Modification of Oil Palm Mesocarp Fiber Characteristics Using Superheated Steam Treatment

 ,
, 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Characteristics of Untreated OPMF

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Treatment | Chemical composition * (%) | ||||
|---|---|---|---|---|---|---|
| Temp (±2 °C) | Time (h) | Hemicellulose | Cellulose | Lignin | Ash | |
| 1 | 0 | 0 | 33.10 ± 2.01 | 42.81 ± 0.69 | 20.49 ± 3.44 | 3.59 ± 0.74 |
| 2 | 190 | 1 | 26.13 ± 0.18 | 41.39 ± 0.06 | 28.44 ± 1.27 | 4.04 ± 1.02 |
| 3 | 2 | 22.47 ± 1.67 | 40.46 ± 2.52 | 33.38 ± 1.34 | 3.69 ± 0.49 | |
| 4 | 3 | 19.71 ± 0.72 | 37.50 ± 0.18 | 38.72 ± 1.04 | 4.07 ± 0.14 | |
| 5 | 210 | 1 | 16.80 ± 2.15 | 33.75 ± 2.28 | 45.19 ± 4.66 | 4.26 ± 0.85 |
| 6 | 2 | 12.82 ± 1.75 | 32.85 ± 0.12 | 49.81 ± 1.91 | 4.52 ± 0.83 | |
| 7 | 3 | 11.50 ± 1.19 | 30.75 ± 1.09 | 52.30 ± 0.92 | 5.44 ± 0.37 | |
| 8 | 230 | 1 | 11.42 ± 0.21 | 33.61 ± 1.10 | 49.73 ± 0.70 | 5.24 ± 0.45 |
| 9 | 2 | 9.42 ± 1.16 | 34.35 ± 1.33 | 50.63 ± 1.76 | 5.59 ± 0.05 | |
| 10 | 3 | 9.71 ± 0.88 | 28.89 ± 1.75 | 55.22 ± 1.87 | 6.18 ± 0.75 | |

2.2. Effects of SHS Treatment on Chemical Composition of OPMF
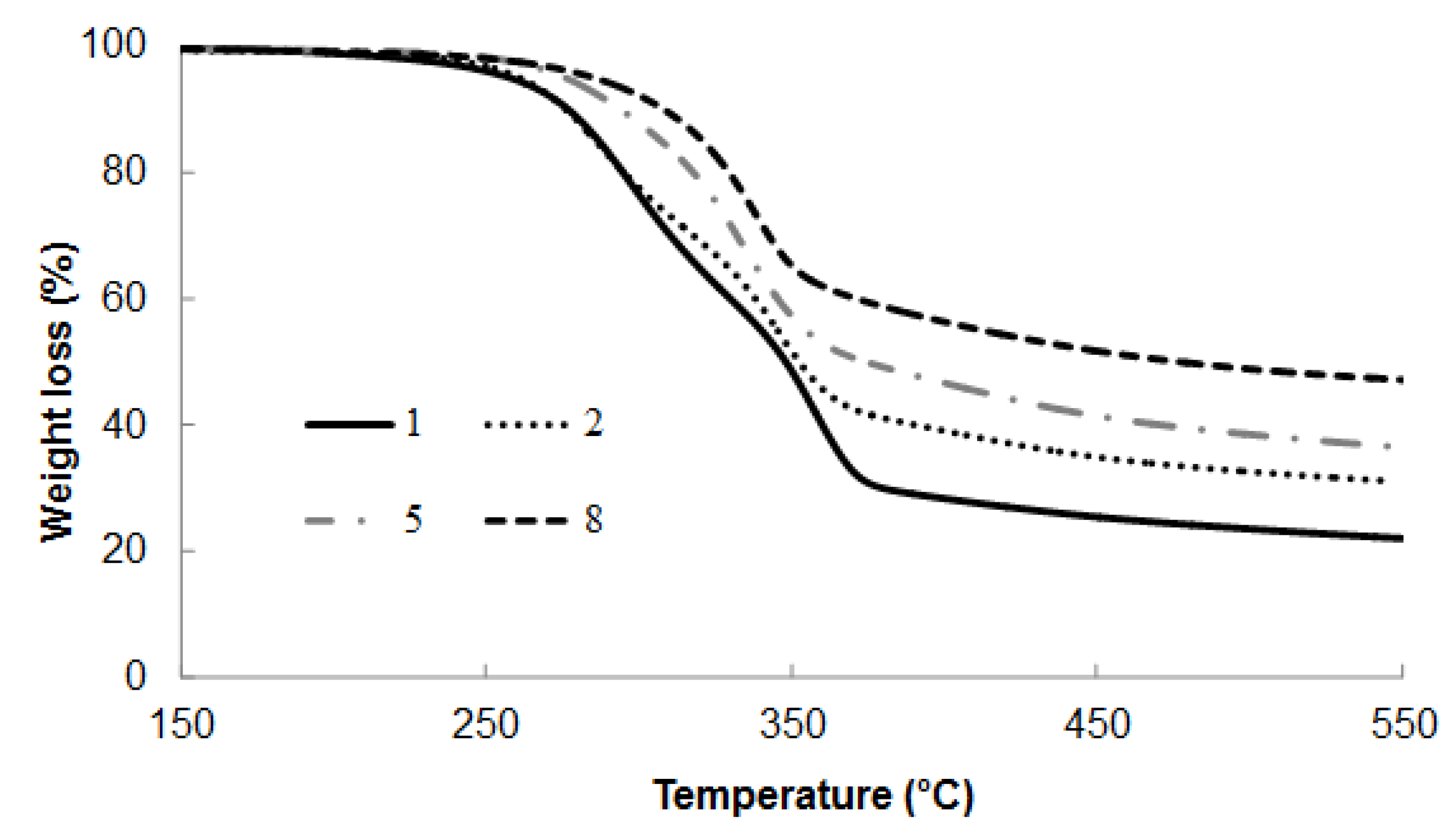
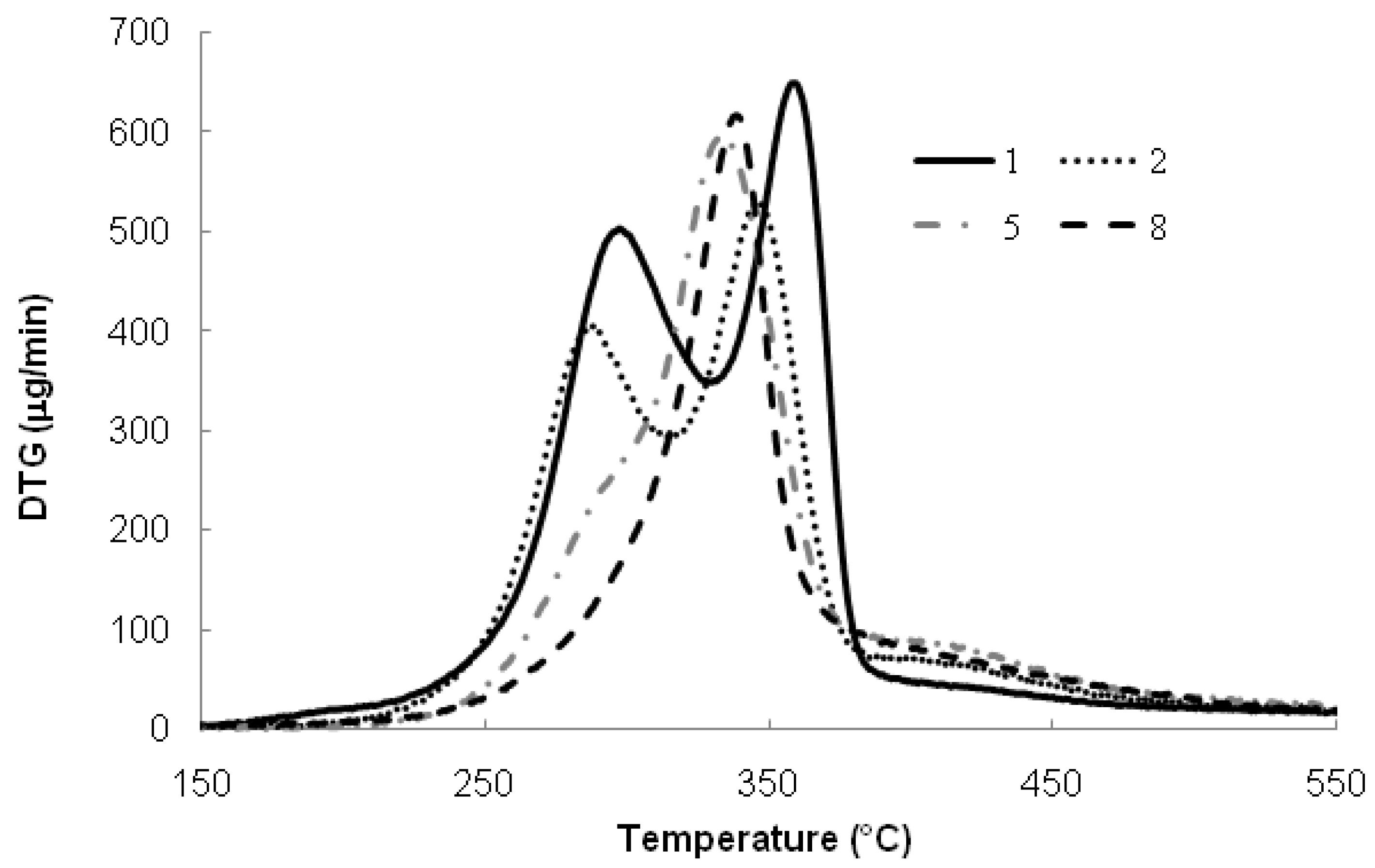
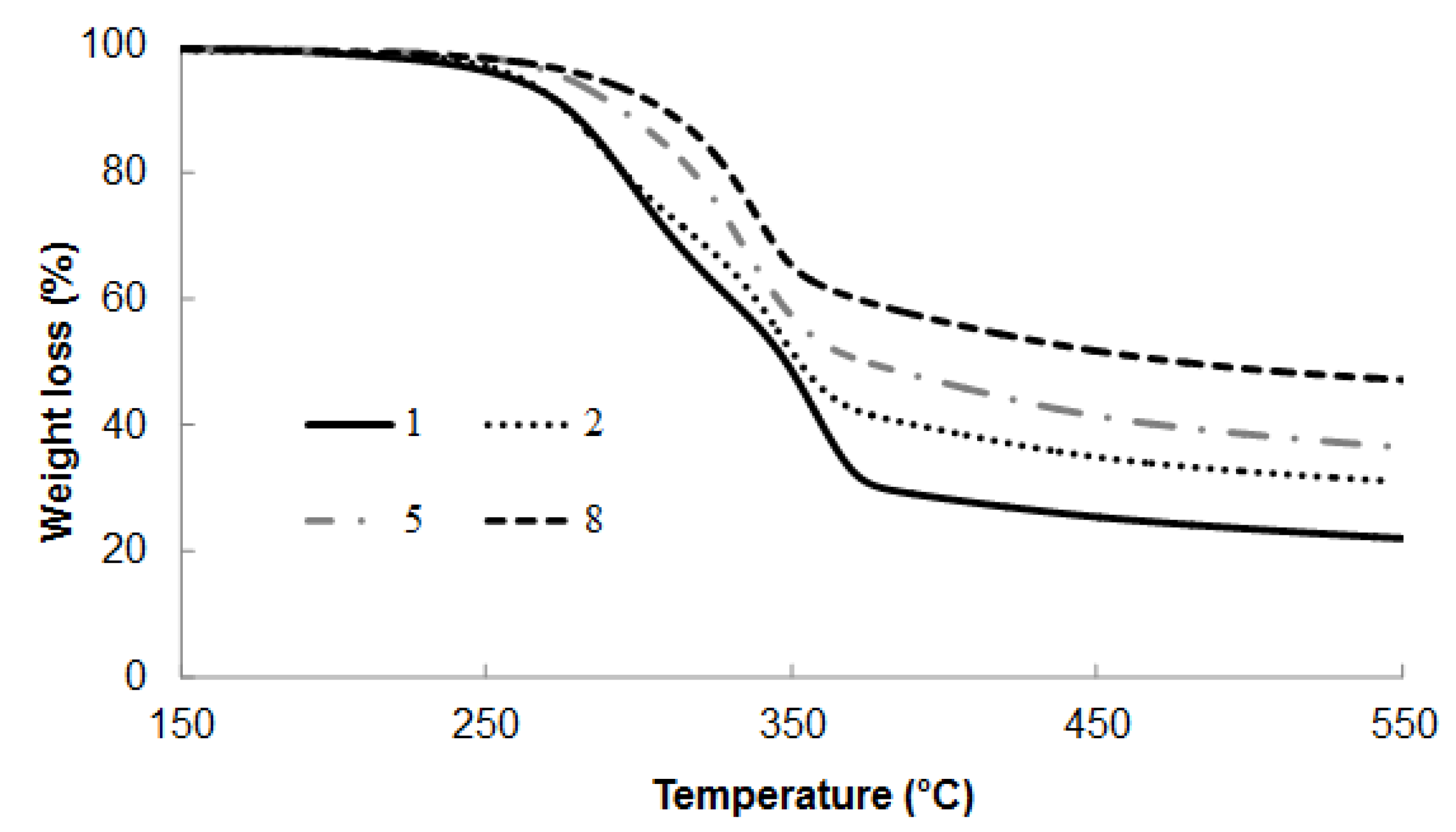
2.3. Effects of SHS Treatment on Thermal Stability of OPMF
| Sample | Temp (°C) | Time (h) | T5% (°C) | T20% (°C) | T50% (°C) | Tp (°C) | Residue at 550 °C (%) |
|---|---|---|---|---|---|---|---|
| 1 | 0 | 0 | 257.7 | 294.8 | 348.1 | 299.6, | 22.01 |
| 359.9 | |||||||
| 2 | 190 | 1 | 260.9 | 295.1 | 352.5 | 287.7, | 31.11 |
| 346.6 | |||||||
| 5 | 210 | 1 | 276.0 | 317.9 | 374.3 | 334.1 | 36.63 |
| 8 | 230 | 1 | 285.3 | 329.5 | 476.9 | 339.2 | 47.14 |
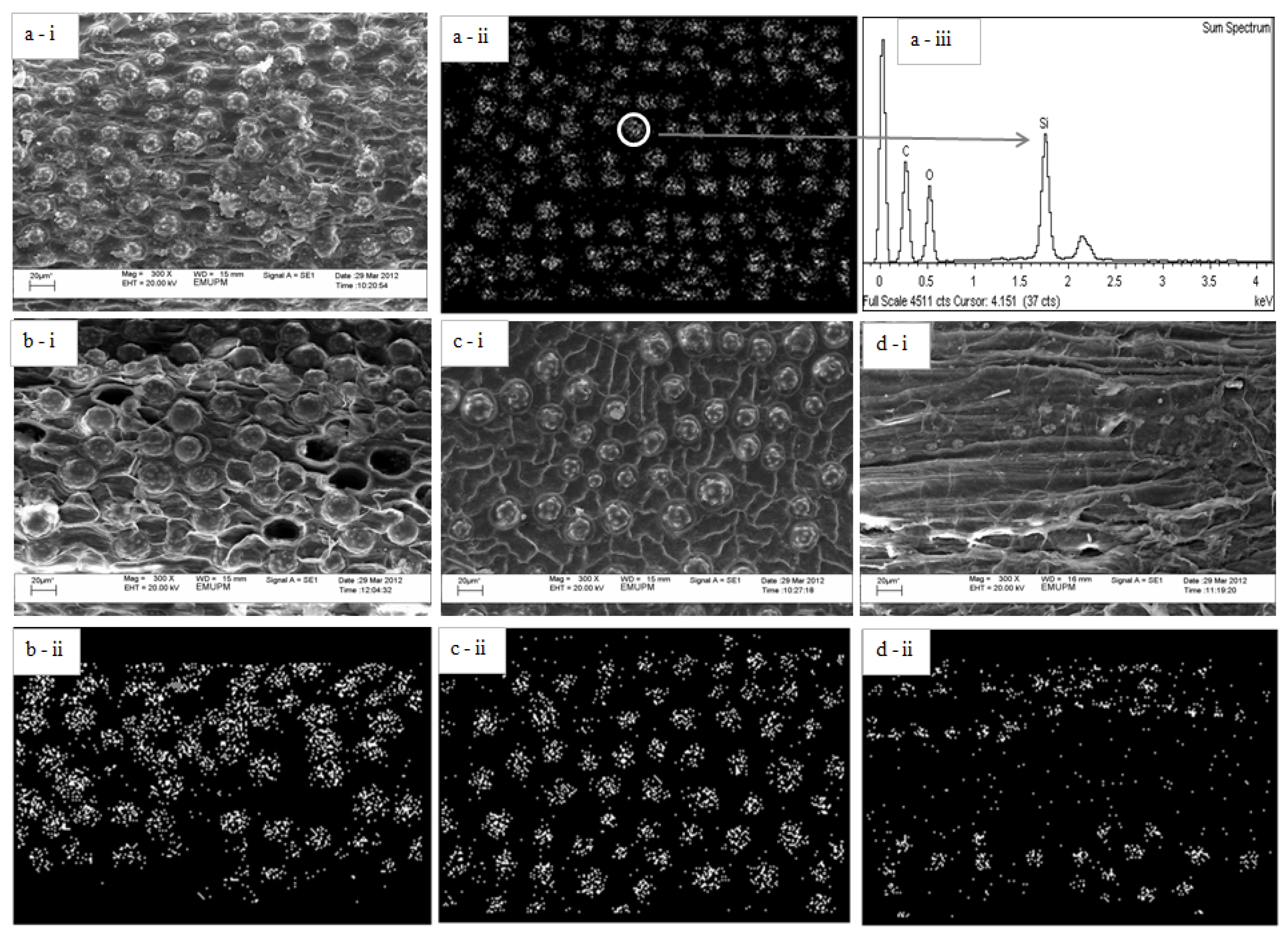
2.4. Effect of SHS Treatment on the Morphology of OPMF
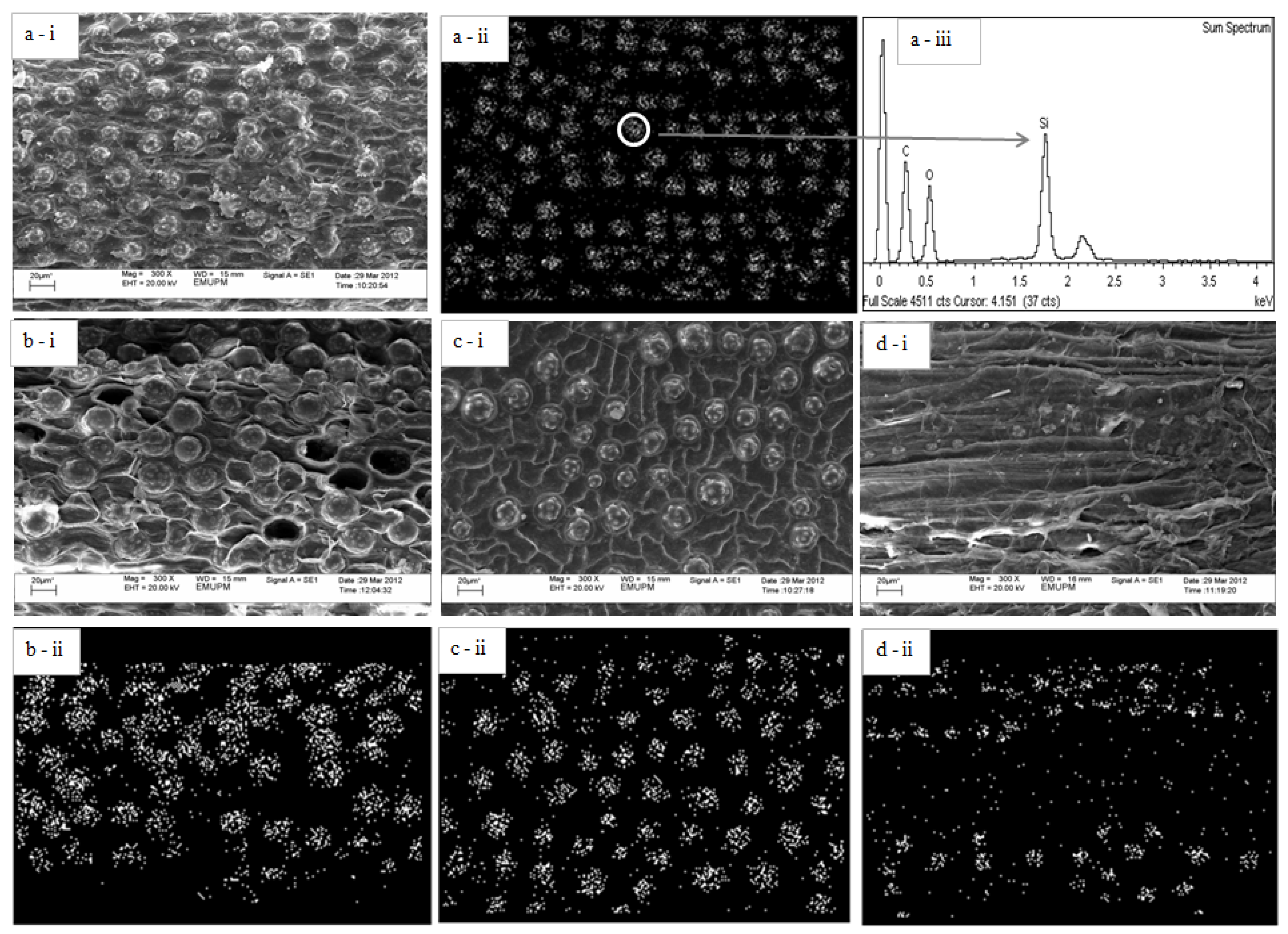
| Sample | Treatment | Silica (ppm) | |
|---|---|---|---|
| Temp (±2 °C) | Time (h) | ||
| 1 | 0 | 0 | 224.8 |
| 6 | 210 | 1 | 203.9 |
| 9 | 230 | 2 | 198.3 |
| 10 | 230 | 3 | 93.4 |
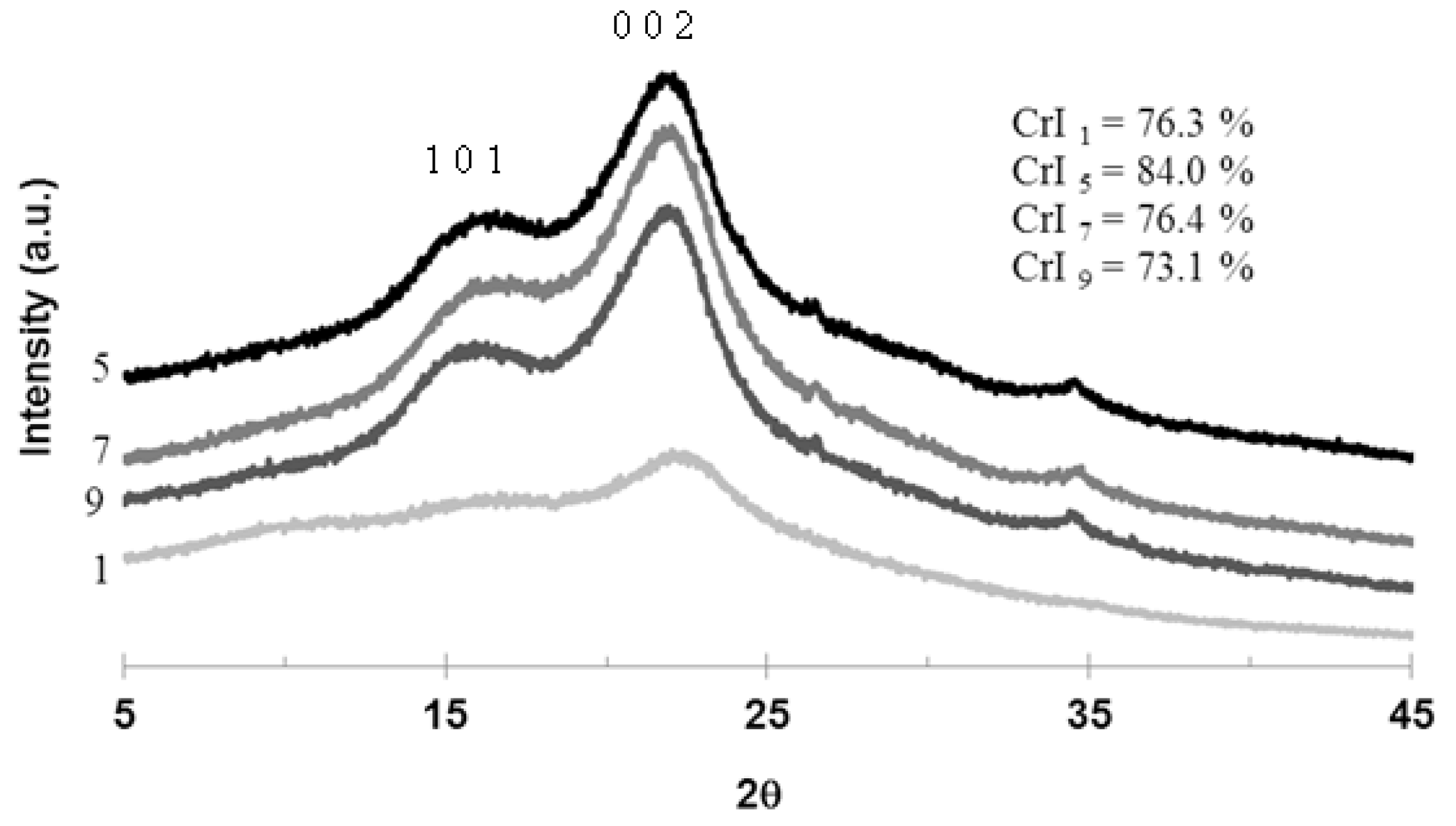
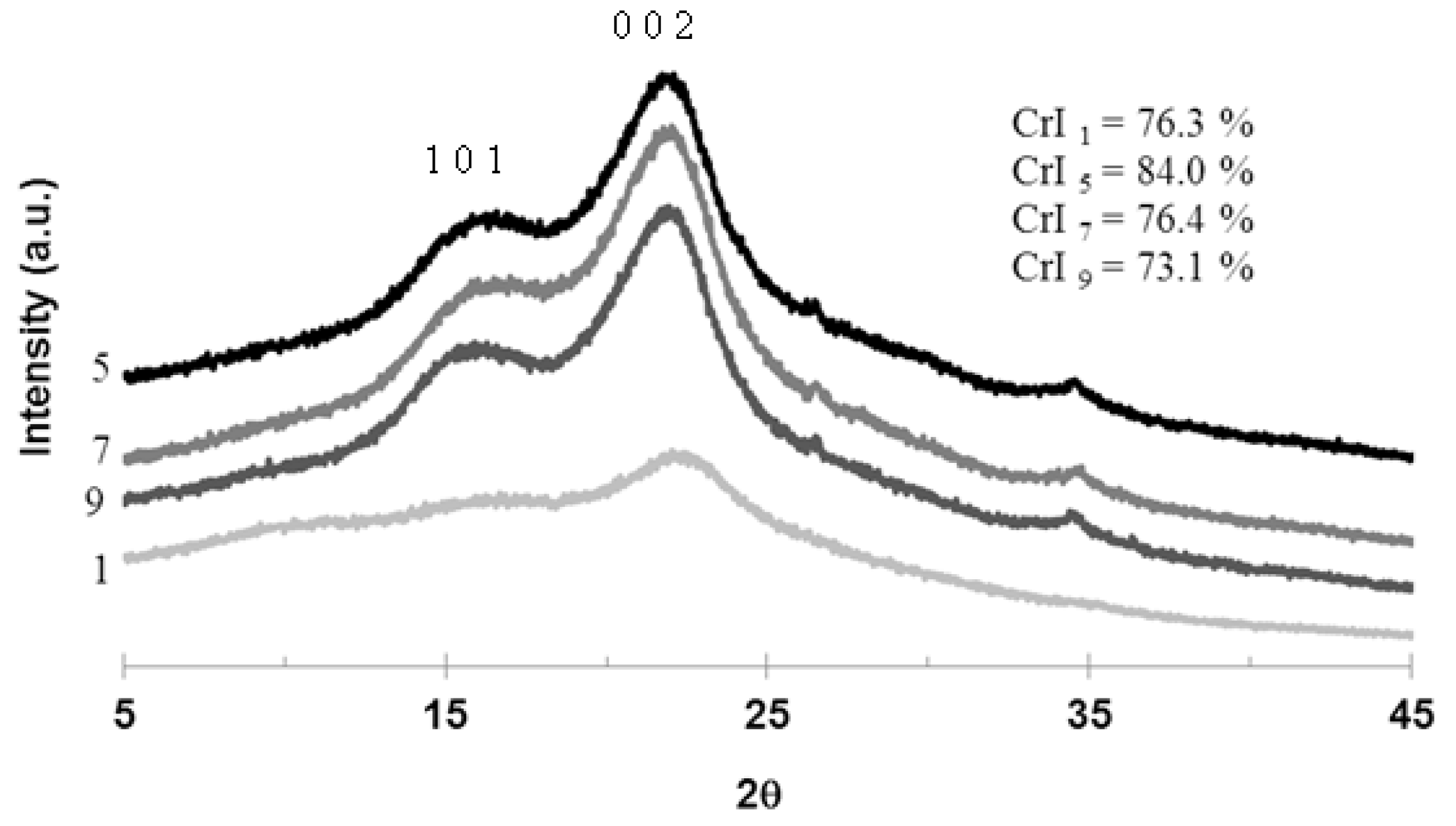
2.5. Wide-Angle X-ray Diffraction (WAXD) Analysis
3. Experimental
3.1. Materials
3.2. Superheated Steam Treatment
3.3. Characterization and Analysis of Untreated and Treated OPMF
3.3.1. Chemical Composition Analysis
3.3.2. Analytical Measurements

4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Riansa-ngawong, W.; Prasertsan, P. Optimization of furfural production from hemicellulose extracted from delignified palm pressed fiber using a two-stage process. Carbohyd. Res. 2011, 346, 103–110. [Google Scholar] [CrossRef]
- Teoh, Y.P.; Mat Don, M. Kinetic model for the hydrolysis of sterilized palm press fibre. Chem. Eng. Sci. 2011, 66, 3523–3530. [Google Scholar] [CrossRef]
- Neoh, B.K.; Thang, Y.M.; Zain, M.Z.M.; Junaidi, A. Palm pressed fibre oil: A new opportunity for premium hardstock? Int. Food Res. J. 2011, 18, 746–750. [Google Scholar]
- Wittaya, T. Microcomposites of rice starch film reinforced with microcrystalline cellulose from palm pressed fiber. Int. Food Res. J. 2009, 16, 493–500. [Google Scholar]
- Phattaraporn, T.; Waranyou, S.; Thawien, W. Effect of palm pressed fiber (PPF) surface treatment on the properties of rice starch films. Int. Food Res. J. 2011, 18, 287–302. [Google Scholar]
- Lee, S.; Wang, S. Biodegradable polymers/bamboo fiber biocomposite with bio-based coupling agent. Compos. Part A 2006, 37, 80–91. [Google Scholar] [CrossRef]
- Demir, H.; Atikler, U.; Balkose, D.; Tihminlioglu, F. The effect of fiber surface treatments on the tensile and water sorption properties of polypropylene-luffa fiber composites. Compos. Part A 2006, 37, 447–456. [Google Scholar] [CrossRef]
- Rozman, H.D.; Tan, K.W.; Kumar, R.N.; Abubakar, A. The effect of hexamethylene diisocyanate modified ALCELL lignin as a coupling agent on the flexural properties of oil palm empty fruit bunch–polypropylene composites. Polym. Int. 2001, 50, 561–567. [Google Scholar] [CrossRef]
- Eslam, H.K.; Saieh, S.E.; Rajabi, M. Effect of steaming treatment on the physical and mechanical properties of WPC made of cotton flour and polypropylene. Aust. J. Basic Appl. Sci. 2011, 6, 1143–1150. [Google Scholar]
- Hosseinaei, O.; Wang, S.; Enayati, A.A.; Rials, T.G. Effects of hemicellulose extraction on properties of wood flour and wood—plastic composites. Compos. Part A 2012, 43, 686–694. [Google Scholar] [CrossRef]
- Liu, F.P.; Wolcott, M.P.; Gardner, D.J.; Rials, T.G. Characterization of the interface between cellulosic fibers and a thermoplastic matrix. Compos. Interface 1994, 2, 419–432. [Google Scholar]
- Mwaikambo, L.Y.; Ansell, M.P. The effects of chemical treatment on the properties of hemp, sisal, jute and kapok for composite reinforcement. Die Angew. Makromol. Chem. 1999, 272, 108–116. [Google Scholar] [CrossRef]
- Ichazo, M.N.; Albano, C.; Gonzalez, J.; Perera, R.; Candal, M.V. Polypropylene/wood flour composites: Treatments and properties. Compos. Struct. 2001, 54, 207–214. [Google Scholar]
- Hosseinaei, O.; Wang, S.; Rials, TG.; Xing, C.; Zhang, Y. Effects of decreasing carbohydrate content on properties of wood strands. Cellulose 2011, 18, 841–850. [Google Scholar]
- Han, G.; Cheng, W.; Deng, J.; Dai, C.; Zhang, S.; Wu, Q. Effect of pressurized steam treatment on selected properties of wheat straws. Ind. Crop. Prod. 2009, 30, 48–53. [Google Scholar] [CrossRef]
- Shamsudin, S.; Shah, U.K.M.; Zainudin, H.; Abd-Aziz, S.; Kamal, S.M.M.; Shirai, Y.; Hassan, M.A. Effect of steam pretreatment on oil palm empty fruit bunch for the production of sugars. Biomass Bioenerg. 2012, 36, 280–288. [Google Scholar] [CrossRef]
- Schwartze, J.P.; Brocker, S. A theoretical explanation for the inversion temperature. Chem. Eng. J. 2002, 86, 61–67. [Google Scholar] [CrossRef]
- Hasibuan, R.; Wan Daud, W.R. Quality changes of superheated steam—dried fibers from oil palm empty fruit bunches. Dry Technol. 2009, 27, 194–200. [Google Scholar] [CrossRef]
- Nik Mahmud, N.A.; Baharuddin, A.S.; Bahrin, E.K.; Sulaiman, A.; Naim, M.N.; Zakaria, R. Enzymatic saccharification of oil palm mesocarp fiber (OPMF) treated with superheated steam. Bioresources 2013, 8, 1320–1331. [Google Scholar]
- Bahrin, E.K.; Baharuddin, A.S.; Ibrahim, M.F.; Razak, M.N.A.; Sulaiman, A.; Abd-Aziz, S.; Hassan, M.A.; Shirai, Y.; Nishida, H. Physicochemical property changes and enzymatic hydrolysis enhancement of oil palm empty fruit bunches treated with superheated steam. Bioresource 2012, 7, 1784–1801. [Google Scholar]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Brebu, M.; Vasile, C. Thermal degradation of lignin—A review. Cell. Chem. Technol. 2010, 44, 353–363. [Google Scholar]
- Sinha, E.; Rout, S.K. Influence of fibre-surface treatment on structural, thermal and mechanical properties of jute fibre and its composite. B. Mater. Sci. 2009, 32, 65–76. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Cardona, F.; Aravinthan, T. Effect of chemical treatment on the mechanical and thermal properties of hemp fibre reinforced thermoset sandwich composites. In Incorporating Sustainable Practice in Mechanics and Structures of Materials; Proceeding of the 21st Australasian Conference on the Mechanics of Structures and Materials, Melbourne, Australia, 7–10 December 2010; CRC Press: Boca Raton, FL, USA; pp. 439–444.
- Ando, H.; Sakaki, T.; Kokusho, T.; Shibata, M.; Uemura, Y.; Hatate, Y. Decomposition behavior of plant biomass in hot-compressed water. Ind. Eng. Chem. Res. 2000, 39, 3688–3693. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Xiao, B.; Sun, X.F.; Sun, R.C. Chemical, structural, and thermal characterization of alkali-soluble lignins and hemicelluloses, and cellulose from maize stems, rye straw, and rice straw. Polym. Degrad. Stabil. 2001, 74, 307–319. [Google Scholar] [CrossRef]
- Sun, R.C.; Tomkinson, J.; Ma, P.L.; Liang, S.F. Comparative study of hemicelluloses from rice straw by alkali and hydrogen peroxide treatments. Carbohyd. Polym. 2000, 42, 111–122. [Google Scholar] [CrossRef]
- Pan, X.J.; Sano, Y.S. Fractionation of wheat straw by atmospheric acetic acid process. Bioresour. Technol. 2005, 96, 1256–1263. [Google Scholar] [CrossRef]
- Chua, S.C.; Tan, C.P.; Mirhosseini, H.; Lai, O.M.; Kamariah, L.; Baharin, B.S. Optimization of ultrasound extraction condition of phospholipids from palm-pressed fiber. J. Food Eng. 2009, 92, 403–409. [Google Scholar] [CrossRef]
- Shinoj, S.; Visvanathan, R.; Panigrahi, S.; Kochubabu, M. Oil palm fiber (OPF) and its composites: A review. Ind. Crop. Prod. 2011, 33, 7–22. [Google Scholar] [CrossRef]
- Ariffin, H.; Hassan, M.A.; Umi Kalsom, M.S.; Abdullah, N.; Shirai, Y. Effect of physical, chemical and thermal pretreatments on the enzymatic hydrolysis of oil palm empty fruit bunch (OPEFB). J. Trop. Agric. Fd. Sci. 2008, 36, 259–268. [Google Scholar]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohyd. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Muller, C.M.O.; Laurindo, J.B.; Yamashita, F. Effect of cellulose fibers on the crystallinity and mechanical properties of starch-based films at different relative humidity values. Carbohyd. Polym. 2009, 77, 293–299. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A.E., Jr.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Iwamoto, S.; Abe, K.; Yano, H. The effect of hemicelluloses on wood pulp nanofibrillation and nanofiber network characteristics. Biomacromolecules 2008, 9, 1022–1026. [Google Scholar] [CrossRef]
- Varley, J.A. Automatic methods for the determination of nitrogen, phosphorus and potassium in plant material. Analyst 1966, 91, 119–126. [Google Scholar] [CrossRef]
- Standards & Industrial Research Institute of Malaysia. Malaysian Standard: Recommended Methods for Plant Chemical Analysis; MS 677: Pt. I to VIII; SIRIM Berhad: Kuala Lumpur, Malaysia, 1980. [Google Scholar]
- Sample Availability: Samples of the SHS-treated oil palm mesocarp fiber is available from the authors.
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Nordin, N.I.A.A.; Ariffin, H.; Andou, Y.; Hassan, M.A.; Shirai, Y.; Nishida, H.; Yunus, W.M.Z.W.; Karuppuchamy, S.; Ibrahim, N.A. Modification of Oil Palm Mesocarp Fiber Characteristics Using Superheated Steam Treatment. Molecules 2013, 18, 9132-9146. https://doi.org/10.3390/molecules18089132
Nordin NIAA, Ariffin H, Andou Y, Hassan MA, Shirai Y, Nishida H, Yunus WMZW, Karuppuchamy S, Ibrahim NA. Modification of Oil Palm Mesocarp Fiber Characteristics Using Superheated Steam Treatment. Molecules. 2013; 18(8):9132-9146. https://doi.org/10.3390/molecules18089132
Chicago/Turabian StyleNordin, Noor Ida Amalina Ahamad, Hidayah Ariffin, Yoshito Andou, Mohd Ali Hassan, Yoshihito Shirai, Haruo Nishida, Wan Md Zin Wan Yunus, Subbian Karuppuchamy, and Nor Azowa Ibrahim. 2013. "Modification of Oil Palm Mesocarp Fiber Characteristics Using Superheated Steam Treatment" Molecules 18, no. 8: 9132-9146. https://doi.org/10.3390/molecules18089132
APA StyleNordin, N. I. A. A., Ariffin, H., Andou, Y., Hassan, M. A., Shirai, Y., Nishida, H., Yunus, W. M. Z. W., Karuppuchamy, S., & Ibrahim, N. A. (2013). Modification of Oil Palm Mesocarp Fiber Characteristics Using Superheated Steam Treatment. Molecules, 18(8), 9132-9146. https://doi.org/10.3390/molecules18089132