Scholar] [CrossRef] [PubMed]
- Phuong, V.T.; Verstichel, S.; Cinelli, P.; Anguillesi, I.; Coltelli, M.B.; Lazzeri, A. Cellulose Acetate Blends—Effect of Plasticizers on Properties and Biodegradability. J. Renew. Mater. 2014, 2, 35–41. [Google Scholar] [CrossRef]
- Rajeswari, A.; Stobel Christy, E.J.; Swathi, E.; Pius, A. Fabrication of improved cellulose acetate-based biodegradable films for food packaging applications. Environ. Chem. Ecotoxicol. 2020, 2, 107–114. [Google Scholar] [CrossRef]
- Muller, K.; Zollfrank, C.; Schmid, M. Natural Polymers from Biomass Resources as Feedstocks for Thermoplastic Materials. Macromol. Mater. Eng. 2019, 304. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Mallegni, N.; Rizzo, S.; Cinelli, P.; Lazzeri, A. Improved Impact Properties in Poly(lactic acid) (PLA) Blends Containing Cellulose Acetate (CA) Prepared by Reactive Extrusion. Materials 2019, 12, 270. [Google Scholar] [CrossRef]
- Volokhova, A.S.; Waugh, J.B.; Arrington, K.J.; Matson, J.B. Effects of graft polymer compatibilizers in blends of cellulose triacetate and poly(lactic acid). Polym. Int. 2019, 68, 1263–1270. [Google Scholar] [CrossRef]
- Xu, R.M.; Yang, T.T.; Vidovic, E.; Jia, R.N.; Zhang, J.M.; Mi, Q.Y.; Zhang, J. Cellulose Acetate Thermoplastics with High Modulus, Dimensional Stability and Anti-migration Properties by Using CA-g-PLA as Macromolecular Plasticizer. Chin. J. Polym. Sci. 2020, 38, 1141–1148. [Google Scholar] [CrossRef]
- Choi, H.S.; Lee, Y.; Kim, Y.H. Characteristics of Cellulose Acetate-g-Poly(L-lactic Acid) (CA-g-PLA) and Its Application as a Compatibilizer for CA/PLA Blends. Polym. Korea 2020, 44, 309–317. [Google Scholar] [CrossRef]
- Cassagneau, P.; Bounor-Legaré, V.; Fenouillot, F. Reactive processing of thermoplastic polymers: A review of the fundamental aspects. Int. Polym. Process. 2007, 22, 218–226. [Google Scholar] [CrossRef]
- Hopmann, C.; Adamy, M.; Cohnen, A. Introduction to Reactive Extrusion, in Reactive Extrusion: Principles and Applications, 1st ed.; Beyer, G., Hopmann, C., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2018. [Google Scholar]
- Quintana, R.; Persenaire, O.; Lemmouchi, Y.; Bonnaud, L.; Dubois, P. Grafted D/L-lactide to cellulose acetate by reactive melt processing: Its role as CA/PLA blend compatibilizer. Eur. Polym. J. 2014, 57, 30–36. [Google Scholar] [CrossRef]
- Burgos, N.; Tolaguera, D.; Fiori, S.; Jimenez, A. Synthesis and Characterization of Lactic Acid Oligomers: Evaluation of Performance as Poly(Lactic Acid) Plasticizers. J. Polym. Env. 2014, 22, 227–235. [Google Scholar] [CrossRef]
- Fehri, M.K.; Mugoni, C.; Cinelli, P.; Anguillesi, I.; Coltelli, M.B.; Fiori, S.; Montorsi, M.; Lazzeri, A. Composition dependence of the synergistic effect of nucleating agent and plasticizer in poly(lactic acid): A Mixture Design study. Express Polym. Lett. 2016, 10, 274–288. [Google Scholar] [CrossRef]
- Cicogna, F.; Coiai, S.; De Monte, C.; Spiniello, R.; Fiori, S.; Franceschi, M.; Braca, F.; Cinelli, P.; Fehri, S.M.K.; Lazzeri, A.; et al. Poly(lactic acid) plasticized with low-molecular-weight polyesters: Structural, thermal and biodegradability features. Polym. Int. 2017, 66, 761–769. [Google Scholar] [CrossRef]
- Burgos, N.; Armentano, I.; Fortunati, E.; Dominici, F.; Luzi, F.; Fiori, S.; Cristofaro, F.; Visai, L.; Jimenez, A.; Kenny, J.M. Functional Properties of Plasticized Bio-Based Poly(Lactic Acid)_Poly(Hydroxybutyrate) (PLA_PHB) Films for Active Food Packaging. Food Bioprocess Tech. 2017, 10, 770–780. [Google Scholar] [CrossRef]
- Burgos, N.; Fiori, S.; Jimenez, A. New plasticizers for PVC materials in medical devices. Influence of sterilization processes in mechanical properties. Recent Adv. Res. Biodegrad. Polym. Sustain. Compos. 2009, 1, 1–11. [Google Scholar]
- Burgos, N.; Jimenez, A. Degradation of poly(vinyl chloride) plasticized with non-phthalate plasticizers under sterilization conditions. Polym. Degrad. Stabil. 2009, 94, 1473–1478. [Google Scholar] [CrossRef]
- Song, J.L.; Birbach, N.L.; Hinestroza, J.P. Deposition of silver nanoparticles on cellulosic fibers via stabilization of carboxymethyl groups. Cellulose 2012, 19, 411–424. [Google Scholar] [CrossRef]
- Das, A.M.; Ali, A.A.; Hazarika, M.P. Synthesis and characterization of cellulose acetate from rice husk: Eco-friendly condition. Carbohyd. Polym. 2014, 112, 342–349. [Google Scholar] [CrossRef] [PubMed]
- Nicolino, M.V.B.; Lucas, A.D.; Branciforti, M.C. Reactive extrusion of poly (butylene succinate-co-adipate) and poly (epsilon-caprolactone) biodegradable blends through titanium-based transesterification catalyst. Polym. Degrad. Stabil. 2020, 181. [Google Scholar] [CrossRef]
- Hirschl, C.; Biebl–Rydlo, M.; DeBiasio, M.; Mühleisen, W.; Neumaier, L.; Scherf, W.; Oreski, G.; Eder, G.; Chernev, B.; Schwab, W.; et al. Determining the degree of crosslinking of ethylene vinyl acetate photovoltaic module encapsulants—A comparative study. Solar Energy Mater. Solar Cells 2013, 116, 203–218. [Google Scholar] [CrossRef]
- Aksit, A.; Menzel, T.; Aksit, M.; Altstadt, V. Properties of Styrene-Maleic Anhydride Copolymer Compatibilized Polyamide 66/Poly (Phenylene Ether) Blends: Effect of Maleic Anhydride Concentration and Copolymer Content. Materials 2020, 13, 1237. [Google Scholar] [CrossRef]
- Aparna, S.; Purnima, D.; Adusumalli, R.B. Review on Various Compatibilizers and its Effect on Mechanical Properties of Compatibilized Nylon Blends. Polym. Plast. Technol. 2017, 56, 617–634. [Google Scholar] [CrossRef]
- Ahmadlouydarab, M.; Chamkouri, M.; Chamkouri, H. Compatibilization of immiscible polymer blends (R-PET/PP) by adding PP-g-MA as compatibilizer: Analysis of phase morphology and mechanical properties. Polym. Bull. 2020, 77, 5753–5766. [Google Scholar] [CrossRef]
- Nanjegowda, L.M.; Bommulu, R.; Juikar, V.; Hatna, S. Investigation on the Influence of Different Compatibilizers on Polycarbonate and High Density Polyethylene Blends: Mechanical Properties, Thermal Properties, Morphology, and Chemical Resistance. Ind. Eng. Chem. Res. 2013, 52, 5672–5682. [Google Scholar] [CrossRef]
- Pötschke, P.; Paul, D.R. Formation of Co-continuous Structures in Melt-Mixed Immiscible Polymer Blends. J. Macromol. Sci. Part C 2003, 43, 87–141. [Google Scholar] [CrossRef]
- Gu, L.; Nessim, E.E.; Macosko, C.W. Reactive compatibilization of poly(lactic acid)/polystyrene blends and its application to preparation of hierarchically porous poly(lactic acid). Polymer 2018, 134, 104–116. [Google Scholar] [CrossRef]
- Li, J.; Ma, P.L.; Favis, B.D. The role of the blend interface type on morphology in cocontinuous polymer blends. Macromolecules 2002, 35, 2005–2016. [Google Scholar] [CrossRef]
- Bell, J.R.; Chang, K.; López-Barrón, C.R.; Macosko, C.W.; Morse, D.C. Annealing of cocontinuous polymer blends: Effect of block copolymer molecular weight and architecture. Macromolecules 2010, 43, 5024–5032. [Google Scholar] [CrossRef]
- Cardinaels, R.; Moldenaers, P. Morphology development in immiscible polymer blends. In Polymer Morphology: Priciples, Characterization and Properties; Guo, Q., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2016; Chapter 19; pp. 348–373. [Google Scholar]
- Luciani, A.; Jarrin, J. Morphology development in immiscible polymer blends. Polym. Engng. Sci. 1996, 36, 1619–1626. [Google Scholar] [CrossRef]
- Tol, T.; Groeninckx, G.; Vinckier, I.; Moldenaers, P.; Mewis, J. Phase morphology and stability of co-continuous (PPE/PS)/PA6 and PS/PA6 blends: Effect of rheology and reactive compatibilization. Polymer 2004, 45, 2587–2601. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Harrats, C.; Aglietto, M.; Groeninckx, G. Influence of compatibilizer precursor structure on the phase distribution of low density poly(ethylene) in a poly(ethylene terephthalate) matrix. Polym. Eng. Sci. 2008, 48, 1424–1433. [Google Scholar] [CrossRef]
- Aliotta, L.; Gigante, V.; Cinelli, P.; Coltelli, M.-B.; Lazzeri, A. Effect of a Bio-Based Dispersing Aid (Einar® 101) on PLA-Arbocel® Biocomposites: Evaluation of the Interfacial Shear Stress on the Final Mechanical Properties. Biomolecules 2020, 10, 1549. [Google Scholar] [CrossRef]
- Lazzeri, A.; Bucknall, C.B. Dilatational bands in rubber-toughened polymers. J. Mater. Sci. 1993, 28, 6799–6808. [Google Scholar] [CrossRef]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rigid filler toughening in PLA-Calcium Carbonate composites: Effect of particle surface treatment and matrix plasticization. Eur. Polym. J. 2019, 113, 78–88. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
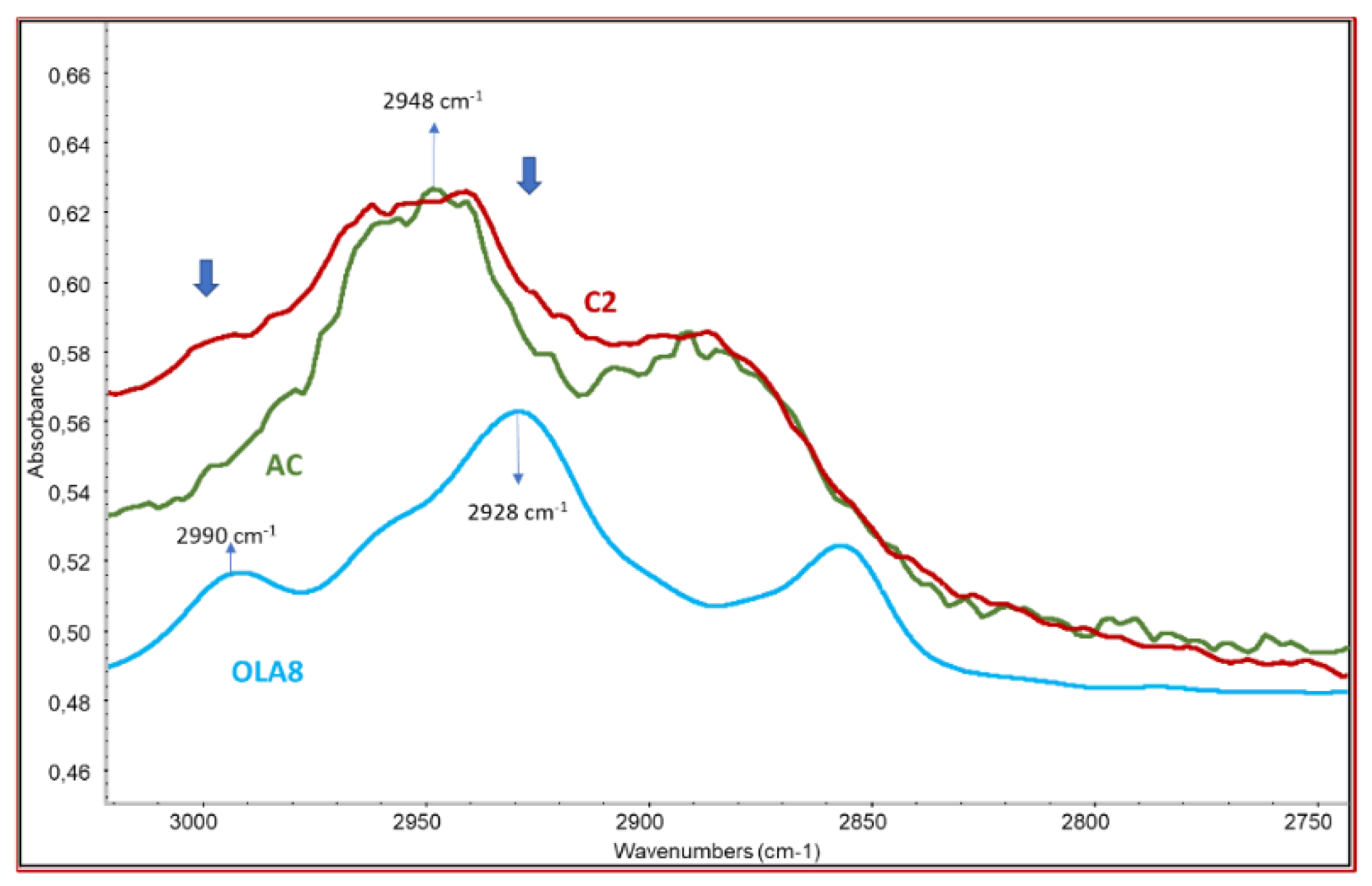
| Sample | Residue (wt.%) | λ (cm−1) | R (H2948/H2928) | F (Equation (1)) |
|---|---|---|---|---|
| AC | - | 2948.25 | 1.17 | 0 |
| OLA8 | - | 2928.04 | 0.89 | 1 |
| Clab1 | 64 | 2945.20 | 1.01 | 0.57 |
| Clab2 | 51 | 2945.42 | 1.01 | 0.6 |
| C1 | 80 | 2946.62 | 1.02 | 0.55 |
| C2 | 56 | 2942.81 | 1.04 | 0.47 |
| Entry | E (GPa) | Tensile Strength (MPa) | Elongation at Break (%) | Charpy Impact Strength (KJ/m2) | Wt% Residue to Acetone/Water |
|---|---|---|---|---|---|
| PLA85/pAC15 | 4.3 ± 1.3 | 61 ± 3 | 2.1 ± 0.6 | 3.4 ± 0.4 | 89 |
| PLA85/pAC15_Clab1 | 3.2 ± 0.5 | 56 ± 6 | 2.2 ± 0.6 | 3.4 ± 0.3 | 87 |
| PLA85/pAC15_C1 | 3.1 ± 0.3 | 63 ± 3 | 2.6 ± 0.5 | 4.1 ± 0.5 | 85 |
| Entry | E (GPa) | Tensile Strength (MPa) | Elongation at Break (%) | Charpy Impact Strength (KJ/m2) |
|---|---|---|---|---|
| PLA75/pAC25 | 3.4 ± 0.9 | 48.2 ± 4.5 | 1.5 ± 0.3 | 4.1 ± 0.7 |
| PLA75/pAC25_C1 | 4.2 ± 0.5 | 64.9 ± 4.7 | 1.9 ± 0.1 | 2.2 ± 0.5 |
| PLA75/pAC25_C2 | 4.5 ± 1.3 | 55.7 ± 4.0 | 1.6 ± 0.3 | 1.9 ± 0.3 |
| Entry | Residual Mass (wt.%) | Extracted Mass (wt.%) |
|---|---|---|
| PLA85/pAC15 | 88.6 ± 0.6 | 11.4 ± 0.6 |
| PLA85/pAC15_C1 | 85.1 ± 0.5 | 14.9 ± 0.5 |
| PLA80/pAC20 | 96.0 ± 0.7 | 4 ± 0.7 |
| PLA80/pAC20_C1 | 75.4 ± 0.5 | 24.6 ± 0.5 |
| PLA75/pAC25 | 80.3 ± 0.4 | 19.7 ± 0.4 |
| PLA75/pAC25_C1 | 84.3 ± 0.5 | 15.7± 0.5 |
| Entry | C1 (wt%) | C2 (wt%) |
|---|---|---|
| AC | 80 | 57 |
| OLA8 | 14 | 30 |
| EJ-400 | 6 | 13 |
| Entry | AC wt% | PLA wt% | C1 wt% | C2 wt% | Clab1 | Extrusion Temperature (°C) |
|---|---|---|---|---|---|---|
| PLA75/pAC25_C1 | 20 | 75 | 5 | 230 | ||
| PLA75/pAC25_C2 | 20 | 75 | 5 | 230 | ||
| PLA75/pAC25 | 25 | 75 | 230 | |||
| PLA75/pAC25_C1 | 20 | 75 | 5 | 197 | ||
| PLA75/pAC25 | 25 | 75 | 197 | |||
| PLA75_C1 | 75 | 25 | 197 | |||
| PLA85/pAC15_C1 | 10 | 85 | 5 | 197 | ||
| PLA85/pAC15_Clab1 | 10 | 85 | 5 | 197 | ||
| PLA85/pAC15 | 15 | 85 | 197 | |||
| PLA85_C1 | 85 | 15 | 197 | |||
| PLA80/pAC20_C1 | 15 | 80 | 5 | 197 | ||
| PLA80/pAC20 | 20 | 80 | 197 | |||
| PLA80_C1 | 80 | 20 | 197 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coltelli, M.-B.; Mallegni, N.; Rizzo, S.; Fiori, S.; Signori, F.; Lazzeri, A. Compatibilization of Poly(Lactic Acid) (PLA)/Plasticized Cellulose Acetate Extruded Blends through the Addition of Reactively Extruded Comb Copolymers. Molecules 2021, 26, 2006. https://doi.org/10.3390/molecules26072006
Coltelli M-B, Mallegni N, Rizzo S, Fiori S, Signori F, Lazzeri A. Compatibilization of Poly(Lactic Acid) (PLA)/Plasticized Cellulose Acetate Extruded Blends through the Addition of Reactively Extruded Comb Copolymers. Molecules. 2021; 26(7):2006. https://doi.org/10.3390/molecules26072006
Chicago/Turabian StyleColtelli, Maria-Beatrice, Norma Mallegni, Sara Rizzo, Stefano Fiori, Francesca Signori, and Andrea Lazzeri. 2021. "Compatibilization of Poly(Lactic Acid) (PLA)/Plasticized Cellulose Acetate Extruded Blends through the Addition of Reactively Extruded Comb Copolymers" Molecules 26, no. 7: 2006. https://doi.org/10.3390/molecules26072006
APA StyleColtelli, M.-B., Mallegni, N., Rizzo, S., Fiori, S., Signori, F., & Lazzeri, A. (2021). Compatibilization of Poly(Lactic Acid) (PLA)/Plasticized Cellulose Acetate Extruded Blends through the Addition of Reactively Extruded Comb Copolymers. Molecules, 26(7), 2006. https://doi.org/10.3390/molecules26072006