
Analysis, Development, and Scaling-Up of Poly(lactic acid) (PLA) Biocomposites with Hazelnuts Shell Powder (HSP)

 ,
, 
 and
and 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
- PLA3251D from Natureworks is a PLA designed for injection-molding applications. This polymer grade is very stable in the molten state and can be processed on conventional injection molding equipment [density: 1.24 g/cm3; MFR (210 °C, 2.16 kg): 80 g/10 min].
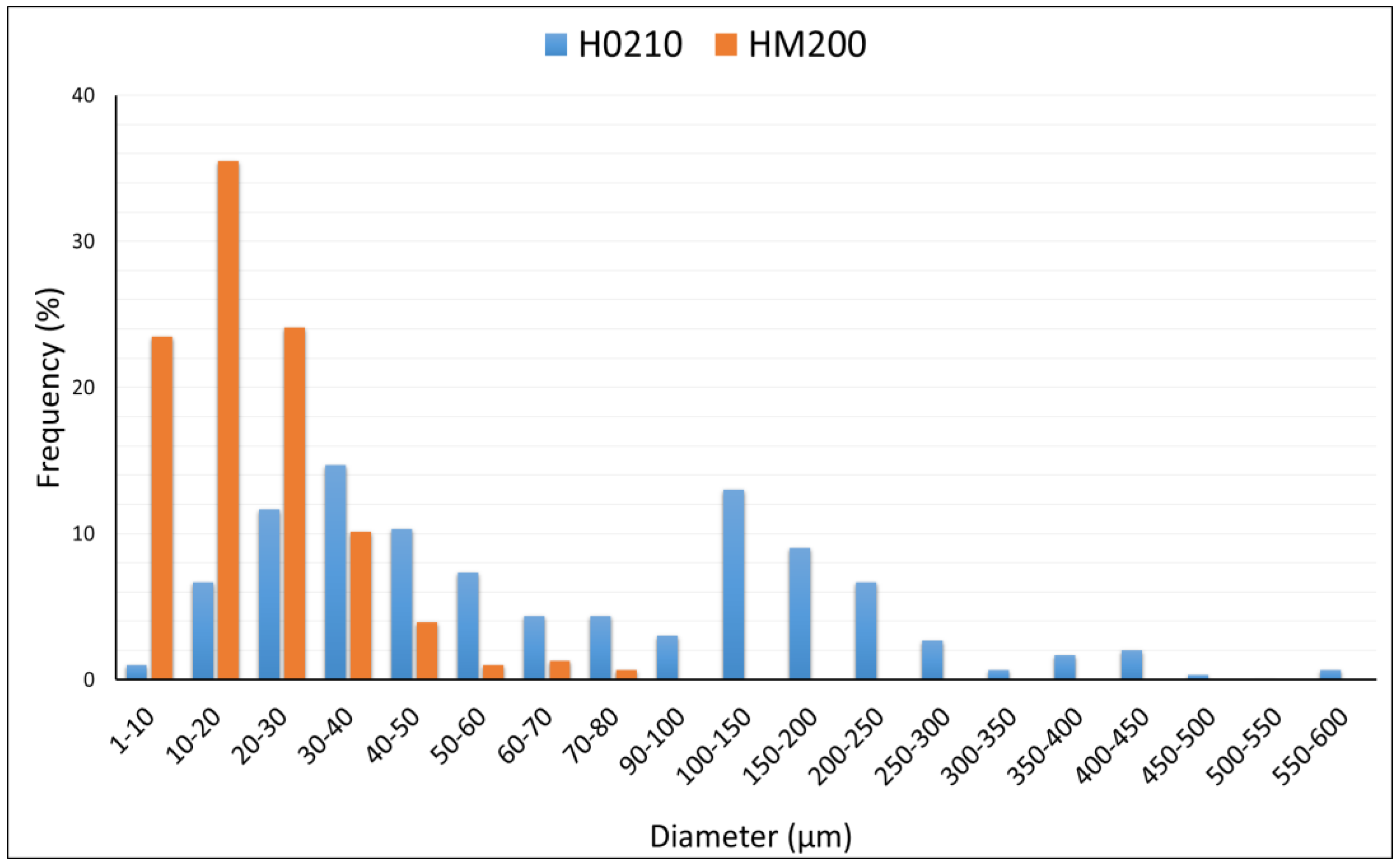
- Two different KERN hazelnut shell powders (HSPs) with different granulometry were provided by Arianna Fibers. Empty hazelnut shells were grounded by an impact mill. HSP with coarser grain size are named H0210, while those with finer grain size are named HM200 [ρ = 0.954 to 1.08 g/cm3 with HR 5 to 30%].
2.2. Hazelnut Shell Powders (HSPs) Characterization
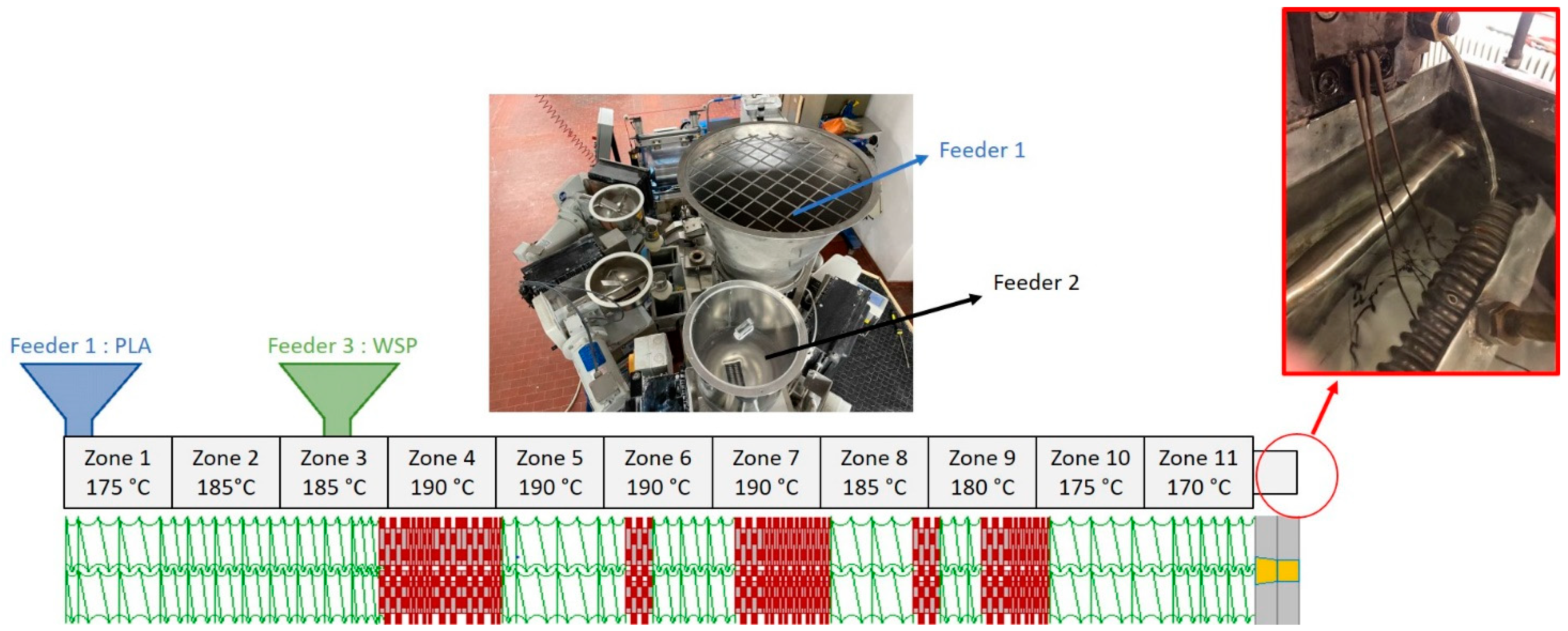
2.3. Lab-Scale and Semi-Industrial Scale-Up Extrusion Compounding and Injection Molding
2.4. Melt Flow Rate (MFR)
2.5. Mechanical and Thermal Characterization
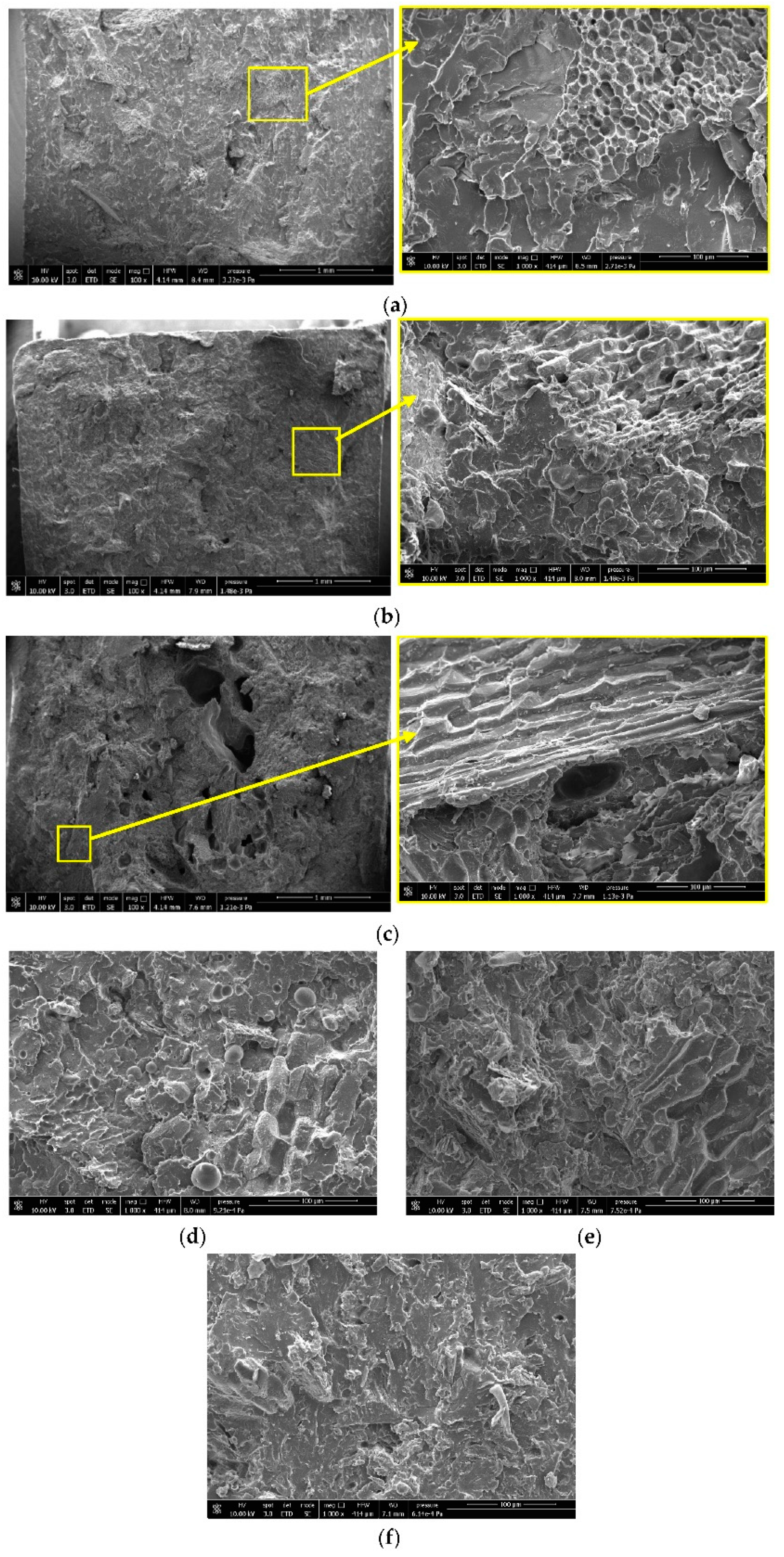
2.6. Composite Morphology Investigation
3. Theoretical Analysis
4. Results
4.1. HSPs Characterization Results
4.2. Lab-Scaled Composites Results
4.3. Scaled-Up Composites Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Folino, A.; Karageorgiou, A.; Calabrò, P.S.; Komilis, D. Biodegradation of wasted bioplastics in natural and industrial environments: A review. Sustainability 2020, 12, 6030. [Google Scholar] [CrossRef]
- Pawelczyk, A. EU Policy and Legislation on recycling of organic wastes to agriculture. ISAH 2005, 1, 64–71. [Google Scholar]
- Lourenço, S.C.; Moldão-Martins, M.; Alves, V.D. Antioxidants of natural plant origins: From sources to food industry applications. Molecules 2019, 24, 4132. [Google Scholar] [CrossRef] [PubMed]
- Soleimani, M.; Kaghazchi, T. Agricultural waste conversion to activated carbon by chemical activation with phosphoric acid. Chem. Eng. Technol. Ind. Chem. Equip.-Process Eng. 2007, 30, 649–654. [Google Scholar] [CrossRef]
- Balart, J.F.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Müller, M.; Valášek, P.; Linda, M.; Petrásek, S. Exploitation of hazelnut (Corylus avellana) shell waste in the form of polymer-particle biocomposite. Sci. Agric. Bohem. 2018, 49, 53–59. [Google Scholar] [CrossRef][Green Version]
- Han, H.; Wang, S.; Rakita, M.; Wang, Y.; Han, Q.; Xu, Q. Effect of Ultrasound-Assisted Extraction of Phenolic Compounds on the Characteristics of Walnut Shells. Food Nutr. Sci. 2018, 9, 1034–1045. [Google Scholar] [CrossRef]
- Pirayesh, H.; Khazaeian, A.; Tabarsa, T. The potential for using walnut (Juglans regia L.) shell as a raw material for wood-based particleboard manufacturing. Compos. Part B Eng. 2012, 43, 3276–3280. [Google Scholar] [CrossRef]
- Demirbaş, A. Estimating of structural composition of wood and non-wood biomass samples. Energy Sources 2005, 27, 761–767. [Google Scholar] [CrossRef]
- Queirós, C.S.G.P.; Cardoso, S.; Lourenço, A.; Ferreira, J.; Miranda, I.; Lourenço, M.J.V.; Pereira, H. Characterization of walnut, almond, and pine nut shells regarding chemical composition and extract composition. Biomass Convers. Biorefinery 2020, 10, 175–188. [Google Scholar] [CrossRef]
- Herrera, R.; Hemming, J.; Smeds, A.; Gordobil, O.; Willför, S.; Labidi, J. Recovery of bioactive compounds from hazelnuts and walnuts shells: Quantitative–qualitative analysis and chromatographic purification. Biomolecules 2020, 10, 1363. [Google Scholar] [CrossRef] [PubMed]
- Agustin-Salazar, S.; Gamez-Meza, N.; Medina-Juárez, L.A.; Malinconico, M.; Cerruti, P. Stabilization of polylactic acid and polyethylene with nutshell extract: Efficiency assessment and economic evaluation. ACS Sustain. Chem. Eng. 2017, 5, 4607–4618. [Google Scholar] [CrossRef]
- Moccia, F.; Agustin-Salazar, S.; Verotta, L.; Caneva, E.; Giovando, S.; D’Errico, G.; Panzella, L.; d’Ischia, M.; Napolitano, A. Antioxidant properties of agri-food byproducts and specific boosting effects of hydrolytic treatments. Antioxidants 2020, 9, 438. [Google Scholar] [CrossRef] [PubMed]
- Pradhan, P.; Nanda, B.P.; Satapathy, A. Polyester composites filled with walnut shell powder: Preparation and thermal characterization. Polym. Compos. 2020, 41, 3294–3308. [Google Scholar] [CrossRef]
- Akıncıoğlu, G.; Akıncıoğlu, S.; Öktem, H.; Uygur, İ. Wear response of non-asbestos brake pad composites reinforced with walnut shell dust. J. Aust. Ceram. Soc. 2020, 56, 1061–1072. [Google Scholar] [CrossRef]
- Yu, Y.; Guo, Y.; Jiang, T.; Li, J.; Jiang, K.; Zhang, H. Study on the ingredient proportions and after-treatment of laser sintering walnut shell composites. Materials 2017, 10, 1381. [Google Scholar] [CrossRef]
- Kuciel, S.; Mazur, K.; Jakubowska, P. Novel biorenewable composites based on poly (3-hydroxybutyrate-co-3-hydroxyvalerate) with natural fillers. J. Polym. Environ. 2019, 27, 803–815. [Google Scholar] [CrossRef]
- Kuciel, S.; Mazur, K.; Jakubowska, P.; Pradhan, P.; Nanda, B.P.; Satapathy, A.; Akıncıoğlu, G.; Akıncıoğlu, S.; Öktem, H.; Uygur, İ.; et al. Effects of walnut shell powders on the morphology and the thermal and mechanical properties of poly (lactic acid). Polym. Compos. 2020, 33, 803–815. [Google Scholar]
- Orue, A.; Eceiza, A.; Arbelaiz, A. The use of alkali treated walnut shells as filler in plasticized poly(lactic acid) matrix composites. Ind. Crops Prod. 2020, 145. [Google Scholar] [CrossRef]
- Bowyer, J.L.; Stockmann, V.E. Agricultural residues. For. Prod. J. 2001, 51, 10–21. [Google Scholar]
- Suhaily, S.S.; Khalil, H.P.S.A.; Asniza, M.; Fazita, M.R.N.; Mohamed, A.R.; Dungani, R.; Zulqarnain, W.; Syakir, M.I. Design of green laminated composites from agricultural biomass. In Lignocellulosic Fibre and Biomass-Based Composite Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 291–311. [Google Scholar]
- Papadopoulou, E.; Chrissafis, K. Particleboards from agricultural lignocellulosics and biodegradable polymers prepared with raw materials from natural resources. In Natural Fiber-Reinforced Biodegradable and Bioresorbable Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 19–30. [Google Scholar]
- Barbu, M.C.; Sepperer, T.; Tudor, E.M.; Petutschnigg, A. Walnut and hazelnut shells: Untapped industrial resources and their suitability in lignocellulosic composites. Appl. Sci. 2020, 10, 6340. [Google Scholar] [CrossRef]
- Cheng, S.; Lau, K.; Liu, T.; Zhao, Y.; Lam, P.-M.; Yin, Y. Mechanical and thermal properties of chicken feather fiber/PLA green composites. Compos. Part B Eng. 2009, 40, 650–654. [Google Scholar] [CrossRef]
- Madhavan Nampoothiri, K.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef] [PubMed]
- Aliotta, L.; Gigante, V.; Coltelli, M.; Cinelli, P.; Lazzeri, A.; Seggiani, M. Thermo-Mechanical Properties of PLA / Short Flax Fiber Biocomposites. Appl. Sci. 2019, 9, 3797. [Google Scholar] [CrossRef]
- Song, X.; He, W.; Yang, S.; Huang, G.; Yang, T. Fused Deposition Modeling of Poly (Lactic Acid)/Walnut Shell Biocomposite Filaments—Surface Treatment and Properties. Appl. Sci. 2019, 9, 4892. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Phuong, V.T.; Gigante, V.; Aliotta, L.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A. Reactively extruded ecocomposites based on poly(lactic acid)/bisphenol A polycarbonate blends reinforced with regenerated cellulose microfibers. Compos. Sci. Technol. 2017, 139, 127–137. [Google Scholar] [CrossRef]
- Nanthananon, P.; Seadan, M.; Pivsa-Art, S.; Hiroyuki, H.; Suttiruengwong, S. Biodegradable polyesters reinforced with eucalyptus fiber: Effect of reactive agents. AIP Conf. Proc. 2017, 1914, 1–6. [Google Scholar] [CrossRef]
- Coltelli, M.; Bertolini, A.; Aliotta, L.; Gigante, V.; Vannozzi, A.; Lazzeri, A. Chain Extension of Poly (Lactic Acid) (PLA)—Based Blends and Composites Containing Bran with Biobased Compounds for Controlling Their Processability and Recyclability. Polymers 2021, 13, 3050. [Google Scholar] [CrossRef]
- Gigante, V.; Aliotta, L.; Phuong, V.T.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Effects of waviness on fiber-length distribution and interfacial shear strength of natural fibers reinforced composites. Compos. Sci. Technol. 2017, 152, 129–138. [Google Scholar] [CrossRef]
- Le Moigne, N.; Van Den Oever, M.; Budtova, T. A statistical analysis of fibre size and shape distribution after compounding in composites reinforced by natural fibres. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1542–1550. [Google Scholar] [CrossRef]
- Fischer, E.W.; Sterzel, H.J.; Wegner, G. Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Kolloid-Z. Z. Polym. 1973, 251, 980–990. [Google Scholar] [CrossRef]
- Fu, S.Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate-polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Pukánszky, B. Influence of interface interaction on the ultimate tensile properties of polymer composites. Composites 1990, 21, 255–262. [Google Scholar] [CrossRef]
- Aliotta, L.; Gigante, V.; Cinelli, P.; Coltelli, M.-B.; Lazzeri, A. Effect of a Bio-Based Dispersing Aid (Einar ® 101) on PLA-Arbocel ® Biocomposites: Evaluation of the Interfacial Shear Stress on the Final Mechanical Properties. Biomolecules 2020, 10, 1549. [Google Scholar] [CrossRef]
- Nicolais, L.; Nicodemo, L. Strength of particulate composite. Polym. Eng. Sci. 1973, 13, 469. [Google Scholar] [CrossRef]
- Boeriu, C.G.; Bravo, D.; Gosselink, R.J.A.; van Dam, J.E.G. Characterisation of structure-dependent functional properties of lignin with infrared spectroscopy. Ind. Crops Prod. 2004, 20, 205–218. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Szulc, J. Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 2019, 75, 1–11. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Górny, R.; Kloziński, A. Evaluation of highly filled epoxy composites modified with walnut shell waste filler. Polym. Bull. 2018, 75, 2511–2528. [Google Scholar] [CrossRef]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the elastic modulus of natural fibre reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1660–1671. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276–277, 1–24. [Google Scholar] [CrossRef]
- Aliotta, L.; Lazzeri, A. A proposal to modify the Kelly-Tyson equation to calculate the interfacial shear strength (IFSS) of composites with low aspect ratio fibers. Compos. Sci. Technol. 2020, 186, 107920. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crops Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Garcia-Garcia, D.; Carbonell-Verdu, A.; Balart, R.; Torres-Giner, S. Effect of different compatibilizers on injection-molded green composite pieces based on polylactide filled with almond shell flour. Compos. Part B Eng. 2018, 147, 76–85. [Google Scholar] [CrossRef]
- Álvarez-Chávez, C.R.; Sánchez-Acosta, D.L.; Encinas-Encinas, J.C.; Esquer, J.; Quintana-Owen, P.; Madera-Santana, T.J. Characterization of extruded poly (lactic acid)/pecan nutshell biocomposites. Int. J. Polym. Sci. 2017, 2017. [Google Scholar] [CrossRef]
- Molinari, G.; Gigante, V.; Fiori, S.; Aliotta, L. Dispersion of Micro Fibrillated Cellulose (MFC) in Poly (lactic acid) (PLA) from Lab-Scale to Semi-Industrial Processing Using Biobased Plasticizers as Dispersing Aids. Chemistry 2021, 3, 896–915. [Google Scholar] [CrossRef]
- Taheri, H.; Hietala, M.; Oksman, K. One-step twin-screw extrusion process of cellulose fibers and hydroxyethyl cellulose to produce fibrillated cellulose biocomposite. Cellulose 2020, 27, 8105–8119. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend Name | PLA wt.% | HSP wt.% |
|---|---|---|
| PLA | 100 | 0 |
| PLA_20_H0210 | 80 | 20 |
| PLA_30_H0210 | 70 | 30 |
| PLA_40_H0210 | 60 | 40 |
| PLA_20_HM200 | 80 | 20 |
| PLA_30_HM200 | 70 | 30 |
| PLA_40_HM200 | 60 | 40 |
| PLA * | 100 | 0 |
| PLA_30_H0210 * | 70 | 30 |
| PLA_30_HM200 * | 70 | 30 |
| Blend Name | Temperature Profile (°C) | Mold Temperature (°C) | Injection Time and Cooling Time (sec) | Injection Pressure (bar) |
|---|---|---|---|---|
| PLA | 185–190–190 | 60 | 5 | 120 |
| PLA_20_H0210 | 90 | |||
| PLA_30_H0210 | 90 | |||
| PLA_40_H0210 | 95 | |||
| PLA_20_HM200 | 70 | |||
| PLA_30_HM200 | 70 | |||
| PLA_40_HM200 | 70 | |||
| PLA * | 120 | |||
| PLA_30_H0210 * | 95 | |||
| PLA_30_HM200 * | 95 |
| Blend Name | Elastic Modulus (GPa) | Stress at Break (MPa) | Elongation at Break (%) | Charpy Impact Resistance (C.I.S.) (kJ/m2) | MFR (g/10 min) |
|---|---|---|---|---|---|
| PLA | 3.56 ± 0.21 | 58.94 ± 1.16 | 2.30 ± 0.33 | 2.53 ± 0.29 | 3.80 ± 0.51 |
| PLA_20_H0210 | 4.03 ± 0.15 | 40.85 ± 0.76 | 1.35 ± 0.15 | 2.60 ± 0.32 | 22.69 ± 1.76 |
| PLA_30_H0210 | 4.16 ± 0.03 | 33.77 ± 3.16 | 0.95 ± 0.24 | 2.73 ± 1.22 | 13.78 ± 1.98 |
| PLA_40_H0210 | 4.26 ± 0.12 | 27.38 ± 0.97 | 0.89 ± 0.10 | 2.94 ± 0.61 | 8.49 ± 1.82 |
| PLA_20_HM200 | 3.88 ± 0.12 | 30.34 ± 1.85 | 1.11 ± 0.24 | 2.45 ± 0.20 | 32.91 ± 3.17 |
| PLA_30_HM200 | 4.13 ± 0.30 | 26.85 ± 2.19 | 1.10 ± 0.11 | 1.74 ± 0.24 | 34.08 ± 3.26 |
| PLA_40_HM200 | 4.44 ± 0.20 | 16.80 ± 4.60 | 0.45 ± 0.17 | 1.73 ± 0.26 | 33.41 ± 2.93 |
| Blend Name | Tg (°C) | Tcc (°C) | Tm (°C) | ΔHcc (J/g) | ΔHm (J/g) | Xcc (%) |
|---|---|---|---|---|---|---|
| PLA | 61.8 | 105.7 | 172.2 | 32.4 | 44.9 | 13.5 |
| PLA_20_H0210 | 58.2 | 94.3 | 170.9 | 21.8 | 32.4 | 14.2 |
| PLA_30_H0210 | 57.2 | 93.3 | 169.3 | 22.4 | 33.3 | 16.8 |
| PLA_40_H0210 | 57.2 | 94.2 | 168.8 | 18.9 | 27.8 | 16.0 |
| PLA_20_HM200 | 55.2 | 91.0 | 168.0 | 26.8 | 38.2 | 15.2 |
| PLA_30_HM200 | 54.3 | 88.6 | 167.1 | 23.1 | 35.2 | 18.6 |
| PLA_40_HM200 | 53.7 | 87.4 | 166.8 | 20.9 | 33.0 | 21.7 |
| Blend Name | Elastic Modulus (GPa) | Stress at Break (MPa) | Elongation at Break (%) | Charpy Impact Resistance (C.I.S.) (kJ/m2) | MFR (g/10 min) |
|---|---|---|---|---|---|
| PLA * | 3.64 ± 0.19 | 64.60 ± 2.61 | 2.69 ± 0.14 | 2.51 ± 0.23 | 3.21 ± 0.55 |
| PLA_30_H0210 * | 4.30 ± 0.16 | 36.45 ± 1.00 | 1.09 ± 0.10 | 2.63 ± 0.35 | 6.23 ± 0.26 |
| PLA_30_HM200 * | 4.45 ± 0.11 | 38.42 ± 0.68 | 1.39 ± 0.18 | 2.29 ± 0.29 | 4.00 ± 0.59 |
| Blend Name | Tg (°C) | Tcc (°C) | Tm (°C) | ΔHcc (J/g) | ΔHm (J/g) | Xcc (%) |
|---|---|---|---|---|---|---|
| PLA * | 63.4 | 101.7 | 174.6 | 29.2 | 38.8 | 10.3 |
| PLA_30_H0210 * | 57.5 | 94.5 | 172.5 | 17.1 | 29.0 | 18.2 |
| PLA_30_HM200 * | 55.7 | 93.8 | 169.9 | 18.8 | 27.6 | 13.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aliotta, L.; Vannozzi, A.; Bonacchi, D.; Coltelli, M.-B.; Lazzeri, A. Analysis, Development, and Scaling-Up of Poly(lactic acid) (PLA) Biocomposites with Hazelnuts Shell Powder (HSP). Polymers 2021, 13, 4080. https://doi.org/10.3390/polym13234080
Aliotta L, Vannozzi A, Bonacchi D, Coltelli M-B, Lazzeri A. Analysis, Development, and Scaling-Up of Poly(lactic acid) (PLA) Biocomposites with Hazelnuts Shell Powder (HSP). Polymers. 2021; 13(23):4080. https://doi.org/10.3390/polym13234080
Chicago/Turabian StyleAliotta, Laura, Alessandro Vannozzi, Daniele Bonacchi, Maria-Beatrice Coltelli, and Andrea Lazzeri. 2021. "Analysis, Development, and Scaling-Up of Poly(lactic acid) (PLA) Biocomposites with Hazelnuts Shell Powder (HSP)" Polymers 13, no. 23: 4080. https://doi.org/10.3390/polym13234080
APA StyleAliotta, L., Vannozzi, A., Bonacchi, D., Coltelli, M.-B., & Lazzeri, A. (2021). Analysis, Development, and Scaling-Up of Poly(lactic acid) (PLA) Biocomposites with Hazelnuts Shell Powder (HSP). Polymers, 13(23), 4080. https://doi.org/10.3390/polym13234080