Evaluation of the Efficiency of Alkali-Activated Material Consisting of Rice Husk Ash by Physical and Mechanical Characteristics


Abstract
1. Introduction
2. Materials and Methods
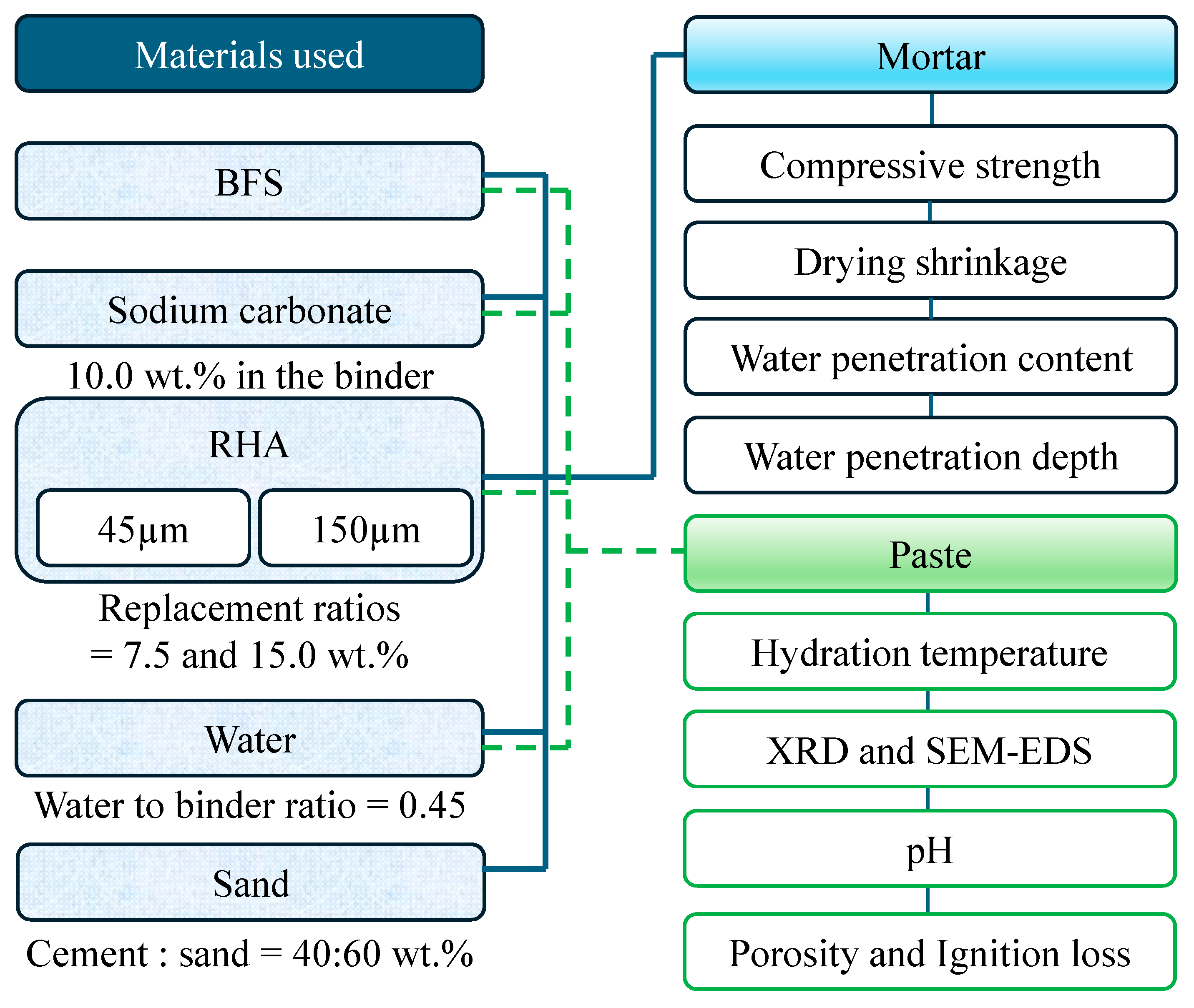
2.1. Materials Used
2.2. Mixture Proportions and Specimen Preparation
2.3. Testing Methods
2.3.1. Mortar
- (1)
- Compressive Strength
- (2)
- Drying Shrinkage
- (3)
- Water penetration depth
2.3.2. Paste
- (1)
- Hydration temperature
- (2)
- pH Value
- (3)
- Archimedes porosity
- (4)
- Ignition Loss
- m40 is the weight of paste at 40 °C;
- m350 is the weight of paste at 350 °C.
- (5)
- X-ray Diffraction (XRD) Analysis
- (6)
- SEM–EDS Analysis
3. Results
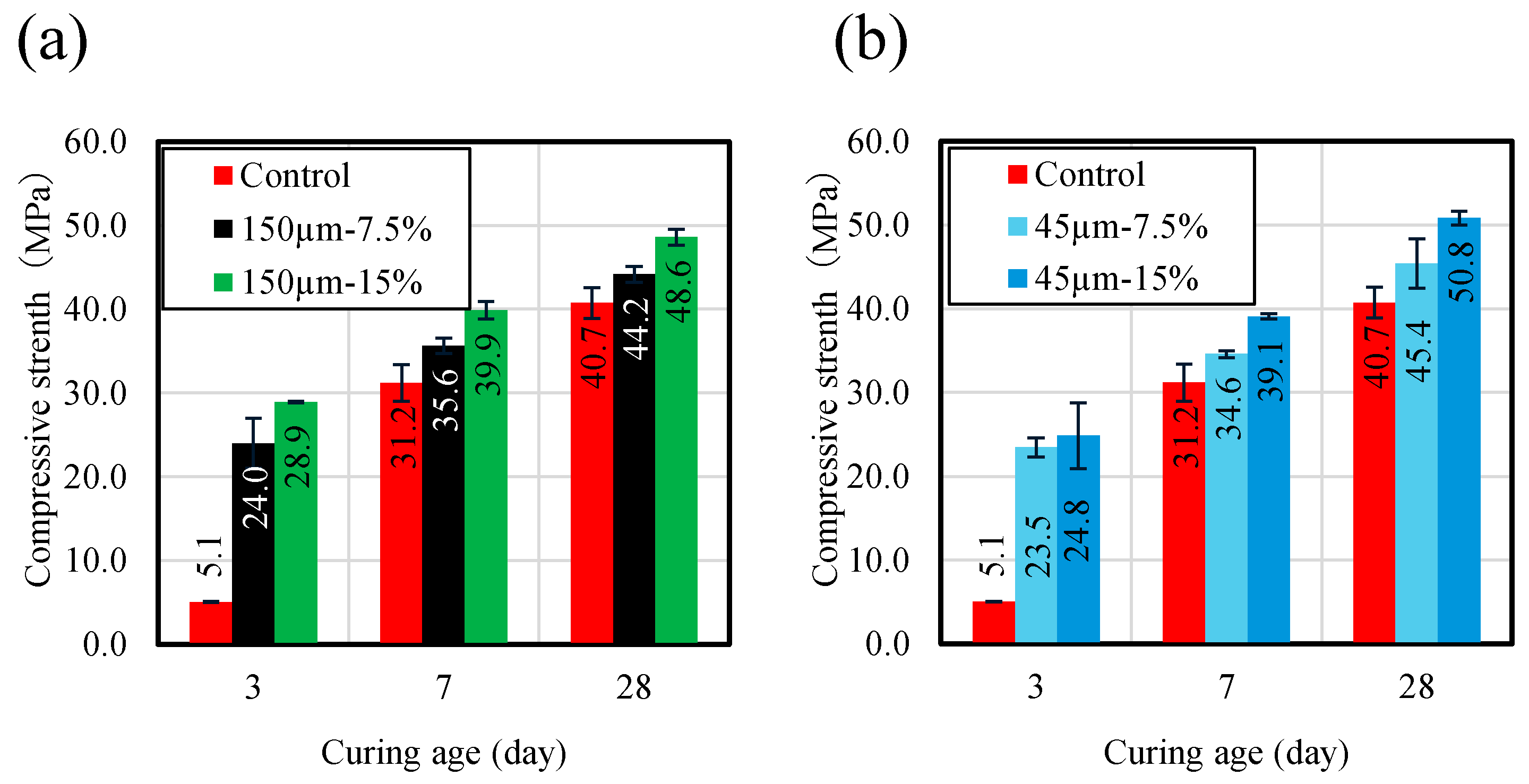
3.1. Compressive Strength Results
3.2. Hydration Temperature
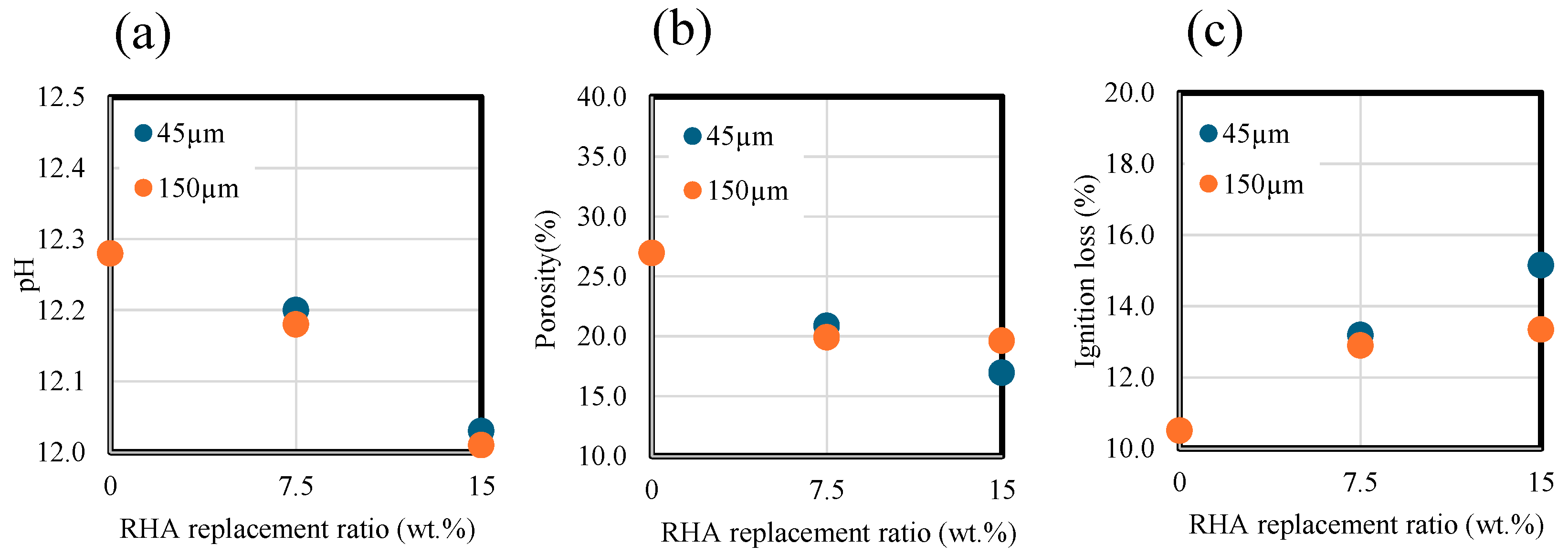
3.3. pH, Porosity, and Ignition Loss Results
3.4. XRD Analysis
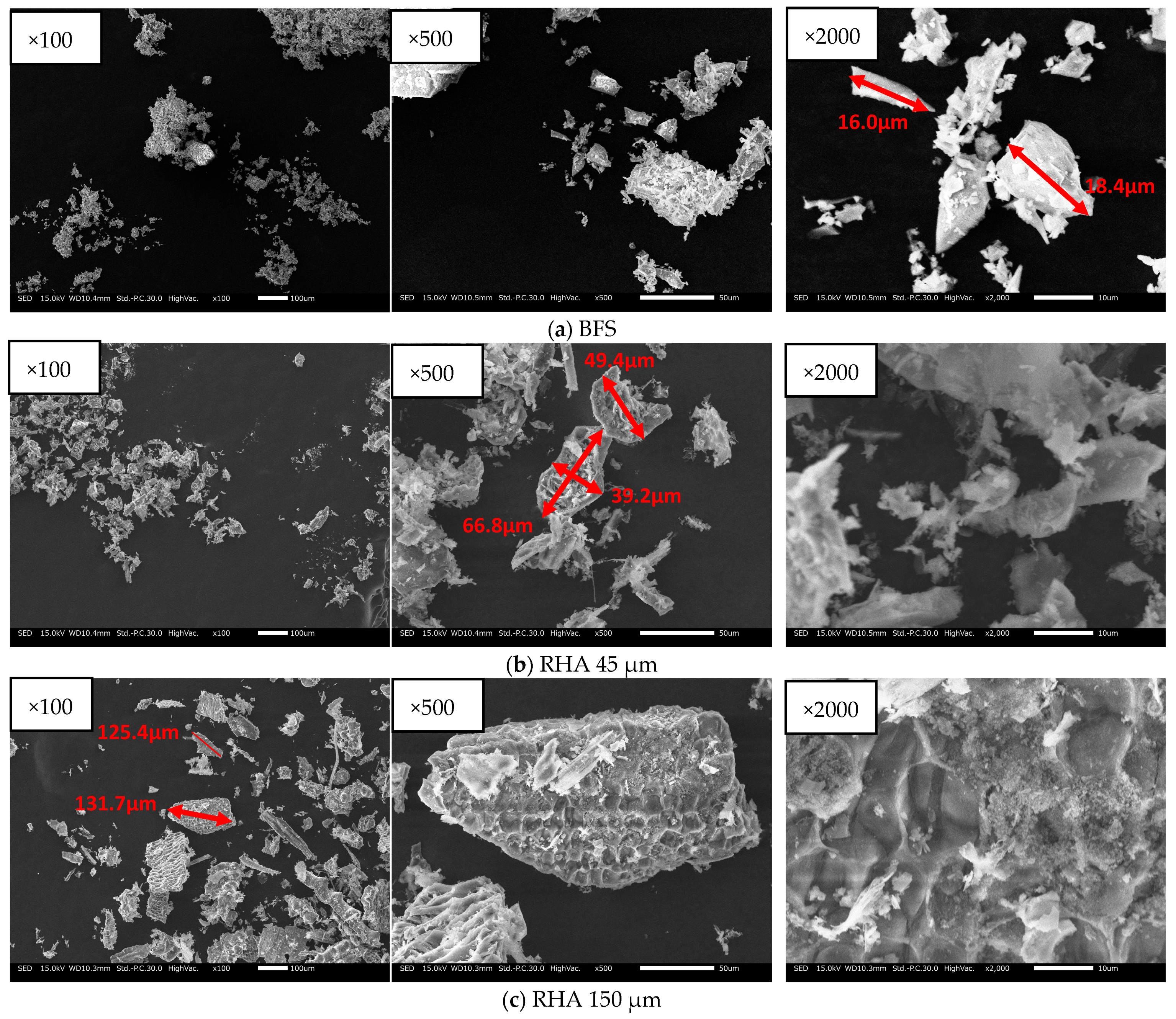
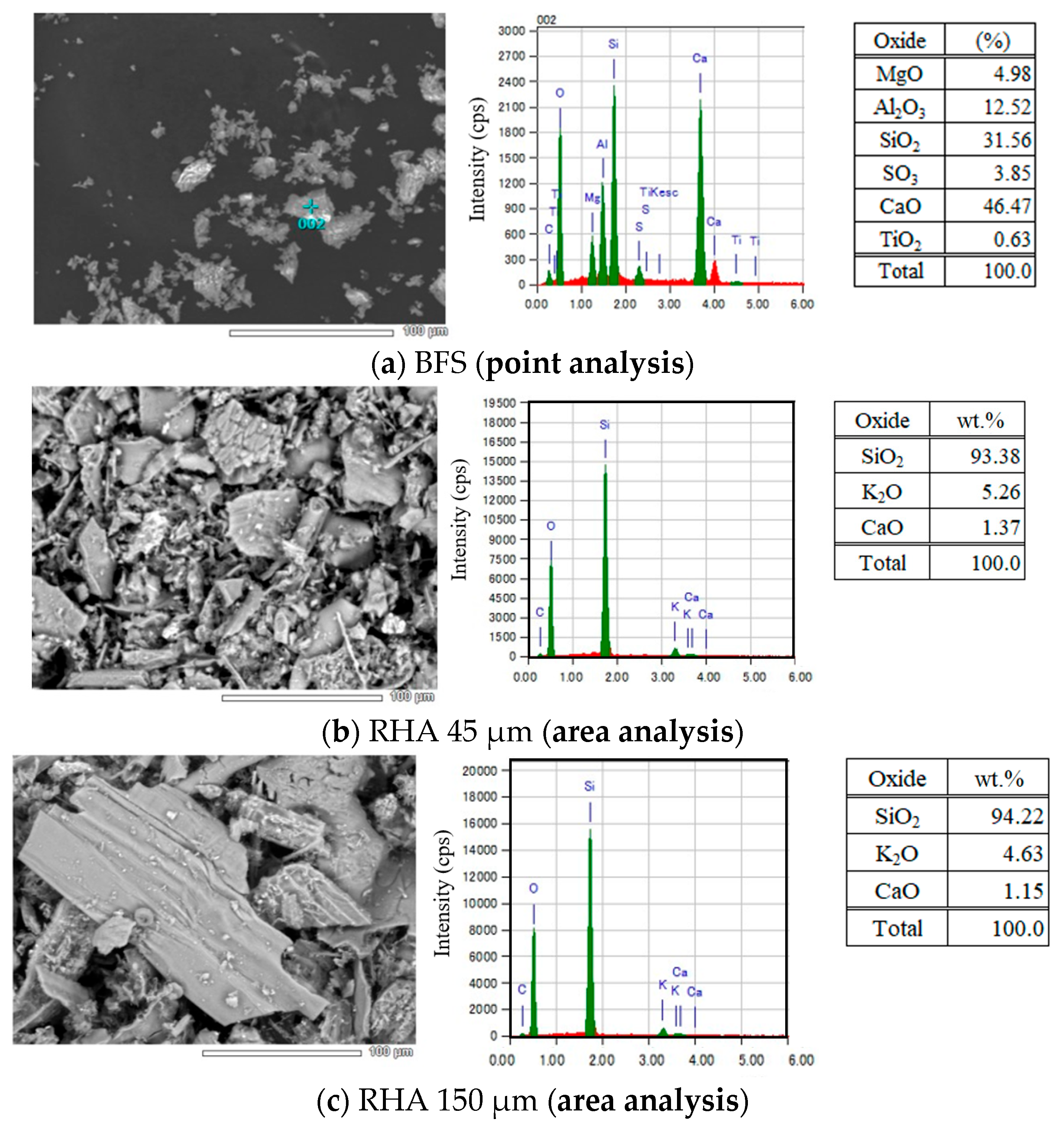
3.5. SEM–EDS Analysis
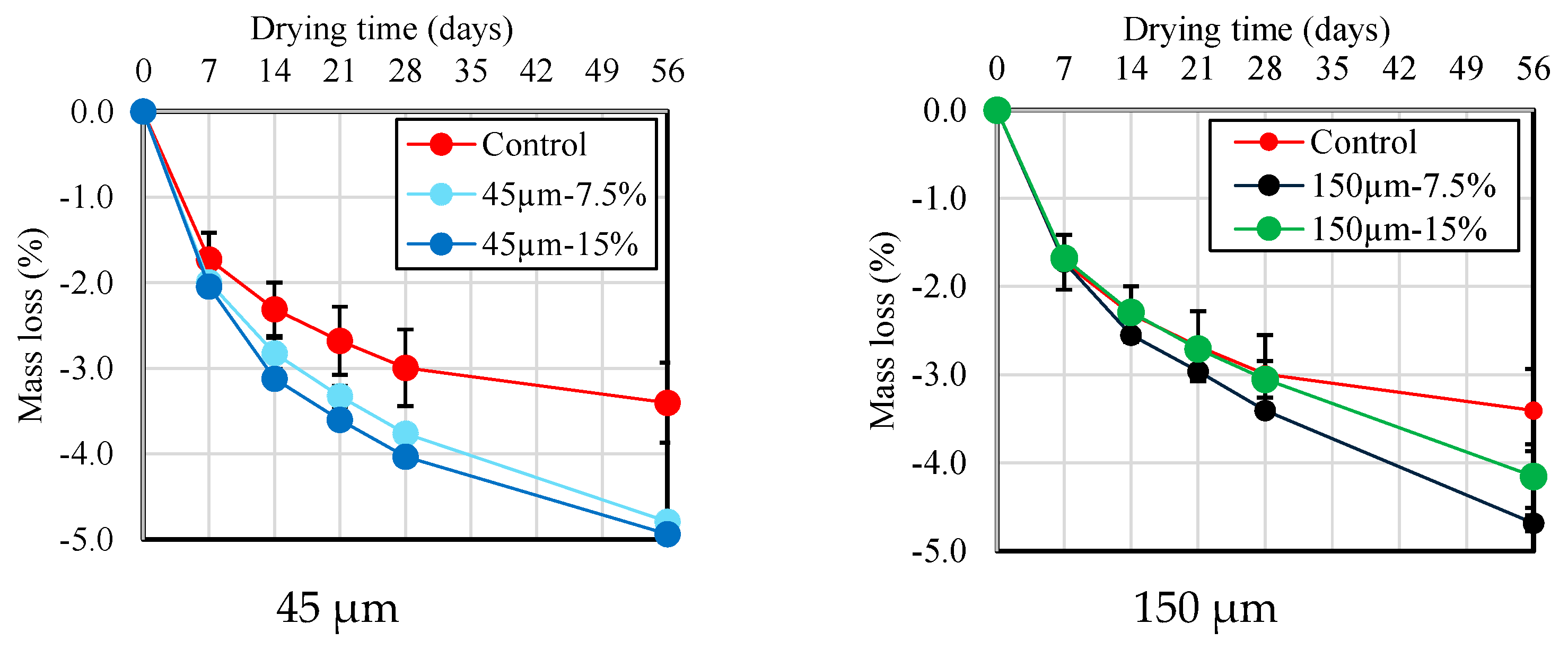
3.6. Drying Shrinkage
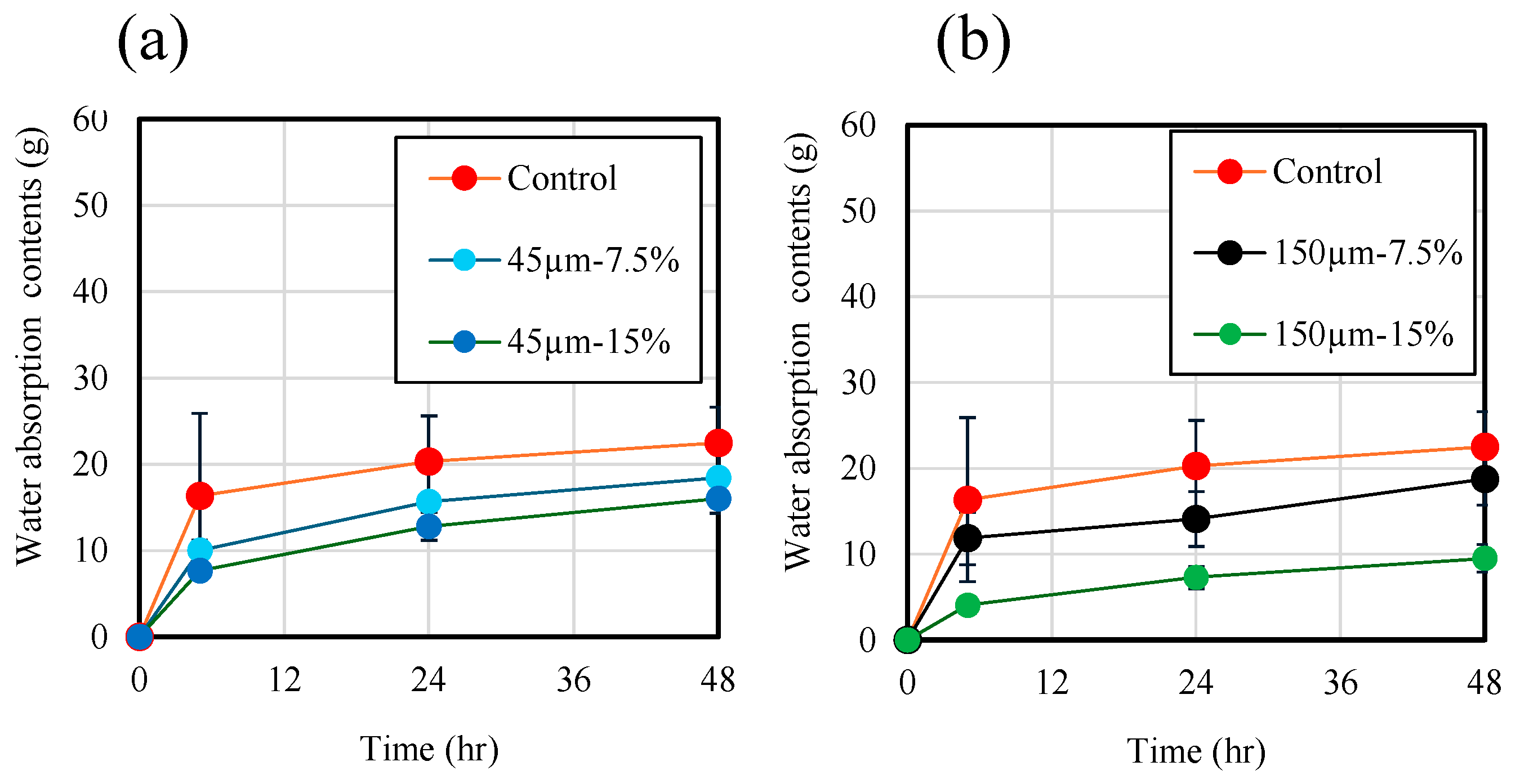
3.7. Water Absorption Contents and Coefficient
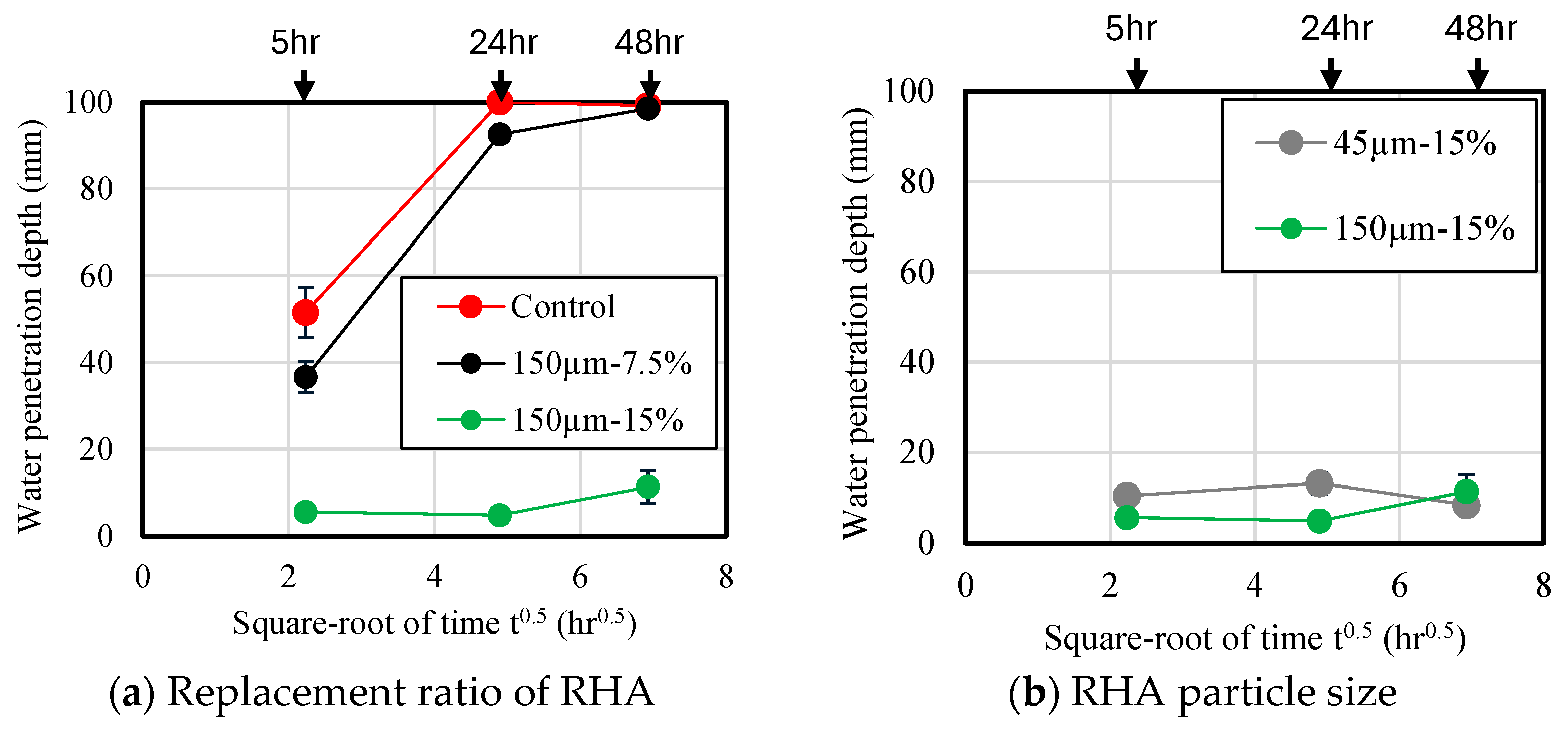
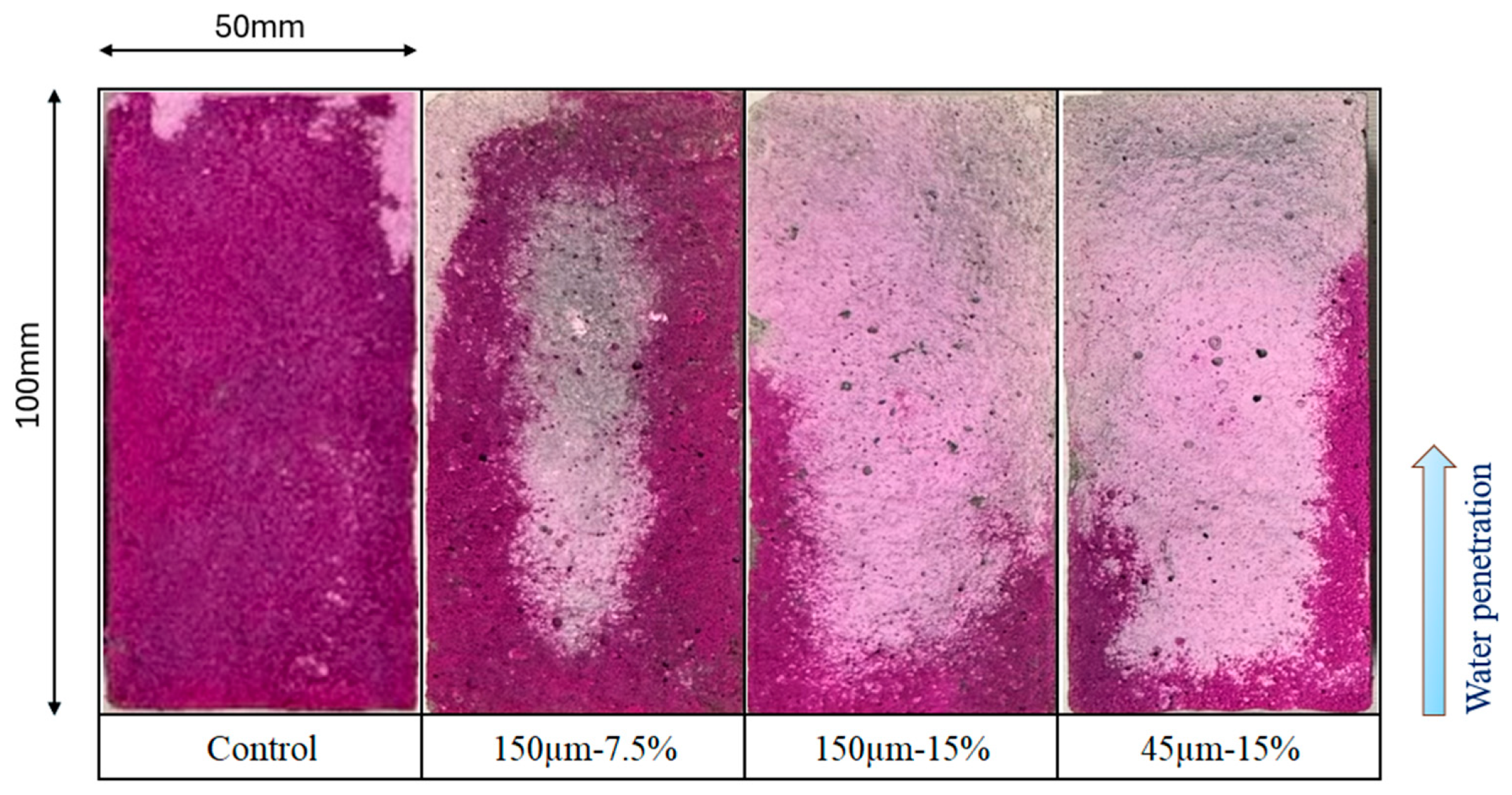
3.8. Water Penetration Depth
4. Discussion
4.1. Effect of RHA on Mechanical Properties
4.2. Effect of RHA on Drying Shrinkage
4.3. Effect of RHA on Water-Penetration Resistance
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fapohunda, C.; Akinbile, B.; Shittu, A. Structure and properties of mortar and concrete with rice husk ash as partial replacement of ordinary Portland cement—A review. Int. J. Sustain. Built Environ. 2017, 6, 675–692. [Google Scholar]
- Thomas, B.S.; Yang, J.; Mo, K.H.; Abdalla, J.A.; Hawileh, R.A.; Ariyachandra, E. Biomass ashes from agricultural wastes as supplementary cementitious materials or aggregate replacement in cement/geopolymer concrete: A comprehensive review. J. Build. Eng. 2021, 40, 102332. [Google Scholar]
- Blesson, S.; Rao, A.U. Agro-industrial-based wastes as supplementary cementitious or alkali-activated binder material: A comprehensive review. Innov. Infrastruct. Solut. 2023, 8, 125. [Google Scholar] [CrossRef]
- Zhao, L.; Wang, C.; Na, S.; Jin, Y.; Kang, W.; Zhu, J.; Zhang, W.; Bian, Y.; Shah, S.P. A study of blast furnace slag on the mechanical properties improvement and microstructure of hemihydrate phosphogypsum pretreated by calcium hydroxide. Case Stud. Constr. Mater. 2025, 22, e04121. [Google Scholar]
- Na, S.; Lee, W.; Song, M. Hardening Properties of Foamed Concrete with Circulating Fluidized Bed Boiler Ash, Blast Furnace Slag, and Desulfurization Gypsum as the Binder. Open J. Civ. Eng. 2021, 11, 301–316. [Google Scholar] [CrossRef]
- Glushankova, I.; Ketov, A.; Krasnovskikh, M.; Rudakova, L.; Vaisman, I. Rice Hulls as a Renewable Complex Material Resource. Resources 2023, 7, 31. [Google Scholar]
- Freire, A.L.; Moura-Nickel, C.D.; Scaratti, G.; De Rossi, A.; Araújo, M.H.; Júnior, A.D.N.; Rodrigues, A.E.; Castellón, E.R.; Moreira, R.d.F.P.M. Geopolymers produced with fly ash and rice husk ash applied to CO2 capture. J. Clean. Prod. 2020, 273, 122917. [Google Scholar]
- Umeda, J.; Kondoh, K. High-purification of amorphous silica originated from rice husks by combination of polysaccharide hydrolysis and metallic impurities removal. Ind. Crops Prod. 2010, 32, 539–544. [Google Scholar]
- Umeda, J.; Takada, R.; Michiura, Y.; Kondoh, K. High-Purity Amorphous Silica Originated in Rice Husks of Agricultural Waste and Utilization of Concrete Admixture. J. Smart Process. 2014, 3, 323–327. [Google Scholar]
- Bakar, R.A.; Yahya, R.; Gan, S.N. Production of High Purity Amorphous Silica from Rice Husk. Procedia Chem. 2016, 19, 189–195. [Google Scholar]
- Manaviparast, H.R.; Cristelo, N.; Pereira, E.; Miranda, T. A Comprehensive Review on Clay Soil Stabilization Using Rice Husk Ash and Lime Sludge. Appl. Sci. 2025, 15, 2376. [Google Scholar] [CrossRef]
- Atef, A.; Hossain, Z. Sustainable Soil Reinforcement by Maximizing Geotechnical Performance with Rice Husk Ash in Subgrade Layers. Materials 2025, 18, 873. [Google Scholar] [CrossRef] [PubMed]
- Cai, D.; Ouyang, M.; Bao, X.; Zhang, Q.; Bi, Z.; Yan, H.; Li, S.; Shi, Y. Performance Evaluation of Stabilized Soils with Selected, Common Waste Materials of Rice Husk Ash, Steel Slag and Iron Tailing Powder. Materials 2025, 18, 346. [Google Scholar] [CrossRef] [PubMed]
- Adajar, M.A.; Tan, J.; Ang, A.B.; Sy, V.P. Shear Strength and Durability of Expansive Soil Treated with Recycled Gypsum and Rice Husk Ash. Appl. Sci. 2024, 14, 3540. [Google Scholar] [CrossRef]
- Barragán-Ramírez, R.; González-Hernández, A.; Bautista-Ruiz, J. Michel Ospina and Willian Aperador Chaparro, Enhancing Concrete Durability and Strength with Fly Ash, Steel Slag, and Rice Husk Ash for Marine Environments. Materials 2024, 17, 3001. [Google Scholar] [CrossRef]
- Guo, Z.; Chen, Z.; Yang, X.; Zhang, L.; Li, C.; He, C.; Xu, W. The Influence of Rice Husk Ash Incorporation on the Properties of Cement-Based Materials. Materials 2025, 18, 460. [Google Scholar] [CrossRef]
- Alsaed, M.M.; Al Mufti, R.L. The Effects of Rice Husk Ash as Bio-Cementitious Material, in Concrete. Constr. Mater. 2024, 4, 629–639. [Google Scholar] [CrossRef]
- Marangu, J.M.; Sharma, M.; Kafodya, I.; Mutai, V.K.; Latif, E.; Novelli, V.I.; Ashish, D.K.; Maddalena, R. Deepankar Kumar Ashish and Riccardo Maddalena, Durability of Ternary Blended Concrete Incorporating Rice Husk Ash and Calcined Clay. Buildings 2024, 14, 1201. [Google Scholar] [CrossRef]
- Thiedeitz, M.; Schmidt, W.; Kränkel, T. Performance of Rice Husk Ash as Supplementary Cementitious Material after Production in the Field and in the Lab. Materials 2020, 13, 4319. [Google Scholar] [CrossRef]
- Alharthai, M.; Onyelowe, K.C.; Ali, T.; Qureshi, M.Z.; Rezzoug, A.; Deifalla, A.; Alharthi, K. Enhancing concrete strength and durability through incorporation of rice husk ash and high recycled ag-gregate. Case Stud. Constr. Mater. 2025, 22, e04152. [Google Scholar] [CrossRef]
- Memon, M.J.; Jhatial, A.A.; Murtaza, A.; Raza, M.S.; Phulpoto, K.B. Production of eco-friendly concrete incorporating rice husk ash and polypropylene fibres. Environ. Sci. Pollut. Res. 2021, 28, 39168–39184. [Google Scholar]
- Kang, S.-H.; Hong, S.-G.; Moon, J. The use of rice husk ash as reactive filler in ultra-high performance concrete. Cem. Concr. Res. 2018, 115, 389–400. [Google Scholar]
- Alam, M.J.; Biswas, M.; Mia, M.B.; Alam, S.; Hossain, M.M. The Influence of Rice Husk Ash on Mechanical Properties of the Mortar and Concrete: A Critical Review. Open J. Civ. Eng. 2024, 14, 2024. [Google Scholar] [CrossRef]
- Demis, S.; Tapali, J.G.; Papadakis, V.G. An Investigation of the Effectiveness of the Utilisation of Biomass Ashes as Pozzolanic Materials. Constr. Build. Mater. 2014, 68, 291–300. [Google Scholar]
- Basri, M.S.M.; Mustapha, F.; Mazlan, N.; Ishak, M.R. Optimization of Adhesion Strength and Microstructure Properties by Using Response Surface Methodology in Enhancing the Rice Husk Ash-Based Geopolymer Composite Coating. Polymers 2020, 12, 2709. [Google Scholar] [CrossRef]
- Abdullah, M.N.; Khan, T.; Sebaey, T.A. Thermal Properties and Drying Shrinkage Performance of Palm Kernel Shell Ash and Rice Husk Ash-Based Geopolymer Concrete. Materials 2024, 17, 1298. [Google Scholar] [CrossRef]
- Hossain, S.S.; Roy, P.K.; Bae, C.J. Utilization of waste rice husk ash for sustainable geopolymer: A review. Constr. Build. Mater. 2021, 310, 125218. [Google Scholar]
- Mohd Basri, M.S.; Mustapha, F.; Mazlan, N.; Ishak, M.R. Rice-Husk-Ash-Based Geopolymer Coating: Fire-Retardant, Opti-mize Composition, Microstructural, Thermal and Element Characteristics Analysis. Polymers 2021, 13, 3747. [Google Scholar] [CrossRef]
- Hong, Z.; Wang, S.; Ying, H.; Lu, Z.; Liu, B.; Xu, J. Synergistic Freeze-Resistant Strategy of Multi-Stage PCM Concrete Incorporated with Rice Husk Ash and Fly Ash. Buildings 2024, 14, 2604. [Google Scholar] [CrossRef]
- Liu, B.; Wang, S.; Jia, W.; Ying, H.; Lu, Z.; Hong, Z. The Effect of RHA as a Supplementary Cementitious Material on the Performance of PCM Aggregate Concrete. Buildings 2024, 14, 2150. [Google Scholar] [CrossRef]
- Xu, H.; Qu, W. Development of a Controlled Low-Strength Material Containing Paraffin–Rice Husk Ash Composite Phase Change Material. Coatings 2024, 14, 1173. [Google Scholar] [CrossRef]
- Novembre, D.; Gimeno, D.; Marinangeli, L.; Tangari, A.C.; Rosatelli, G.; Ciulla, M.; di Profio, P. Rice Husk as Raw Material in Synthesis of NaA (LTA) Zeolite. Molecules 2024, 29, 4396. [Google Scholar] [CrossRef] [PubMed]
- Onyenokporo, N.C.; Taki, A.; Montalvo, L.Z.; Oyinlola, M.A. Exploring the Impact of Rice Husk Ash Masonry Blocks on Building Energy Performance. Buildings 2024, 14, 1290. [Google Scholar] [CrossRef]
- Wahab, R.A.A.; Zaid, M.H.M.; Aziz, S.H.A.; Matori, K.A.; Fen, Y.W.; Yaakob, Y. Effects of Sintering Temperature Variation on Synthesis of Glass-Ceramic Phosphor Using Rice Husk Ash as Silica Source. Materials 2020, 13, 5413. [Google Scholar] [CrossRef]
- Gonçalves, J.; da Silva, G.; Lima, L.; Morgado, D.; Nalin, M.; Armas, L.E.G.; Valsecchi, C.; Menezes, J.W. Production of Transparent Soda-Lime Glass from Rice Husk Containing Iron and Manganese Impurities. Ceramics 2020, 3, 494–506. [Google Scholar] [CrossRef]
- Chandrasekhar, S.; Satyanarayana, K.G.; Pramada, P.N.; Raghavan, P.; Gupta, T.N. Processing, properties and applications of reactive silica from rice husk—An overview. J. Mater. Sci. 2003, 38, 3159–3168. [Google Scholar]
- Na, S.; Kanazawa, T.; Kondo, K.; Umeda, J. Study on application of cement using nano-structured silica particles derived from rice husk to low-alkaline cement. In Proceedings of the 71st Cement Technology Conference, Tokyo, Japan, 27–29 May 2017. [Google Scholar]
- Zhao, X.; Wu, S.; Xu, X.; Wang, L.; Sun, S.; Xiong, G. Research on the effect of different content of rice husk ash on the microstructure of concrete. Ferroelectrics 2024, 13, 1731–1741. [Google Scholar] [CrossRef]
- Na, S.; Zhang, W.; Ichikawa, Y.; Komatsu, M.; Takemura, A. Fundamental Study on Alkali-Activated Slag System with Sodium Carbonate or Calcium Hydroxide. J. Mater. Sci. Chem. Eng. 2024, 12, 55–70. [Google Scholar]
- Na, S.; Zhang, W.; Kitagawa, M.; Hirooka, A.; Komatsu, M. Optimization Using Central Composite Design of the Response Surface Methodology for the Compressive Strength of Alkali-Activated Material from Rice Husk Ash. Constr. Mater. 2025, 5, 5. [Google Scholar] [CrossRef]
- Japan Industrial Standards Committee. Physical Testing Methods for Cement; Japan Industrial Standards Committee: Tokyo, Japan, 2015. [Google Scholar]
- Japan Industrial Standards Committee. Methods of Measurement for Length Change of Mortar and Concrete—Part 3: Method with Dial Gauge; Japan Industrial Standards Committee: Tokyo, Japan, 2010. [Google Scholar]
- JSCE-G 582-2018; Test Method for Water Penetration Rate Coefficient of Concrete Subjected to Water in Short Term. Japan Society of Civil Engineers: Tokyo, Japan, 2018; Volume 56. [CrossRef]
- Park, S.-J.; Jeon, S.-H.; Kim, K.-N.; Song, M.-S. Hydration Characteristics and Synthesis of Hauyne-Belite Cement as Low Temperature Sintering Cementitious Materials. J. Korean Ceram. Soc. 2018, 55, 224–229. [Google Scholar]
- Yousuf, S.; Shafigh, P.; Ibrahim, Z. The pH of Cement-based Materials: A Review. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2020, 35, 5. [Google Scholar]
- Doebelin, N.; Kleeberg, R. Profex: A Graphical User Interface for the Rietveld Refinement Program Bgmn. J. Appl. Crystallogr. 2015, 48, 1573–1580. [Google Scholar] [PubMed]
- Yoshida, R.; Atarashi, D.; Itoh, T.; Osaki, M. Sodium carbonate and calcium nitrite in combination hydration reaction analysis of blast furnace slag. Cem. Sci. Concr. Technol. 2022, 76, 108–114. [Google Scholar]
- Miyahara, S.; Ogino, M.; Owaki, E.; Sakai, E. Carbonation behavior of pastes containing blast furnace slag powder. Cem. Chem. 2020, 74, 59–66. [Google Scholar]
- Owaki, E.; Okamoto, R.; Matsumoto, J.; Watanabe, S. Development of Concrete Containing High-volume Supplementary Cementitious Materials and Its Applications. Concr. J. 2019, 57, 71–74. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture Designation | RHA Particle Size (µm) | RHA Replacement Ratio (wt.%) | Binder (wt.%) | Binder to Sand Ratio (wt.%) | ||
|---|---|---|---|---|---|---|
| NC | BFS | RHA | ||||
| Control | - | - | 10 | 90 | 40:60 | |
| 45 µm-7.5% | 45 | 7.5 | 10 | 83.3 | 6.8 | 40:60 |
| 45 µm-15% | 45 | 15 | 10 | 76.5 | 13.5 | 40:60 |
| 150 µm-7.5% | 150 | 7.5 | 10 | 83.3 | 6.8 | 40:60 |
| 150 µm-15% | 150 | 15 | 10 | 76.5 | 13.5 | 40:60 |
| Mixture Designation | RHA Particle Size (µm) | RHA Replacement Ratio (wt.%) | Binder (wt.%) | ||
|---|---|---|---|---|---|
| NC | BFS | RHA | |||
| P-Control | - | - | 10 | 90 | |
| P45 µm-7.5% | 45 | 7.5 | 10 | 83.3 | 6.8 |
| P45 µm-15% | 45 | 15 | 10 | 76.5 | 13.5 |
| P150 µm-7.5% | 150 | 7.5 | 10 | 83.3 | 6.8 |
| P150 µm-15% | 150 | 15 | 10 | 76.5 | 13.5 |
| RHA (wt.%) | pH | Ignition Loss (%) | Porosity (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| P-Control | 45 µm | 150 µm | P-Control | 45 µm | 150 µm | P-Control | 45 µm | 150 µm | |
| 0 | 12.3 | 10.5 | 27.0 | ||||||
| 7.5 | 12.2 | 12.2 | 13.2 | 12.9 | 20.9 | 19.9 | |||
| 15 | 12.0 | 12.0 | 15.2 | 13.4 | 16.9 | 19.6 | |||
| Oxide (wt.%) | Location | |||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Na2O | 6.26 | 11.91 | 19.23 | 18.49 | 18.76 | 14.26 | 11.03 | 21.02 |
| MgO | 4.95 | 2.78 | 4.46 | 6.19 | 4.56 | 6.85 | 2.76 | 4.31 |
| Al2O3 | 13.00 | 6.21 | 10.38 | 10.47 | 10.28 | 11.82 | 19.71 | 9.19 |
| SiO2 | 32.63 | 17.44 | 27.42 | 26.17 | 28.46 | 29.44 | 15.50 | 27.05 |
| SO3 | 2.70 | 2.57 | 4.01 | 4.46 | 3.98 | 3.52 | 4.41 | 4.58 |
| K2O | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 | 0.00 |
| CaO | 39.54 | 58.72 | 34.06 | 33.52 | 33.55 | 33.34 | 46.39 | 33.42 |
| TiO2 | 0.91 | 0.37 | 0.45 | 0.71 | 0.37 | 0.72 | 0.20 | 0.43 |
| CaO/SiO2 | 1.21 | 3.37 | 1.24 | 1.28 | 1.18 | 1.13 | 2.99 | 1.24 |
| Un-hydrated BFS | ✓ | |||||||
| C-S-H | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| Calcite | ✓ | ✓ | ||||||
| Oxide (wt.%) | Location | |||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Na2O | 2.99 | 3.01 | 4.18 | 9.45 | 8.65 | 4.79 | 3.91 | 7.00 |
| MgO | 5.18 | 4.10 | 4.28 | 5.94 | 3.23 | 4.49 | 1.57 | 2.79 |
| Al2O3 | 13.11 | 11.50 | 11.78 | 10.97 | 8.95 | 11.56 | 4.38 | 8.91 |
| SiO2 | 37.91 | 35.82 | 37.32 | 38.97 | 47.86 | 37.75 | 70.96 | 36.82 |
| SO3 | 2.86 | 3.30 | 2.93 | 4.68 | 3.26 | 2.95 | 1.85 | 3.57 |
| K2O | 0.00 | 0.00 | 0.81 | 1.06 | 1.06 | 0.79 | 2.24 | 0.94 |
| CaO | 36.95 | 41.69 | 37.98 | 28.38 | 26.82 | 36.89 | 14.68 | 39.60 |
| TiO2 | 1.02 | 0.62 | 0.72 | 0.56 | 0.17 | 0.79 | 0.39 | 0.40 |
| CaO/SiO2 | 0.97 | 1.16 | 1.02 | 0.73 | 0.56 | 0.98 | 0.21 | 1.08 |
| Un-hydrated BFS | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| C-S-H | ✓ | ✓ | ✓ | |||||
| Un-hydrated RHA | ✓ | |||||||
| Calcite | ||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Na, S.; Zhang, W. Evaluation of the Efficiency of Alkali-Activated Material Consisting of Rice Husk Ash by Physical and Mechanical Characteristics. Constr. Mater. 2025, 5, 21. https://doi.org/10.3390/constrmater5020021
Na S, Zhang W. Evaluation of the Efficiency of Alkali-Activated Material Consisting of Rice Husk Ash by Physical and Mechanical Characteristics. Construction Materials. 2025; 5(2):21. https://doi.org/10.3390/constrmater5020021
Chicago/Turabian StyleNa, Seunghyun, and Wenyang Zhang. 2025. "Evaluation of the Efficiency of Alkali-Activated Material Consisting of Rice Husk Ash by Physical and Mechanical Characteristics" Construction Materials 5, no. 2: 21. https://doi.org/10.3390/constrmater5020021
APA StyleNa, S., & Zhang, W. (2025). Evaluation of the Efficiency of Alkali-Activated Material Consisting of Rice Husk Ash by Physical and Mechanical Characteristics. Construction Materials, 5(2), 21. https://doi.org/10.3390/constrmater5020021