
Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review

 , , and
, , and
Abstract
:1. Introduction
2. Influence of FSP on Microstructure and Tensile Behavior of Steels
3. Effect of FSP on Fracture Toughness and Fatigue Behavior
4. Effect of FSP on Corrosion Behavior of Steels
5. Effect of FSP on Wear Behavior of Steels
6. Research Methodologies
7. Conclusions and Recommendations
- FSP refines the grain structure in all types of steels. So, FSP is expected to, in general, affect their mechanical and corrosion behavior.
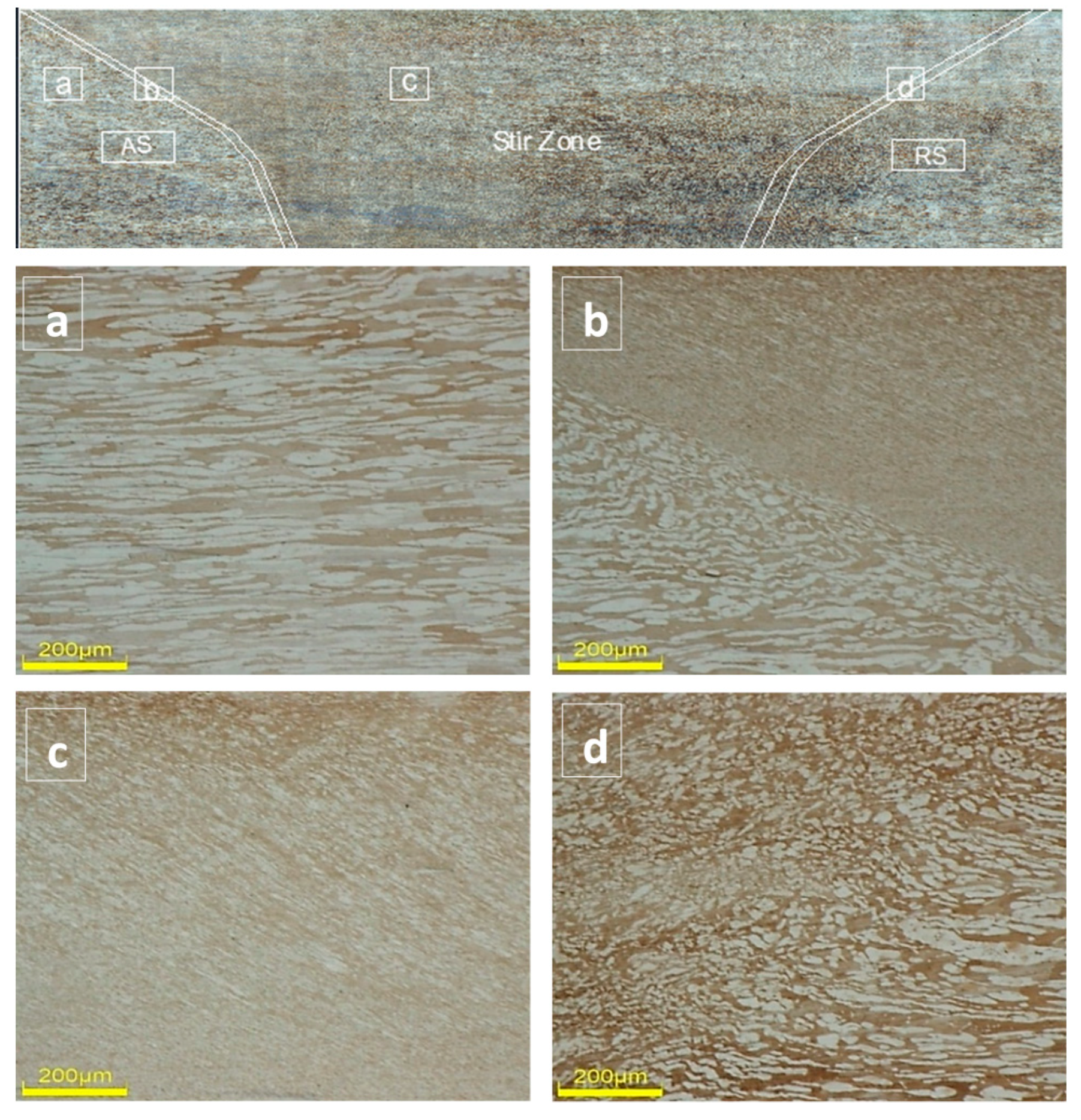
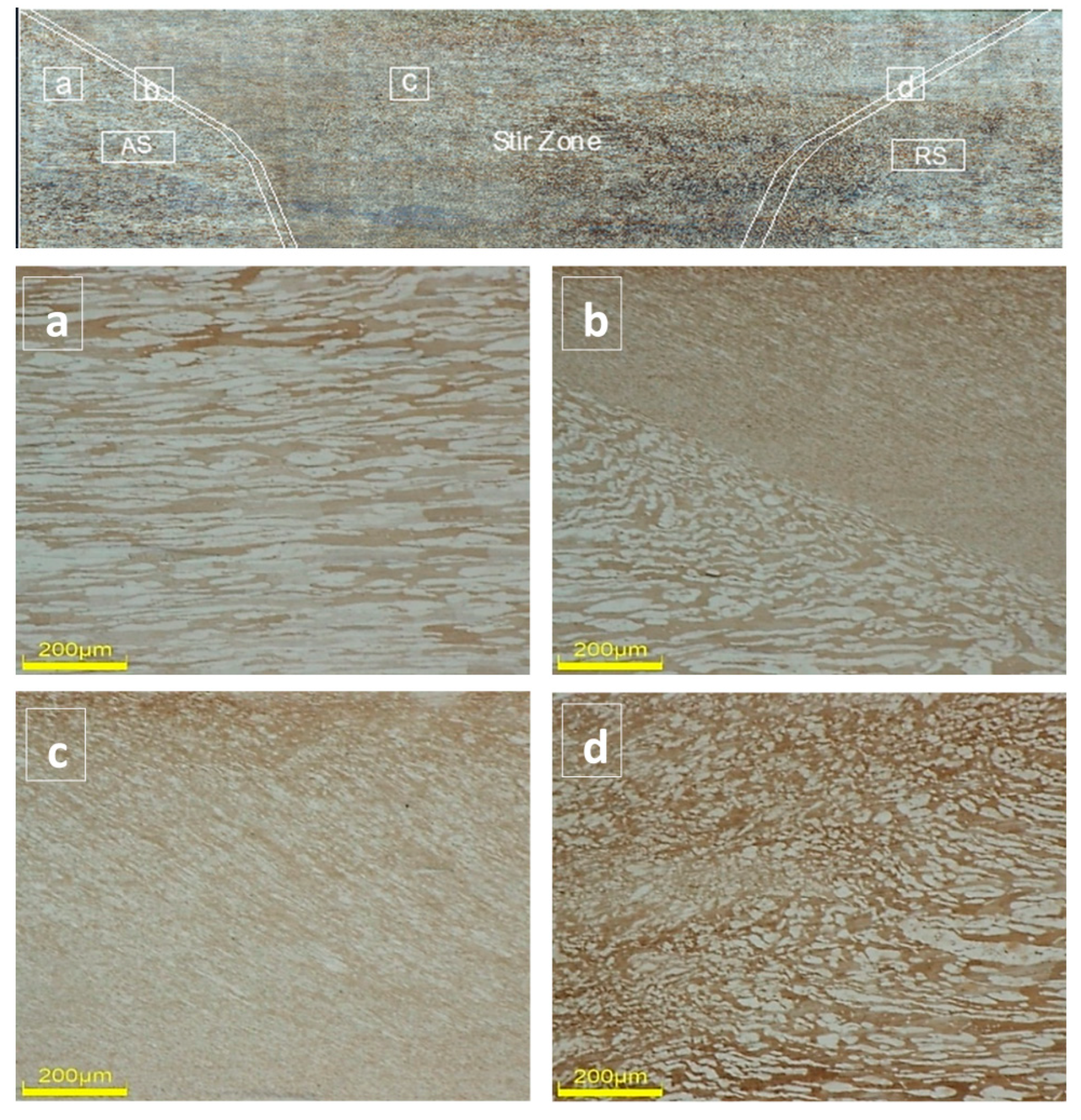
- The grain structure of the processed material is asymmetric; grains on the advancing side of the processed material are more refined than those on the retreating side with different orientations/textures.
- FSP increases tensile strength and hardness. However, it reduces the ductility in most types of steels.
- Fracture toughness may be increased or decreased by FSP, depending on FSP parameters, tool geometry, and steel grade.
- FSP enhances the fatigue life of the processed material and increases the fatigue strength of the FSWed joints in steel. The results obtained on SDSS show excellent improvement in both fatigue initiation and propagation lives.
- FSP improves the corrosion resistance in steels due to changes in surface compositions and the formation of stable passive films. It also enhances the wear resistance in all types of steels due mainly to the hardened FSPed surface.
- The properties of the processed material are found to be highly dependent on the advancing and rotational speeds of the FSP tool. There is no obvious correlation between these parameters and the behavior of the processed material. So, an intensive investigation is required to assess the influence of these parameters on the performance of processed steels.
- Various studies showed different percentage improvements in the specific properties of the investigated steels. So, it means that the parameters of FSP such as the advancing speed, rotational speed, tilt angle, and tool material/geometry play an important role in the final behavior of steels. The influence of each parameter of FSP on the properties of steel needs to be investigated thoroughly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miki, C.; Homma, K.; Tominaga, T. High Strength and High Performance Steels and Their Use in Bridge Structures. J. Constr. Steel Res. 2002, 58, 3–20. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent Developments in Stainless Steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Tomita, Y. Development of Fracture Toughness of Ultrahigh Strength, Medium Carbon, Low Alloy Steels for Aerospace Applications. Int. Mater. Rev. 2000, 45, 27–37. [Google Scholar] [CrossRef]
- Chandra Kandpal, B.; Gupta, D.K.; Kumar, A.; Kumar Jaisal, A.; Kumar Ranjan, A.; Srivastava, A.; Chaudhary, P. Effect of Heat Treatment on Properties and Microstructure of Steels. Mater. Today Proc. 2021, 44, 199–205. [Google Scholar] [CrossRef]
- Lowe, T.; Valiev, R. The Use of Severe Plastic Deformation Techniques in Grain Refinement. JOM 2004, 56, 64–68. [Google Scholar] [CrossRef]
- Valiev, R.; Langdon, T. Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement. Prog. Mater. Sci. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Sakai, G.; Nakamura, K.; Horita, Z.; Langdon, T. Developing High-Pressure Torsion for Use with Bulk Samples. Mater. Sci. Eng. A 2005, 406, 268–273. [Google Scholar] [CrossRef]
- Sakai, T.; Miura, H. Strain-Induced Grain Refinement and Its Mechanisms during Severe Multi-Directional Forging. Tetsu-to-Hagane 2008, 94, 590–598. [Google Scholar] [CrossRef] [Green Version]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel Ultra-High Straining Process for Bulk Materials—Development of the Accumulative Roll-Bonding (ARB) Process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Ma, Z.Y. Friction Stir Processing Technology: A Review. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of Tools for Friction Stir Welding and Processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D. Friction Stir Welding for the Transportation Industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W. Friction Stir Processing: A New Grain Refinement Technique to Achieve High Strain Rate Superplasticity in Commercial Alloys. Mater. Sci. Forum 2001, 357–359, 507–514. [Google Scholar] [CrossRef]
- Węglowski, M.S. Friction Stir Processing—State of the Art. Arch. Civ. Mech. Eng. 2018, 18, 114–129. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Abubaker, H.M.; Merah, N.; Al-badour, F.A.; Albinmousa, J.; Sorour, A.A. Influence of Friction Stir Processing on Mechanical Behavior of 2507 SDSS. Metals 2020, 10, 369. [Google Scholar] [CrossRef] [Green Version]
- Abubaker, H.M.; Merah, N.; Al-Badour, F.; Sorour, A.A.; Ul-Hamid, A.; Kumar, A.M.; Albinmousa, J. Influence of Friction Stir Processing on Wear, Corrosion, and Fracture Toughness Behavior of 2507 Super Duplex Stainless Steel. J. Mater. Eng. Perform. 2021, 30, 89–102. [Google Scholar] [CrossRef]
- Arafat, E.; Merah, N.; Al-Badour, F.A.; Bello, I.T.; Albinmousa, J. Fatigue Crack Growth Behavior of Friction Stir Processed Super Duplex Stainless Steels (SAF-2507). Mater. Today Commun. 2021, 26, 101937. [Google Scholar] [CrossRef]
- Wang, W.; Han, P.; Peng, P.; Zhang, T.; Liu, Q.; Yuan, S.N.; Huang, L.Y.; Yu, H.L.; Qiao, K.; Wang, K.S. Friction Stir Processing of Magnesium Alloys: A Review. Acta Metall. Sin. 2020, 33, 43–57. [Google Scholar] [CrossRef] [Green Version]
- Ding, Z.; Fan, Q.; Wang, L. A Review on Friction Stir Processing of Titanium Alloy: Characterization, Method, Microstructure, Properties. Metall. Mater. Trans. B Process. Metall. Mater. Process. Sci. 2019, 50, 2134–2162. [Google Scholar] [CrossRef]
- Arun Kumar, R.; Aakash Kumar, R.G.; Anees Ahamed, K.; Denise Alstyn, B.; Vignesh, V. Review of Friction Stir Processing of Aluminium Alloys. Mater. Today Proc. 2019, 16, 1048–1054. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Wang, W.G.; Zhang, Q.; Wang, D.; Wang, Q.Z.; Ma, Z.Y. Achieving Ultrafine Dual-Phase Structure with Superior Mechanical Property in Friction Stir Processed Plain Low Carbon Steel. Mater. Sci. Eng. A 2013, 575, 30–34. [Google Scholar] [CrossRef]
- Sekban, D.M.; Aktarer, S.M.; Zhang, H.; Xue, P.; Ma, Z.; Purcek, G. Microstructural and Mechanical Evolution of a Low Carbon Steel by Friction Stir Processing. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 3869–3879. [Google Scholar] [CrossRef]
- Wang, Y.; Tsutsumi, S.; Kawakubo, T.; Fujii, H. Microstructure and Mechanical Properties of Weathering Mild Steel Joined by Friction Stir Welding. Mater. Sci. Eng. A 2021, 823, 141715. [Google Scholar] [CrossRef]
- Ali Anshari, M.A.; Imam, M.; Khan Yusufzai, M.Z.; Chinthapenta, V.; Mishra, R. Stir Zone Anisotropic Work Hardening Behavior in Friction Stir Processed EN8 Medium Carbon Steel. Mater. Sci. Eng. A 2021, 805, 140582. [Google Scholar] [CrossRef]
- Peng, P.; Wang, K.; Wang, W.; Han, P.; Zhang, T.; Liu, Q.; Zhang, S.; Wang, H.; Qiao, K.; Liu, J. Relationship between Microstructure and Mechanical Properties of Friction Stir Processed AISI 316L Steel Produced by Selective Laser Melting. Mater. Charact. 2020, 163, 110283. [Google Scholar] [CrossRef]
- Gotawala, N.; Wadighare, A.; Shrivastava, A. Phase Transformation during Friction Stir Processing of Dual-Phase 600 Steel. J. Mater. Sci. 2020, 55, 4464–4477. [Google Scholar] [CrossRef]
- Singh, S.; Kaur, M.; Saravanan, I. Enhanced Microstructure and Mechanical Properties of Boiler Steel via Friction Stir Processing. Mater. Today Proc. 2020, 22, 482–486. [Google Scholar] [CrossRef]
- Esmailzadeh, M.; Shamanian, M.; Kermanpur, A.; Saeid, T. Microstructure and Mechanical Properties of Friction Stir Welded Lean Duplex Stainless Steel. Mater. Sci. Eng. A 2013, 561, 486–491. [Google Scholar] [CrossRef]
- Emami, S.; Saeid, T.; Khosroshahi, R.A. Microstructural Evolution of Friction Stir Welded SAF 2205 Duplex Stainless Steel. J. Alloy. Compd. 2018, 739, 678–689. [Google Scholar] [CrossRef]
- Emami, S.; Saeid, T.; Khosroshahi, R. Microstructural Refining during Friction Stir Processing of SAF 2205 Duplex Stainless Steel. J. Ultrafine Grained Nanostruct. Mater. 2018, 51, 20–25. [Google Scholar]
- Xie, G.M.; Cui, H.B.; Luo, Z.A.; Misra, R.D.K.; Wang, G.D. Microstructrual Evolution and Mechanical Properties of the Stir Zone during Friction Stir Processing a Lean Duplex Stainless Steel. Mater. Sci. Eng. A 2017, 704, 311–321. [Google Scholar] [CrossRef]
- Ghadar, S.; Momeni, A.; Khademi, E.; Kazemi, S. Effect of Rotation and Traverse Speeds on the Microstructure and Mechanical Properties of Friction Stir Processed 2205 Duplex Stainless Steel. Mater. Sci. Eng. B 2021, 263, 114813. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Assadi, H.; Malek Ghaini, F. Effect of Friction Stir Welding Speed on the Microstructure and Mechanical Properties of a Duplex Stainless Steel. Mater. Sci. Eng. A 2008, 496, 262–268. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Shibayanagi, T.; Ikeuchi, K.; Assadi, H. On the Formation of Grain Structure during Friction Stir Welding of Duplex Stainless Steel. Mater. Sci. Eng. A 2010, 527, 6484–6488. [Google Scholar] [CrossRef]
- De Abreu Santos, T.F.; Torres, E.A.; Ramirez, A.J. Friction Stir Welding of Duplex Stainless Steels. Weld. Int. 2018, 32, 103–111. [Google Scholar] [CrossRef]
- Mishra, M.K.; Rao, A.G.; Balasundar, I.; Kashyap, B.P.; Prabhu, N. On the Microstructure Evolution in Friction Stir Processed 2507 Super Duplex Stainless Steel and Its Effect on Tensile Behaviour at Ambient and Elevated Temperatures. Mater. Sci. Eng. A 2018, 719, 82–92. [Google Scholar] [CrossRef]
- Ma, C.Y.; Zhou, L.; Zhang, R.X.; Li, D.G.; Shu, F.Y.; Song, X.G.; Zhao, Y.Q. Enhancement in Mechanical Properties and Corrosion Resistance of 2507 Duplex Stainless Steel via Friction Stir Processing. J. Mater. Res. Technol. 2020, 9, 8296–8305. [Google Scholar] [CrossRef]
- Sato, Y.S.; Nelson, T.W.; Sterling, C.J.; Steel, R.J.; Pettersson, C.O. Microstructure and Mechanical Properties of Friction Stir Welded SAF 2507 Super Duplex Stainless Steel. Mater. Sci. Eng. A 2005, 397, 376–384. [Google Scholar] [CrossRef]
- Dowling, N.E. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture, and Fatigue; Cliffs, N.J., Ed.; Prentice Hall: Englewood, NJ, USA, 1993. [Google Scholar]
- Meinhardt, C.P.; Scheid, A.; dos Santos, J.F.; Bergmann, L.A.; Favaro, M.B.; Fortis Kwietniewski, C.E. Hydrogen Embrittlement under Cathodic Protection of Friction Stir Welded UNS S32760 Super Duplex Stainless Steel. Mater. Sci. Eng. A 2017, 706, 48–56. [Google Scholar] [CrossRef]
- Fairchild, D.; Kumar, A.; Ford, S.; Nissley, N.; Ayer, R.; Jin, H.; Ozekcin, A. Research Concerning the Friction Stir Welding of Linepipe Steels. ASM Proc. Int. Conf. Trends Weld. Res. 2009, 371–380. [Google Scholar] [CrossRef]
- Santos, T.F.A.; Hermenegildo, T.F.C.; Afonso, C.R.M.; Marinho, R.R.; Paes, M.T.P.; Ramirez, A.J. Fracture Toughness of ISO 3183 X80M (API 5L X80) Steel Friction Stir Welds. Eng. Fract. Mech. 2010, 77, 2937–2945. [Google Scholar] [CrossRef]
- Tribe, A.; Nelson, T.W. Study on the Fracture Toughness of Friction Stir Welded API X80. Eng. Fract. Mech. 2015, 150, 58–69. [Google Scholar] [CrossRef] [Green Version]
- Avila, J.A.; Rodriguez, J.; Mei, P.R.; Ramirez, A.J. Microstructure and Fracture Toughness of Multipass Friction Stir Welded Joints of API-5L-X80 Steel Plates. Mater. Sci. Eng. A 2016, 673, 257–265. [Google Scholar] [CrossRef]
- Pilhagen, J.; Sieurin, H.; Sandström, R. Fracture Toughness of a Welded Super Duplex Stainless Steel. Mater. Sci. Eng. A 2014, 606, 40–45. [Google Scholar] [CrossRef]
- Polezhayeva, H.; Toumpis, A.I.; Galloway, A.M.; Molter, L.; Ahmad, B.; Fitzpatrick, M.E. Fatigue Performance of Friction Stir Welded Marine Grade Steel. Int. J. Fatigue 2015, 81, 162–170. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, H.; Ito, K. Effects of Microstructural Modification Using Friction Stir Processing on Fatigue Strength of Butt-Welded Joints for High-Strength Steels. Mater. Sci. Appl. 2018, 09, 625–636. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.; Xu, R.; Hao, Y.; Wang, Q.; Yu, L.; Che, Q.; Cai, J.; Wang, K.; Ma, Z. Corrosion Fatigue Behavior of Friction Stir Processed Interstitial Free Steel. J. Mater. Sci. Technol. 2018, 34, 148–156. [Google Scholar] [CrossRef]
- Saray, O.; Yilmaz, M.; Yilmaz, I.O. Effect of Friction Stir Processing on Fatigue Behavior of Thin Dual Phase DP600 Steel Sheets. In Proceedings of the 27th International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2018; pp. 266–272. [Google Scholar]
- Apostolopoulos, C.A. Mechanical Behavior of Corroded Reinforcing Steel Bars S500s Tempcore under Low Cycle Fatigue. Constr. Build. Mater. 2007, 21, 1447–1456. [Google Scholar] [CrossRef]
- Paulraj, P.; Garg, R. Effect of Welding Parameters on Pitting Behavior of GTAW of DSS and Super DSS Weldments. Eng. Sci. Technol. Int. J. 2016, 19, 1076–1083. [Google Scholar] [CrossRef] [Green Version]
- Sarlak, H.; Atapour, M.; Esmailzadeh, M. Corrosion Behavior of Friction Stir Welded Lean Duplex Stainless Steel. Mater. Des. 2015, 66, 209–216. [Google Scholar] [CrossRef]
- Ajith, P.M.; Sathiya, P.; Aravindan, S. Experimental Investigation on Friction Welding of UNS S32205 Duplex Stainless Steel. Acta Metall. Sin. 2014, 27, 995–1007. [Google Scholar] [CrossRef] [Green Version]
- Mishra, M.K.; Gunasekaran, G.; Rao, A.; Kashyap, B.; Prabhu, N. Effect of Multipass Friction Stir Processing on Mechanical and Corrosion Behavior of 2507 Super Duplex Stainless Steel. J. Mater. Eng. Perform. 2017, 26, 849–860. [Google Scholar] [CrossRef]
- Pan, L.; Kwok, C.T.; Lo, K.H. Friction-Stir Processing of AISI 440C High-Carbon Martensitic Stainless Steel for Improving Hardness and Corrosion Resistance. J. Mater. Process. Technol. 2020, 277, 116448. [Google Scholar] [CrossRef]
- Huang, L.-Y.; Wang, K.-S.; Wang, W.; Zhao, K.; Yuan, J.; Qiao, K.; Zhang, B.; Cai, J. Mechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir Processing. Int. J. Miner. Metall. Mater. 2019, 26, 202–209. [Google Scholar] [CrossRef]
- Yasavol, N.; Jafari, H. Microstructure, Mechanical and Corrosion Properties of Friction Stir-Processed AISI D2 Tool Steel. J. Mater. Eng. Perform. 2015, 24, 2151–2157. [Google Scholar] [CrossRef]
- Giarola, J.M.; Calderón-Hernández, J.W.; Conde, F.F.; Marcomini, J.B.; de Melo, H.G.; Avila, J.A.; Bose Filho, W.W. Corrosion Behavior and Microstructural Characterization of Friction Stir Welded API X70 Steel. J. Mater. Eng. Perform. 2021, 30, 5953–5961. [Google Scholar] [CrossRef]
- Aldajah, S.H.; Ajayi, O.O.; Fenske, G.R.; David, S. Effect of Friction Stir Processing on the Tribological Performance of High Carbon Steel. Wear 2009, 267, 350–355. [Google Scholar] [CrossRef]
- Sekban, D.M.; Aktarer, S.M.; Yanar, H.; Alsaran, A.; Purcek, G. Improvement the Wear Behavior of Low Carbon Steels by Friction Stir Processing. IOP Conf. Ser. Mater. Sci. Eng. 2017, 174, 012058. [Google Scholar] [CrossRef] [Green Version]
- Tinubu, O.O.; Das, S.; Dutt, A.; Mogonye, J.E.; Ageh, V.; Xu, R.; Forsdike, J.; Mishra, R.S.; Scharf, T.W. Friction Stir Processing of A-286 Stainless Steel: Microstructural Evolution during Wear. Wear 2016, 356–357, 94–100. [Google Scholar] [CrossRef] [Green Version]
- Eskandari, F.; Atapour, M.; Golozar, M.A.; Sadeghi, B.; Cavaliere, P. The Microstructure and Wear Behaviour of Friction Stir Processed AISI 430 Ferritic Stainless Steel. Tribol. Mater. Surfaces Interfaces 2019, 13, 172–181. [Google Scholar] [CrossRef]
- Dodds, S.; Jones, A.H.; Cater, S. Tribological Enhancement of AISI 420 Martensitic Stainless Steel through Friction-Stir Processing. Wear 2013, 302, 863–877. [Google Scholar] [CrossRef]
- Yasavol, N.; Ramalho, A. Wear Properties of Friction Stir Processed AISI D2 Tool Steel. Tribol. Int. 2015, 91, 177–183. [Google Scholar] [CrossRef]
- Chen, Y.C.; Nakata, K. Evaluation of Microstructure and Mechanical Properties in Friction Stir Processed SKD61 Tool Steel. Mater. Charact. 2009, 60, 1471–1475. [Google Scholar] [CrossRef]
- Amirafshar, A.; Pouraliakbar, H. Effect of Tool Pin Design on the Microstructural Evolutions and Tribological Characteristics of Friction Stir Processed Structural Steel. Meas. J. Int. Meas. Confed. 2015, 68, 111–116. [Google Scholar] [CrossRef]
- Lorenzo-Martin, C.; Ajayi, O.O. Rapid Surface Hardening and Enhanced Tribological Performance of 4140 Steel by Friction Stir Processing. Wear 2015, 332–333, 962–970. [Google Scholar] [CrossRef] [Green Version]
- Fotoohi Nezhad Khales, M.; Sajjadi, S.A.; Kamyabi-Gol, A. Multipass Friction Stir Processing of Steel/SiC Nanocomposite: Assessment of Microstructure and Tribological Properties. J. Mater. Eng. Perform. 2020, 29, 4241–4250. [Google Scholar] [CrossRef]
- Eshaghpour, M.; Ebrahimzadeh, I.; Rafiei, M. Enhanced Surface Properties of Plain Carbon Steel by Duplex Process of Friction Stir Processing and Plasma Nitriding. J. Mater. Eng. Perform. 2021, 30, 2991–3002. [Google Scholar] [CrossRef]
- Jiang, X.; Overman, N.; Canfield, N.; Ross, K. Friction Stir Processing of Dual Certified 304/304L Austenitic Stainless Steel for Improved Cavitation Erosion Resistance. Appl. Surf. Sci. 2019, 471, 387–393. [Google Scholar] [CrossRef]
- Escobar, J.D.; Velásquez, E.; Santos, T.F.A.; Ramirez, A.J.; López, D. Improvement of Cavitation Erosion Resistance of a Duplex Stainless Steel through Friction Stir Processing (FSP). Wear 2013, 297, 998–1005. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| Material | FSP/FSW Parameters | Tool Material | Findings | Ref. |
|---|---|---|---|---|
| SAF 2507 | FSP at 400 RPM 100 mm/min | PCBN | 14% improvement in tensile strength and 11% in hardness. | [16] |
| Lean DSS | FSW at 800 RPM 50–150 mm/min | WC-based | 3.5–11% Increase in tensile strength. Increase in hardness. | [29] |
| lean DSS | FSP at 300 RPM 100 mm/min | W-Re | 4% decrease in tensile strength. 2% decrease in elongation. | [32] |
| 2205 DSS | FSW at 600 RPM 50–250 mm/min | WC-based | Increase in tensile strength. Increase in hardness. | [34] |
| 2507 SDSS | FSP at 800 RPM 10–175 mm/min | Lanthanide tungsten | 7% increase in tensile strength. 28% decrease in ductility. | [37] |
| 2507 SDSS | FSW at 450 RPM 60 mm/min | PCBN | Tensile strength was comparable. 40% decrease in elongation. Increase in hardness. | [39] |
| Material | FSP/FSW Pfarameters | Tool Material | Findings | Ref. |
|---|---|---|---|---|
| SAF 2507 SDSS | FSP at 400 RPM 100 mm/min | PCBN | 12% improvement in fracture toughness. | [16] |
| S32760 SDSS | FSW at 400 RPM 180 mm/min | PCBN | 19% reduction in fracture toughness in welded area. | [41] |
| Pipeline Steel | FSW at 300 RPM 51 mm/min | PCBN | Significantly lower fracture toughness in welded area. | [42] |
| 3183 X80M-Steel | FSW at 300–500 RPM 100 mm/min | PCBN | Fracture toughness depended on the rotational speed. | [43] |
| API X80 Steel | FSW at 303–725 RPM 82–287 mm/min | PCBN | Fracture toughness depended on the rotational and advancing speed. | [44] |
| API-5L- X80 Steel | FSW at 300 RPM 100 mm/min | PCBN W-Re | Significantly lower fracture toughness for single-pass weld and comparable fracture toughness for two-pass weld. | [45] |
| Material | FSP/FSW Parameters | Medium for Corrosion Test | Findings | Ref. |
|---|---|---|---|---|
| 2507 SDSS | FSP at 400 RPM 100 mm/min | 3.5 wt% NaCl | 86% improvement in corrosion resistance. | [17] |
| Lean DSS | FSW at 800 RPM 50–150 mm/min | H2SO4 solution | 33–53% increase in corrosion resistance. | [53] |
| 2507 SDSS | FSP at 600 RPM 50 mm/min | 3.5 wt% NaCl solution | 63–69% increase in corrosion resistance. | [55] |
| AISI 440C | FSW at 2000 RPM 150, 200, and 300 mm/min | 3.5 wt% NaCl solution | 10 times reduction in corrosion current density and improved pitting resistance. | [56] |
| AISI D2 Tool Steel | FSW at 400–800 RPM 385 mm/min underwater | 3.5 wt% NaCl solution | No improvement or degradation in corrosion resistance. | [58] |
| Material | FSP/FSW Parameters | Wear Test/Parameters | Findings | Ref. |
|---|---|---|---|---|
| 2507 SDSS | FSP at 400 RPM 100 mm/min | Ball-on-disk 25–100 N, 0.1 m/s | 15–26% improvement in wear resistance | [17] |
| AISI 1080 | FSP at 1000 RPM 15 mm/s | Pin-on-disk 10 N, 0.05 m/s | ~87% improvement in wear resistance | [60] |
| A-286 SS | FSP at 400 RPM 25 mm/min | Reciprocating ball on plate 0.2 N, 20 Hz | ~42% improvement in wear resistance | [62] |
| AISI 430 SS | FSP at 1400 RPM 16 mm/min | Pin-on-disk 30 N, 0.1 m/s | ~94% improvement in wear resistance | [63] |
| AISI D2 tool steel | FSP at 385 mm/min 400–800 RPM | Reciprocating ball on plate 10 N, 4.5 Hz | Wear resistance improved at 500 RPM | [65] |
| Type of Study | Analysis Technique/Testing Standards | Steel Type/Grade [References] |
|---|---|---|
| Microstructure Study | Optical microscopy Scanning electron microscopy, Energy dispersive Spectroscopy X-ray diffraction Electron back scatter Diffraction ASTM E3 -01 ASTM E112-12 ASTM E1806-18 | 2507 SDSS [16,37,39] |
| Low carbon steel [22,23,57] | ||
| Lean DSS [29,32,34,35] | ||
| 2205 DSS [30,31,33] | ||
| DP600 [27] | ||
| S32760 SDSS [41] | ||
| API 5L X80 [43,44,45] | ||
| DH36 [47] | ||
| HSS [48] | ||
| AISI 440C [56] | ||
| AISI D2 [58] | ||
| High carbon steel [60] | ||
| A-286 SS [62] | ||
| AISI 430, 420 [63,64] | ||
| 304/304L SS [71] | ||
| S32205 DSS [72] | ||
| Hardness and Tensile properties | Vickers microhardness/ASTM E92 Universal testing machine/ ASTM E8M-04 | 2507 SDSS [16,37,39] |
| Low carbon steel [22,23,57] | ||
| Lean DSS [29,32,34,35] | ||
| 2205 DSS [33] | ||
| DH36 [47] | ||
| AISI D2 [58] | ||
| Fracture Investigation | Crack tip opening displacement single-edge notched bend bar Compact tension specimen ASTM E 1820 ASTM E 399 | 2507 SDSS [17] |
| S32760 SDSS [41] | ||
| API 5L X80 [43,44,45] | ||
| HSS [48] | ||
| Fatigue Behavior | Compact tension specimens Servo-hydraulic system Bending fatigue system Residual stress ASTM E466 ASTM E647 | 2507 SDSS [18] |
| DH36 [47] | ||
| Low carbon steel [49] | ||
| DP600 [50] | ||
| Corrosion Study | PDP, OCP EIS, LPR ASTM G31-72 | 2507 SDSS [17,55] |
| Low carbon steel [49,57] | ||
| Lean DSS [53] | ||
| AISI 440C [56] | ||
| AISI D2 [58] | ||
| API X70 [59] | ||
| Wear Examination | Pin-on-ring or pin-on-disk/ASTM G99 -17 Reciprocating ball on plate/ ASTM G133 -05 Abrasive wear test/ ASTM G195 -18 Cavitation erosion test ASTM G32, ASTM G134 | 2507 SDSS [17] |
| High carbon steel [60] | ||
| Low carbon steel [61]A-286 SS [62] | ||
| AISI 430, 420 [63,64] | ||
| AISI D2 [65] | ||
| AISI 4140 [68]304/304L SS [71] | ||
| S32205 DSS [72] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Merah, N.; Abdul Azeem, M.; Abubaker, H.M.; Al-Badour, F.; Albinmousa, J.; Sorour, A.A. Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review. Materials 2021, 14, 5023. https://doi.org/10.3390/ma14175023
Merah N, Abdul Azeem M, Abubaker HM, Al-Badour F, Albinmousa J, Sorour AA. Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review. Materials. 2021; 14(17):5023. https://doi.org/10.3390/ma14175023
Chicago/Turabian StyleMerah, Neçar, Mohammed Abdul Azeem, Hafiz M. Abubaker, Fadi Al-Badour, Jafar Albinmousa, and Ahmad A. Sorour. 2021. "Friction Stir Processing Influence on Microstructure, Mechanical, and Corrosion Behavior of Steels: A Review" Materials 14, no. 17: 5023. https://doi.org/10.3390/ma14175023