
Laser Transmission Welding of Semi-Crystalline Polymers and Their Composites: A Critical Review

 ,
,  ,
,  and
and
Abstract
1. Introduction
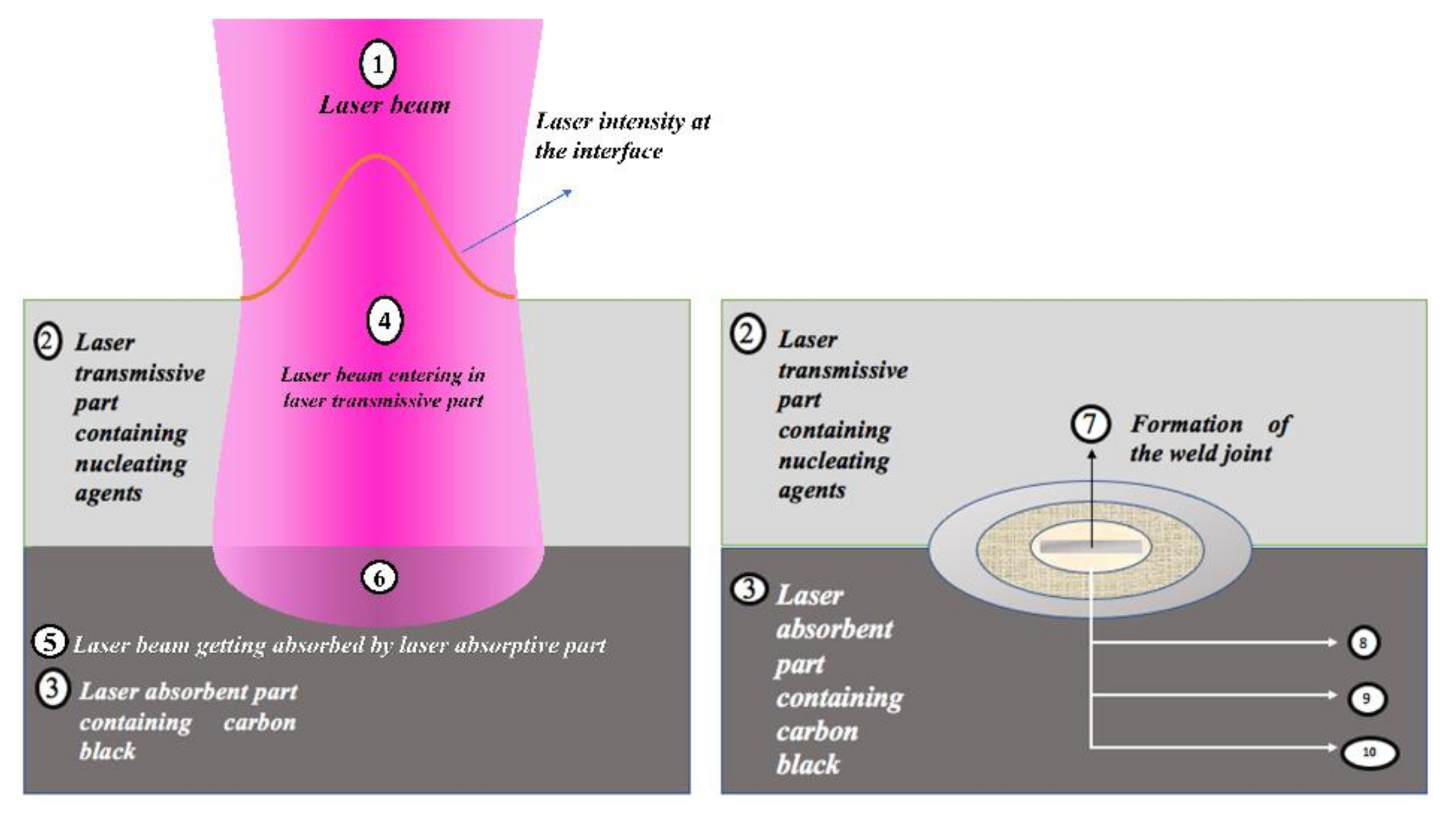
1.1. Laser Transmission Welding (LTW)
1.2. LTW of Polymers and Their Composites
2. Laser Interaction with Polymer
- : mass density (kg/m3)
- cp: specific heat at constant pressure (J /(kg·K))
- k: thermal conductivity (W/(m·K))
- vs: velocity of the substrate relative to the source of heat (m/s)
- D (=λ/𝜌 cp): thermal diffusivity of the polymer (m2/s)
- ζ: geometric constant
- τ: the characteristic time (s)
3. Effect of Compounding Ingredients on the Properties of Semi-Crystalline Polymer
3.1. Effect of Fillers in the Laser Absorptive Layer
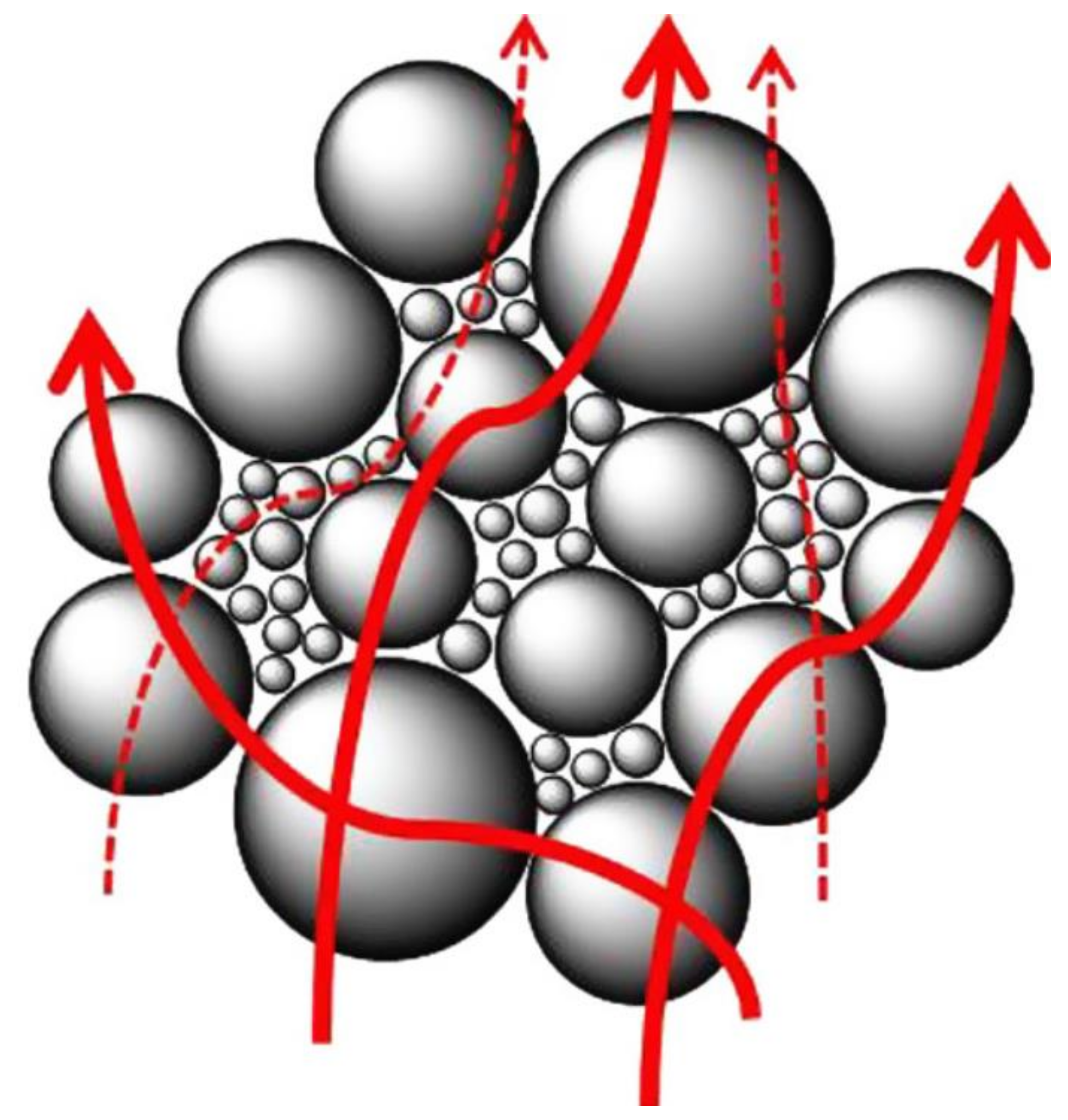
3.1.1. Carbon Black (CB)
3.1.2. Carbon Fibres (CF)
3.1.3. Carbon Nanotubes (CNTs)
3.1.4. Emerging Fillers in LTW
3.2. Effect of Pigments/Nucleating Agents in the Laser Transmissive Layer
4. Effect of Polymer Processing Parameters on the Properties of Semi-Crystalline Polymer
5. Melting and Inter-Diffusion Phenomenon of Semi-Crystalline Polymers
5.1. Polymer Melting and Solidification
5.2. Shrinkage
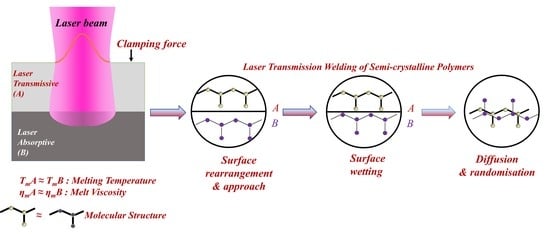
5.3. Inter-Diffusion Phenomenon
- (i)
- Surface rearrangement
- (ii)
- Surface approach
- (iii)
- Wetting
- (iv)
- Diffusion
- (v)
- Randomisation
6. Effect of Laser Parameters on the Semi-Crystalline Polymers
- a)
- Optical properties:
- laser transmission energy (T);
- laser absorption energy (A).
- b)
- Thermoplastic formulation, its dispersion, and distribution in the matrix which also defines its flow behaviour and determines the mechanical properties:
- dosages of the compounding ingredients in mass% (reinforcing agents, heat stabilisers, impact modifiers, etc.);
- shape and size of the additives;
- type and content of the pigments;
- c)
- Thermal properties and type of microstructure (morphological properties).
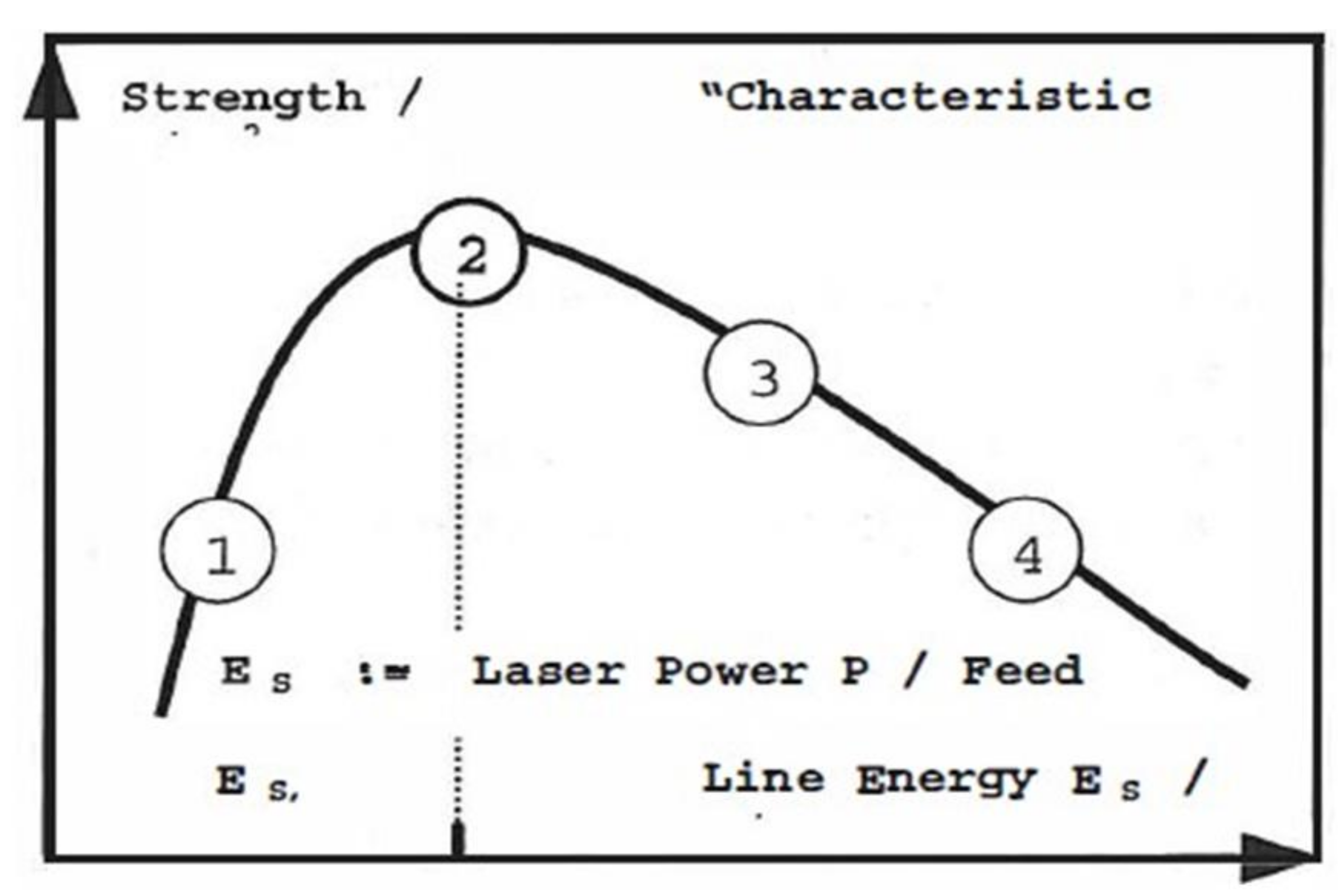
6.1. Laser Power
6.2. Scanning Speed
6.3. Clamping Pressure
7. Performance Characterisation and Weld Quality
7.1. Flow Behaviour
7.2. Thermal Studies
7.3. Morphological, Microstructure and Phase Studies
- Φ: crystallite size (m)
- K: shape factor (≈1)
- λ: wavelength of x-ray (m)
- β: full-width half-maximum (FWHM in radians) of the most intense peaks
- θ: Bragg angle in radians
7.4. Mechanical Properties
8. Conclusions and Future Trends
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Abbreviations
| LTW | Laser Transmission Welding |
| SC | Semi-crystalline |
| LT | Laser Transmissive |
| LA | Laser Absorptive |
| HAZ | Heat-affected Zone |
| λ | Wavelength |
| CW | Continuous wave |
| IoT | Internet of Things |
| DCD | Dual Clamping Device |
| CB | Carbon Black |
| OAN | Oil absorption number |
| BET | Brunauer, Emmett and Teller |
| CF | Carbon Fibre |
| CFRP | Carbon Fibre Reinforced Thermoplastics |
| CNTs | Carbon Nanotubes |
| MWCNTs | Multi-Walled CNTs |
| SWCNTs | Single-Walled CNTs |
| CNFs | Carbon Nanofibres |
| BN | Boron Nitride |
| Tg | Glass transition temperature |
| Tc | Crystallisation temperature |
| Tm | Melt temperature |
| iPP | Isotactic Polypropylene |
| PPCP | PP random copolymer (often copolymerised with ethylene) |
| PP-g-MA | Maleic Anhydride grafted PP |
| PPS | Polyphenylene sulfide |
| ABS | Acrylonitrile/butadiene/styrene |
| HDPE | High-density polyethylene |
| PMMA | Poly(methyl methacrylate) |
| PS | Polystyrene |
| PBT | Poly(butylene terephthalate) |
| PC | Polycarbonate |
| PEEK | Poly-ether-ether-ketone |
| PET | Polyethylene terephthalate |
| FEM | Finite element method |
| PA66GF | Glass reinforced polyamide |
| NR | Natural Rubber |
| HDPE | High-density polyethylene |
| LDPE | Low density polyethylene |
| PLLA/PLA | Poly(lactic acid) |
| DTG | Derivative plot of TGA |
| MFI | Melt flow index |
| DSC | Differential scanning calorimetry |
| TMDSC | Temperature-modulated differential scanning calorimetry |
| TGA | Thermo-gravimetric analysis |
| XRD | X-ray diffraction |
| TEM | Transmission electron microscopy |
| SEM | Scanning electron microscopy |
| MFTIR | Microscopic Fourier transform infrared spectroscopy |
References
- Speka, M.; Matteï, S.; Pilloz, M.; Ilie, M. The Infrared Thermography Control of the Laser Welding of Amorphous Polymers. NDT E Int. 2008, 41, 178–183. [Google Scholar] [CrossRef]
- Hopmann, C.; Weber, M. New Concepts for Laser Transmission Welding of Dissimilar Thermoplastics. Prog. Rubber Plast. Recycl. Technol. 2012, 28, 157–172. [Google Scholar] [CrossRef]
- Nakhaei, M.R.; Mostafa Arab, N.B.; Naderi, G.; Hoseinpour Gollo, M. Experimental Study on Optimization of CO2 Laser Welding Parameters for Polypropylene-Clay Nanocomposite Welds. J. Mech. Sci. Technol. 2013, 27, 843–848. [Google Scholar] [CrossRef]
- Acherjee, B.; Mondal, S.; Tudu, B.; Misra, D. Application of Artificial Neural Network for Predicting Weld Quality in Laser Transmission Welding of Thermoplastics. Appl. Soft Comput. J. 2011, 11, 2548–2555. [Google Scholar] [CrossRef]
- Labeas, G.N.; Moraitis, G.A.; Katsiropoulos, C.V. Optimization of Laser Transmission Welding Process for Thermoplastic Composite Parts Using Thermo-Mechanical Simulation. J. Compos. Mater. 2010, 44, 113–130. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.; Li, P.; Wang, K.; Hu, Y.; Zhang, P.; Liu, H. Modeling and Optimization of Joint Quality for Laser Transmission Joint of Thermoplastic Using an Artificial Neural Network and a Genetic Algorithm. Opt. Lasers Eng. 2012, 50, 1522–1532. [Google Scholar] [CrossRef]
- Dixit, U.S.; Dwivedy, S.K.; Forward, T.W. Mechanical Sciences; Springer: Singapore, 2020; ISBN 9789811557118. [Google Scholar]
- Jones, I. Laser Welding for Plastic Components. Assem. Autom. 2002, 22, 129–135. [Google Scholar] [CrossRef]
- Mazumder, J. Laser Welding: State of the Art Review. JOM J. Miner. Met. Mater. Soc. 1982, 34, 16–24. [Google Scholar] [CrossRef]
- Amanat, N.; Chaminade, C.; Grace, J.; McKenzie, D.R.; James, N.L. Transmission Laser Welding of Amorphous and Semi-Crystalline Poly-Ether-Ether-Ketone for Applications in the Medical Device Industry. Mater. Des. 2010, 31, 4823–4830. [Google Scholar] [CrossRef]
- Klein, R. Laser Welding of Plastics: Materials; Wiley-VCH: Weinheim, Germany, 2011; pp. 3–69. [Google Scholar]
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010; ISBN 9781849960618. [Google Scholar]
- Farazila, Y.; Fadzil, M.; Hamdi, M. A Brief Review: Laser Joining of Polymer- Metal Structures. ASEAN Eng. J. Part A 2012, 2, 5–11. [Google Scholar]
- Quazi, M.M.; Ishak, M.; Fazal, M.A.; Arslan, A.; Rubaiee, S.; Aiman, M.H.; Qaban, A.; Yusof, F.; Sultan, T.; Ali, M.M.; et al. A Comprehensive Assessment of Laser Welding of Biomedical Devices and Implant Materials: Recent Research, Development and Applications. Crit. Rev. Solid State Mater. Sci. 2020. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 Technologies: Implementation Patterns in Manufacturing Companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In Proceedings of the 2016 49th Hawaii international conference on system sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; pp. 3928–3937. [Google Scholar]
- Dalenogare, L.S.; Benitez, G.B.; Ayala, N.F.; Frank, A.G. The Expected Contribution of Industry 4.0 Technologies for Industrial Performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Chiarello, F.; Trivelli, L.; Bonaccorsi, A.; Fantoni, G. Extracting and Mapping Industry 4.0 Technologies Using Wikipedia. Comput. Ind. 2018, 100, 244–257. [Google Scholar] [CrossRef]
- Farkas, A. Impact of Industry 4.0 on Robotic Welding. In Proceedings of the IOP Conference Series: Materials Science and Engineering, XXIII International Conference on Manufacturing (Manufacturing 2018), Kecskemet, Hungary, 7–8 June 2018. [Google Scholar]
- Rodríguez-Vidal, E.; Quintana, I.; Etxarri, J.; Azkorbebeitia, U.; Otaduy, D.; González, F.; Moreno, F. Optical Design and Development of a Fiber Coupled High-Power Diode Laser System for Laser Transmission Welding of Plastics. Opt. Eng. 2012, 51, 124301. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Wang, C.; Li, P.; Mi, G.; Liu, Y.; Liu, W. A Defect-Responsive Optimization Method for the Fiber Laser Howevert Welding of Dissimilar Materials. Mater. Des. 2016, 90, 669–681. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.; Wang, K.; Li, P.; Hu, Y.; Liu, H. Multi-Objective Optimization of Laser Transmission Joining of Thermoplastics. Opt. Laser Technol. 2012, 44, 2393–2402. [Google Scholar] [CrossRef]
- Wang, X.; Chen, H.; Liu, H.; Li, P.; Yan, Z.; Huang, C.; Zhao, Z.; Gu, Y. Simulation and Optimization of Continuous Laser Transmission Welding between PET and Titanium through FEM, RSM, GA and Experiments. Opt. Lasers Eng. 2013, 51, 1245–1254. [Google Scholar] [CrossRef]
- Acherjee, B.; Misra, D.; Bose, D.; Venkadeshwaran, K. Prediction of Weld Strength and Seam Width for Laser Transmission Welding of Thermoplastic Using Response Surface Methodology. Opt. Laser Technol. 2009, 41, 956–967. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Selection of Process Parameters for Optimizing the Weld Strength in Laser Transmission Welding of Acrylics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1529–1536. [Google Scholar] [CrossRef]
- Jaeschke, P.; Herzog, D.; Haferkamp, H.; Peters, C.; Herrmann, A.S. Laser Transmission Welding of High-Performance Polymers and Reinforced Composites—A Fundamental Study. J. Reinf. Plast. Compos. 2010, 29, 3083–3094. [Google Scholar] [CrossRef]
- Tres, P.A. Designing Plastic Parts for Assembly, 8th ed.; Hanser: Munich, Germany, 2017; ISBN 9781569906682. [Google Scholar]
- Troughton, M. Handbook of Plastics Joining: A Practical Guide, 2nd ed.; William Andrew Inc.: Norwich, NY, USA, 2008; ISBN 9780815515814. [Google Scholar]
- Grewell, D.A.; Benatar, A.; Park, J.B. Plastics and Composites Welding Handbook; Hanser Publications: Cincinnati, OH, USA, 2003; Volume 25, 407p. [Google Scholar]
- Grewell, D.; Benatar, A. Welding of Plastics: Fundamentals and New Developments. Int. Polym. Process. 2007, 22, 43–60. [Google Scholar] [CrossRef]
- Acherjee, B. Laser Transmission Welding of Polymers—A Review on Process Fundamentals, Material Attributes, Weldability, and Welding Techniques. J. Manuf. Process. 2020, 60, 227–246. [Google Scholar] [CrossRef]
- Brown, M.S.; Arnold, C.B.; Jones, I.; Kiss, Z.; Czigány, T.; Frick, T.; Antończak, A.J.; Stȩpak, B.D.; Szustakiewicz, K.; Wójcik, M.R.; et al. Numerical Model of CO2 Laser Welding of Thermoplastic Polymers. J. Laser Appl. 2007, 32, 022004. [Google Scholar]
- Asséko, A.C.A.; Cosson, B.; Schmidt, F.; Le Maoult, Y.; Lafranche, E. Laser Transmission Welding of Composites-Part A: Thermo-Physical and Optical Characterization of Materials. Infrared Phys. Technol. 2015, 72, 293–299. [Google Scholar] [CrossRef]
- Aden, M.; Liviany, F.; Olowinsky, A. Joint Strength for Laser Transmission Welding of Thermoplastics: A Simulation Approach. Int. Polym. Process. 2013, 28, 79–83. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Application of Grey-Based Taguchi Method for Simultaneous Optimization of Multiple Quality Characteristics in Laser Transmission Welding Process of Thermoplastics. Int. J. Adv. Manuf. Technol. 2011, 56, 995–1006. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D.; Acharyya, S. Experimental Investigation on Laser Transmission Welding of PMMA to ABS via Response Surface Modeling. Opt. Laser Technol. 2012, 44, 1372–1383. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, Y.; Han, F.; Tang, D. Numerical and Experimental Investigation on Laser Transmission Welding of Fiberglass-Doped PP and ABS. J. Manuf. Process. 2018, 31, 1–8. [Google Scholar] [CrossRef]
- Coelho, J.P.; Abreu, M.A.; Pires, M.C. High-Speed Laser Welding of Plastic Films. Opt. Lasers Eng. 2000, 34, 385–395. [Google Scholar] [CrossRef]
- Prabhakaran, R.; Kontopoulou, M.; Zak, G.; Bates, P.J.; Baylis, B.K. Contour Laser—Laser-Transmission Welding of Glass Reinforced Nylon 6. J. Thermoplast. Compos. Mater. 2006, 19, 427–439. [Google Scholar] [CrossRef]
- Cosson, B.; Deléglise, M.; Knapp, W. Numerical Analysis of Thermoplastic Composites Laser Welding Using Ray Tracing Method. Compos. Part B Eng. 2015, 68, 85–91. [Google Scholar] [CrossRef]
- Juhl, T.B.; de Claville Christiansen, J.; Jensen, E.A. Mechanical Testing of Polystyrene/Polystyrene Laser Welds. Polym. Test. 2013, 32, 475–481. [Google Scholar] [CrossRef]
- Sapuan, S.M.; Haniffah, W.H.; AL-Oqla, F.M.; Nukman, Y.; Enamul Hoque, M.; Sanyang, M.L. Effects of Reinforcing Elements on the Performance of Laser Transmission Welding Process in Polymer Composites: A Systematic Review. Int. J. Perform. Eng. 2016, 12, 535–550. [Google Scholar]
- Mayboudi, L.S.; Birk, A.M.; Zak, G.; Bates, P.J. Laser Transmission Welding of a Lap-Joint: Thermal Imaging Observations and Three-Dimensional Finite Element Modeling. J. Heat Transf. 2007, 129, 1177–1186. [Google Scholar] [CrossRef]
- Zoubeir, T.; Elhem, G. Numerical Study of Laser Diode Transmission Welding of a Polypropylene Mini-Tank: Temperature Field and Residual Stresses Distribution. Polym. Test. 2011, 30, 23–34. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Quintana, I.; Gadea, C. Laser Transmission Welding of ABS: Effect of CNTs Concentration and Process Parameters on Material Integrity and Weld Formation. Opt. Laser Technol. 2014, 57, 194–201. [Google Scholar] [CrossRef]
- Wang, X.; Chen, H.; Liu, H. Numerical-Simulation-Driven Optimization of a Laser Transmission Welding Process under Consideration of Scattering. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Athreya, S.R.; Kalaitzidou, K.; Das, S. Mechanical and Microstructural Properties of Nylon-12/Carbon Black Composites: Selective Laser Sintering versus Melt Compounding and Injection Molding. Compos. Sci. Technol. 2011, 71, 506–510. [Google Scholar] [CrossRef]
- Röhricht, M.-L.; Stichel, T.; Roth, S.; Bräuer, P.A.B.; Schmidt, M.; Will, S. Correlation between Weld Seam Morphology and Mechanical Properties in Laser Transmission Welding of Polypropylene. Procedia CIRP 2020, 94, 691–696. [Google Scholar] [CrossRef]
- Ghorbel, E.; Casalino, G.; Abed, S. Laser Diode Transmission Welding of Polypropylene: Geometrical and Microstructure Characterisation of Weld. Mater. Des. 2009, 30, 2745–2751. [Google Scholar] [CrossRef]
- Kurosaki, Y.; Satoh, K. A Fiber Laser Welding of Plastics Assisted by Transparent Solid Heat Sink to Prevent the Surface Thermal Damages. Phys. Procedia 2010, 5, 173–181. [Google Scholar] [CrossRef]
- Pawar, S.M.; Moholkar, A.V.; Kim, I.K.; Shin, S.W.; Moon, J.H.; Rhee, J.I.; Kim, J.H. Effect of Laser Incident Energy on the Structural, Morphological and Optical Properties of Cu2ZnSnS4 (CZTS) Thin Films. Curr. Appl. Phys. 2010, 10, 565–569. [Google Scholar] [CrossRef]
- Prabhakaran, R.; Kontopoulou, M.; Zak, G.; Bates, P.; Baylis, B. Laser Transmission Welding of Glass Reinforced Nylon 6. SAE Trans. 2003, 112, 624–633. [Google Scholar]
- Hopmann, C.; Kreimeier, S. Modelling the Heating Process in Simultaneous Laser Transmission Welding of Semicrystalline Polymers. J. Polym. 2016, 2016, 1–10. [Google Scholar] [CrossRef]
- Sooriyapiragasam, S.K.; Hopmann, C. Modeling of the Heating Process during the Laser Transmission Welding of Thermoplastics and Calculation of the Resulting Stress Distribution. Weld. World 2016, 60, 777–791. [Google Scholar] [CrossRef]
- Coluccelli, N. Nonsequential Modeling of Laser Diode Stacks Using Zemax: Simulation, Optimization, and Experimental Validation. Appl. Opt. 2010, 49, 4237–4245. [Google Scholar] [CrossRef]
- Flock, D.; Sickert, M.; Haberstroh, E. Temperature Measurement in Laser Transmission Welding of Plastics. Int. Polym. Sci. Technol. 2013, 40, 704–708. [Google Scholar] [CrossRef]
- Purtonen, T.; Kalliosaari, A.; Salminen, A. Monitoring and Adaptive Control of Laser Processes. Phys. Procedia 2014, 56, 1218–1231. [Google Scholar] [CrossRef]
- Ojha, S.; Acharya, S.K.; Raghavendra, G. Mechanical Properties of Natural Carbon Black Reinforced Polymer Composites. J. Appl. Polym. Sci. 2014, 132, 1–7. [Google Scholar] [CrossRef]
- Thomassin, J.M.; Jérôme, C.; Pardoen, T.; Bailly, C.; Huynen, I.; Detrembleur, C. Polymer/Carbon Based Composites as Electromagnetic Interference (EMI) Shielding Materials. Mater. Sci. Eng. R Rep. 2013, 74, 211–232. [Google Scholar] [CrossRef]
- Juhl, T.B.; Bach, D.; Larson, R.G.; Christiansen, J.D.; Jensen, E.A. Predicting the Laser Weldability of Dissimilar Polymers. Polymer 2013, 54, 3891–3897. [Google Scholar] [CrossRef]
- Ramachandramoorthy, R.; Mousavand, T.; Hubert, P. Laser Transmission Welding of Thermoplastic Tubes and Plates Using Laser Refraction; McGill University: Montreal, QC, Canada, 2011. [Google Scholar]
- Verma, P.; Verma, M.; Gupta, A.; Chauhan, S.S.; Malik, R.S.; Choudhary, V. Multi Walled Carbon Nanotubes Induced Viscoelastic Response of Polypropylene Copolymer Nanocomposites: Effect of Filler Loading on Rheological Percolation. Polym. Test. 2016, 55, 1–9. [Google Scholar] [CrossRef]
- Takayama, Y.; Nomoto, R.; Nakajima, H.; Ohkubo, C. Comparison of Joint Designs for Laser Welding of Cast Metal Plates and Wrought Wires. Odontology 2013, 101, 34–42. [Google Scholar] [CrossRef]
- Saerens, L.; Dierickx, L.; Lenain, B.; Vervaet, C.; Remon, J.P.; Beer, T. De Raman Spectroscopy for the In-Line Polymer-Drug Quantification and Solid State Characterization during a Pharmaceutical Hot-Melt Extrusion Process. Eur. J. Pharm. Biopharm. 2011, 77, 158–163. [Google Scholar] [CrossRef]
- O’Hara, D. Combination wavelength and energy dispersive X-ray spectrometer. US Patent 005912940A, 15 June 1999. [Google Scholar]
- Amitay-Sadovsky, E.; Wagner, H.D. Hardness and Young’s Modulus of Transcrystalline Polypropylene by Vickers and Knoop Microindentation. J. Polym. Sci. Part B Polym. Phys. 1999, 37, 523–530. [Google Scholar] [CrossRef]
- Lopez, J. Microhardness Testing of Plastics: Literature Review. Polym. Test. 1993, 12, 437–458. [Google Scholar] [CrossRef]
- Martin, B.; Pereña, J.M.; Pastor, J.M.; De Saja, J.A. Microindentation Hardness and Dynamic Mechanical Moduli in Polypropylene near the Glass Transition. J. Mater. Sci. Lett. 1986, 5, 1027–1028. [Google Scholar] [CrossRef]
- Lorenzo, V.; Pereña, J.M.; Fatou, J.G. Vickers Microhardness Related to Mechanical Properties of Polypropylene. J. Mater. Sci. Lett. 1989, 8, 1455–1457. [Google Scholar] [CrossRef]
- Brown, M.S.; Arnold, C.B. Fundamentals of Laser-Material Interaction and Application to Multiscale Surface Modification. In Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2010; Volume 135, pp. 91–120. [Google Scholar]
- Brown, M.S.; Arnold, C.B. Fundamentals of Laser-Material Interaction and Application to Multiscale Surface Modification Matthew. In Laser Precision Microfabrication; Sugioka, K., Ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 91–120. ISBN 978-3-642-10522-7. [Google Scholar]
- Bäuerle, D. Laser Processing and Chemistry; Springer Science & Business Media: Berlin, Germany, 2011; ISBN 9783642176135. [Google Scholar]
- Bagheriasl, D.; Carreau, P.J.; Dubois, C.; Riedl, B. Effect of Cellulose Nanocrystals (CNCs) on Crystallinity, Mechanical and Rheological Properties of Polypropylene/CNCs Nanocomposites. AIP Conf. Proc. 2015, 1664, 070010. [Google Scholar]
- Xu, X.F.; Bates, P.J.; Zak, G. Effect of Glass Fiber and Crystallinity on Light Transmission during Laser Transmission Welding of Thermoplastics. Opt. Laser Technol. 2015, 69, 133–139. [Google Scholar] [CrossRef]
- Biscoe, J.; Warren, B.E. An X-Ray Study of Carbon Black. J. Appl. Phys. 1942, 13, 364–371. [Google Scholar] [CrossRef]
- Goodyear Tire & Rubber Company. Rubber Compounding; Goodyear Tire & Rubber Company: Akron, OH, USA, 2004; ISBN 0824748719. [Google Scholar]
- Dannenberg, E.M.; Paquin, L.; Gwinnell, H. Carbon Black. In Kirk-Othmer Encyclopedia of Chemical Technology; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000. [Google Scholar]
- Donnet, J.-B.; Bansal, R.C.; Wang, M.-J. Carbon Black: Science and Technology; CRC Press: Boca Raton, FL, USA, 1993; ISBN 0824789756. [Google Scholar]
- Blow, C.M.; Hepburn, C. Rubber Technology and Manufacture. Institution of the Rubber I, editor, 2nd ed.; Butterworth-Heinemann Ltd: London, UK, 1982. [Google Scholar]
- Chen, H.; Ginzburg, V.V.; Yang, J.; Yang, Y.; Liu, W.; Huang, Y.; Du, L.; Chen, B. Thermal Conductivity of Polymer-Based Composites: Fundamentals and Applications. Prog. Polym. Sci. 2016, 59, 41–85. [Google Scholar] [CrossRef]
- Wang, X.-J.; Zhang, L.-Z.; Pei, L.-X. Thermal Conductivity Augmentation of Composite Polymer Materials with Artificially Controlled Filler Shapes. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Kanbur, Y.; Küçükyavuz, Z. Electrical and Mechanical Properties of Polypropylene/Carbon Black Composites. J. Reinf. Plast. Compos. 2009, 28, 2251–2260. [Google Scholar] [CrossRef]
- Haberstroh, E.; Lützeler, R. Influence of Carbon Black Pigmentation on the Laser Beam Welding of Plastics Micro Parts. J. Polym. Eng. 2001, 21, 119–130. [Google Scholar] [CrossRef]
- Zhan, X.; Zhang, D.; Wei, Y.; Wang, Y. Research on the Microstructure and Properties of Laser-MIG Hybrid Welded Joint of Invar Alloy. Opt. Laser Technol. 2017, 97, 124–136. [Google Scholar] [CrossRef]
- Jones, I. Laser Welding of Plastics-Process Selection Software. In Proceedings of the ICALEO 2003—22nd International Congress on Applications of Lasers & Electro-Optics, Jacksonville, FL, USA, 13–16 October 2003; p. 601. [Google Scholar]
- Mucha, M.; Marszalek, J.; Fidrych, A. Crystallization of Isotactic Polypropylene Containing Carbon Black as a Filler. Polymer 2000, 41, 4137–4142. [Google Scholar] [CrossRef]
- Xu, X.F.; Parkinson, A.; Bates, P.J.; Zak, G. Effect of Part Thickness, Glass Fiber and Crystallinity on Light Scattering during Laser Transmission Welding of Thermoplastics. Opt. Laser Technol. 2015, 75, 123–131. [Google Scholar] [CrossRef]
- Azhikannickal, E.; Bates, P.J.; Zak, G. Laser Light Transmission through Thermoplastics as a Function of Thickness and Laser Incidence Angle: Experimental and Modeling. J. Manuf. Sci. Eng. Trans. ASME 2012, 134, 1–7. [Google Scholar] [CrossRef]
- Haferkamp, H.; Von Busse, A.; Barcikowski, S.; Bunte, J. Welding of Polymer and Wood Composites Using Laser Radiation. In Proceedings of the ICALEO 2003—22nd International Congress on Applications of Lasers & Electro-Optics, Jacksonville, FL, USA, 13–16 October 2003; p. 605. [Google Scholar]
- Haberstroh, E.; Hoffmann, W. Laser Transmission Welding of Transparent Plastics Parts in Micro Technology. 4M Network of Excellence. 2007. Available online: http://www.4m-net.org/files/papers/4M2007/364065/PID364065.pdf (accessed on 22 February 2021).
- Wippo, V.; Jaeschke, P.; Brueggmann, M.; Suttmann, O.; Overmeyer, L. Advanced Laser Transmission Welding Strategies for Fibre Reinforced Thermoplastics. Phys. Procedia 2014, 56, 1191–1197. [Google Scholar] [CrossRef]
- Wippo, V.; Jaeschke, P.; Stute, U.; Kracht, D.; Haferkamp, H. The Influence of Carbon Fibres on the Temperature Distribution during the Laser Transmission Welding Process. In Proceedings of the ECCM 2012—15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012; pp. 24–28. [Google Scholar]
- Heeley, E.L.; Hughes, D.J.; Crabb, E.; Kershaw, M.; Shebanova, O.; Leung, S.; McNally, T. Structure Evolution in Poly(Ethylene Terephthalate) (PET)—Multi-Walled Carbon Nanotube (MWCNT) Composite Films during in-Situ Uniaxial Deformation. Polymer 2016, 92, 239–249. [Google Scholar] [CrossRef]
- Dosser, L.; Hix, K.; Hartke, K.; Vaia, R.; Li, M. Transmission Welding of Carbon Nanocomposites with Direct-Diode and Nd:YAG Solid State Lasers. Photon Process. Microelectron. Photonics III 2004, 5339, 465–474. [Google Scholar]
- Pan, Y.; Li, L.; Chan, S.H.; Zhao, J. Correlation between Dispersion State and Electrical Conductivity of MWCNTs/PP Composites Prepared by Melt Blending. Compos. Part A Appl. Sci. Manuf. 2010, 41, 419–426. [Google Scholar] [CrossRef]
- Wu, H.; Drzal, L.T. High Thermally Conductive Graphite Nanoplatelet/Polyetherimide Composite by Precoating: Effect of Percolation and Particle Size. Polym. Compos. 2013, 34, 2148–2153. [Google Scholar] [CrossRef]
- Visco, A.M.; Campo, N.; Torrisi, L.; Caridi, F. Effect of Carbon Nanotube Amount on Polyethylene Welding Process Induced by Laser Source. Appl. Phys. A Mater. Sci. Process. 2011, 103, 439–445. [Google Scholar] [CrossRef]
- Torrisi, L.; Caridi, F.; Visco, A.M.; Campo, N. Polyethylene Welding by Pulsed Visible Laser Irradiation. Appl. Surf. Sci. 2011, 257, 2567–2575. [Google Scholar] [CrossRef]
- Han, Z.; Fina, A. Thermal Conductivity of Carbon Nanotubes and Their Polymer Nanocomposites: A Review. Prog. Polym. Sci. 2011, 36, 914–944. [Google Scholar] [CrossRef]
- Kovacs, J.; Suplicz, A. Thermally Conductive Polymer Compounds for Injection Moulding: The Synergetic Effect of Hexagonal Boron-Nitride and Talc. J. Reinf. Plast. Compos. 2013, 32, 1234–1240. [Google Scholar] [CrossRef]
- Petrović, Z.S.; Martinović, B.; Divjaković, V.; Budinski–Simendić, J. Polypropylene–Carbon Black Interaction in Conductive Composites. J. Appl. Polym. Sci. 1993, 49, 1659–1669. [Google Scholar] [CrossRef]
- Jakab, E.; Omastová, M. Thermal Decomposition of Polyolefin/Carbon Black Composites. J. Anal. Appl. Pyrolysis 2005, 74, 204–214. [Google Scholar] [CrossRef]
- Deng, H.; Lin, L.; Ji, M.; Zhang, S.; Yang, M.; Fu, Q. Progress on the Morphological Control of Conductive Network in Conductive Polymer Composites and the Use as Electroactive Multifunctional Materials. Prog. Polym. Sci. 2014, 39, 627–655. [Google Scholar] [CrossRef]
- Choi, S.; Kim, J. Thermal Conductivity of Epoxy Composites with a Binary-Particle System of Aluminum Oxide and Aluminum Nitride Fillers. Compos. Part B Eng. 2013, 51, 140–147. [Google Scholar] [CrossRef]
- Kang, C.H.; Yoon, K.H.; Park, Y.B.; Lee, D.Y.; Jeong, S.S. Properties of Polypropylene Composites Containing Aluminum/Multi-Walled Carbon Nanotubes. Compos. Part A Appl. Sci. Manuf. 2010, 41, 919–926. [Google Scholar] [CrossRef]
- Chen, M.; Zak, G.; Bates, P.J. Description of Transmitted Energy during Laser Transmission Welding of Polymers. Weld. World 2013, 57, 171–178. [Google Scholar] [CrossRef]
- Ai, Y.; Zheng, K.; Shin, Y.C.; Wu, B. Analysis of Weld Geometry and Liquid Flow in Laser Transmission Welding between Polyethylene Terephthalate (PET) and Ti6Al4V Based on Numerical Simulation. Opt. Laser Technol. 2018, 103, 99–108. [Google Scholar] [CrossRef]
- Jansson, A.; Kouvo, S.; Kujanpää, V. Preliminary Investigations of Laser Welding of Plastics in Massproduction (504). In Proceedings of the ICALEO 2004—23rd International Congress on Applications of Lasers & Electro-Optics, San Francisco, CA, USA, 4–7 October 2004; p. 504. [Google Scholar]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Effect of Carbon Black on Temperature Field and Weld Profile during Laser Transmission Welding of Polymers: A FEM Study. Opt. Laser Technol. 2012, 44, 514–521. [Google Scholar] [CrossRef]
- Chen, M.; Zak, G.; Bates, P.J. Effect of Carbon Black on Light Transmission in Laser Welding of Thermoplastics. J. Mater. Process. Technol. 2011, 211, 43–47. [Google Scholar] [CrossRef]
- Kersch, M.; Schmidt, H.W.; Altstädt, V. Influence of Different Beta-Nucleating Agents on the Morphology of Isotactic Polypropylene and Their Toughening Effectiveness. Polymer 2016, 98, 320–326. [Google Scholar] [CrossRef]
- Pelliconi, A.; Ciarrocchi, A.; Massari, P. Polypropylene compositions having good transparency and improved impact resistance. US5541260A, 30 July 1996. [Google Scholar]
- Norton, D.R.; Keller, A. The Spherulitic and Lamellar Morphology of Melt-Crystallized Isotactic Polypropylene. Polymer 1985, 26, 704–716. [Google Scholar] [CrossRef]
- Luo, B.; Zhang, J.; Wang, X.; Zhou, Y.; Wen, J. Effects of Nucleating Agents and Extractants on the Structure of Polypropylene Microporous Membranes via Thermally Induced Phase Separation. Desalination 2006, 192, 142–150. [Google Scholar] [CrossRef]
- Fanegas, N.; Gómez, M.A.; Marco, C.; Jiménez, I.; Ellis, G. Influence of a Nucleating Agent on the Crystallization Behaviour of Isotactic Polypropylene and Elastomer Blends. Polymer 2007, 48, 5324–5331. [Google Scholar] [CrossRef]
- Výchopňová, J.; Čermák, R.; Obadal, M.; Raab, M.; Verney, V.; Commereuc, S. The Role of Specific Nucleation in Polypropylene Photodegradation. Polym. Degrad. Stab. 2007, 92, 1763–1768. [Google Scholar] [CrossRef]
- Macauley, N.J.; Harkin-Jones, E.M.A.; Murphy, W.R. The Influence of Nucleating Agents on the Extrusion and Thermoforming of Polypropylene. Polym. Eng. Sci. 1998, 38, 516–523. [Google Scholar] [CrossRef]
- Mileva, D.; Androsch, R.; Radusch, H.J. Effect of Cooling Rate on Melt-Crystallization of Random Propylene-Ethylene and Propylene-1-Howeverene Copolymers. Polym. Bull. 2008, 61, 643–654. [Google Scholar] [CrossRef]
- Padden, F.J.; Keith, H.D. Spherulitic Crystallization in Polypropylene. J. Appl. Phys. 1959, 30, 1479–1484. [Google Scholar] [CrossRef]
- Janimak, J.; Cheng, S.D. Crystallization Behavior of Low Molecular Mass Isotactic Poly(Propylene) Fractions. Polym. Bull. 1989, 22, 95–101. [Google Scholar] [CrossRef]
- Feng, Y.; Jin, X.; Hay, J.N. Effect of Nucleating Agent Addition on Crystallization of Isotactic Polypropylene. J. Appl. Polym. Sci. 1998, 69, 2089–2095. [Google Scholar] [CrossRef]
- Zia, Q.; Rene, A.; Hans-Joachim, R. Effect of the Structure at the Micrometer and Nanometer Scales on the Light Transmission of Isotactic Polypropylene. J. Appl. Polym. Sci. 2010, 5, 1013–1020. [Google Scholar] [CrossRef]
- De Pelsmaeker, J.; Graulus, G.J.; Van Vlierberghe, S.; Thienpont, H.; Van Hemelrijck, D.; Dubruel, P.; Ottevaere, H. Clear to Clear Laser Welding for Joining Thermoplastic Polymers: A Comparative Study Based on Physicochemical Characterization. J. Mater. Process. Technol. 2018, 255, 808–815. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, X.; Wang, C.; Liu, R.; Fan, B.; Zhang, H.; Sun, H. Effect of Polyvinyl Acetals on Non-Isothermal Crystallization Behaviour and Mechanical Properties of Poly(ϵ-Caprolactone). RSC Adv. 2019, 9, 36815–36824. [Google Scholar] [CrossRef]
- Schultz, J.M. Microstructural Aspects of Failure in Semicrystalline Polymers. Polym. Eng. Sci. 1984, 24, 770–785. [Google Scholar] [CrossRef]
- Maxwell, B. Morphological Foundations of Plastics Processing. J. Polym. Sci. Part C Polym. Symp. 2007, 9, 43–60. [Google Scholar] [CrossRef]
- Mahmood, N.; Kolesov, I.; Glüge, R.; Altenbach, H.; Androsch, R.; Beiner, M. Influence of Structure Gradients in Injection Moldings of Isotactic Polypropylene on Their Mechanical Properties. Polymer 2020, 200, 122556. [Google Scholar] [CrossRef]
- Clark, E.S.; Garber, C.A. Effect of Industrial Processing on the Morphology of Crystalline Polymers. Int. J. Polym. Mater. 1971, 1, 31–45. [Google Scholar] [CrossRef]
- Zhang, C.; Shangguan, Y.; Chen, R.; Wu, Y.; Chen, F.; Zheng, Q.; Hu, G. Morphology, Microstructure and Compatibility of Impact Polypropylene Copolymer. Polymer 2010, 51, 4969–4977. [Google Scholar] [CrossRef]
- Sahin, S.; Yayla, P. Effects of Processing Parameters on the Mechanical Properties of Polypropylene Random Copolymer. Polym. Test. 2005, 24, 1012–1021. [Google Scholar] [CrossRef]
- Hisham, A. Maddah Polypropylene as a Promising Plastic: A Review. Am. J. Polym. Sci. 2016, 6, 1–11. [Google Scholar]
- Method, S.T. ASTM D 1238—Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer; ASTM: Philadelphia, PA, USA, 2010; pp. 1–16. [Google Scholar]
- Liu, Q.; Sun, X.; Li, H.; Yan, S. Orientation-Induced Crystallization of Isotactic Polypropylene. Polymer 2013, 54, 4404–4421. [Google Scholar] [CrossRef]
- Favis, B.D.; Therrien, D. Factors Influencing Structure Formation and Phase Size in an Immiscible Polymer Blend of Polycarbonate and Polypropylene Prepared by Twin-Screw Extrusion. Polymer 1991, 32, 1474–1481. [Google Scholar] [CrossRef]
- Pegel, S.; Pötschke, P.; Petzold, G.; Alig, I.; Dudkin, S.M.; Lellinger, D. Dispersion, Agglomeration, and Network Formation of Multiwalled Carbon Nanotubes in Polycarbonate Melts. Polymer 2008, 49, 974–984. [Google Scholar] [CrossRef]
- Treece, M.A.; Oberhauser, J.P. Processing of Polypropylene–Clay Nanocomposites: Single-Screw Extrusion with in-Line Supercritical Carbon Dioxide Feed versus Twin-Screw Extrusion. J. Appl. Polym. Sci. 2007, 103, 884–892. [Google Scholar] [CrossRef]
- Lertwimolnun, W.; Vergnes, B. Effect of Processing Conditions on the Formation of Polypropylene/Organoclay Nanocomposites in a Twin Screw Extruder. Polym. Eng. Sci. 2006, 46, 314–323. [Google Scholar] [CrossRef]
- Aden, M. Influence of the Laser-Beam Distribution on the Seam Dimensions for Laser-Transmission Welding: A Simulative Approach. Lasers Manuf. Mater. Process. 2016, 3, 100–110. [Google Scholar] [CrossRef]
- Poon, B.C.; Dias, P.; Ansems, P.; Chum, S.P.; Hiltner, A.; Baer, E. Structure and Deformation of an Elastomeric Propylene–Ethylene Copolymer. J. Appl. Polym. Sci. 2007, 104, 489–499. [Google Scholar] [CrossRef]
- Poon, B.; Rogunova, M.; Hiltner, A.; Baer, E.; Chum, S.P.; Galeski, A.; Piorkowska, E. Structure and Properties of Homogeneous Copolymers of Propylene and 1-Hexene. Macromolecules 2005, 38, 1232–1243. [Google Scholar] [CrossRef]
- Stephens, C.H.; Poon, B.C.; Ansems, P.; Chum, S.P.; Hiltner, A.; Baer, E. Comparison of Propylene/Ethylene Copolymers Prepared with Different Catalysts. J. Appl. Polym. Sci. 2006, 100, 1651–1658. [Google Scholar] [CrossRef]
- Poon, B.; Rogunova, M.; Chum, S.P.; Hiltner, A.; Baer, E. Classification of Homogeneous Copolymers of Propylene and 1-Octene Based on Comonomer Content. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 4357–4370. [Google Scholar] [CrossRef]
- Natta, G.; Corradini, P. Structure and Properties of Isotactic Polypropylene. Nuovo Cim. Ser. 10 1960, 15, 40–51. [Google Scholar] [CrossRef]
- Varga, J. β-Modification of Isotactic polypropylene: Preparation, structure, processing, properties, and application. J. Macromol. Sci. Part B 2002, 41, 1121–1171. [Google Scholar] [CrossRef]
- Shangguan, Y.; Song, Y.; Peng, M.; Li, B.; Zheng, Q. Formation of β-Crystal from Nonisothermal Crystallization of Compression-Molded Isotactic Polypropylene Melt. Eur. Polym. J. 2005, 41, 1766–1771. [Google Scholar] [CrossRef]
- Ayoub, G.; Zaïri, F.; Naït-Abdelaziz, M.; Gloaguen, J.M. Modelling Large Deformation Behaviour under Loading-Unloading of Semicrystalline Polymers: Application to a High Density Polyethylene. Int. J. Plast. 2010, 26, 329–347. [Google Scholar] [CrossRef]
- Pawlak, A.; Galeski, A.; Rozanski, A. Cavitation during Deformation of Semicrystalline Polymers. Prog. Polym. Sci. 2014, 39, 921–958. [Google Scholar] [CrossRef]
- Bartczak, Z.; Galeski, A. Plasticity of Semicrystalline Polymers. Macromol. Symp. 2010, 294, 67–90. [Google Scholar] [CrossRef]
- Rozanski, A.; Galeski, A. Plastic Yielding of Semicrystalline Polymers Affected by Amorphous Phase. Int. J. Plast. 2013, 41, 14–29. [Google Scholar] [CrossRef]
- Rozanski, A.; Krajenta, A.; Idczak, R.; Galeski, A. Physical State of the Amorphous Phase of Polypropylene-Influence on Free Volume and Cavitation Phenomenon. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 531–543. [Google Scholar] [CrossRef]
- Patlazhan, S.; Remond, Y. Structural Mechanics of Semicrystalline Polymers Prior to the Yield Point: A Review. J. Mater. Sci. 2012, 47, 6749–6767. [Google Scholar] [CrossRef]
- Schmidt-Rohr, K.; Spiess, H.W. Chain Diffusion between Crystalline and Amorphous Regions in Polyethylene Detected by 2D Exchange13C NMR. Macromolecules 1991, 24, 5288–5293. [Google Scholar] [CrossRef]
- Pandey, A.; Toda, A.; Rastogi, S. Influence of Amorphous Component on Melting of Semicrystalline Polymers. Macromolecules 2011, 44, 8042–8055. [Google Scholar] [CrossRef]
- Flory, P.J. On the Morphology of the Crystalline State in Polymers. J. Am. Chem. Soc. 1962, 84, 2857–2867. [Google Scholar] [CrossRef]
- Farrow, G. Crystallinity, “crystallite Size” and Melting Point of Polypropylene. Polymer 1963, 4, 191–197. [Google Scholar] [CrossRef]
- Raka, L.; Bogoeva-Gaceva, G. Crystallization of Polypropylene: Application of Differential Scanning Calorimetry Part I. Isothermal and Non-Isothermal Crystallization. Contrib. Sect. Nat. Math. Biotech. Sci. 2017, 29, 69–87. [Google Scholar] [CrossRef]
- Schrauwen, B.A.G.; Breemen, L.C.A.V.; Spoelstra, A.B.; Govaert, L.E.; Peters, G.W.M.; Meijer, H.E.H. Structure, Deformation, and Failure of Flow-Oriented Semicrystalline Polymers. Macromolecules 2004, 37, 8618–8633. [Google Scholar] [CrossRef]
- Zhou, Z.; Ma, L.; Zhen, W.; Sun, X.; Ren, Z.; Li, H.; Yan, S. An Abnormal Melting Behavior of Isotactic Polypropylene Spherulites Grown at Low Temperatures. Polymer 2017, 111, 183–191. [Google Scholar] [CrossRef]
- Kawai, T.; Kimura, T. Magnetic Orientation of Isotactic Polypropylene. Polymer 2000, 41, 155–159. [Google Scholar] [CrossRef]
- Lotz, B.; Wittmann, J.C.; Lovinger, A.J. Structure and Morphology of Poly(Propylenes): A Molecular Analysis. Polymer 1996, 37, 4979–4992. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J.; Qian, X.; Deng, P.; Shen, K. Morphology Evolution Including Formation of Cylindrulite in Isotactic Polypropylene Derived from Periodical Shear Field. Polymer 2012, 53, 4318–4327. [Google Scholar] [CrossRef]
- Ullmann, W.; Wendorff, J.H. Studies on the monoclinic and hexagonal modifications of isotactic polypropylene. In Anwendungsbezogene Physikalische Charakterisierung von Polymeren, Insbesondere im Festen Zustand; Steinkopff: Darmstadt, Germany, 1979; pp. 25–33. [Google Scholar]
- Sawayanagi, T.; Tanaka, T.; Iwata, T.; Abe, H.; Doi, Y.; Ito, K.; Fujisawa, T.; Fujita, M. Structural Transition of Poly[(R)-3-Hydroxybutyrate-Co-(R)-3- Hydroxyvalerate] Single Crystals on Heating as Revealed by Synchrotron Radiation SAXS and WAXD. Macromolecules 2007, 40, 2392–2399. [Google Scholar] [CrossRef]
- Ungar, G.; Zeng, X.B. Learning Polymer Crystallization with the Aid of Linear, Branched and Cyclic Model Compounds. Chem. Rev. 2001, 101, 4157–4188. [Google Scholar] [CrossRef] [PubMed]
- Corbeij-Kurelec, L. Chain Mobility in Polymer Systems: On the Borderline between Solid and Melt. Macromolecules 2001, 31, 5022–5031. [Google Scholar]
- Barham, P.J.; Keller, A. The Initial Stages of Crystallization of Polyethylene from the Melt. J. Polym. Sci. Part B Polym. Phys. 1989, 27, 1029–1042. [Google Scholar] [CrossRef]
- Schultz, J.M.; Lin, J.S.; Hendricks, R.W. A Dynamic Study of the Crystallization of Polyethylene from the Melt. J. Appl. Crystallogr. 1978, 11, 551–557. [Google Scholar] [CrossRef]
- Piccarolo, S. Morphological Changes in Isotactic Polypropylene as a Function of Cooling Rate. J. Macromol. Sci. Part B 1992, 31, 501–511. [Google Scholar] [CrossRef]
- Wu, D.Y.; Meure, S.; Solomon, D. Self-Healing Polymeric Materials: A Review of Recent Developments. Prog. Polym. Sci. 2008, 33, 479–522. [Google Scholar] [CrossRef]
- Wool, R.P.; O’Connor, K.M. A Theory of Crack Healing in Polymers. J. Appl. Phys. 1981, 52, 5953–5963. [Google Scholar] [CrossRef]
- Kim, Y.H.; Wool, R.P. A Theory of Healing at a Polymer Polymer Interface. Macromolecules 1983, 16, 1115–1120. [Google Scholar] [CrossRef]
- Zhang, H.; Lamnawar, K.; Maazouz, A. Rheological Modeling of the Diffusion Process and the Interphase of Symmetrical Bilayers Based on PVDF and PMMA with Varying Molecular Weights. Rheol. Acta 2012, 51, 691–711. [Google Scholar] [CrossRef]
- Ehrenstein, G.W. Handbuch Kunststoff-Verbindungstechnik; Gottfried, W., Ed.; Hanser: Munich, Germany, 2004; ISBN 3446226680. [Google Scholar]
- Roesner, A.; Boglea, A.; Olowinsky, A. Laserdurchstrahlschweißen von Thermoplasten. Laser Tech. J. 2008, 5, 28–32. [Google Scholar] [CrossRef]
- Liston, E.M.; Martinu, L.; Wertheimer, M.R. Plasma Surface Modification of Polymers for Improved Adhesion: A Critical Review. J. Adhes. Sci. Technol. 1993, 7, 1091–1127. [Google Scholar] [CrossRef]
- Hegemann, D.; Brunner, H.; Oehr, C. Plasma Treatment of Polymers for Surface and Adhesion Improvement. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2003, 208, 281–286. [Google Scholar] [CrossRef]
- Kagan, V. Innovations in Laser Welding of Thermoplastics: This Advanced Technology Is Ready to Be Commercialized. SAE Trans. 2002, 111, 845–864. [Google Scholar]
- Mohan Kukreja, L. Laser Processing of Polymers: An Overview. Bull. Mater. Sci. 1988, 11, 225–238. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Empirical Modeling and Multi-Response Optimization of Laser Transmission Welding of Polycarbonate to ABS. Lasers Manuf. Mater. Process. 2015, 2, 103–123. [Google Scholar] [CrossRef]
- Tillmann, W.; Elrefaey, A.; Wojarski, L. Toward Process Optimization in Laser Welding of Metal to Polymer. Mater. Werkst. 2010, 41, 879–883. [Google Scholar] [CrossRef]
- Jansson, A.; Kouvo, S.; Salminen, A.; Kujanpää, V. The Effect of Parameters on Laser Transmission Welding of Polymers. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Jacksonville, FL, USA, 13–16 October 2003; Laser Institute of America: Orlando, FL, USA, 2003; Volume 2003, p. 609. [Google Scholar]
- Shin, H.M.; Choi, H.W. Design of Energy Optimization for Laser Polymer Joining Process. Int. J. Adv. Manuf. Technol. 2014, 75, 1569–1576. [Google Scholar] [CrossRef]
- Wang, X.; Chen, H.; Liu, H. Investigation of the Relationships of Process Parameters, Molten Pool Geometry and Shear Strength in Laser Transmission Welding of Polyethylene Terephthalate and Polypropylene. Mater. Des. 2014, 55, 343–352. [Google Scholar] [CrossRef]
- Casalino, G.; Ghorbel, E. Numerical Model of CO2 laser Welding of Thermoplastic Polymers. J. Mater. Process. Technol. 2008, 207, 63–71. [Google Scholar] [CrossRef]
- Frick, T. Computation of Temperature Fields for Laser Transmission Welding of Plastics. In Proceedings of the 2007 ICALEO—26th International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 2007, 29 October–1 November; p. 1102.
- Kumar, N.; Sherlock, R.; Tormey, D. Prediction of Weld Interface Depth and Width at Optimum Laser Welding Temperature for Polypropylene. Procedia CIRP 2019, 81, 1272–1277. [Google Scholar] [CrossRef]
- Russek, U.-A. Laser Beam Welding of Polymers with High Power Diode Lasers Joining Innovation for Micro and Macro Technologies. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Jacksonville, FL, USA, 15–18 October 2001; pp. 483–491. [Google Scholar]
- Devrient, M.; Frick, T.; Schmidt, M. Laser Transmission Welding of Optical Transparent Thermoplastics. Phys. Procedia 2011, 12, 157–165. [Google Scholar] [CrossRef]
- Devrient, M.; Knoll, B.; Geiger, R. Laser Transmission Welding of Thermoplastics with Dual Clamping Devices. Phys. Procedia 2013, 41, 70–80. [Google Scholar] [CrossRef][Green Version]
- Coelho, J.M.P.; Abreu, M.A.; Carvalho Rodrigues, F. Modelling the Spot Shape Influence on High-Speed Transmission Lap Welding of Thermoplastics Films. Opt. Lasers Eng. 2008, 46, 55–61. [Google Scholar] [CrossRef]
- Brodhun, J.; Blass, D.; Dilger, K. Laser Transmission Welding of Thermoplastic Fasteners: Influence of Temperature Distribution in a Scanning Based Process. Procedia CIRP 2018, 74, 533–537. [Google Scholar] [CrossRef]
- Hadriche, I.; Ghorbel, E.; Masmoudi, N.; Casalino, G. Investigation on the Effects of Laser Power and Scanning Speed on Polypropylene Diode Transmission Welds. Int. J. Adv. Manuf. Technol. 2010, 50, 217–226. [Google Scholar] [CrossRef]
- Sheng, L.Y.; Wang, F.Y.; Wang, Q.; Jiao, J.K. Shear Strength Optimization of Laser-Joined Polyphenylene Sulfide-Based CFRTP and Stainless Steel. Strength Mater. 2018, 50, 824–831. [Google Scholar] [CrossRef]
- Ruotsalainen, S.; Laakso, P. Quasi-Simultaneous Laser Welding of Plastics—Comparison of Diode Laser Welding and Fiber Laser Welding. 2007. Available online: https://www.vtt.fi/files/research/ism/manufacturingsystems/nolamp_quasi_2007_polymer_welding.pdf (accessed on 1 February 2021).
- Huang, C.; Gao, Y.; Liu, H.; Chen, H.; Li, P.; Wang, X. Multi-Factors Interaction Effects of Process Parameters on the Joint Strength of Laser Transmission Joining between PC and PA66. Key Eng. Mater. 2014, 579–580, 91–96. [Google Scholar] [CrossRef]
- Pirot, T. Polymer Characterization (II). In Polymer Science: Research Advances, Practical Applications and Educational Aspects; Vilas, A.M., Martín, A.C., Eds.; Formatex Research Center S.L.: Norristown, PA, USA, 2016; ISBN 8494213482. [Google Scholar]
- Kuriakose, B.; De, S.K. Studies on the Melt Flow Behavior of Thermoplastic Elastomers from Polypropylene? Natural Rubber Blends. Polym. Eng. Sci. 1985, 25, 630–634. [Google Scholar] [CrossRef]
- Ariff, Z.M.; Ariffin, A.; Rahim, N.A.A.; Jikan, S.S. Rheological Behaviour of Polypropylene Through Extrusion and Capillary Rheometry. Polypropylene 2012, 29–48. [Google Scholar] [CrossRef]
- Schick, C. Differential Scanning Calorimetry (DSC) of Semicrystalline Polymers. Anal. Bioanal. Chem. 2009, 395, 1589–1611. [Google Scholar] [CrossRef] [PubMed]
- Kakali, F.; Kallitsis, J.K. Chain Rigidity of Substituted Aromatic Polyesters Containing Oligophenyl Units in the Main Chain. Macromolecules 1996, 29, 4759–4763. [Google Scholar] [CrossRef]
- Tsvetkov, V.N.; Shtennikova, I.N. Structure and Rigidity of Molecules of Aromatic Polyamides in Solutions. Macromolecules 1978, 11, 306–312. [Google Scholar] [CrossRef]
- Wang, X.; Guo, D.; Chen, G.; Jiang, H.; Meng, D.; Yan, Z.; Liu, H. Thermal Degradation of PA66 during Laser Transmission Welding. Opt. Laser Technol. 2016, 83, 35–42. [Google Scholar] [CrossRef]
- Chen, M. Gap Bridging in Laser Transmission Welding of Thermoplastics. Ph.D Thesis, Queen’s University, Kingston, ON, Canada, 2009. [Google Scholar]
- Schawe, J.E.K. Remarks Regarding the Determination of the Initial Crystallinity by Temperature Modulated DSC. Thermochim. Acta 2017, 657, 151–155. [Google Scholar] [CrossRef]
- Kong, Y.; Hay, J.N. The Enthalpy of Fusion and Degree of Crystallinity of Polymers as Measured by DSC. Eur. Polym. J. 2003, 39, 1721–1727. [Google Scholar] [CrossRef]
- Verma, P.; Saini, P.; Malik, R.S.; Choudhary, V. Excellent Electromagnetic Interference Shielding and Mechanical Properties of High Loading Carbon-Nanotubes/Polymer Composites Designed Using Melt Recirculation Equipped Twin-Screw Extruder. Carbon N. Y. 2015, 89, 308–317. [Google Scholar] [CrossRef]
- Acherjee, B. Selection of Optimal Parameters for Laser Transmission Welding of Polycarbonate Using Desirability Function Analysis. Mater. Today Proc. 2017, 4, 7161–7170. [Google Scholar] [CrossRef]
- Liu, M.; Ouyang, D.; Zhao, J.; Li, C.; Sun, H.; Ruan, S. Clear Plastic Transmission Laser Welding Using a Metal Absorber. Opt. Laser Technol. 2018, 105, 242–248. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Modeling and Analysis of Simultaneous Laser Transmission Welding of Polycarbonates Using an FEM and RSM Combined Approach. Opt. Laser Technol. 2012, 44, 995–1006. [Google Scholar] [CrossRef]
- Acherjee, B.; Kuar, A.S.; Mitra, S.; Misra, D. Modeling of Laser Transmission Contour Welding Process Using FEA and DoE. Opt. Laser Technol. 2012, 44, 1281–1289. [Google Scholar] [CrossRef]
- Kiss, Z.; Czigány, T. Microscopic Analysis of the Morphology of Seams in Friction Stir Welded Polypropylene. Express Polym. Lett. 2012, 6, 54–62. [Google Scholar] [CrossRef]
- Miyashita, Y.; Watanabe, T.; Otsuka, Y. Formation Behavior of Bubbles and Its Effect on Joining Strength in Dissimilar Materials Laser Spot Joining between PET and SUS304. Mech. Eng. J. 2015, 2, 14-00429. [Google Scholar] [CrossRef]
- Olley, R.H.; Hodge, A.M.; Bassett, D.C. A Permanganic Etchant for Polyolefines. J. Polym. Sci. Polym. Phys. Ed. 1979, 17, 627–643. [Google Scholar] [CrossRef]
- Aboulfaraj, M.; Ulrich, B.; Dahoun, A.; G’Sell, C. Spherulitic Morphology of Isotactic Polypropylene Investigated by Scanning Electron Microscopy. Polymer 1993, 34, 4817–4825. [Google Scholar] [CrossRef]
- Park, J.; Eom, K.; Kwon, O.; Woo, S. Chemical Etching Technique for the Investigation of Melt-Crystallized Isotactic Polypropylene Spherulite and Lamellar Morphology by Scanning Electron Microscopy. Microsc. Microanal. 2001, 7, 276–286. [Google Scholar] [CrossRef] [PubMed]
- Bassett, D.C.; Olley, R.H. On the Lamellar Morphology of Isotactic Polypropylene Spherulites. Polymer 1984, 25, 935–943. [Google Scholar] [CrossRef]
- Grimberg, I.; Bouaifi, B.; Draugelates, U.; Soifer, K.; Weiss, B.Z. Microstructure and Adhesion Mechanisms of TiN Coatings on Metallized Acrylonitrile-Howeveradiene-Styrene. Surf. Coat. Technol. 1994, 68–69, 166–175. [Google Scholar] [CrossRef]
- ASTM D3849—14a Standard Test Method for Carbon Black—Morphological Characterization of Carbon Black Using Electron Microscopy; ASTM: Philadelphia, PA, USA, 2014.
- Farahani, M.; Jahani, Y. An approach for prediction optimum crystallisation conditions for formation of beta polypropylene by response surface methodology (RSM). Polymer Testing 2021, 93, 106921. [Google Scholar] [CrossRef]
- Liu, Y.; Cui, L.; Guan, F.; Gao, Y.; Hedin, N.E.; Zhu, L.; Fong, H. Crystalline Morphology and Polymorphic Phase Transitions in Electrospun Nylon-6 Nanofibers. Macromolecules 2007, 40, 6283–6290. [Google Scholar] [CrossRef]
- Mamuschkin, V.; Roesner, A.; Aden, M. Laser Transmission Welding of White Thermoplastics with Adapted Wavelengths. Phys. Procedia 2013, 41, 172–179. [Google Scholar] [CrossRef]
- Liu, H.; Liu, W.; Zhong, X.; Liu, B.; Guo, D.; Wang, X. Modeling of Laser Heat Source Considering Light Scattering during Laser Transmission Welding. Mater. Des. 2016, 99, 83–92. [Google Scholar] [CrossRef]
- Villar, M.; Chabert, F.; Garnier, C.; Nassiet, V.; Diez, J.C.; Sotelo, A.; Madre, M.A.; Duchesne, C.; Cussac, P. Laser Transmission Welding as an Assembling Process for High Temperature Electronic Packaging. In Proceedings of the 2016 International Conference on Electrical Systems for Aircraft, Railway, Ship Propulsion and Road Vehicles & International Transportation Electrification Conference (ESARS-ITEC), Toulouse, France, 2–4 November 2016. [Google Scholar]
- Kibasomba, P.M.; Dhlamini, S.; Maaza, M.; Liu, C.P.; Rashad, M.M.; Rayan, D.A.; Mwakikunga, B.W. Strain and Grain Size of TiO2 Nanoparticles from TEM, Raman Spectroscopy and XRD: The Revisiting of the Williamson-Hall Plot Method. Results Phys. 2018, 9, 628–635. [Google Scholar] [CrossRef]
- Kriz, D.A.; He, J.; Pahalagedara, M.; Suib, S.L. Response to Comments on the Application of the Scherrer Equation in “Copper Aluminum Mixed Oxide (CuAl MO) Catalyst: A Green Approach for the One-Pot Synthesis of Imines under Solvent-Free Conditions”, by Suib et Al. [Appl. Catal. B: Environ, 2016, 188, 227–234, doi:10.1016/j.apcatb.2016.02.007]. Appl. Catal. B Environ. 2017, 202, 704–705. [Google Scholar] [CrossRef]
- Zenou, V.Y.; Bakardjieva, S. Microstructural Analysis of Undoped and Moderately Sc-Doped TiO2 anatase Nanoparticles Using Scherrer Equation and Debye Function Analysis. Mater. Charact. 2018, 144, 287–296. [Google Scholar] [CrossRef]
- Burton, A.W.; Ong, K.; Rea, T.; Chan, I.Y. On the Estimation of Average Crystallite Size of Zeolites from the Scherrer Equation: A Critical Evaluation of Its Application to Zeolites with One-Dimensional Pore Systems. Microporous Mesoporous Mater. 2009, 117, 75–90. [Google Scholar] [CrossRef]
- Parra, M.R.; Haque, F.Z. Aqueous Chemical Route Synthesis and the Effect of Calcination Temperature on the Structural and Optical Properties of ZnO Nanoparticles. J. Mater. Res. Technol. 2014, 3, 363–369. [Google Scholar] [CrossRef]
- Monshi, A.; Foroughi, M.R.; Monshi, M.R. Modified Scherrer Equation to Estimate More Accurately Nano-Crystallite Size Using XRD. World J. Nano Sci. Eng. 2012, 2, 154–160. [Google Scholar] [CrossRef]
- Perego, G.; Cella, G.D.; Bastioli, C. Effect of Molecular Weight and Crystallinity on Poly(Lactic Acid) Mechanical Properties. J. Appl. Polym. Sci. 1996, 59, 37–43. [Google Scholar] [CrossRef]
- Müller, C.M.O.; Laurindo, J.B.; Yamashita, F. Effect of Cellulose Fibers on the Crystallinity and Mechanical Properties of Starch-Based Films at Different Relative Humidity Values. Carbohydr. Polym. 2009, 77, 293–299. [Google Scholar] [CrossRef]
- Obadal, M.; Čermák, R.; Baran, N.; Stoklasa, K.; Šimoník, J. Impact Strength of β-Nucleated Polypropylene. Int. Polym. Process. 2004, 19, 35–39. [Google Scholar] [CrossRef]
- Friedrich, K.; Karsch, U.A. Failure Processes in Particulate Filled Polypropylene. J. Mater. Sci. 1981, 16, 2167–2175. [Google Scholar] [CrossRef]
- Ryan, T.G. Redistribution of Impurities in Crystallizing Polymers. Polymer 1978, 19, 611–616. [Google Scholar]
- Reinshagen, J.H.; Dunlap, R.W. The Influence of Structure and Processing Conditions on Engineering Mechanical Properties in Bulk Crystallized Isotactic Polypropylene. J. Appl. Polym. Sci. 1976, 20, 9–24. [Google Scholar] [CrossRef]
- Kleiner, L.W.; Radloff, M.R.; Schultz, J.M.; Chou, T.-W. Spherulite Size Effects in Linear Polyethylene. J. Polym. Sci. Polym. Phys. Ed. 1974, 12, 819–821. [Google Scholar] [CrossRef]
- Wiegand, W. Density fluctuations and the state of order of amorphous polymers. In Anwendungsbezogene Physikalische Charakterisierung von Polymeren, Insbesondere im Festen Zustand; Steinkopff: Darmstadt, Germany, 1979; pp. 355–366. [Google Scholar]
- Calleja, F.J.B.; Salazar, J.M.; Čačković, H.; Loboda-Čačković, J. Correlation of Hardness and Microstructure in Unoriented Lamellar Polyethylene. J. Mater. Sci. 1981, 16, 739–751. [Google Scholar] [CrossRef]
- Krigbaum, W.R.; Roe, R.-J.; Smith, K.J. A Theoretical Treatment of the Modulus of Semi-Crystalline Polymers. Polymer 1964, 5, 533–542. [Google Scholar] [CrossRef]
- McCready, M.J.; Schultz, J.M.; Lin, J.S.; Hendricks, R.W. Effect of Crystallization Time on the Properties of Melt-Crystallized Linear Polyethylene. J. Polym. Sci. Polym. Phys. Ed. 1979, 17, 725–740. [Google Scholar] [CrossRef]
- Kagan, V.A.; Pinho, G.P. Laser Transmission Welding of Semicrystalline Thermoplastics—Part II: Analysis of Mechanical Performance of Welded Nylon. J. Reinf. Plast. Compos. 2004, 23, 95–107. [Google Scholar] [CrossRef]
- Huang, J.C.; Muangchareon, P.; Grossman, S.J. Effects of Carbon Black on Mechanical Properties of Polycarbonate-Polypropylene Blends. J. Polym. Eng. 2000, 20, 111–120. [Google Scholar] [CrossRef]
- Cho, S.-K.; Yang, Y.-S.; Son, K.-J.; Kim, J.-Y. Fatigue Strength in Laser Welding of the Lap Joint. Finite Elem. Anal. Des. 2004, 40, 1059–1070. [Google Scholar] [CrossRef]
- Bigg, D.M. Mechanical Property Enhancement of Semicrystalline Polymers—A Review. Polym. Eng. Sci. 1988, 28, 830–841. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Characterisation | Techniques | Analysis |
|---|---|---|
| Rheology | Melt flow index (MFI) | Ease of flow of the polymer melt |
| Thermal Characterisation | Differential scanning calorimetry (DSC) [60] | Phase transformation, Glass transition (Tg), crystallisation temperature (Tc) and melt temperature (Tm) |
| Thermo-gravimetric analysis (TGA) | Material degradation temperature | |
| Morphological Analysis | X-ray diffraction (XRD) [61] | Phase information, crystallographic information, residual strain |
| Transmission electron microscopy (TEM) [62] | Grain size, microstructure, orientation, diffraction pattern | |
| Scanning electron microscopy (SEM) [45] and field emission (FE) [51] | Microstructure, topography, grain size, fracture analysis, Weld defects: voids, cracks, porosity, etc. | |
| Optical microscope [20] | ||
| Electron probe X-ray micro analyser (EPMA) [63] | Elemental analysis in the weld zone | |
| Attenuated total reflectance Fourier Transform Infrared Spectroscopy (FT-IR: ATR) and Raman Spectroscopy [64] | Vibrational analysis, Chemical structure, polymer degradation, structural fingerprints | |
| Wavelength-energy dispersive X-ray spectrometric analysis (WDS, EDS) [65] | Elemental analysis | |
| Electron back scattering diffraction (EBSD) | Orientation and size of the grain | |
| Mechanical Testing | Vickers Hardness [66,67,68,69] | Micro-hardness measurement |
| Universal Testing Machine (UTM) [25] | Lap-shear test, | |
| Microtome [34] | Slicing thin samples |
| Laser Power (W) | Fibre Arrangement | Maximum Temperature (°C) |
|---|---|---|
| 4 | Centred PPS depot | 280 |
| Complete transverse fibre arrangement | 360 | |
| 5 | Centred PPS depot | 360 |
| Complete transverse fibre arrangement | >440 |
| PP Samples | MFI |
|---|---|
| High Molecular weight | |
| Narrow | 4.2 |
| Regular-broad | 5.0 |
| Broad-regular | 3.7 |
| Middle molecular weight | |
| Narrow | 11.6 |
| Regular | 12.4 |
| Broad | 11.0 |
| Low Molecular weight | |
| Narrow | 25.0 |
| Regular-narrow | 23.0 |
| Laser Transmissive Layer | |||||||
|---|---|---|---|---|---|---|---|
| HDPE | PP | PMMA | PS | PBT | PC | ||
| Laser Absorptive layer | HDPE | 1 | 0 | 1/3 | 0 | 0 | 0 |
| PP | 0 | 1 | 1/3 | 0 | 0 | 0 | |
| PMMA | 1/3 | 1/3 | 1 | 2/3 | 1/3 | 0 | |
| PS | 0 | 0 | 2/3 | 1 | 2/3 | 1/3 | |
| PBT | 0 | 0 | 0 | 0 | 1 | 1 | |
| PC | 0 | 0 | 1 | 1/3 | 1 | 1 | |
| Mechanism | Description | Appearance | Inference | Details |
|---|---|---|---|---|
| Interfacial | Interfacial failure |  | Bond strength << substrate strength | Interfacial failure at bond. Most undesired result |
| Substrate (Type I) | Bulk substrate failure |  | Bond strength >> substrate strength | Substrate results in tensile yield and break. This implies that the joint is as strong as possible, where the substrate will fail first. Most desired result. |
| Substrate (Type II) | Near interfacial substrate failure |  | Bond strength > substrate strength | Failure within the substrate, but near the interfacial region and bond still intact. |
| Mixed (Type I) | Substrate and interfacial |  | Bond strength ~ substrate strength | Failure partially within substrate and at the bond interface. |
| Mixed (Type II) | Interfacial and some substrate |  | Bond strength < substrate strength | Failure mostly interfacial. but with some substrate failure, e.g., in the form of plastic deformation |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dave, F.; Ali, M.M.; Sherlock, R.; Kandasami, A.; Tormey, D. Laser Transmission Welding of Semi-Crystalline Polymers and Their Composites: A Critical Review. Polymers 2021, 13, 675. https://doi.org/10.3390/polym13050675
Dave F, Ali MM, Sherlock R, Kandasami A, Tormey D. Laser Transmission Welding of Semi-Crystalline Polymers and Their Composites: A Critical Review. Polymers. 2021; 13(5):675. https://doi.org/10.3390/polym13050675
Chicago/Turabian StyleDave, Foram, Muhammad Mahmood Ali, Richard Sherlock, Asokan Kandasami, and David Tormey. 2021. "Laser Transmission Welding of Semi-Crystalline Polymers and Their Composites: A Critical Review" Polymers 13, no. 5: 675. https://doi.org/10.3390/polym13050675
APA StyleDave, F., Ali, M. M., Sherlock, R., Kandasami, A., & Tormey, D. (2021). Laser Transmission Welding of Semi-Crystalline Polymers and Their Composites: A Critical Review. Polymers, 13(5), 675. https://doi.org/10.3390/polym13050675