1. Introduction
Damage detection is very important in many areas, including aerospace, civil and mechanical engineering systems. Due to the potential economic and life-safety implications, early damage detection has motivated a significant amount of research. The vibration signal is usually collected and used for damage detection. Many vibration based damage detection techniques have been developed and are widely used for monitoring and diagnosis in the areas of condition-based maintenance, structural health monitoring and so forth [
1–
3]. For example, many signal processing methods have been used to investigate the vibration signals, and features are derived to represent the signal characteristics, such as the frequency domain method, wavelet based analysis and time series based analysis [
4–
6]. Numerous classification methods or decision making methods have been conducted to obtain detections result based on these features, such as neural network based methods, the support vector machine and the decision tree method [
7–
9]. A brief review of damage detection based on vibration signals can be found in Carden [
10]. However, there is a challenge to analyze these vibration signals in complex system since these vibration signals usually contain complex, nonstationary, noisy and nonlinear characteristics, whose behaviors may range from quasi-periodic to completely irregular [
11].
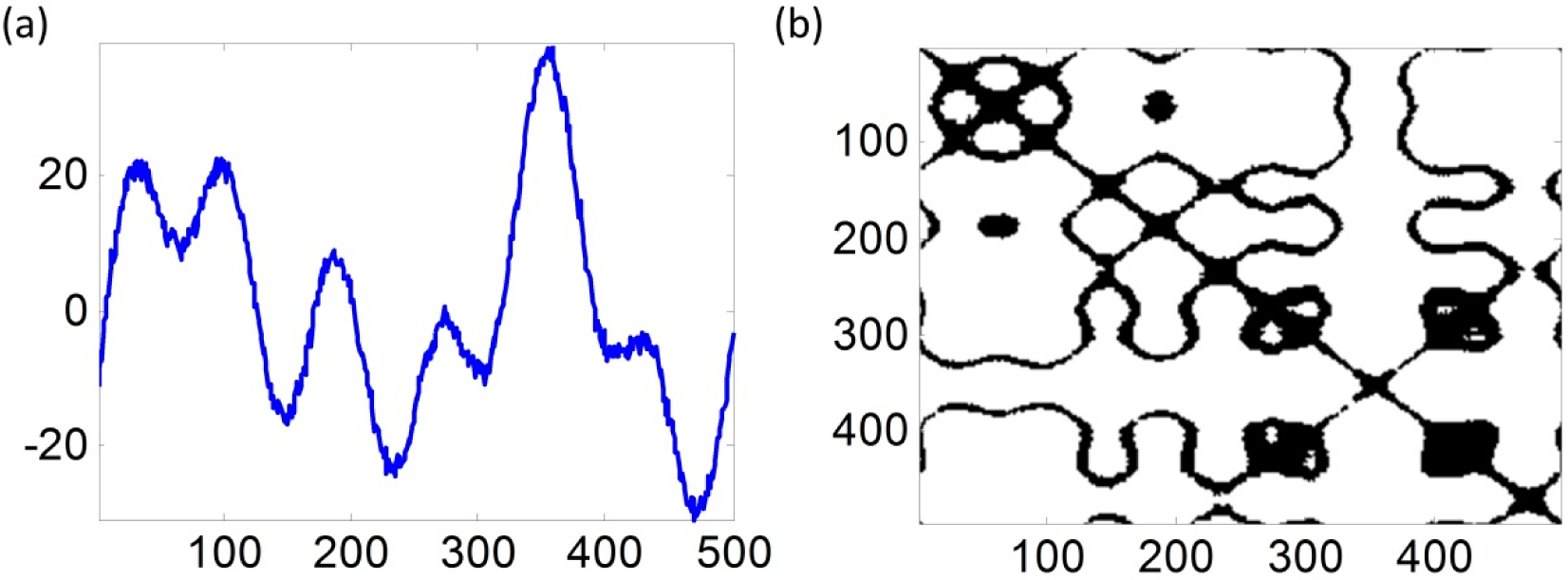
In order to address this challenge, the recurrence plot (RP) method is introduced to develop a new vibration based damage detection method. The RP method, first proposed by Eckmann [
12], is considered to be an effective tool for analyzing the nonlinear and nonstationary waveform signal in a dynamic system. This method is a signal process method that can construct a two-dimensional matrix from a one-dimensional waveform signal. One advantage of using the RP method to analyze the vibration signal is that it does not make any assumptions on the data distribution and data size [
13]. The RP method can characterize the autocorrelations of the vibration signal over the time-scale. Several features can be extracted by the recurrence quantification analysis (RQA) to describe the characteristic of the signal.
The RP method has been widely used in the area of the medicine, geography, chemistry and other areas. Chen and Yang developed a multi-scale RP method and have employed that method to analyze electrocardiogram signals [
14]. Masugi conducted the RP method to do non-stationary transition patterns analysis in IP-network traffic [
15]. Du and Song used the RP method to analyze the surface discharge of gamma-ray irradiated polymeric materials [
16]. Litak
et al. [
17] detected the damages of the rotating shaft by using RQA to extract the recurrence feature of the time series data. However, only a few papers are reported in the literature about using the RP method to analyze the vibration signal for damage detection. Nichols
et al. used RQA to detect damage-induced changes to the structural dynamics when analyzing the time series signals, but they didn’t develop a monitoring scheme based on the RP method [
18]. Some researchers have combined the univariate statistical process control technique with the RP method to develop process monitoring schemes. For example, Tykierko developed a RP based exponentially weighted moving average (EWMA) control chart to detect changes in the complex system by integrating the control chart techniques with the RP method [
19]. However, in his method, only one feature is used to characterize the system.
In order to fully use the information extracted by the RP method, we propose a vibration-based fault detection method by integrating the recurrence plot (RP) method and Hotelling’s
T2 control chart technique in this paper. The Hotelling’s
T2 control chart, which is introduced by Hotelling, is a multivariate statistical process control technique that can monitor vibration signals by using all the features extracted from the recurrence plot [
20]. The
T2 control chart requires that the features should follow multivariate normal distribution. However, we do not have the distribution information of these features extracted by the RQA method and we cannot conclude that these features follow multivariate normal distribution.
To address this problem, the nonparametric bootstrap method is introduced to build the
T2 bootstrap control chart. The bootstrap, a kind of resampling method, can be used to estimate the sampling distribution of a statistic while assuming only that the observations are independent and identically distributed. Bajgier proposed a bootstrap control chart to monitor the mean of a process [
21]. In this paper, we extend the Bajgier’s bootstrap control chart to the
T2 control chart case to develop a
T2 bootstrap control chart. However, Seppala pointed out that there is an obvious limitation in that Bajgier’s bootstrap control chart implicitly assumes that the process is stable and in-control when the control limits are computed [
22]. If this assumption is violated, the control limits computed will be too wide. For this reason, a pre-process method is developed to remove the outliers based on the RP method before conducting the bootstrap method.
In this paper, the concepts of the RP method and the RQA are introduced first. Second, we propose a damage detection scheme based on RP method and T2 control chart technique to monitor process conditions. Then, we compare our proposed damage detection scheme with other RP based univariate control charts method to show the performance of our proposed method. At last, a real case of rolling element bearing damage detection is studied to demonstrate our proposed method and conclusions are given.
3. Methodology Development
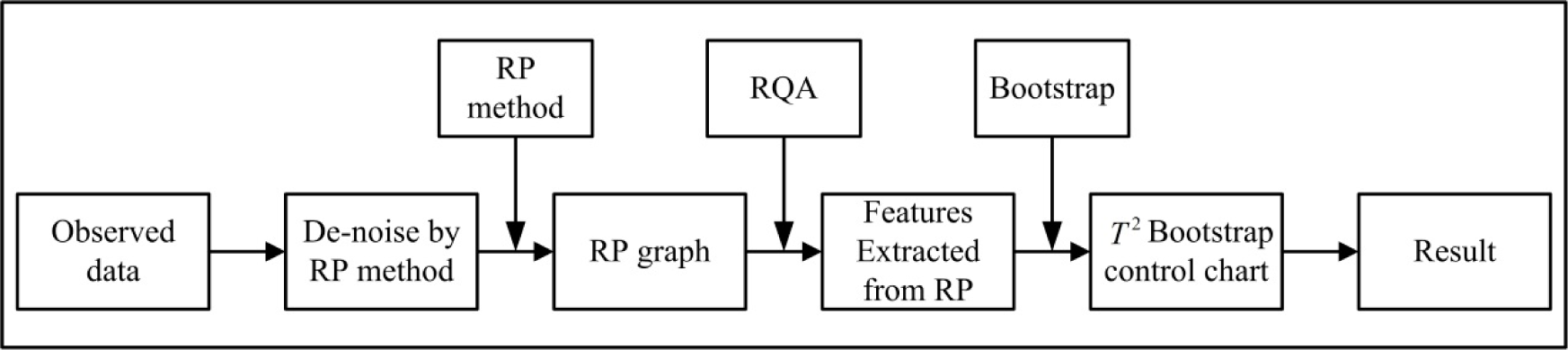
This section presents the proposed damage detection scheme that integrates the RP methodology and the T2 control chart technique. First, the RP method is conducted on the collected signals and five features are extracted. The T2 control chart is then introduced and used to monitor the five features. After that, the nonparametric bootstrap method is introduced to estimate the control limit of the T2 control chart.
3.1. T2 Control Chart Based on the RP Method
The
T2 control chart, which is also called Hotelling
T2 control chart, is widely used in multivariate statistical process control [
20]. We assume we have
p variables
x1,
x2, …,
xp and then we obtain a group of samples
X = [
X1,
X2, …,
Xp]. Assuming the samples follow a multivariate normal distribution, then the sample mean vector is
and the sample covariance matrix is
, where
N is the sample number of each variable. Thus, the
T2 statistic is
where
n is the sample size.
Assume
u = {
u1,
u2, …
uN} is a group of vibration signals. Then the RP graph {
R1,
R2,
RN} can be derived and
RR,
DET,
ENT,
LAM,
TT can be estimated by RQA. Defining
Y = [
RR,
DET,
ENT,
LAM,
TT], a
T2 control chart based on the RP method can be constructed based on the
Y. The
T2 statistic based on RP method can be obtained as
The control limit of the RP-based
T2 control chart needs to be estimated here. Usually, there are two distinct phases, which are Phase I and Phase II when we use the control chart techniques. In Phase I, the main goals are estimating the control chart parameters and removing the outliers. We do not have any prior information on deriving appropriate control limits. Therefore, after a group of process data is collected, some pre-process algorithms or de-noising methods are used to remove the outliers. Then estimate the distribution of the data and the control chart parameters to build a control chart. After that, test the data by using the control chart. Then remove the out-of-control data and rebuild the control chart until all data is in-control. In Phase II, the major goal is to detect changes in the newly observed data. The estimated in-control data distribution from the Phase I dataset is used. The performance of a Phase II procedure is often measured from the view point of the Average Run Length (ARL), which is defined as the average number of samples taken before the chart triggers a signal [
28]. Usually, the in-control ARL is controlled at a specific level with a defined false alarm rate
α. For example, people often set the in-control ARL of the
control chart to ARL=370 with the false alarm rate
α = 0.027 when the in-control data follows normal distribution. The out-of-control ARL is used to measure the performance of the control chart so that the control chart performs better if the out-of-control ARL is smaller when detecting a given change. Please refer to Montgomery to see a detailed introduction about Phase I and Phase II analysis [
29]. Traditionally, if we assume that the observed data follows multivariate normal distribution, then the Phase I control limit of the
T2 control chart is
UCL = (
m − 1)(
n − 1)
p/(
m(
n − 1) + 1 −
p) ·
Fα(
p,
m(
n − 1) + 1 −
p) and the Phase II control limit is
UCL = (
m + 1)(
n − 1)
p/(
m(
n − 1) + 1 −
p) ·
Fα(
p,
m(
n − 1) + 1 −
p), where
m is the samples number used for training the control limit in Phase I. The parameter
α is the false alarm rate, which means the probability of
T2 >
UCL is
α when the data is in-control. However, we cannot obtain the distribution information of the defined variable
Y. Therefore the nonparametric bootstrap method is used to estimate the control limit.
3.2. Bootstrap Method
As mentioned above, the RP-based T2 statistic and control limits are estimated with the assumption that the samples follow multivariate normal distribution. However, we cannot ensure that the features vector Y = [RR, DET, ENT, LAM, TT] is multivariate with a normal distribution. To address this problem, the bootstrap method is used to estimate the T2 statistic and the control limit of the T2 control chart. First, we apply the concept of the nonparametric bootstrap to estimate the sample mean and the sample covariance of the vector Y. Then the T2 statistic is obtained and the control limit of T2 control chart is estimated.
Suppose we have a random variable
X = (
x1,
x2, …
xn) and the underlying cumulative distribution function of
X is
F(
x). Assigning a probability of 1/
n to each value in
X, the empirical distribution function can be written as:
The
converges to F(x) as n → ∞. The central limit theorem states that
has an asymptotically normal distribution when the sample number n is large enough. Thus, we can assume that the random variable X follows normal distribution if n → ∞.
Based on the introduction of the empirical distribution function, we can assume that the vector Y = (Y1, Y2, …, Yn) follows a multivariate normal distribution if we can obtain enough sample numbers. Then the T2 statistic can be obtained and the control limit of the T2 bootstrap control chart can be estimated based on Bajgier’s method.
Thus, the procedures of deriving the control limit of the proposed
T2 bootstrap control chart are provided as follows.
Assume we obtain a group of in-control process signals {x1, x2, … xn}. Conduct the RP method to analyze the signals to obtain the recurrence plots {R1, R2, … Rn}.
Conduct the RQA to extract features of the {R1, R2, … Rn} in order to obtain the vectors {Y1, Y2, … Yn}
Obtain the T2 statistic according to
to get a group of T2 statistic values
, where
and S are the sample mean and sample covariance of the vectors {Y1, Y2, …, Yn}, respectively.
Draw a random sample of size nc, such as nc = 100,000, with replacement, from the samples
, then get the sample
, which is a bootstrap sample.
Sort the bootstrap T2 statistic
in ascending order to derive
. Find the value
that
, where i = 1, 2, …, nc. Thus, the T2 bootstrap control chart’s control limit is
.
Here,
α is a given false alarm rate and set
α = 0.05. The performance of the proposed bootstrap
T2 control chart can be evaluated by a simulation study. If we simulate
nc samples each time, we can then obtain the coverage probability
pi=P(
T2 <
UCL) of these samples. After repeating this simulation for
ns times, such as
ns= 5000, we can estimate the in-control average run length (ARL) of the proposed bootstrap
T2 control chart as
.
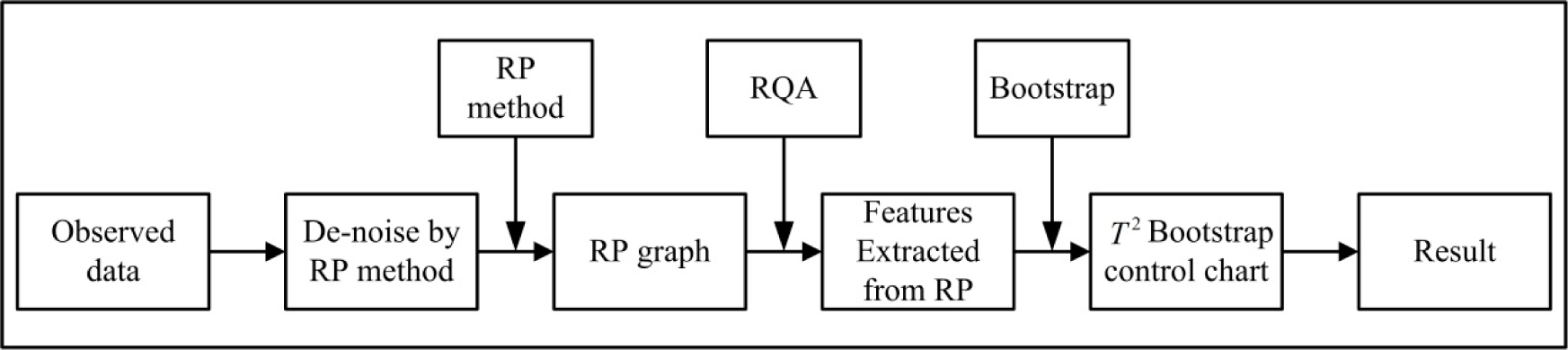
3.3. Damage Detection Scheme
In this subsection, a damage detection scheme is proposed to analyze the vibration based signals by using the RP-based
T2 control chart. Following the notations introduced earlier, the procedures of the proposed damage detection scheme are stated as follows.
Figure 2 shows the framework of the proposed monitoring scheme.
Collect a group of system vibration signals {u1, u2, … un} under normal conditions.
Conduct the RP method to analyze the vibration signals and extract the five features RR, DET, ENT, LAM, TT by RQA and obtain the feature vector Yi = [RR, DET, ENT, LAM, TT], i = 1,2, ⋯, n.
Estimate the sample mean
and sample covariance S of the vectors Yi, and then obtain the T2 statistic according to the equation
.
Estimate the control limit UCL of the proposed T2 bootstrap control chart according to the procedures introduced in section bootstrap method.
When a new system vibration signal is collected, use the RP method and RQA method to obtain the feature vector Ynew = [RR, DET, ENT, LAM, TT].
Obtain the T2 statistic according to the equation
. Monitor this T2 statistic using the proposed RP-based T2 bootstrap control chart. If
, we can conclude that the signal is out-of-control. It means a process fault occurred in the system. If
we can conclude that the signal is in-control and the system is in a normal condition.
4. Performance Evaluation
In this subsection, we evaluate the performance of our proposed damage detection scheme and then compare the proposed RP-based T2 bootstrap control chart with other RP-based univariate control charts which are the RQA-based univariate control charts in terms of the average run length (ARL). Here, the RQA-based univariate control charts are constructed based on the five RP features introduced in Section RQA introduction. These five features are RR, DET, ENT, LAM and TT. For simplicity, the RQA-based control charts are named the RR-based control chart, the DET-based control chart, the ENT-based control chart, the LAM-based control chart and the TT-based control chart. Without loss of generality, we will compare the monitoring performance of the proposed RP-based T2 bootstrap control chart and the RQA-based control charts in order to analyze the simulated signals. The out-of-control ARLs are compared when detecting the mean shift case and the frequency change case. The steps for obtaining the out-of-control ARLs of the RP-based T2 bootstrap control chart and the RQA-based control charts are stated as follows.
- Step 1.
According to the procedures introduced in section T2 control chart based on the RP method, obtain the control limits of the RP-based T2 bootstrap control chart and the RQA-based control charts of the simulated in-control signals.
- Step 2.
Simulate groups of out-of-control signals with mean shift or frequency change. Obtain the five features (RR, DET, ENT, LAM and TT) by RQA and the T2 statistic
.
- Step 3.
Estimate the run length (RL) of the RP-based T2 bootstrap control chart and the RQA-based control charts with the false alarm rate α = 0.05.
- Step 4.
Repeat the above steps np = 5000 times to obtain the out-of control ARLs of the RP-based T2 bootstrap control chart and the RQA-based control charts for the mean shift case or the frequency change case.
Denote
f0 =
D +
ξ as the in-control signal,
f′ =
f0 +
F as the out-of control signal,
D as the main process effect under in-control condition,
F as the signal change component and
ξ as the process noise. Without loss of generality, we assume the process noise
ξ follows a normal distribution and can be represented as
ξ ~ σ
Noise ·
N(0,1). Denote
AF as the amplitude of
F, and then define
δF =
AF/σ
Noise to measure the magnitude of the signal change component.
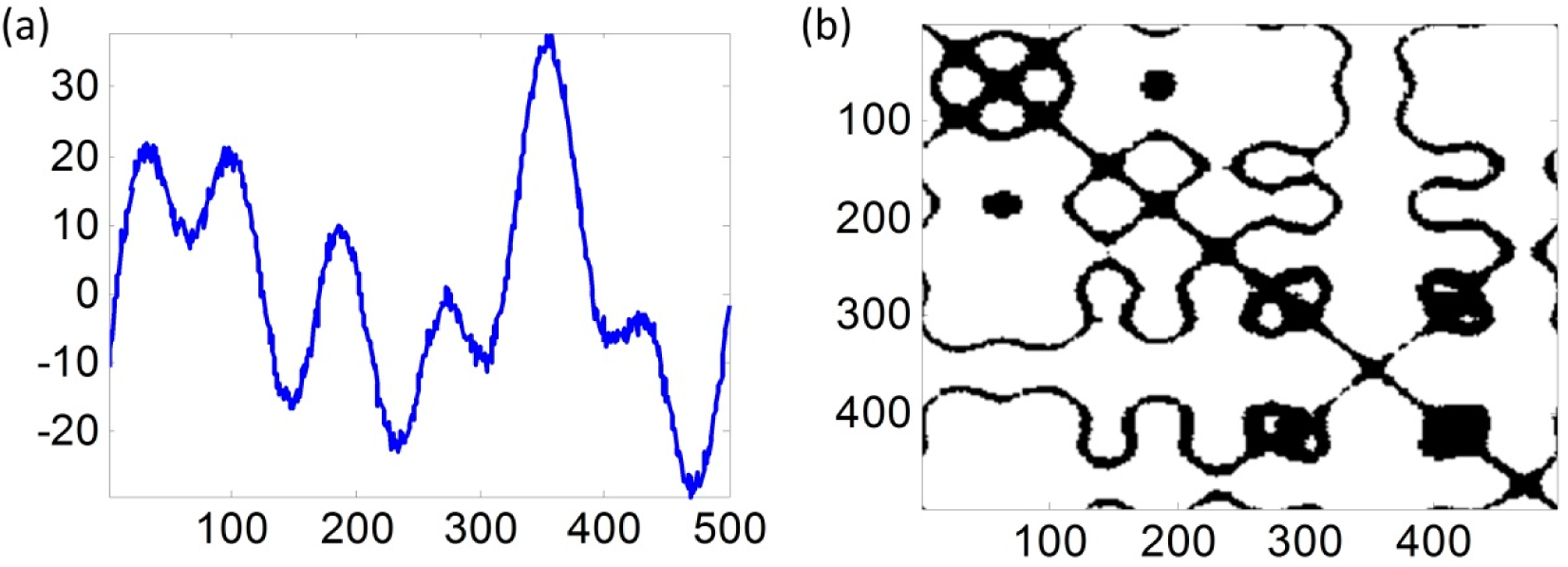
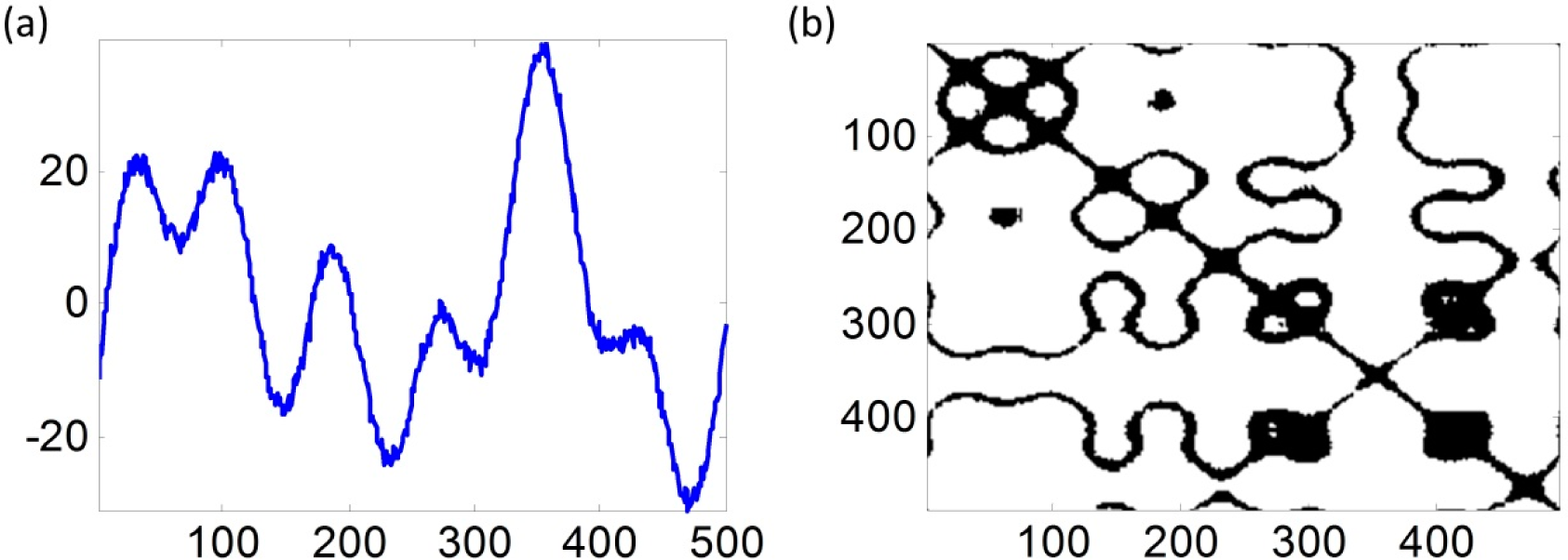
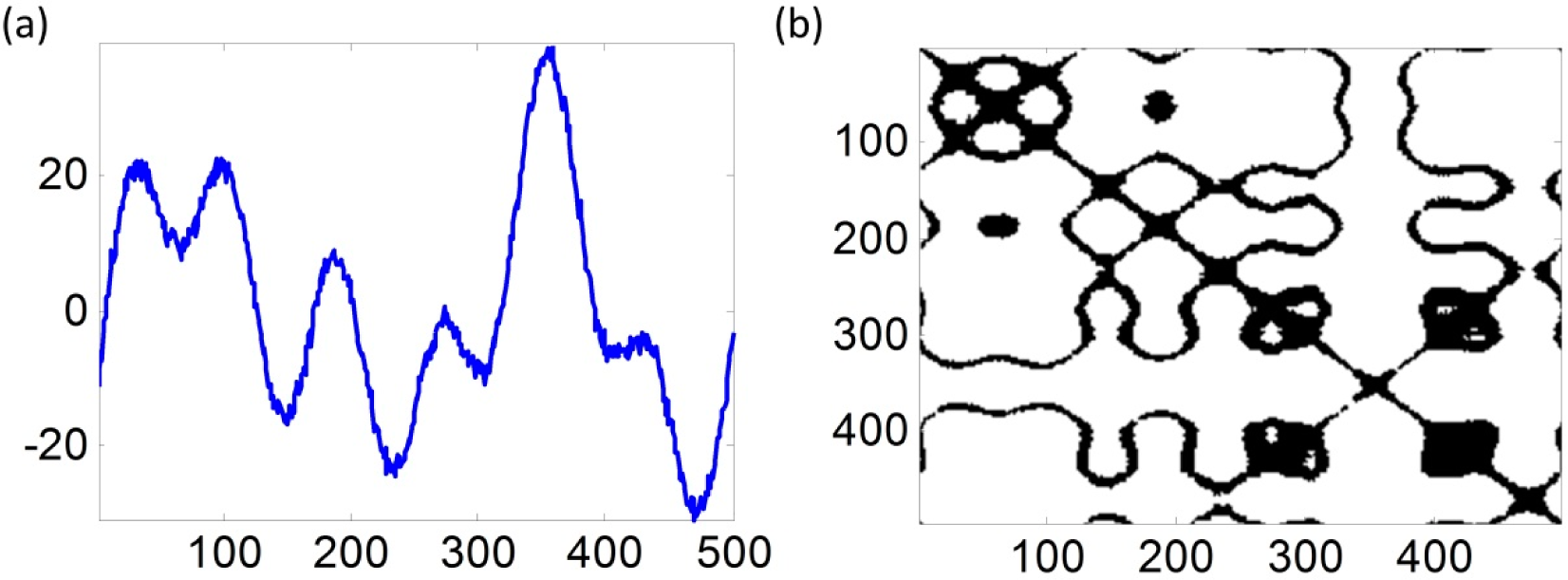
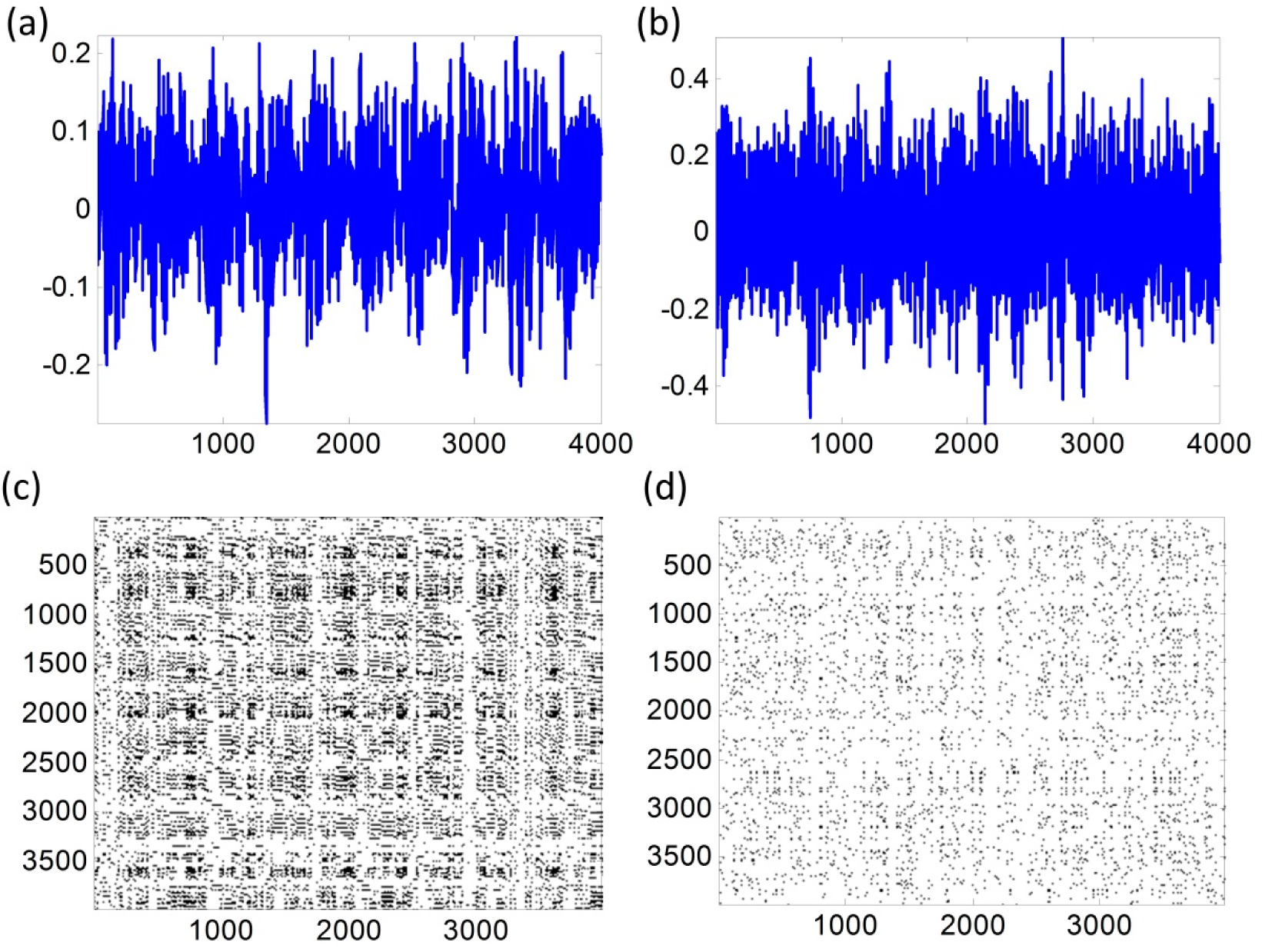
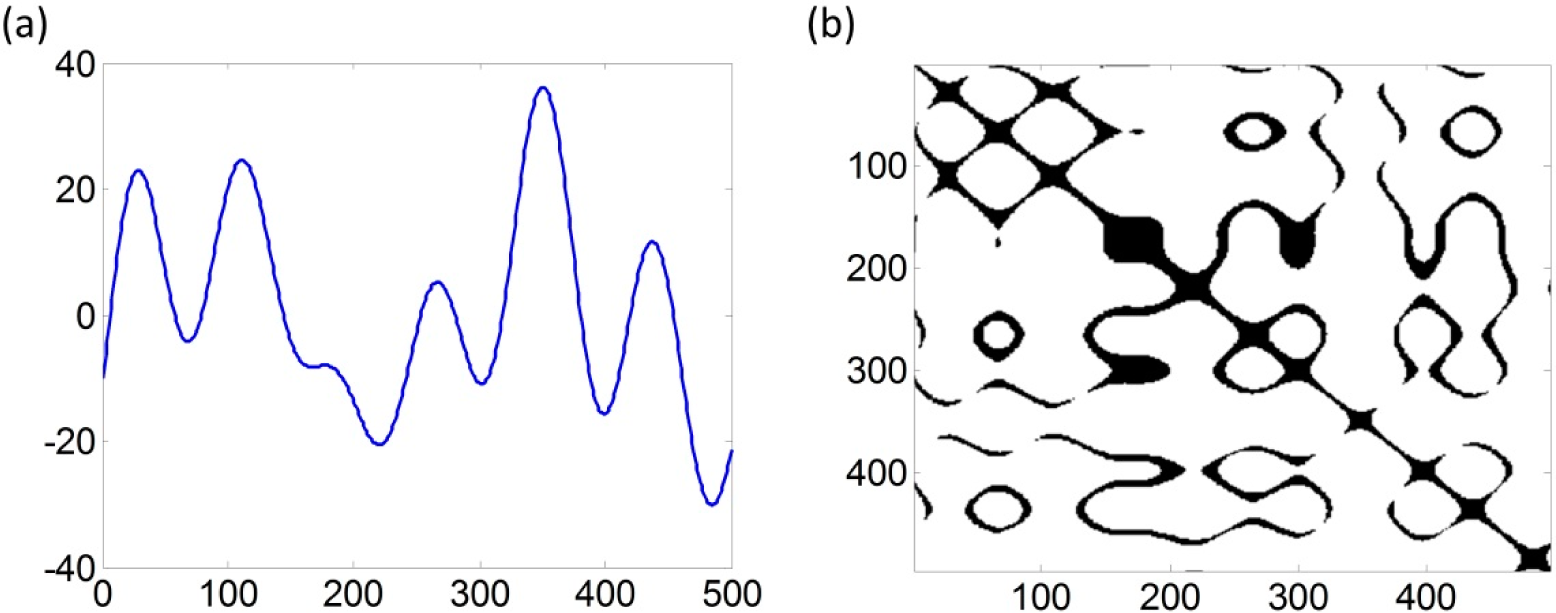
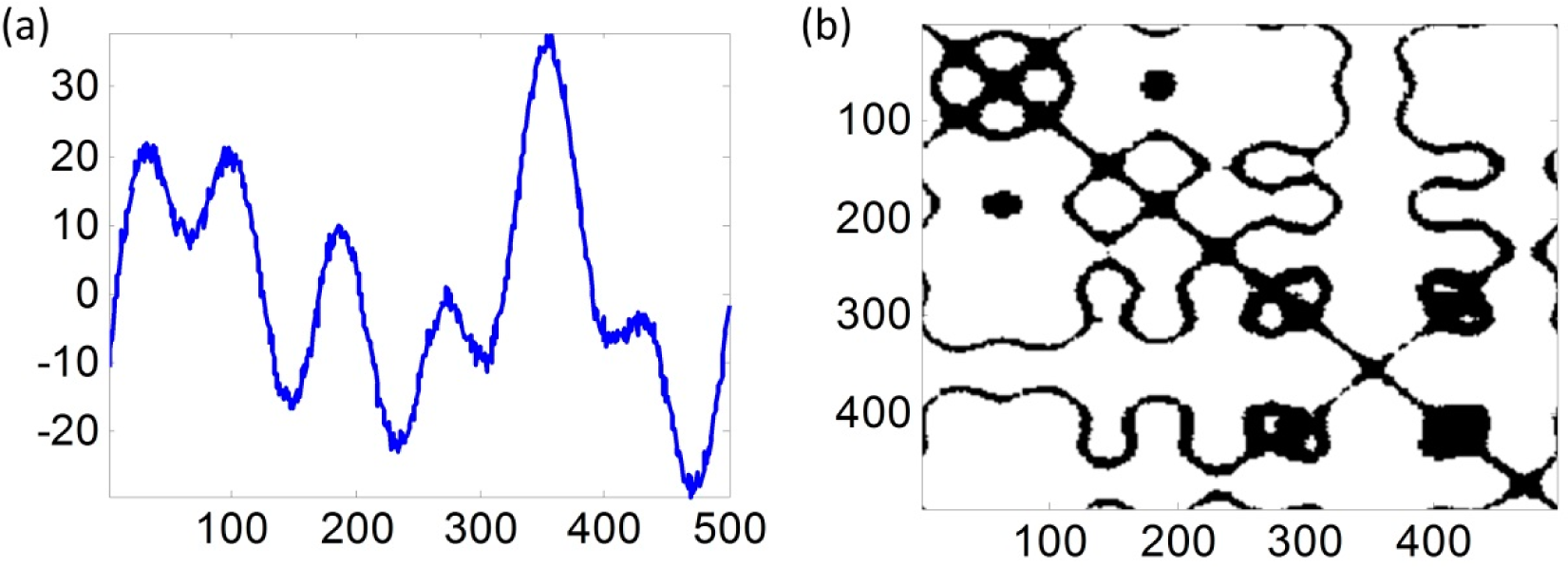
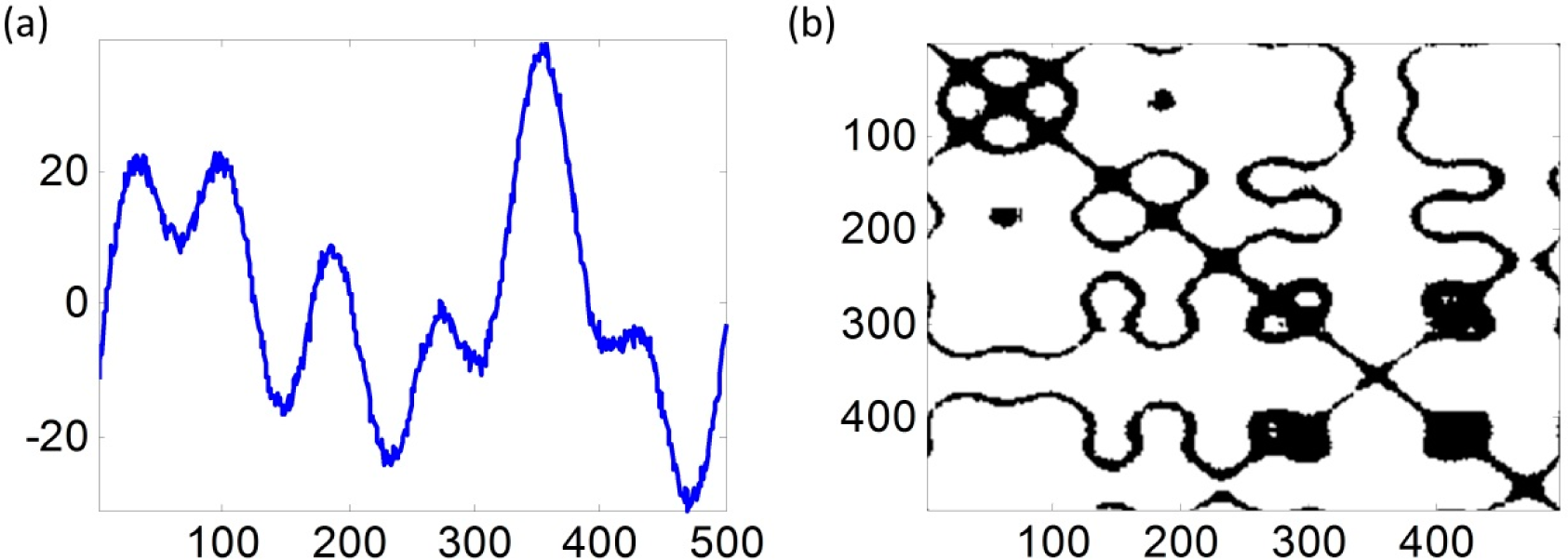
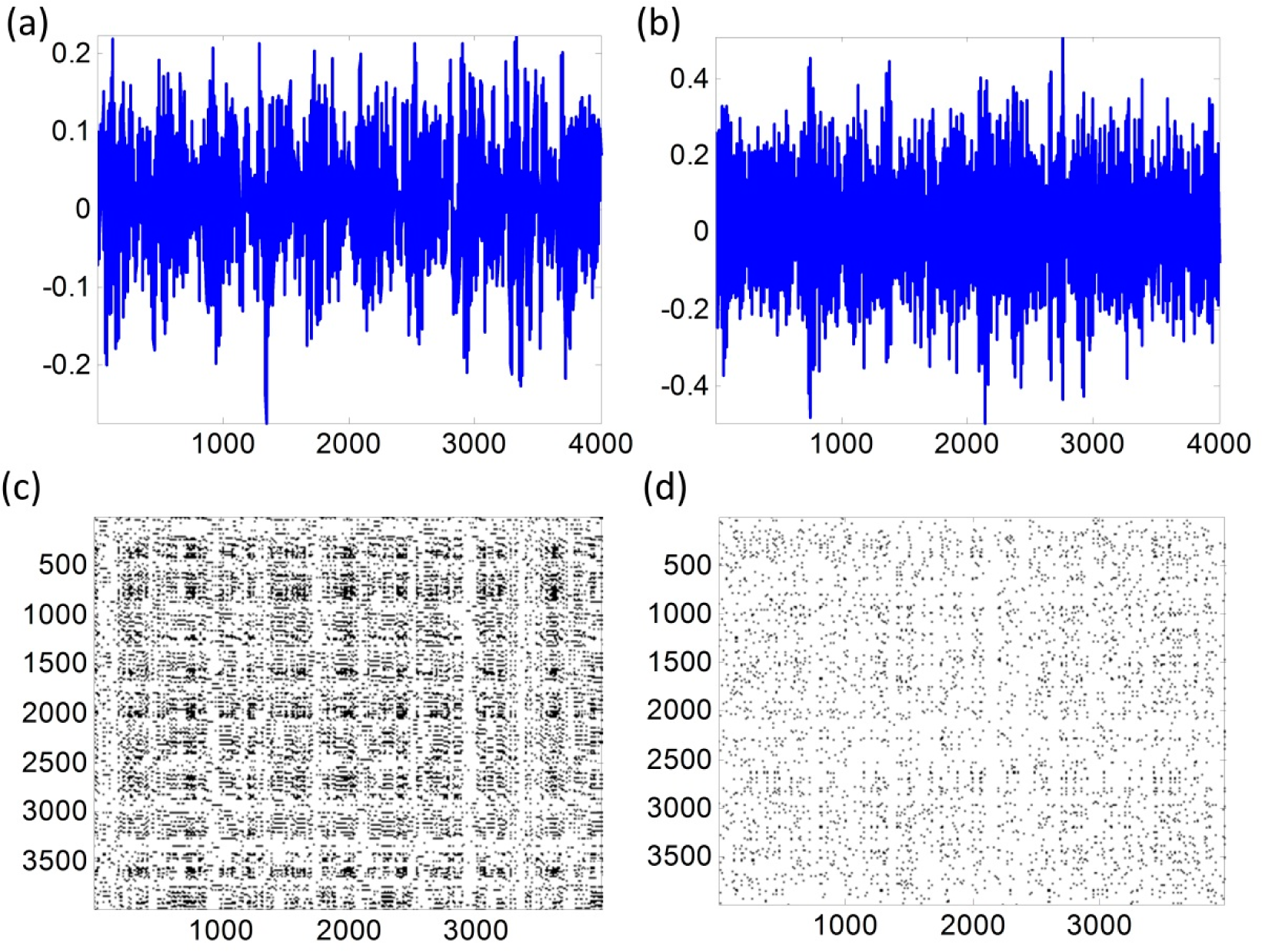
Figures 3–
5 are examples to show the original signals and their RP graphs of the in-control case, the mean shift case with
δF = 1.5 and the frequency change case with
δF = 1.5. We can see that there are some differences among the three in-control and out-of-control RP graphs although the original signals of the in-control and out-of-control cases are seen as the same. We will conduct our proposed damage detection scheme on the simulated signals to show that our proposed method is effective for detecting small or large signal change.
In detecting the mean shift case,
F represents the component of the signal mean shift. The frequency information in
F is same as that in the component
f0 ·
δF measures the magnitude of the signal shift component.
Table 1 shows the out-of control ARLs in detecting the mean shift case.
In detecting the frequency change case,
F represents the component of frequency change. The frequency information in
F is different with the one in the component
f0 ·
δF measures the magnitude of the frequency change component.
Table 2 shows the out-of-control ARLs in detecting the frequency change case.
The out-of-control ARL is the average number of samples taken before the out-of-control condition is detected by the designed control chart. The small ARL value means the designed control chart can detect the out-of-control condition quickly. In
Tables 1 and
2, first, we can see that all the out-of-control ARLs of the proposed RP-based
T2 bootstrap control chart are small and will be even smaller when
δF is increasing in both the mean shift case and frequency change case. Second, the out-of-control ARLs of the proposed RP-based
T2 bootstrap control chart are always the smallest when compared with the other RQA based control charts. Therefore, we can conclude that: (1) the proposed damage detection scheme can detect both small and large signal changes effectively and efficiently; (2) the proposed RP-based
T2 bootstrap control chart uniformly performs better than any other RQA based control charts.
5. Case Study
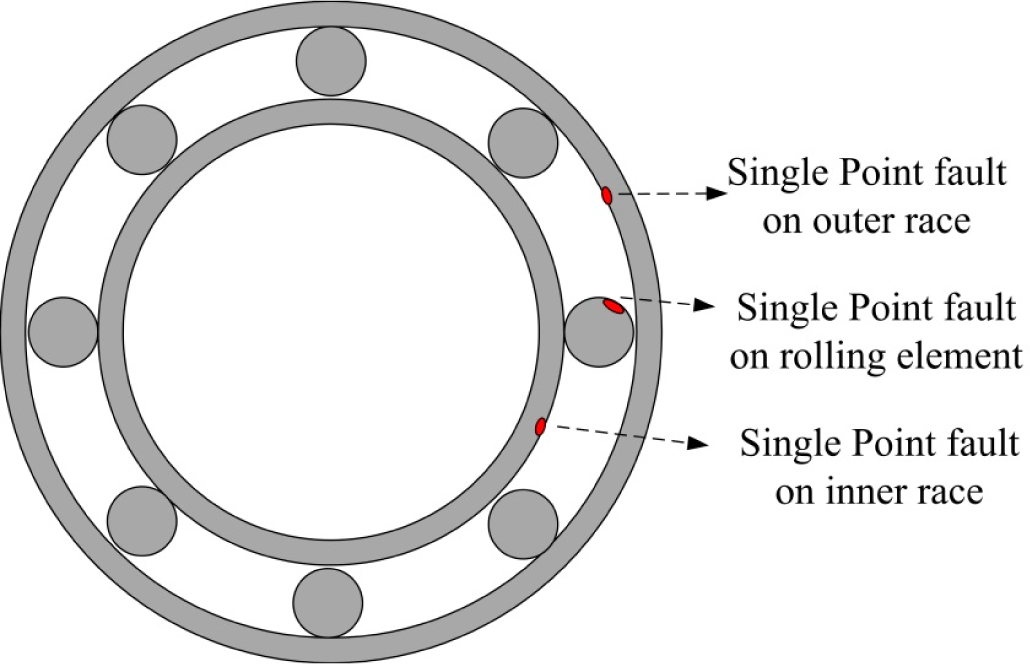
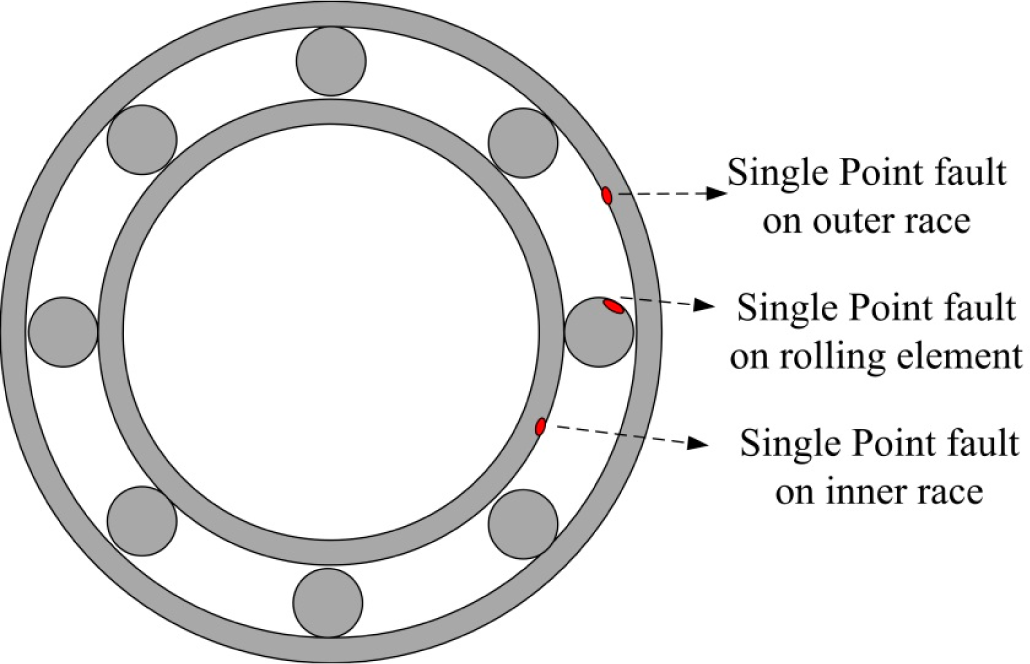
In this section, we use a real example of a rolling element bearing fault detection to demonstrate our proposed method. The rolling element bearings, widely used in various areas of industry, are the most critical components in rotating electrical machinery due to the fact that the large majority of problems arise from faulty bearings. Rolling element bearings generally consist of two rings (which are called the outer race and the inner race) with a set of rolling elements rotating in their tracks. Faults on the bearings such as wear, cracks, and pits can cause malfunctions and catastrophic failures. In this case, we investigate single point faults that occur on the inner race, outer race, and rolling element.
Figure 6 shows an example of the rolling element bearing and the three types of single point faults.
5.1. Data Introduction
In this case, we use the seeded fault test data provided by the Case Western Reserve University Bearing Data Center to demonstrate our proposed fault detection method by integrating the RP method and the RP based
T2 bootstrap control chart [
30]. The experiment equipment consists of a motor (left), a torque transducer/encoder (center), a dynamometer (right), and control electronics. The test bearings support the motor shaft. Single point faults were introduced into the test bearings with different fault diameters. Vibration data was collected using accelerometers, which were attached to the housing by use of magnetic bases. Data was collected for normal bearings, a single point fault occurring on the inner race, on the outer race and on the rolling element. Please refer Bearing Data Center website
26 for more instructions about the data set.
In order to demonstrate the successful performance of our proposed method, we choose the case in which the bearing fault signal is collected with a 12 k load and where the fault diameter is seven mils (a thousandth of an inch), which is the smallest one. We extracted 300 samples from a normal bearing vibration data set, which is named the “NB” group. Then, we extracted 90 samples in each group of the bearing faults that occurred on the inner race, the outer race and the rolling element. These are named “FIR”, “FOR” and “FRE” respectively.
5.3. Training Control Limit
The control limit of the RP based
T2 bootstrap control chart can be obtained based on the procedures mentioned before. Here we use 250 samples in group “
NB”as training group to train the control chart. 50 samples are used as testing group to test the RP based
T2 bootstrap control chart. Here, we set the false alarm rate α = 0.05.
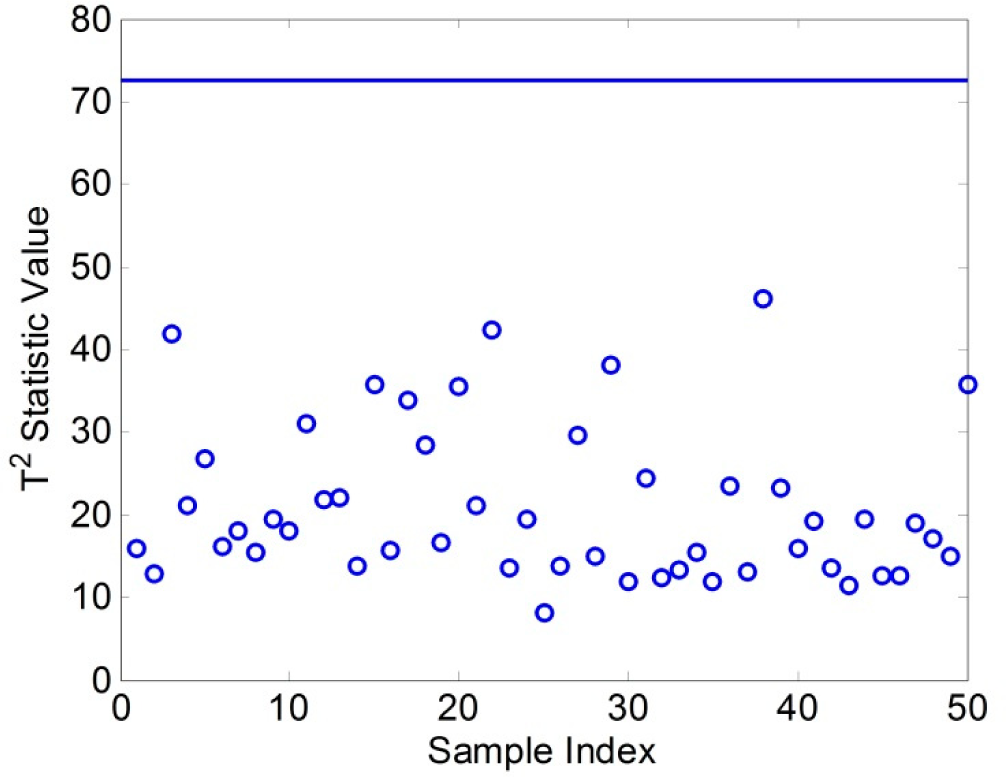
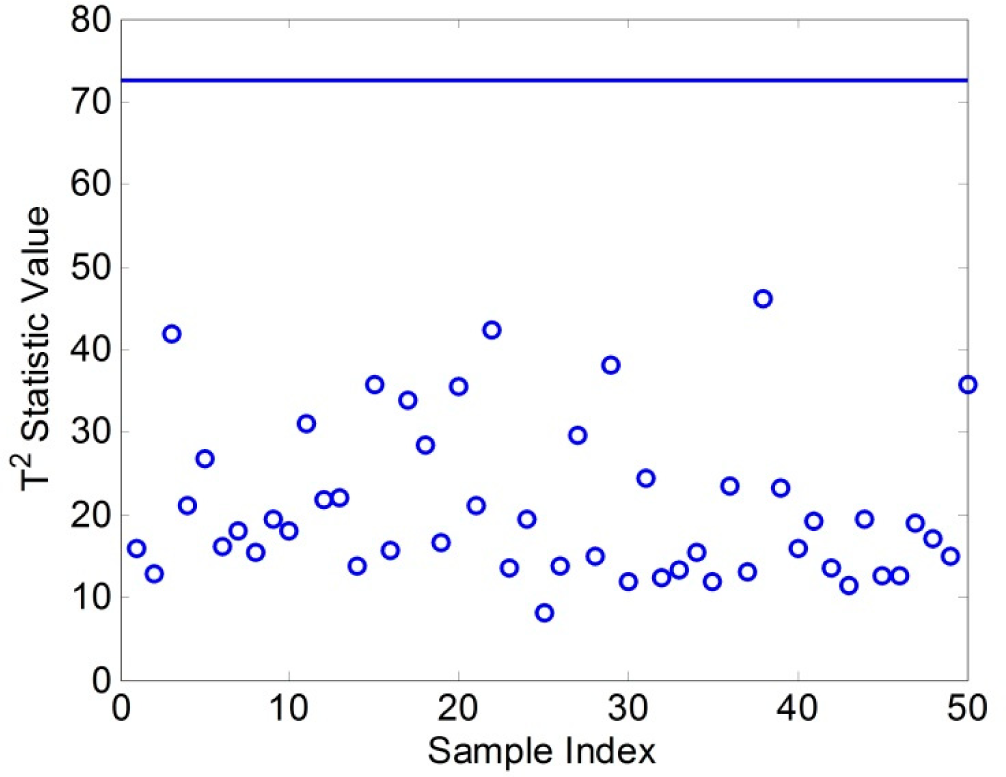
Figure 8 shows the testing result of the RP based
T2 bootstrap control chart. The horizontal axis is the sample index and the vertical axis is the derived
T2 statistic value of the testing group data. The straight solid line is the control limit of the RP based
T2 bootstrap control chart estimated from the training group data with defined false alarm rate
α = 0.01 in this case. Each point in the
Figure 8 represents the
T2 statistic value of each sample in the testing group data. According to the control chart theory, if all statistic values are below the control limit, it means all the samples are in-control. From
Figure 8, we can see that all the points are below the solid line which is the control limit of the RP based
T2 bootstrap control chart. Therefore, we can conclude that our proposed RP based
T2 bootstrap control chart works well to monitor the bearing signals in normal condition. Hence, this RP based
T2 bootstrap control chart can be used to detect the conditions of the rolling element bearing.
5.4. Results
All samples in “
FIR”, “
FOR” and “
FRE” groups are analyzed by the recurrence plot method and the
T2 statistics of all samples are calculated. These
T2 statistics are tested by the constructed RP based
T2 bootstrap control chart as shown in
Figure 8. Thus, the conditions of rolling element bearing can be detected by the proposed method.
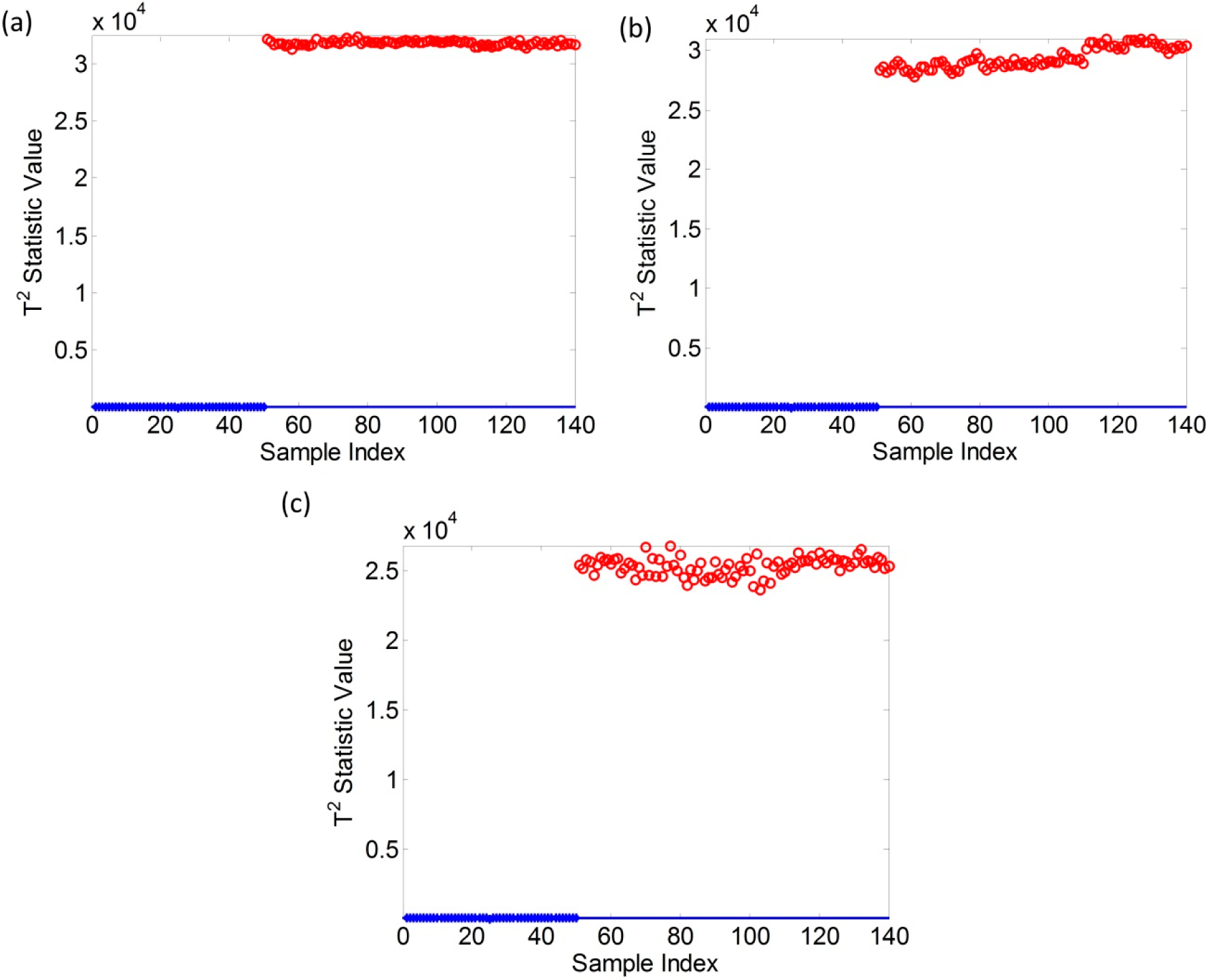
Figure 9a, c show the detection results that the samples are come from the group “
FIR”, “
FOR” and “
FRE”, which means the bearing fault occurred on the inner race, the outer race and the rolling element respectively. In
Figure 9, the points marked as red circles represent the fault bearing signals and the points marked as blue stars at the bottom of each figure represent the normal bearing signals, while the blue solid line represents the control limit of the constructed RP based
T2 bootstrap control chart. Due to the large difference of the values of the
T2 statistics of faulty vibration signals and normal vibration signals, we cannot see blue points and the solid line clearly. Fortunately, all the blue points and the solid line are the same as the blue points and blue line in
Figure 8. Therefore, we can consider
Figure 8 as enlarged views of the bottom parts in
Figure 9. All the red points in
Figure 9 are located at the top of the solid line. Therefore, we can conclude that the constructed RP based
T2 bootstrap control chart can successfully detect the bearing faults occurred on the inner race, the outer race and the rolling element. Moreover, the values of red points in
Figure 9a,b,c are in different intervals, which means the
T2 statistic also can be used to diagnose the bearing faults for further research.
According to these figures, we can conclude that our proposed fault detection method by integrating the RP method and the T2 control chart technique performs very well in detecting different types of bearing faulty vibration signals.
6. Conclusions
This paper proposed a damage detection scheme to detect the vibration-based signal change by integrating the RP method and T2 control chart for condition-based maintenance, structural health monitoring, and so forth. The RP method is a nonparametric and nonlinear signal processing method that can characterize the vibration-based signal to be a two dimensional matrix. Five recurrence plot features can be obtained from the two dimensional matrix and can be used to classify vibration signals in normal conditions and in fault conditions. There are several advantages to analyzing the vibration-based signal by using the RP method: (1) it is not necessary to know the information of signal distribution, (2) the method does not require the signal length, (3) the method is a nonparametric method and it is not necessary to estimate the model parameter, (4) the method does not require consideration of the frequency change or the amplitude change in the signal.
In order to monitor the five features, we integrate the statistical process control technique and the bootstrap method to propose a RP based T2 bootstrap control chart. A simulation study has shown that the proposed damage detection scheme can detect signal shift and frequency change quickly and effectively. A real case study of rolling element bearing faults demonstrates that the proposed damage detection scheme can achieve a very good performance in detecting different types of bearing fault.
This paper attempts to introduce the RP method and statistical process control techniques for damage detection. The proposed damage detection scheme also can be used to analyze other waveform signals in addition to the vibration-based signals. Moreover, this scheme can be used in many areas. For different applications, researchers can choose different recurrence plot features to characterize the signal.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}