
Influence of Heat Treatment on the Corrosion Resistance in Shape Memory Stainless Steel Based on FeMnSiCrNiCo


 , and
, and
Abstract
:1. Introduction
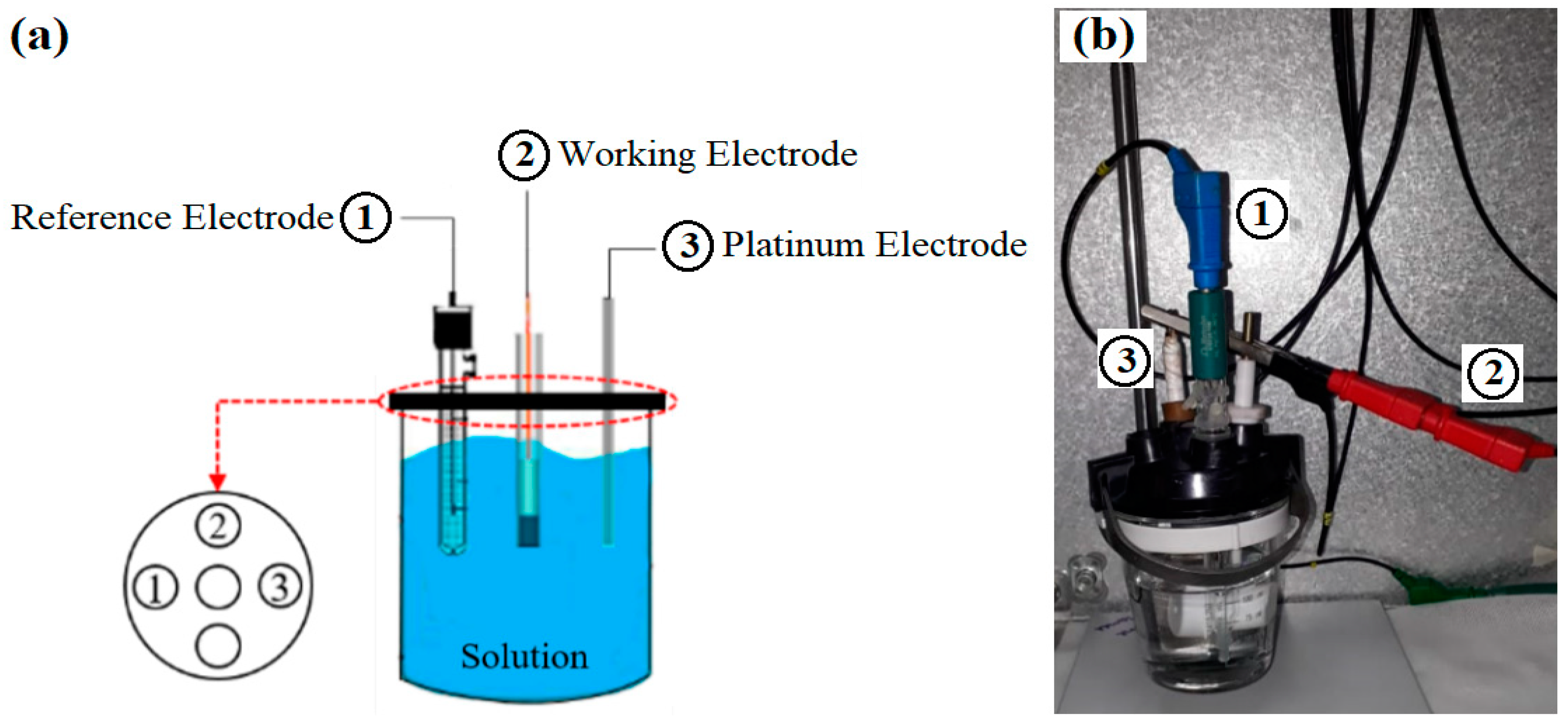
2. Materials and Methods
3. Results
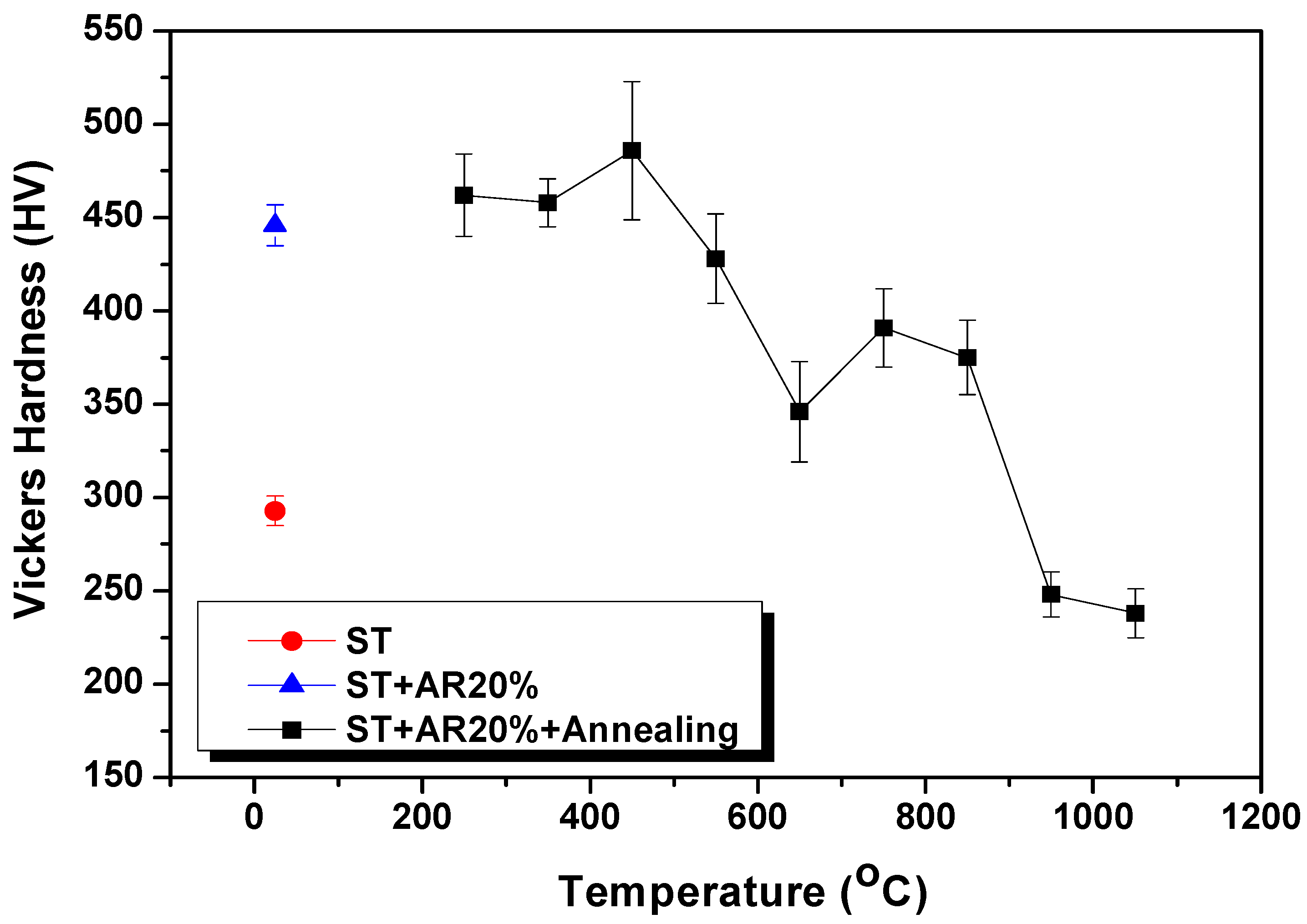
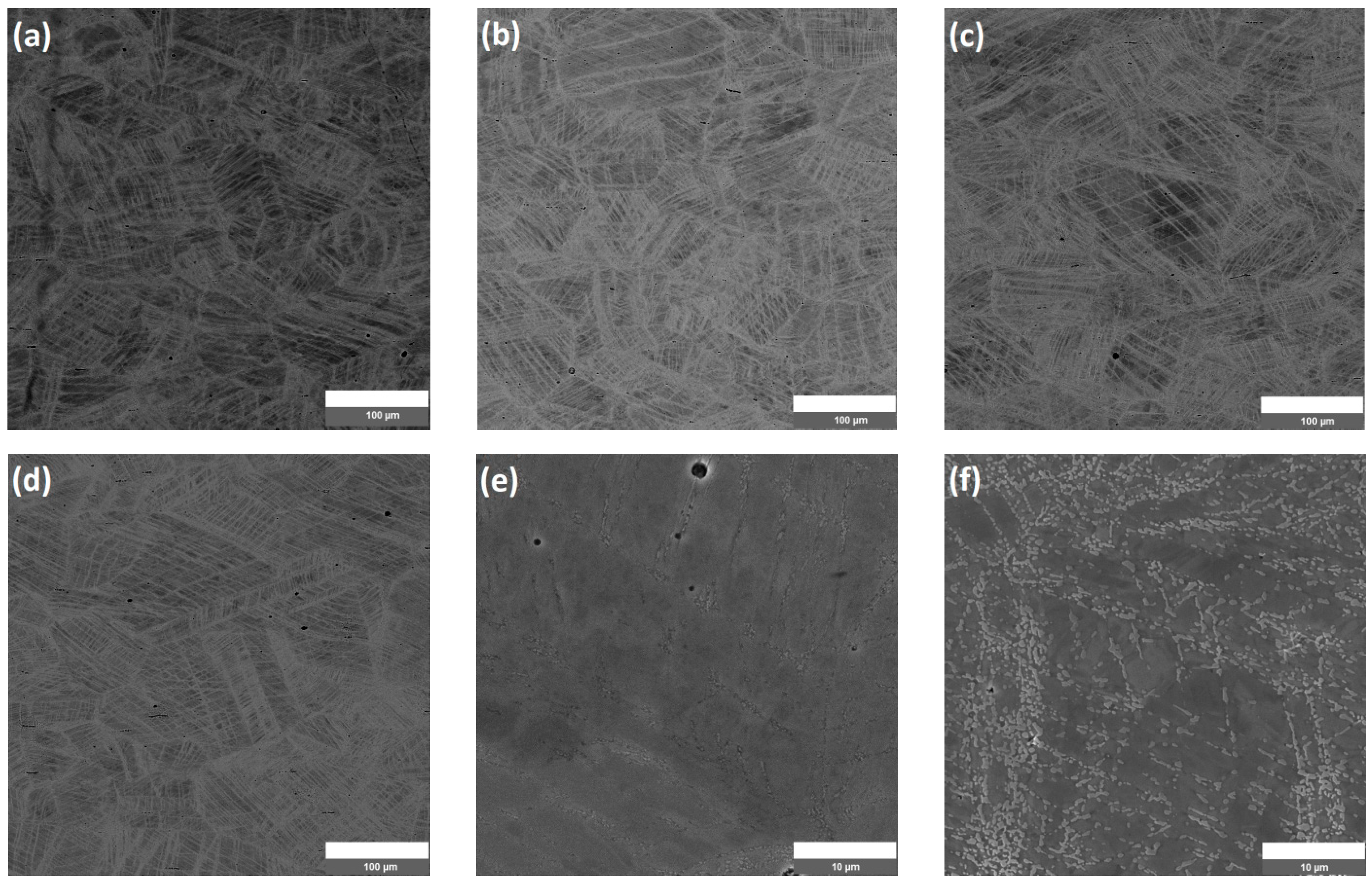
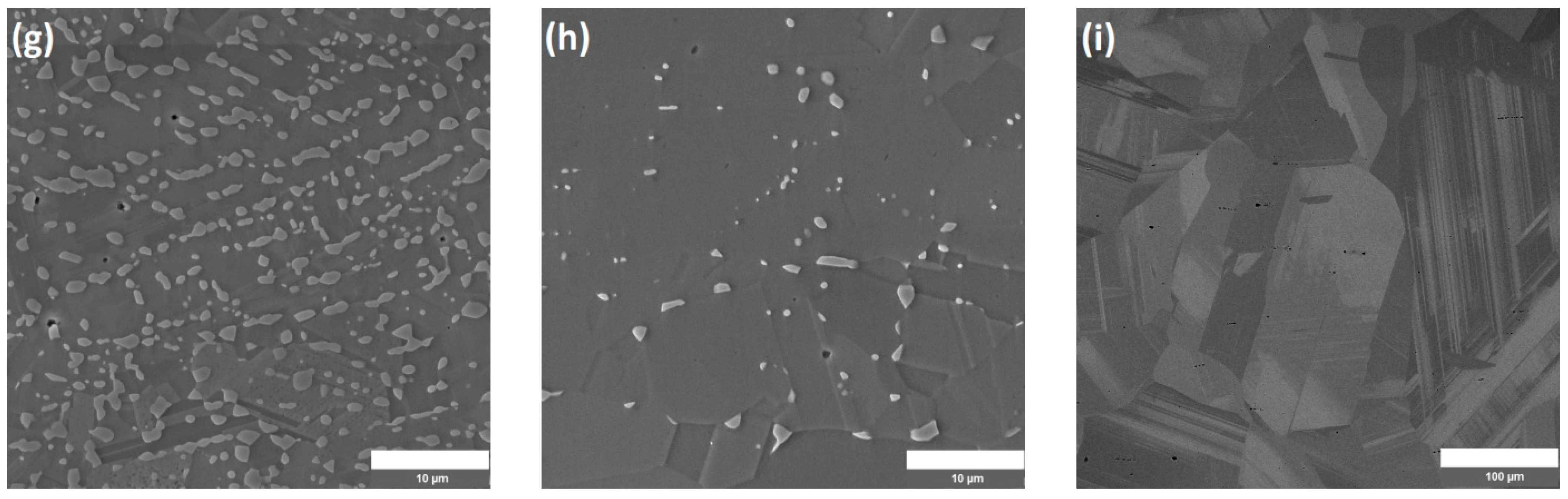
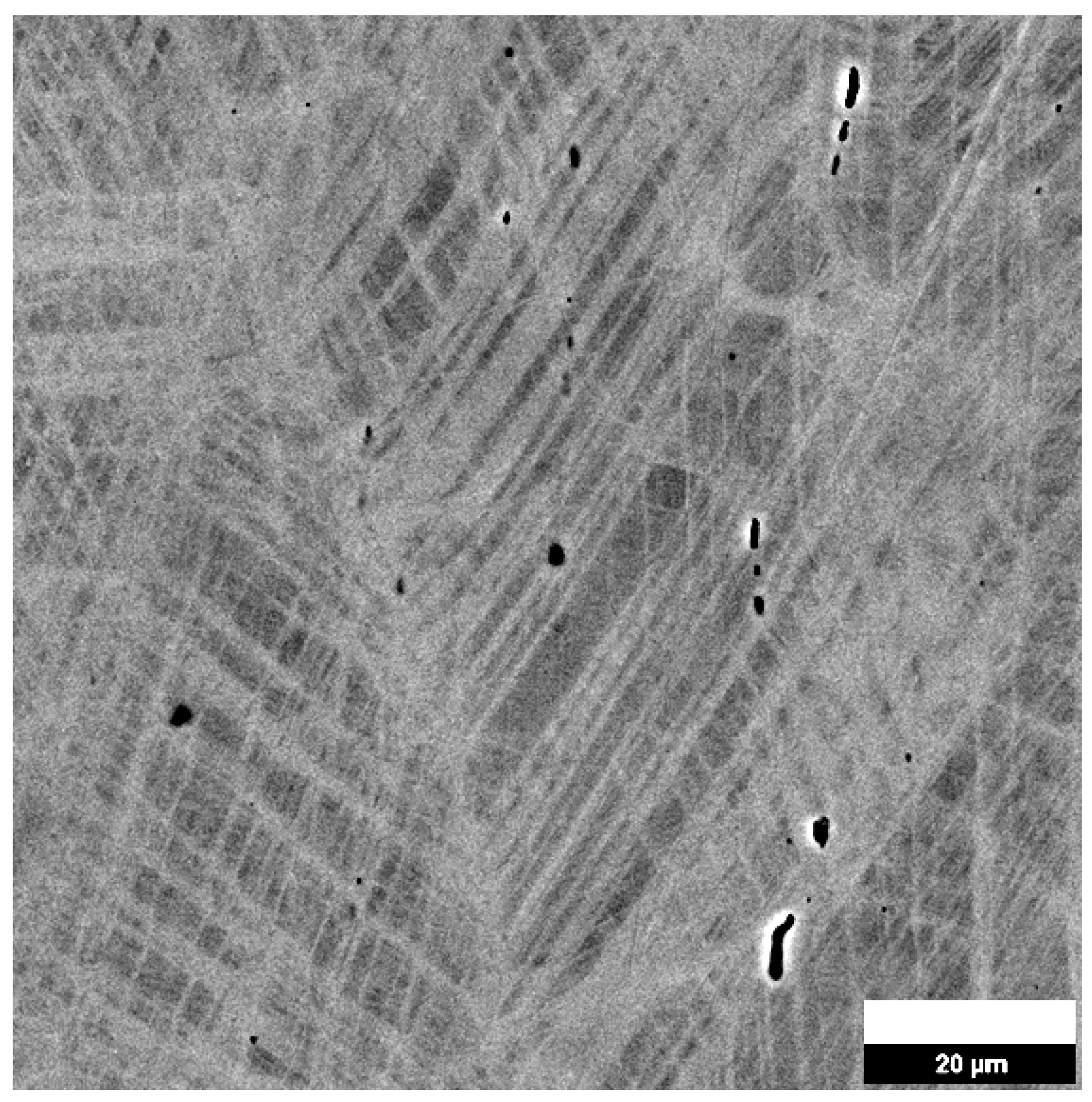
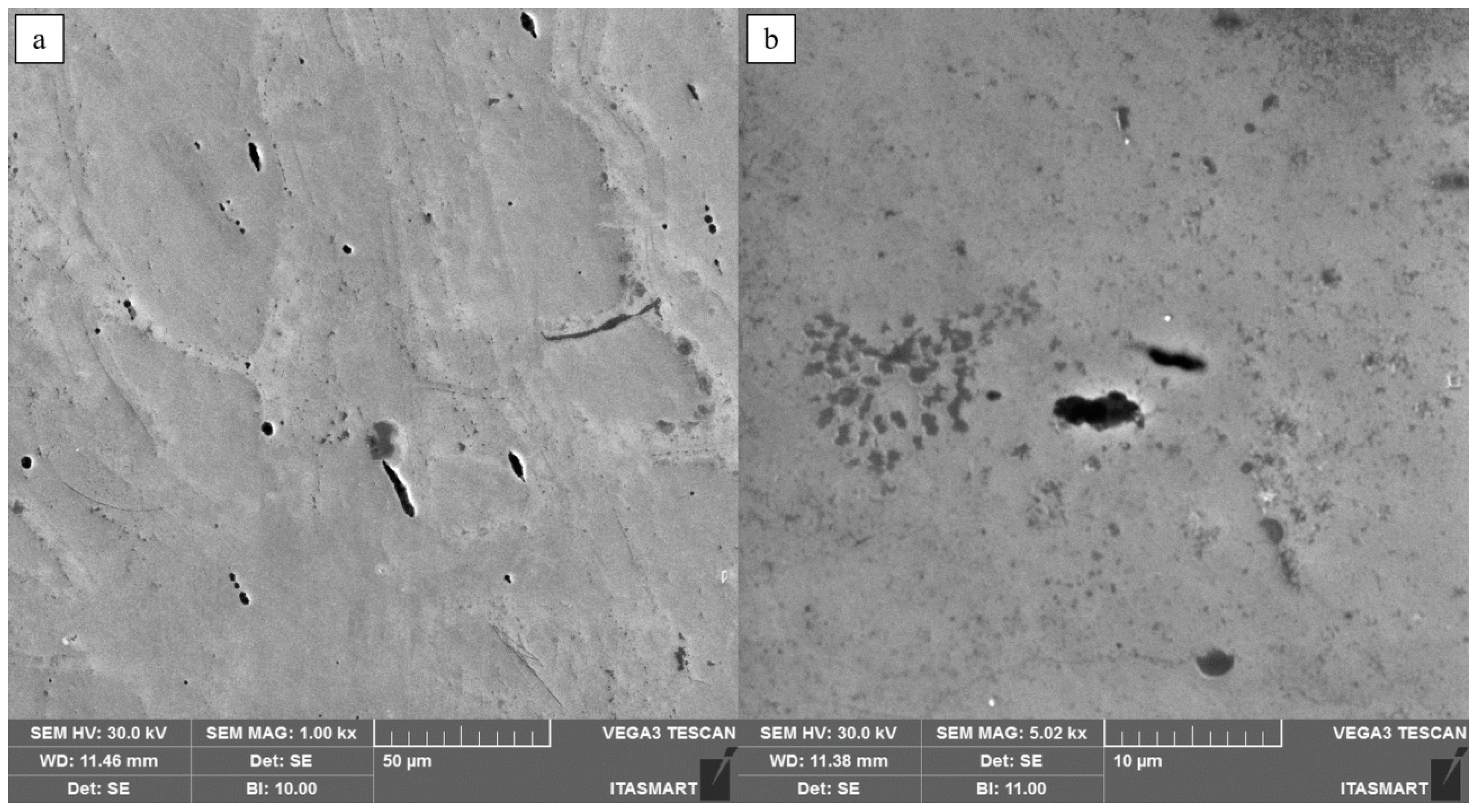
3.1. Microstructural Evolution
3.2. Phase Transformation
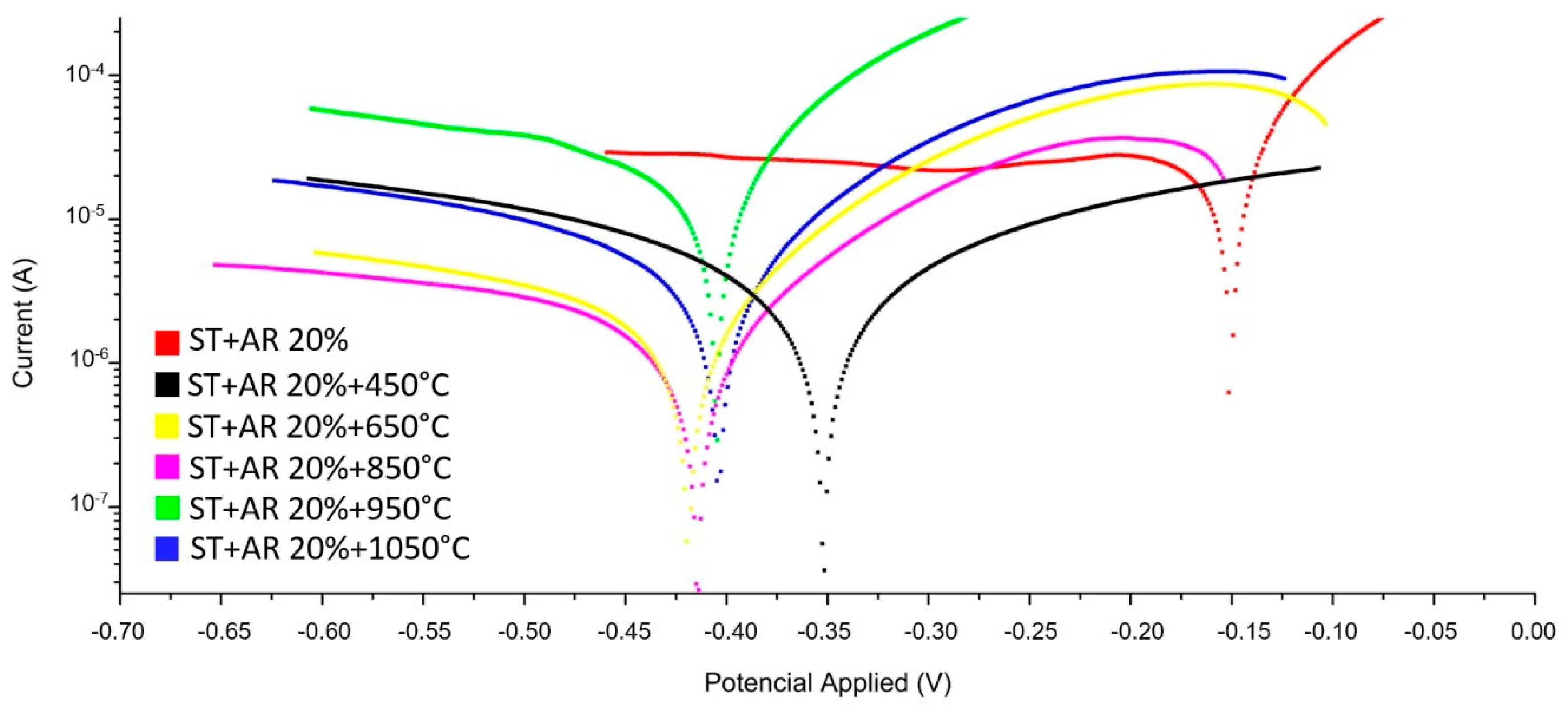
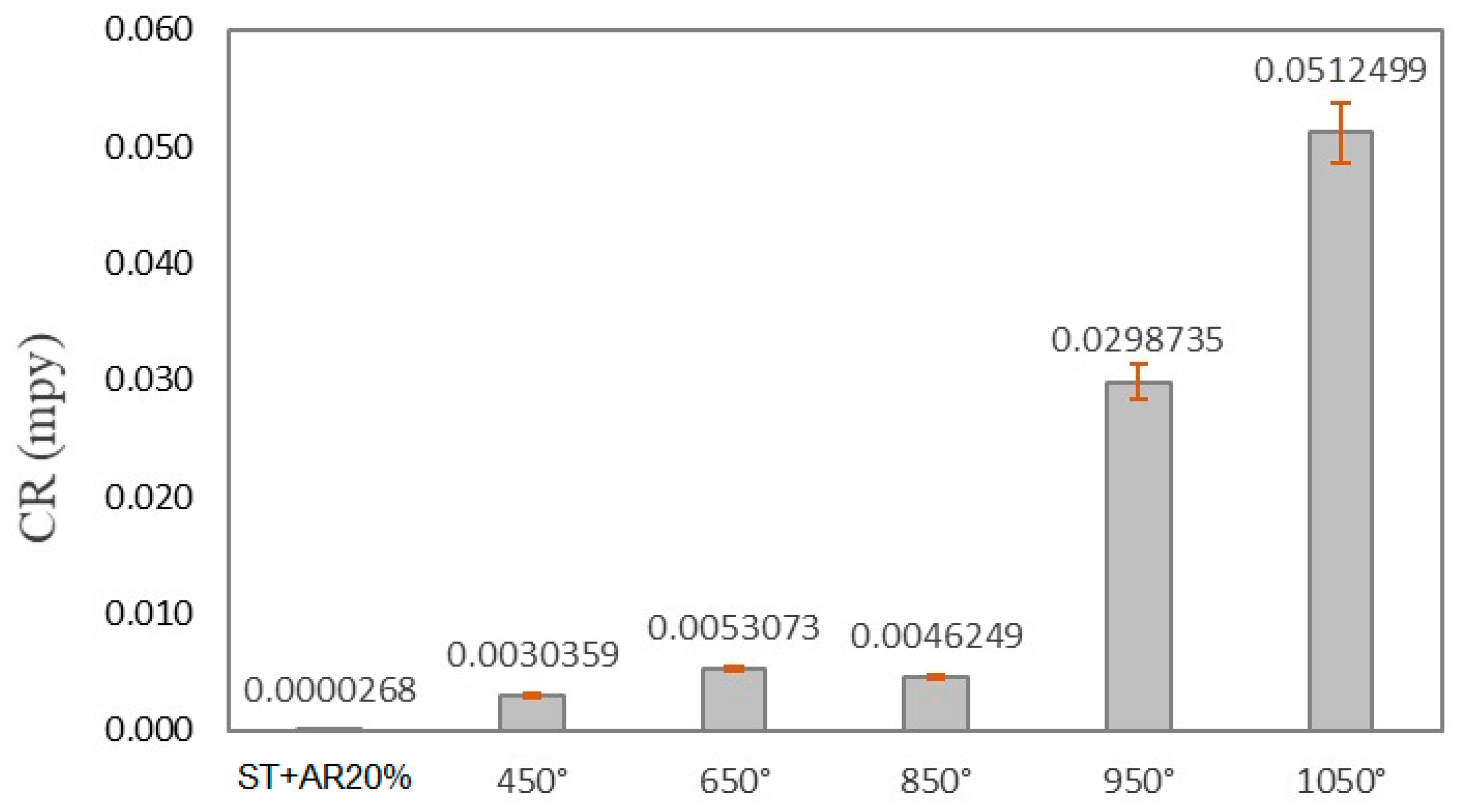
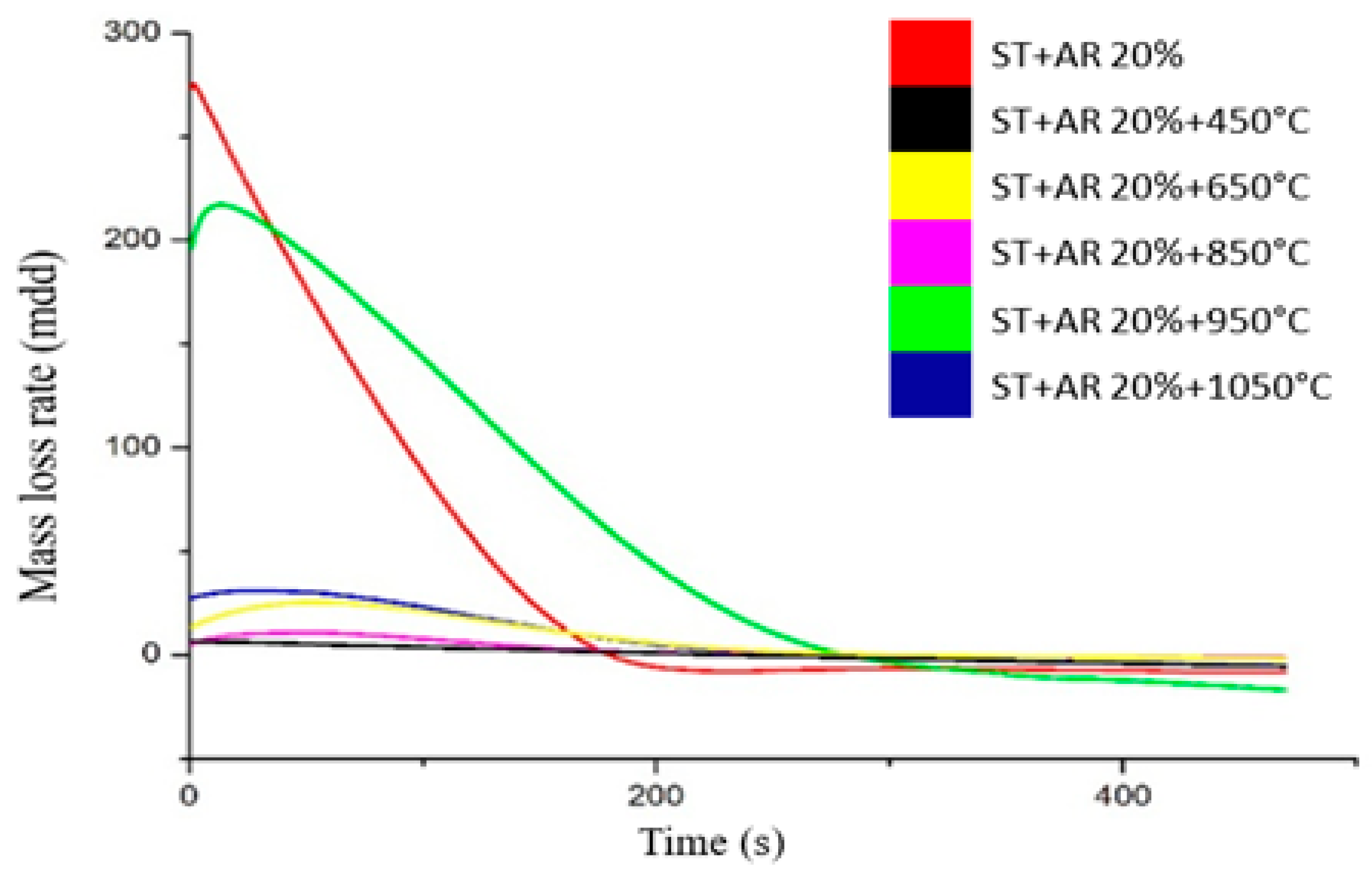
3.3. Corrosion Resistance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, H.; Dunne, D.; Kennon, N. Factors influencing shape memory effect and phase transformation behavior of Fe–Mn–Si based shape memory alloys. Mater. Sci. Eng. A 1999, 273–275, 517–523. [Google Scholar] [CrossRef]
- Otubo, J.; Mei, P.R.; Koshimizu, S. Production and characterization of stainless steel based Fe-Cr-Ni-Mn-Si(-Co) shape memory alloys. J. Phys. IV Fr. 1995, 5, C8–C427. [Google Scholar] [CrossRef]
- Otsuka, H.; Yamada, H.; Maruyama, T.; Tanahashi, H.; Matsuda, S.; Murakami, M. Effects of alloying additions on Fe-Mn-Si shape memory alloys. ISIJ Int. 1990, 30, 674–679. [Google Scholar] [CrossRef]
- Kajiwara, S.; Liu, D.; Kikuchi, T.; Shinya, N. Remarkable improvement of shape memory effect in Fe-Mn-Si based shape memory alloys by producing NbC precipitates. Scr. Mater. 2001, 44, 2809–2814. [Google Scholar] [CrossRef]
- Baruj, A.; Kikuchi, T.; Kajiwara, S.; Shinya, N. Improvement of shape memory properties of NbC containing Fe–Mn–Si based shape memory alloys by simple thermomechanical treatments. Mater. Sci. Eng. A 2004, 378, 333–336. [Google Scholar] [CrossRef]
- Wei, Z.; Li, N.; Wen, Y.; Huang, S.K. Grain refinement and carbide precipitation in Fe–Mn–Si–Cr–Ni–C shape memory alloy fabricated by equal channel angular pressing. Mater. Sci. Technol. 2010, 26, 691–694. [Google Scholar] [CrossRef]
- Andrade, E.C.; Bernardi, H.H.; Otubo, J. Microstructural evaluation on shape recovery in stainless Fe-Mn-Si-Cr-Ni-Co SMA processed by wire drawing. Mater. Res. 2014, 17, 583–587. [Google Scholar] [CrossRef]
- Käfer, K.A.; Bernardi, H.H.; Santos, O.D.S.; Otubo, L.; Lima, N.B.D.; Otubo, J. The Influence of Microstructure and Mechanical Resistance on the Shape Memory of Ecae Processed Stainless Fe-Mn-Si-Cr-Ni-Co Steel. Mater. Res. 2018, 21, e20170958. [Google Scholar] [CrossRef]
- Motzki, P.; Seelecke, S. Industrial Applications for Shape Memory Alloys. Encycl. Smart Mater. 2022, 4, 254–266. [Google Scholar] [CrossRef]
- Li, J.C.; Lu, X.X.; Jiang, Q. Shape memory effects in a Fe14Mn6Si9Cr5Ni alloy for joining pipe. ISIJ Int. 2000, 40, 1124–1126. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Silva, R.; Nascente, P.A.P.; Otubo, J.; Kuri, S.E. Characterization of passive films on shape memory stainless steels. Corros. Sci. 2012, 57, 154–161. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Otubo, J.; Kuri, S.E. Corrosion behavior of shape memory stainless steel in acid media. J. Alloys Compd. 2011, 509, 5376–5380. [Google Scholar] [CrossRef]
- Della Rovere, C.A.; Alano, J.H.; Silva, R.; Nascente, P.A.P.; Otubo, J.; Kuri, S.E. Influence of alloying elements on the corrosion properties of shape memory stainless steels. Mater. Chem. Phys. 2012, 133, 668–673. [Google Scholar] [CrossRef]
- Silva, R.; Vacchi, G.S.; Santos, I.G.R.; de Sousa Malafaia, A.M.; Kugelmeier, C.L.; Mendes Filho, A.A.; Pascal, C.; Sordi, V.L.; Rovere, C.A.D. Insights into high-temperature oxidation of Fe-Mn-Si-Cr-Ni shape memory stainless steels and its relationship to alloy chemical composition. Corros. Sci. 2020, 163, 108269. [Google Scholar] [CrossRef]
- Silva, R.; Arana, C.; de Sousa Malafaia, A.M.; Mendes Filho, A.A.; Pascal, C.; Otubo, J.; Sordi, V.L.; Rovere, C.A.D. Microstructure and surface oxidation behavior of an austenitic Fe-Mn-Si-Cr-Ni-Co shape memory stainless steel at 800° C in air. Corros. Sci. 2019, 158, 108103. [Google Scholar] [CrossRef]
- Rabelo, L.F.P.; Silva, R.; Della Rovere, C.A.; Sousa Malafaia, A.M. Metal/oxide interface roughness evolution mechanism of a FeMnSiCrNiCe shape memory stainless steel under high-temperature oxidation. Corros. Sci. 2020, 163, 108228. [Google Scholar] [CrossRef]
- Dias, D.; Nakamatsu, S.; Della Rovere, C.A.; Otubo, J.; Mariano, N.A. Characterization and corrosion resistance behavior of shape memory stainless steel developed by alternate routes. Metals 2020, 10, 13. [Google Scholar] [CrossRef]
- Dong, Z.Z.; Liu, W.X.; Wang, D.F.; Chen, J.M.; Liu, D.Z. A study of the corrosion resistance and shape memory effect of FeMnSiCrNiCo shape-memory alloy. Mater. Sci. Forum 2001, 394–395, 435–438. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, Y. Effect of ε-martensite on the electrochemical corrosion behavior of Fe-Mn-Si shape memory alloy in aqueous solutions. J. Mater. Sci. Lett. 1997, 16, 1516–1517. [Google Scholar] [CrossRef]
- Charfi, A.; Bouraoui, T.; Feki, M.; Bradai, C.; Normand, B. Surface treatment and corrosion behavior of Fe-32Mn-6Si shape memory alloy. Comptes Rendus Chim. 2009, 12, 270–275. [Google Scholar] [CrossRef]
- Ma, R.; Peng, H.; Wen, Y.; Zhang, L.; Zhao, K. Oxidation behavior of an austenitic stainless FeMnSiCrNi shape memory alloy. Corros. Sci. 2013, 66, 269–277. [Google Scholar] [CrossRef]
- de Sousa Malafaia, A.M.; Latu-Romain, L.; Wouters, Y. Initial stages of FeMnSiCrNi shape memory stainless steels oxidation mechanism at 800°C. Corros. Sci. 2021, 181, 109255. [Google Scholar] [CrossRef]
- Jiao, Y.; Zhang, H.; Wen, Y. Influence of temperature on the oxidation behaviour of an austenitic stainless FeMnSiCrNi shape memory alloy. Oxid. Met. 2019, 92, 109–121. [Google Scholar] [CrossRef]
- Gu, Q.; Van Humbeeck, J.; Delaey, L. Effect of annealing on the martensitic transformation in Fe-Mn-Si stainless steel. In Proceedings of the Symposium on Functional Material and Energy Source Science for Young Scientists, Shanghai, China, 1992; p. 131. Available online: https://lirias.kuleuven.be/1751672 (accessed on 19 April 2021).
- ASTM G102-89; G102: Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measuraments, Reaproved. American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 1994.
- Knustsenball, R.D.A. The influence of inclusions on the corrosion behavior of a 12 wt% chromium steel. Corros. J. Sci. Eng. 1997, 47, 359–368. [Google Scholar] [CrossRef]
- Ryan, M.; Williams, D.E.; Chater, R.J.; Hutton, B.M.; Mcphail, D.S. Whys stainless steel corrodes. Nature 2002, 415, 770–774. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Description |
|---|---|
| SMSS | Shape memory stainless steel |
| ST | Solution treated |
| ST + AR20% | Solution-treated sample and deformed in an area reduction of 20% |
| ST + AR 20% + 250 | Solution-treated sample and deformed in an area reduction of 20%, and annealed in 250 °C |
| ST + AR 20% + 350 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 350 °C |
| ST + AR 20% + 450 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 450 °C |
| ST + AR 20% + 550 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 550 °C |
| ST + AR 20% + 650 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 650 °C |
| ST + AR 20% + 750 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 750 °C |
| ST + AR 20% + 850 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 850 °C |
| ST + AR 20% + 950 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 950 °C |
| ST + AR 20% + 1050 | Solution-treated sample and deformed in an area reduction of 20%, and annealed at 1050 °C |
| Condition | Enthalpy | Transition Temperature (°C) | |
|---|---|---|---|
| ΔH (J/g) | As | Af | |
| ST | 0.50 | 122.4 | 151.5 |
| ST + AR 20% + 850 | 1.42 | 128.9 | 157.5 |
| ST + AR 20% + 950 | 0.71 | 115.6 | 133.8 |
| ST + AR 20% + 1050 | 0.71 | 116.4 | 132.1 |
| Condition | Ecorr (V) | Icorr (µA/cm²) | CR (mpy) * |
|---|---|---|---|
| ST + 20%AR | −0.150 | 6.91 × 10−5 | 2.68 × 10−5 |
| ST + 20%AR + 450 | −0.353 | 8.0 × 10−3 | 3.03 × 10−3 |
| ST + 20%AR + 650 | −0.417 | 1.4 × 10−2 | 5.31 × 10−3 |
| ST + 20%AR + 850 | −0.416 | 1.2 × 10−2 | 4.62 × 10−3 |
| ST + 20%AR + 950 | −0.406 | 7.7 × 10−2 | 2.98 × 10−2 |
| ST + 20%AR + 1050 | −0.410 | 1.32 × 10−1 | 5.12 × 10−2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marques, S.S.L.; Sales-Contini, R.d.C.M.; Otubo, J.; Bernardi, H.H. Influence of Heat Treatment on the Corrosion Resistance in Shape Memory Stainless Steel Based on FeMnSiCrNiCo. Alloys 2023, 2, 110-121. https://doi.org/10.3390/alloys2020008
Marques SSL, Sales-Contini RdCM, Otubo J, Bernardi HH. Influence of Heat Treatment on the Corrosion Resistance in Shape Memory Stainless Steel Based on FeMnSiCrNiCo. Alloys. 2023; 2(2):110-121. https://doi.org/10.3390/alloys2020008
Chicago/Turabian StyleMarques, Sofia Salles Lantyer, Rita de Cássia Mendonça Sales-Contini, Jorge Otubo, and Heide Heloise Bernardi. 2023. "Influence of Heat Treatment on the Corrosion Resistance in Shape Memory Stainless Steel Based on FeMnSiCrNiCo" Alloys 2, no. 2: 110-121. https://doi.org/10.3390/alloys2020008
APA StyleMarques, S. S. L., Sales-Contini, R. d. C. M., Otubo, J., & Bernardi, H. H. (2023). Influence of Heat Treatment on the Corrosion Resistance in Shape Memory Stainless Steel Based on FeMnSiCrNiCo. Alloys, 2(2), 110-121. https://doi.org/10.3390/alloys2020008