
Utilization of Solid Waste from Brick Industry and Hydrated Lime in Self-Compacting Cement Pastes




Abstract

1. Introduction
2. Methodology
2.1. Mix Proportion of SCP Formulation
2.2. Material Characterization
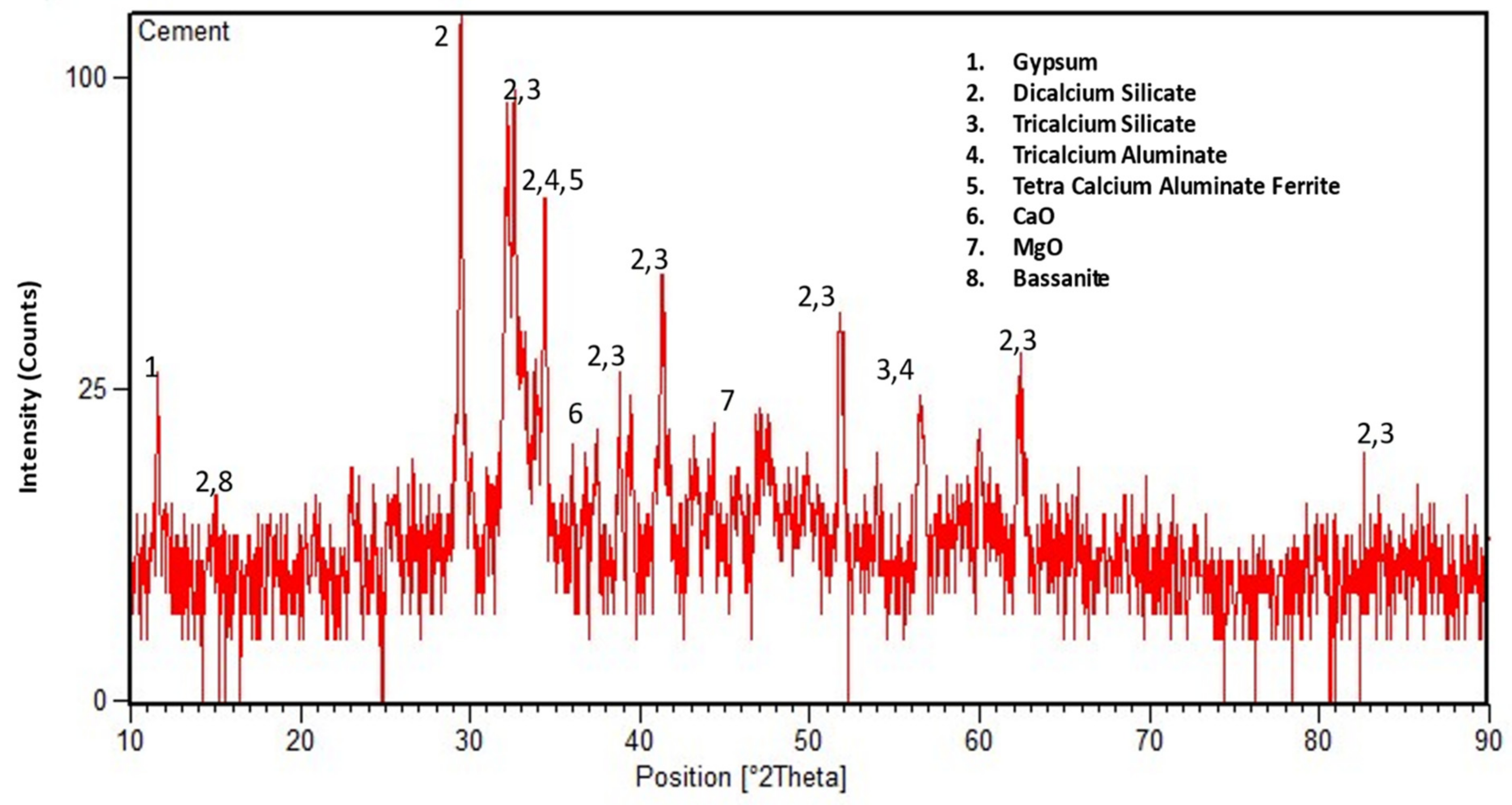
2.2.1. Cement
2.2.2. Burnt Brick Powder
2.2.3. Hydrated Lime
2.2.4. Water
2.2.5. Admixture
2.3. Mixing Regime, Casting, and Curing
2.4. Experimental Program
2.4.1. Fresh Properties
Water and Superplasticizer Demand
Flow and Setting Time
Early-Age Shrinkage
2.4.2. Hardened State Properties
Mechanical Strength
Water Absorption
Resistance against Acid Attack
2.4.3. Microstructure Investigation
3. Results and Discussion
3.1. Fresh Properties
3.1.1. Water Demand (WD)
3.1.2. Super Plasticizer (SP) Demand
3.1.3. Flow Time
3.1.4. Setting Time
3.1.5. Early-Age Shrinkage
3.2. Hardened State Properties
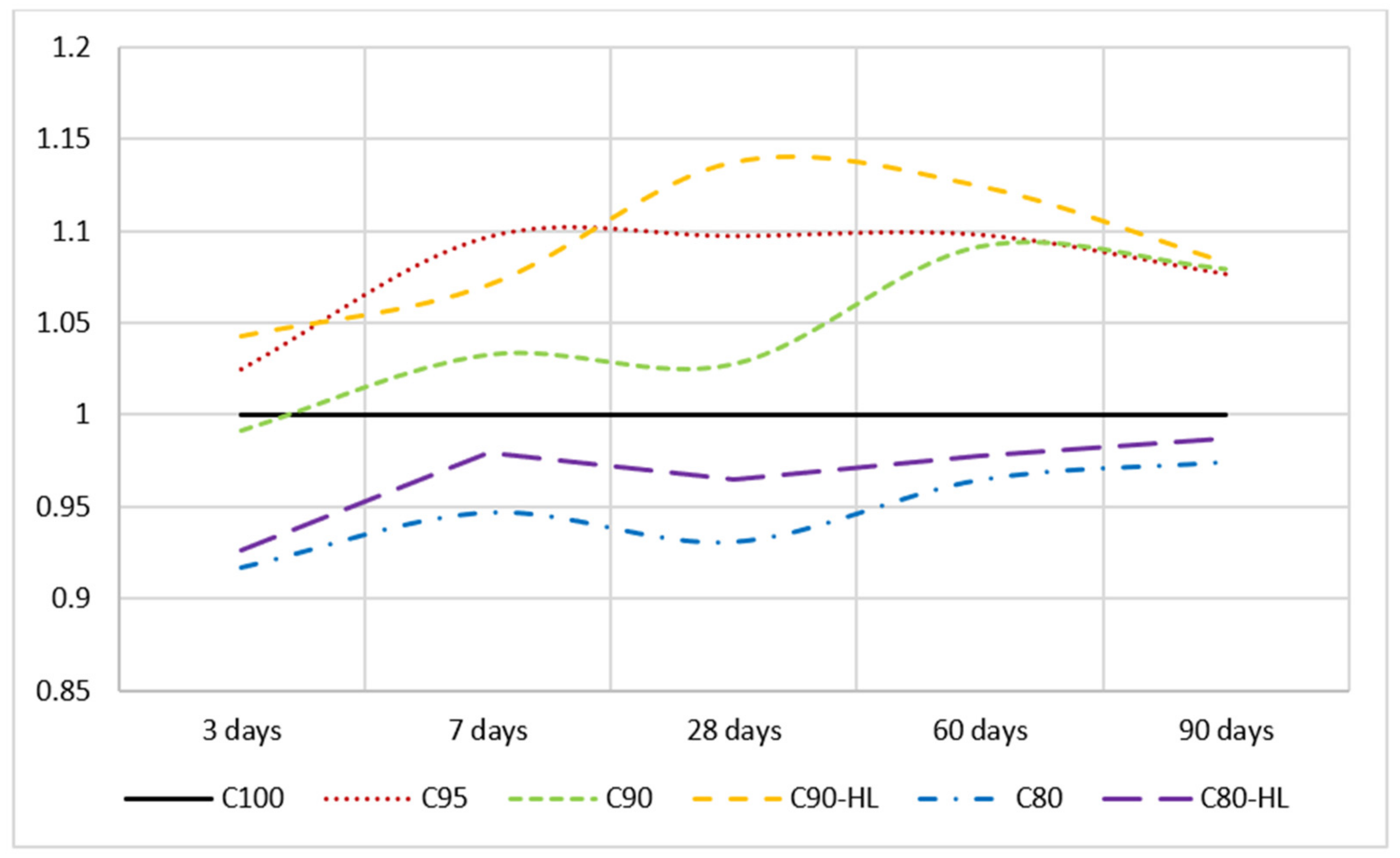
3.2.1. Mechanical Strength
3.2.2. Water Absorption
3.2.3. Resistance against Acid Attack
3.3. Microstructure Investigations
3.3.1. Scanning Electron Microscopy (SEM)
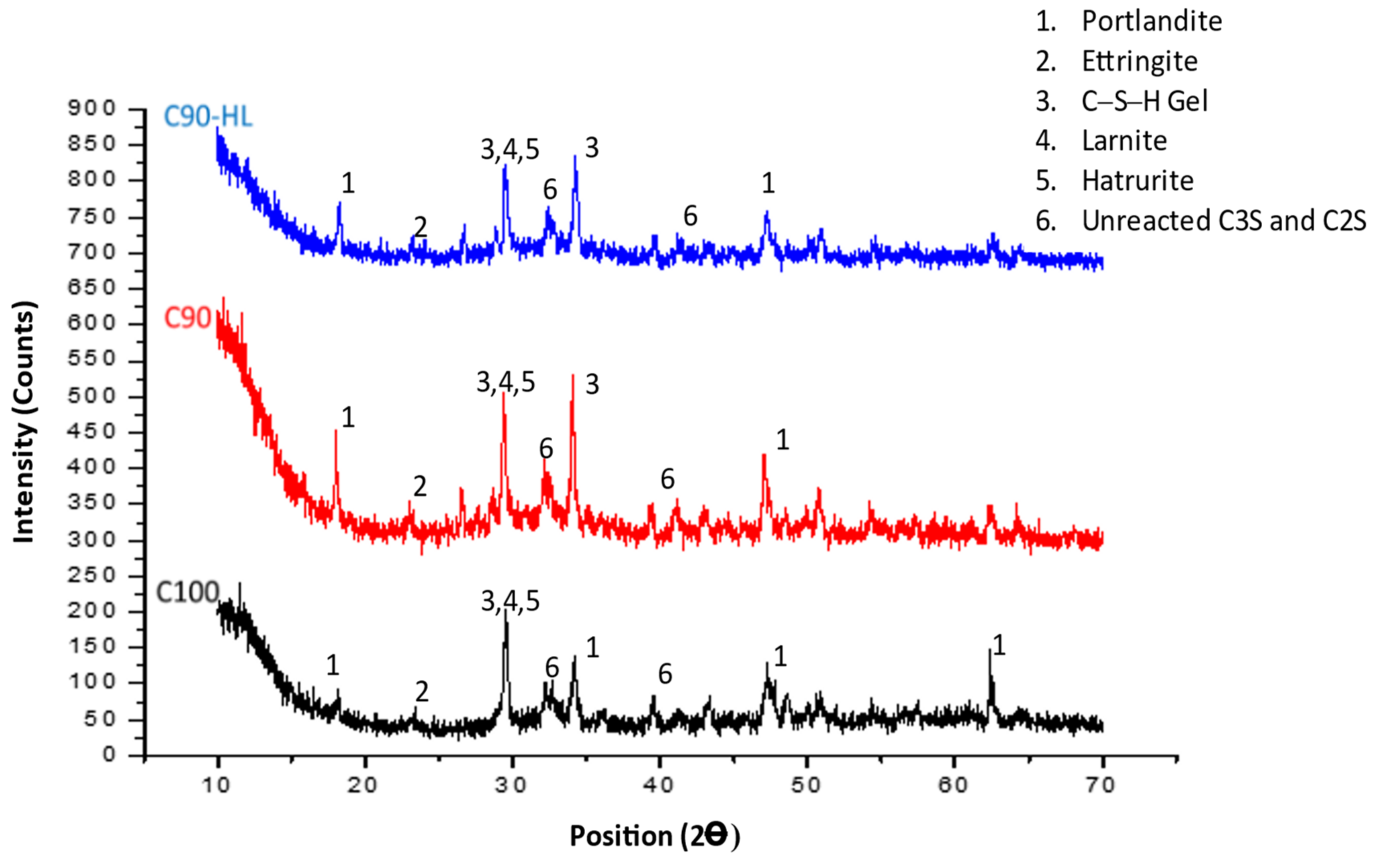
3.3.2. X-ray Diffraction (XRD)
4. Conclusions
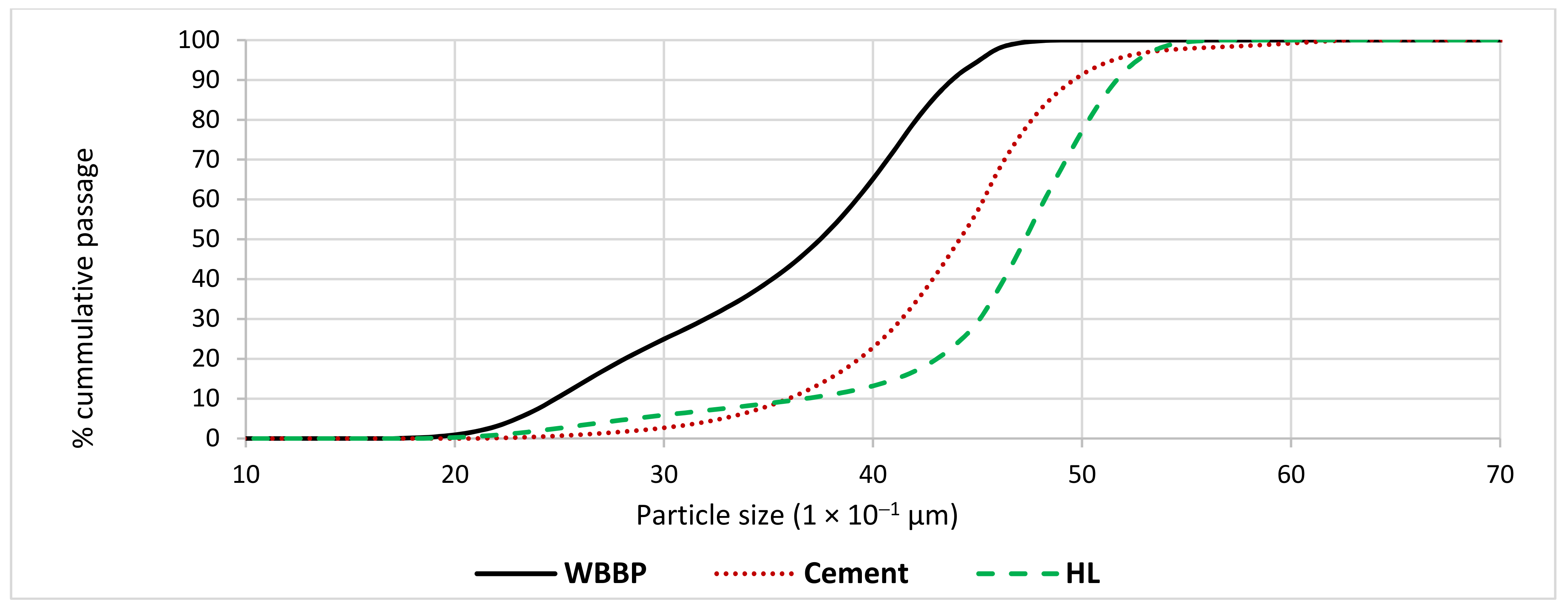
- The material characterization of waste burnt brick powder (WBBP) through XRD and XRF shows that it is rich in silica and alumina. Further, the summation of its SiO2, Al2O3, and Fe2O3 oxides is greater than 75%, which indicates its pozzolanic nature.
- The water demand (WD) of WBBP formulations is higher than the control mix (C100). The increase in WD for WBBP is due to the large surface area arising from the smaller particle sizes. The particles of WBBP are irregular in shape, having a rough texture and porous surface that also cause an increase in WD.
- The incorporation of waste burnt brick powder decreases the superplasticizer demand due to the overall reduction in the cement quantity. The rheological properties of the WBBP paste system improved, accompanied by reduced early linear shrinkage as compared to the control mix.
- Using WBBP as SCM causes a delay in the initial setting time of pastes as compared to the control mix, but the variation in the final setting time is indiscernible.
- The mechanical and durability performances of WBBP mixes improved due to the consumption of free lime in the pozzolanic reaction. The 10% replacement of cement with WBBP showed better mechanical performance than the reference SCP formulation at 3, 7, 28, 60, and 90 days. The long-term strength (60 and 90 days) of 20% replacement formulations of WBBP was equal to 98% of the control mix. The better durability performance of WBBP mixes than the control mix is due to a more compact and denser matrix structure.
- Hydrated lime (HL) acts as a triggering agent to enhance the early-age strength due to activation of the pozzolanic reaction of WBBP with HL. However, it has no significant impact on the long-term strength because at later stages of cement hydration, sufficient calcium hydroxide is available in the cement matrix for the pozzolanic reaction.
- Using waste burnt brick powder as a cement replacement will produce cost-effective, sustainable, and durable self-compacting concrete. Moreover, utilization of WBBP in concrete will reduce solid waste which has considerable positive environmental impacts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gesoğlu, M.; Güneyisi, E.; Kocabağ, M.E.; Bayram, V.; Mermerdaş, K. Fresh and hardened characteristics of self compacting concretes made with combined use of marble powder, limestone filler, and fly ash. Constr. Build. Mater. 2012, 37, 160–170. [Google Scholar] [CrossRef]
- Sadek, D.M.; El-attar, M.M.; Ali, H.A. Reusing of marble and granite powders in self-compacting concrete for sustainable development. J. Clean. Prod. 2016, 121, 19–32. [Google Scholar] [CrossRef]
- Baloch, H.; Usman, M.; Rizwan, S.A.; Hanif, A. Properties enhancement of super absorbent polymer (SAP) incorporated self-compacting cement pastes modified by nano silica (NS) addition. Constr. Build. Mater. 2019, 203, 18–26. [Google Scholar] [CrossRef]
- American Concrete Institute (ACI) Committee 209 Prediction of Creep, Shrinkage and Temperature Effects in Concrete Structures. ACI Comm. 209 Rep. 1997, 92, 47.
- Khan, M.I.; Usman, M.; Rizwan, S.A.; Hanif, A. Self-consolidating lightweight concrete incorporating limestone powder and fly ash as supplementary cementing material. Materials 2019, 12, 3050. [Google Scholar] [CrossRef]
- Gartner, E.; Quillin, K. Low-CO2 Cements based on Calcium Sulfoaluminates. Int. Conf. Sustain. Cem. Concr. Ind. 2007, 16–19. [Google Scholar]
- Cristina, A.; Moragues, A.; Menéndez, E. Use of ground coal bottom ash as cement constituent in concretes exposed to chloride environments. J. Clean. Prod. 2017, 170. [Google Scholar] [CrossRef]
- Felekoğlu, B.; Tosun, K.; Baradan, B.; Altun, I.; Uyulgan, B. The effect of fly ash and limestone fillers on the viscosity and compressive strength of self-compacting repair mortars. Cem. Concr. Res. 2006, 36, 1719–1726. [Google Scholar] [CrossRef]
- Hassan, A.; Lachemi, M.; Hossain, K. Effect of metakaolin and silica fume on rheology of self-consolidating concrete. Cem. Concr. Compos. 2012, 34, 801–807. [Google Scholar] [CrossRef]
- Lee, H.; Hanif, A.; Usman, M.; Yonghwan, K.; Oh, H.; SeongKyum, K. Interfacial Characteristics of cement mortars containing aggregate derived from industrial slag waste. J. Struct. Integr. Maint. 2020, 5, 236–243. [Google Scholar] [CrossRef]
- Kim, S.; Kim, Y.; Usman, M.; Park, C.; Hanif, A. Durability of slag waste incorporated steel fiber-reinforced concrete in marine environment. J. Build. Eng. 2020, 101641. [Google Scholar] [CrossRef]
- Safiuddin, M.; West, J.S.; Soudki, K.A. Properties of freshly mixed self-consolidating concretes incorporating rice husk ash as a supplementary cementing material. Constr. Build. Mater. 2012, 30, 833–842. [Google Scholar] [CrossRef]
- Jittin, V.; Bahurudeen, A.; Ajinkya, S.D. Utilisation of rice husk ash for cleaner production of different construction products. J. Clean. Prod. 2020, 263, 121578. [Google Scholar] [CrossRef]
- Khushnood, R.A.; Rizwan, S.A.; Memon, S.A.; Tulliani, J.-M.; Ferro, G.A. Experimental Investigation on Use of Wheat Straw Ash and Bentonite in Self-Compacting Cementitious System. Adv. Mater. Sci. Eng. 2014, 2014, 1–11. [Google Scholar] [CrossRef]
- Bosiljkov, V. SCC mixes with poorly graded aggregate and high volume of limestone filler. Cem. Concr. Res. 2003, 33, 1279–1286. [Google Scholar] [CrossRef]
- Tavakoli, D.; Heidari, A.; Pilehrood, S.H. Properties of concrete made with waste clay brick as sand incorporating nano SiO2. Indian J. Sci. Technol. 2014, 7, 1899–1905. [Google Scholar] [CrossRef]
- Sharma, R.; Khan, R.A. Sustainable use of copper slag in self compacting concrete containing supplementary cementitious materials. J. Clean. Prod. 2017, 151, 179–192. [Google Scholar] [CrossRef]
- Rizwan, S.A.; Bier, T.A. Self-Compacting Paste Systems Containing Secondary Raw Materials. Pakistan J. Eng. Appl. Sci. ER 2009, 3, 1483–1491. [Google Scholar]
- Hanif, A.; Kim, Y.; Usman, M.; Park, C. Optimization of steam-curing regime for recycled aggregate concrete incorporating high early strength cement-a parametric study. Materials 2018, 11, 2487. [Google Scholar] [CrossRef]
- Edser, C. Reducing the environmental impact of laundry. Focus Surfactants 2005, 2005, 1–2. [Google Scholar] [CrossRef]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Ahmad, W.; Farooq, S.H.; Usman, M.; Khan, M.; Ahmad, A.; Aslam, F.; Alyousef, R.; Abduljabbar, H.A.; Sufian, M. Effect of coconut fiber length and content on properties of high strength concrete. Materials 2020, 13, 1075. [Google Scholar] [CrossRef]
- Usman, M.; Khan, A.Y.; Farooq, S.H.; Hanif, A.; Tang, S.; Khushnood, R.A.; Rizwan, S.A. Eco-friendly self-compacting cement pastes incorporating wood waste as cement replacement: A feasibility study. J. Clean. Prod. 2018, 190, 679–688. [Google Scholar] [CrossRef]
- Ahmed, W.; Khushnood, R.A.; Memon, S.A.; Ahmad, S.; Baloch, W.L.; Usman, M. Effective use of sawdust for the production of eco-friendly and thermal-energy efficient normal weight and lightweight concretes with tailored fracture properties. J. Clean. Prod. 2018, 184, 1016–1027. [Google Scholar] [CrossRef]
- Gooi, S.; Mousa, A.A.; Kong, D. A critical review and gap analysis on the use of coal bottom ash as a substitute constituent in concrete. J. Clean. Prod. 2020, 268, 121752. [Google Scholar] [CrossRef]
- Sarici, D.E.; Ozdemir, E. Utilization of granite waste as alternative abrasive material in marble grinding processes. J. Clean. Prod. 2018, 201, 516–525. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Leung, C.K.Y.; Tang, S.; Pan, J.; Huang, W.; Chen, E. Properties of rubberized concrete modi fi ed by using silane coupling agent and carboxylated SBR. J. Clean. Prod. 2016, 112, 797–807. [Google Scholar] [CrossRef]
- Subaşı, S.; Öztürk, H.; Emiroğlu, M. Utilizing of waste ceramic powders as filler material in self-consolidating concrete. Constr. Build. Mater. 2017, 149, 567–574. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Jalali, S. Compressive strength and durability properties of ceramic wastes based concrete. Mater. Struct. Constr. 2011, 44, 155–167. [Google Scholar] [CrossRef]
- Zhao, J.; Yan, C.; Liu, S.; Zhang, J.; Li, S.; Yan, Y. Effect of solid waste ceramic on uniaxial tensile properties and thin plate bending properties of polyvinyl alcohol engineered cementitious composite. J. Clean. Prod. 2020, 268, 122329. [Google Scholar] [CrossRef]
- Zhu, P.; Mao, X.; Qu, W.; Li, Z.; Ma, Z.J. Investigation of using recycled powder from waste of clay bricks and cement solids in reactive powder concrete. Constr. Build. Mater. 2016, 113, 246–254. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd-Elmoaty, A.E.M.; Hassan, H.H. Utilization of crushed clay brick in concrete industry. Alexandria Eng. J. 2014, 53, 151–168. [Google Scholar] [CrossRef]
- Gavali, H.R.; Bras, A.; Faria, P.; Ralegaonkar, R. V Development of sustainable alkali-activated bricks using industrial wastes. Constr. Build. Mater. 2019, 215, 180–191. [Google Scholar] [CrossRef]
- Li, H.; Dong, L.; Jiang, Z.; Yang, X.; Yang, Z. Study on utilization of red brick waste powder in the production of cement-based red decorative plaster for walls. J. Clean. Prod. 2016, 133, 1017–1026. [Google Scholar] [CrossRef]
- Akhtar, A.; Sarmah, A.K. Construction and demolition waste generation and properties of recycled aggregate concrete: A global perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Maithel, S. Final Report Evaluating Energy Conservation Potential of Brick Production in India A Report Prepared for the SAARC Energy Centre; Greentech Knowledge Solutions Pvt Ltd.: New Delhi, India, 2013. [Google Scholar]
- Aamir, S. Pakistan Third Largest Brick-Producing Country in South Asia. Available online: https://fp.brecorder.com/2017/05/20170504175631/ (accessed on 26 February 2021).
- Pereira-De-Oliveira, L.A.; Castro-Gomes, J.P.; Santos, P.M.S. The potential pozzolanic activity of glass and red-clay ceramic waste as cement mortars components. Constr. Build. Mater. 2012, 31, 197–203. [Google Scholar] [CrossRef]
- Effects of waste bricks powder of gachsaran company as a pozzolanic material in concrete. Asian J. Civ. Eng. 2013, 14, 755–763.
- Ge, Z.; Wang, Y.; Sun, R.; Wu, X.; Guan, Y. Influence of ground waste clay brick on properties of fresh and hardened concrete. Constr. Build. Mater. 2015, 98, 128–136. [Google Scholar] [CrossRef]
- Naceri, A.; Hamina, M.C. Use of waste brick as a partial replacement of cement in mortar. Waste Manag. 2009, 29, 2378–2384. [Google Scholar] [CrossRef]
- Abib, Z.E.; Gaher-Abib, H.; Kharchi, F. Effect of Clay Fines on the Behavior of Self-Compacting Concrete. Engineering 2013, 5, 213–218. [Google Scholar] [CrossRef][Green Version]
- Kiattikomol, K.; Jaturapitakkul, C.; Songpiriyakij, S.; Chutubtim, S. A study of ground coarse fly ashes with different finenesses from various sources as pozzolanic materials. Cem. Concr. Compos. 2001, 23, 335–343. [Google Scholar] [CrossRef]
- Shi, C. An overview on the activation of reactivity of natural pozzolans. Can. J. Civ. Eng. 2001, 28, 778–786. [Google Scholar] [CrossRef]
- Lorca, P.; Calabuig, R.; Benlloch, J.; Soriano, L.; Payá, J. Microconcrete with partial replacement of Portland cement by fly ash and hydrated lime addition. J. Mater. 2014, 64, 535–541. [Google Scholar] [CrossRef]
- Wongkeo, W.; Thongsanitgarn, P.; Chaipanich, A. Compressive strength and drying shrinkage of fly ash-bottom ash-silica fume multi-blended cement mortars. Mater. Des. 2012, 36, 655–662. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Hsu, S.; Chi, M.; Huang, R. Effect of fineness and replacement ratio of ground fly ash on properties of blended cement mortar. Constr. Build. Mater. 2018, 176, 250–258. [Google Scholar] [CrossRef]
- Fernandez-Jimenez, A.; García-Lodeiro, I.; Palomo, A. Durability of alkali-activated fly ash cementitious materials. J. Mater. Sci. 2007, 42, 3055–3065. [Google Scholar] [CrossRef]
- Donatello, S.; Fernández-Jimenez, A.; Palomo, A. Very high volume fly ash cements. Early age hydration study using Na 2SO4 as an activator. J. Am. Ceram. Soc. 2013, 96, 900–906. [Google Scholar] [CrossRef]
- Barbhuiya, S.A.; Gbagbo, J.K.; Russell, M.I.; Basheer, P.A.M. Properties of fly ash concrete modified with hydrated lime and silica fume. Constr. Build. Mater. 2009, 23, 3233–3239. [Google Scholar] [CrossRef]
- Yu, J.; Lu, C.; Leung, C.K.Y.; Li, G. Mechanical properties of green structural concrete with ultrahigh- volume fly ash. Constr. Build. Mater. 2017, 147, 510–518. [Google Scholar] [CrossRef]
- ASTM C150/C150M-20, Standard Specification for Portland Cement. In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 1999; pp. 1–9. ISBN 5919881100.
- Heikal, M.; Zohdy, K.M.; Abdelkreem, M. Mechanical, microstructure and rheological characteristics of high performance self-compacting cement pastes and concrete containing ground clay bricks. Constr. Build. Mater. 2013, 38, 101–109. [Google Scholar] [CrossRef]
- ASTM C618-19, Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. In ASTM Volume 04.02 Concrete and Aggregates; ASTM International: West Conshohocken, PA, USA, 2019; p. 5. ISBN 0-8031-3871-7.
- ASTM C494/C494M-08a Standard Specification for Chemical Admixtures for Concrete. In ASTM Volume 04.02 Concrete and Aggregates; ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–10.
- ASTM Standard C305. Standard practice for mechanical mixing of hydraulic cement pastes and mortars of plastic consistency. In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 2014; pp. 18–20. [Google Scholar]
- ASTM C511-19 Standard Specification for Mixing Rooms, Moist Cabinets, Moist Rooms, and Water Storage Tanks Used in the Testing of Hydraulic Cements and Concretes. In ASTM Standard Guide; ASTM International: West Conshohocken, PA, USA, 2015; pp. 23–25.
- ASTM C187-16 Standard Test Method for Amount of Water Required for Normal Consistency of Hydraulic Cement Paste. In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 1994; pp. 1–3.
- Rizwan, S.A. High Performance Mortar and Concrete Using Secondary Raw Materials, University of Surrey; Technische Universität Bergakademie Freiberg: Freiberg, Germany, 2006. [Google Scholar]
- C191 Standard Test Method for Time of Setting of Hydraulic Cement by Vicat Needle. In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 2013; pp. 1–8.
- Snoeck, D.; Jensen, O.M.; De Belie, N. The influence of superabsorbent polymers on the autogenous shrinkage properties of cement pastes with supplementary cementitious materials. Cem. Concr. Res. 2015, 74, 59–67. [Google Scholar] [CrossRef]
- ASTM C348-20 Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 2015; pp. 1–6.
- ASTM C349-18 Standard Test Method for Compressive Strength of Hydraulic-Cement Mortars (Using Portions of Prisms Broken in Flexure). In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 2015; pp. 1–4.
- ASTM International ASTM C 642 Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. Annu. Book ASTM Stand. 1997, 1–3. [CrossRef]
- Metha, P. Monteiro Concrete: Durability. In Concrete: Microstructure, Properties and Materials; McGraw-Hill: New York, NY, USA, 2006; pp. 121–198. [Google Scholar]
- Bassuoni, M.T.; Nehdi, M.L. Resistance of self-consolidating concrete to sulfuric acid attack with consecutive pH reduction. Cem. Concr. Res. 2007, 37, 1070–1084. [Google Scholar] [CrossRef]
- Irico, S.; Meyst, L.D.; Qvaeschning, D.; Alonso, M.C.; Villar, K.; Belie, N. De Severe sulfuric acid attack on self-compacting concrete with granulometrically optimized blast-furnace slag-comparison of different test methods. Materials 2020, 13, 1431. [Google Scholar] [CrossRef] [PubMed]
- Nijland, T.G.; Larbi, J.A. Microscopic examination of deteriorated concrete. In Non-Destructive Evaluation of Reinforced Concrete Structures; Elsevier: Amsterdam, The Netherlands, 2010; pp. 137–179. [Google Scholar]
- Cody, A.M.; Lee, H.; Cody, R.D.; Spry, P.G. The effects of chemical environment on the nucleation, growth, and stability of ettringite [Ca3Al(OH)6]2(SO 4)3·26H2O. Cem. Concr. Res. 2004, 34, 869–881. [Google Scholar] [CrossRef]
- Shimada, Y.; Young, J.F. Thermal stability of ettringite in alkaline solutions at 80 °C. Cem. Concr. Res. 2004, 34, 2261–2268. [Google Scholar] [CrossRef]
- ASTM C109/C109M-20b Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50 mm] Cube Specimens). In ASTM Volume 04.01 Cement; Lime; Gypsum; ASTM International: West Conshohocken, PA, USA, 2000; pp. 1–6.
- Yijin, L.; Shiqiong, Z.; Jian, Y.; Yingli, G. The effect of fly ash on the fluidity of cement paste, mortar and concrete. Proc. Int. Work. Sustain. Dev. Concr. Technol. 2004, 339–345. [Google Scholar]
- Duan, Z.; Hou, S.; Xiao, J.; Li, B. Study on the essential properties of recycled powders from construction and demolition waste. J. Clean. Prod. 2020, 253, 119865. [Google Scholar] [CrossRef]
- Skripkiunas, G.; Daukšys, M.; Štuopys, A.; Levinskas, R. The Influence of Cement Particles Shape and Concentration on the Rheological Properties of Cement Slurry. Mater. Sci. 2005, 11, 150–158. [Google Scholar]
- Matalkah, F.; Jaradat, Y.; Soroushian, P. Plastic shrinkage cracking and bleeding of concrete prepared with alkali activated cement. Heliyon 2019, 5, e01514. [Google Scholar] [CrossRef] [PubMed]
- Benaicha, M.; Burtschell, Y.; Alaoui, A.H.; El Harrouni, K.; Jalbaud, O. Correlation between Bleeding and Rheological Characteristics of Self-Compacting Concrete. J. Mater. Civ. Eng. 2017, 29, 05017001. [Google Scholar] [CrossRef]
- Mtarfi, N.H.; Rais, Z.; Taleb, M. Effect of clinker free lime and cement fineness on the cement physicochemical properties. J. Mater. Environ. Sci. 2017, 8, 2541–2548. [Google Scholar]
- Leonard, W.A.; Jaya, E.J. Triwulan Factors influencing strength and setting time of fly ash based-geopolymer paste. MATEC Web Conf. 2017, 138. [Google Scholar] [CrossRef]
- Ezziane, K.; Kadri, E.H.; Hallal, A.; Duval, R. Effect of mineral additives on the setting of blended cement by the maturity method. Mater. Struct. Constr. 2010, 43, 393–401. [Google Scholar] [CrossRef]
- Rizwan, S.A. Early volume changes of high performance self-compacting cementitious systems containing pozzolanic powders. In Proceedings of the International RILEM Conference on Volume Changes of Hardening Concrete: Testing and Mitigation, Lyngby, Denmark, 20–23 August 2006; Ole, M., Jensen, P., Lura, K.K., Eds.; RILEM Publications: Paris, France, 2006; pp. 283–292. [Google Scholar]
- Rizwan, S.A.; Latif, W.; Bier, T.A. Response of self-consolidating cement paste systems containing Acacia Nilotica Gum as an organic admixture. Constr. Build. Mater. 2016, 126, 768–776. [Google Scholar] [CrossRef]
- Rizwan, S.A.; Gul, S.; Bier, T.A. Self-consolidating paste systems containing Acacia nilotica gum powder. ACI Mater. J. 2019, 116, 5–14. [Google Scholar] [CrossRef]
- Rizwan, S.; Mustafa, S.; Ahmed, W. Mitigation of early age shrinkage in self-consolidating paste systems using superabsorbent polymers. In Proceedings of the International RILEM Conference Materials, Systems and Structures in Civil Engineering 2016 Segment on Concrete with Supplementary Cementitious Materials, Lyngby, Denmark, 20–23 August 2006; Jensen, O.M., Kovler, K., Belie, N.D., Eds.; RILEM Publications SARL: Paris, France, 2016; pp. 456–467. [Google Scholar]
- Elyamany, H.E.; Abd Elmoaty, A.E.M.; Mohamed, B. Effect of filler types on physical, mechanical and microstructure of self compacting concrete and Flow-able concrete. Alexandria Eng. J. 2014, 53, 295–307. [Google Scholar] [CrossRef]
- Bediako, M. Pozzolanic potentials and hydration behavior of ground waste clay brick obtained from clamp-firing technology. Case Stud. Constr. Mater. 2018, 8, 1–7. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Liu, C.; Chen, X.; Xu, Z. The particle-size effect of waste clay brick powder on its pozzolanic activity and properties of blended cement. J. Clean. Prod. 2020, 242, 118521. [Google Scholar] [CrossRef]
- Kasaniya, M.; Thomas, M.D.A.; Moffatt, E.G. Pozzolanic reactivity of natural pozzolans, ground glasses and coal bottom ashes and implication of their incorporation on the chloride permeability of concrete. Cem. Concr. Res. 2021, 139, 106259. [Google Scholar] [CrossRef]
- Pitarch, A.M.; Reig, L.; Tomás, A.E.; Forcada, G.; Soriano, L.; Borrachero, M.V.; Payá, J.; Monzó, J.M. Pozzolanic activity of tiles, bricks and ceramic sanitary-ware in eco-friendly Portland blended cements. J. Clean. Prod. 2021, 279. [Google Scholar] [CrossRef]
- Collepardi, M. A state-of-the-art review on delayed ettringite attack on concrete. Cem. Concr. Compos. 2003, 25, 401–407. [Google Scholar] [CrossRef]
- Hill, J.; Byars, E.A.; Sharp, J.H.; Lynsdale, C.J.; Cripps, J.C.; Zhou, Q. An experimental study of combined acid and sulfate attack of concrete. Cem. Concr. Compos. 2003, 25, 997–1003. [Google Scholar] [CrossRef]
- Yuan, H.; Dangla, P.; Chatellier, P.; Chaussadent, T. Degradation modelling of concrete submitted to sulfuric acid attack. Cem. Concr. Res. 2013, 53, 267–277. [Google Scholar] [CrossRef]
- Gong, K.; White, C.E. Nanoscale Chemical Degradation Mechanisms of Sulfate Attack in Alkali-activated Slag. J. Phys. Chem. C 2018, 122, 5992–6004. [Google Scholar] [CrossRef]
- Monteiro, P.J.M. Scaling and saturation laws for the expansion of concrete exposed to sulfate attack. Proc. Natl. Acad. Sci. USA 2006, 103, 11467–11472. [Google Scholar] [CrossRef] [PubMed]
- Santhanam, M.; Cohen, M.D.; Olek, J. Sulfate attack research. Cem. Concr. Res. 2001, 31, 845–851. [Google Scholar] [CrossRef]
- Ashraf, W.; Usman, M.; Farooq, S.H.; Ullah, N.; Saleem, S. Flexural Properties of Concrete Filled Double Skin (SHS outer and SHS inner) Tubular Beams. Proc. Inst. Civ. Eng. Struct. Build. 2020. [Google Scholar] [CrossRef]
- Ullah, N.; Usman, M.; Farooq, S.H.; Ashraf, W.; Hanif, A. Effect of steel and concrete thickness on shear strength of square concrete filled double skin tubular beams. Case Stud. Constr. Mater. 2021, 14, e00478. [Google Scholar] [CrossRef]
- Memon, S.A.; Zain, M.; Zhang, D.; Rehman, S.K.U.; Usman, M.; Lee, D. Emerging trends in the growth of structural systems for tall buildings. J. Struct. Integr. Maint. 2020, 5, 155–170. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial | Formulation | Cement (%) | W/C (%) | SP (%) | WBBP (%) | HL (%) |
|---|---|---|---|---|---|---|
| 1. | C100 | 100 | 26.5 | 0.35 | 0 | 0 |
| 2. | C95 | 95 | 28 | 0.358 | 5 | 0 |
| 3. | C90 | 90 | 31 | 0.365 | 10 | 0 |
| 4. | C90-HL | 90 | 31 | 0.37 | 10 | 2.5 |
| 5. | C80 | 80 | 36 | 0.39 | 20 | 0 |
| 6. | C80-HL | 80 | 36 | 0.4 | 20 | 2.5 |
| Sr.No | Chemical Composition | Cement (% by Weight) | WBBP (% by Weight) | HL (% by Weight) |
|---|---|---|---|---|
| 1. | SiO2 | 19.19 | 69.85 | – |
| 2. | Al2O3 | 4.97 | 5.83 | – |
| 3. | Fe2O3 | 3.27 | 4.43 | 4.23 |
| 4. | CaO | 61.8 | 15.67 | 92.53 |
| 5. | K2O | 0.51 | 1.04 | – |
| 6. | MnO | 2 | 0.18 | – |
| 7. | ZnO | 0.68 | 0.30 | – |
| 8. | SrO | 0.29 | 0.62 | 3.24 |
| 9. | SO3 | – | 0.23 | – |
| 10. | MgO | 2.23 | 1.04 | – |
| 11. | Na2O | 0.57 | 0.81 | – |
| 12. | LOI | 3.01 | 4.3 | – |
| Serial | Physical Properties | Cement | WBBP | HL |
|---|---|---|---|---|
| 1. | Specific gravity | 3.15 | 2.28 | 2.34 |
| 2. | Blain fineness | 3100 | – | – |
| 3. | D50 (µm) | 6.85 | 2.76 | 10.47 |
| 4. | Mean average size | 8.44 | 3.17 | 10.94 |
| 5. | Normal consistency (%) | 26.6 | – | – |
| 6. | Initial setting time (min) | 133 | – | – |
| 7. | Final setting time (min) | 177 | – | – |
| 8. | Soundness value (mm) | 3 | – | – |
| 9. | Color | Gray | Reddish Brown | White |
| Sr.No | Parameters | Units | Sample Results | WHO Guidelines |
|---|---|---|---|---|
| 1. | pH | – | 6.9 | 6.5–8.5 |
| 2. | Turbidity | NTU | 0.7 | <0.5 |
| 3. | TDS | mg/L | 460 | <500 |
| 4. | Chlorides | mg/L | 78 | <250 |
| 5. | Hardness | mg/L | 330 | <500 |
| Serial | Parameter | Property |
|---|---|---|
| 1. | Form | Liquid |
| 2. | Color | Colorless to yellowish |
| 3. | Water reduction | 30% |
| 4. | Shelf life | 1 year |
| 5. | Density | 1.085 kg/L |
| 6. | Max. dosage | 1.7% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shah, M.U.; Usman, M.; Hanif, M.U.; Naseem, I.; Farooq, S. Utilization of Solid Waste from Brick Industry and Hydrated Lime in Self-Compacting Cement Pastes. Materials 2021, 14, 1109. https://doi.org/10.3390/ma14051109
Shah MU, Usman M, Hanif MU, Naseem I, Farooq S. Utilization of Solid Waste from Brick Industry and Hydrated Lime in Self-Compacting Cement Pastes. Materials. 2021; 14(5):1109. https://doi.org/10.3390/ma14051109
Chicago/Turabian StyleShah, Mati Ullah, Muhammad Usman, Muhammad Usman Hanif, Iqra Naseem, and Sara Farooq. 2021. "Utilization of Solid Waste from Brick Industry and Hydrated Lime in Self-Compacting Cement Pastes" Materials 14, no. 5: 1109. https://doi.org/10.3390/ma14051109
APA StyleShah, M. U., Usman, M., Hanif, M. U., Naseem, I., & Farooq, S. (2021). Utilization of Solid Waste from Brick Industry and Hydrated Lime in Self-Compacting Cement Pastes. Materials, 14(5), 1109. https://doi.org/10.3390/ma14051109