
The Role of Coupling Agents in the Mechanical and Thermal Properties of Polypropylene/Wood Flour Composites

 , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Melt-Blending Procedure and Injection Molding
2.3. Experimental Methods
3. Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Torres, M.; Rodriguez, V.R.; Alcantara, P.I.; Franco-Urquiza, E. Mechanical properties and fracture behaviour of agave fibers bio-based epoxy laminates reinforced with zinc oxide. J. Ind. Text. 2022, 51, 5847S–5868S. [Google Scholar] [CrossRef]
- Torres, M.; Rentería-Rodríguez, A.V.; Franco-Urquiza, E.A. In Situ FBG Monitoring of a Henequen-Epoxy Biocomposite: From Manufacturing to Performance. Chemistry 2022, 4, 380–392. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A. Applications and Drawbacks of Epoxy/Synthetic/Natural Fiber Hybrid Composites. In Handbook of Epoxy/Fiber Composites; Mavinkere Rangappa, S., Parameswaranpillai, J., Siengchin, S., Thomas, S., Eds.; Springer Nature Singapore: Singapore, 2022; pp. 1121–1154. ISBN 978-981-19-3603-6. [Google Scholar]
- Franco-Urquiza, E.A.; Dollinger, A.; Torres-Arellano, M.; Piedra, S.; Alcántara Llanas, P.I.; Rentería-Rodríguez, V.; Zarate Pérez, C. Innovation in Aircraft Cabin Interior Panels Part I: Technical Assessment on Replacing the Honeycomb with Structural Foams and Evaluation of Optimal Curing of Prepreg Fiberglass. Polymers 2021, 13, 3207. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Alcántara Llanas, P.I.; Rentería-Rodríguez, V.; Saleme, R.S.; Ramírez Aguilar, R.; Zarate Pérez, C.; Torres-Arellano, M.; Piedra, S. Innovation in Aircraft Cabin Interior Panels. Part II: Technical Assessment on Replacing Glass Fiber with Thermoplastic Polymers and Panels Fabricated Using Vacuum Forming Process. Polymers 2021, 13, 3258. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Escamilla, Y.R.; Alcántara Llanas, P.I. Characterization of 3D Printing on Jute Fabrics. Polymers 2021, 13, 3202. [Google Scholar] [CrossRef]
- Chen, C.; Yang, Y.; Yu, J.; Yu, J.; Tan, H.; Sui, L.; Zhou, Y. Eco-friendly and mechanically reliable alternative to synthetic FRP in externally bonded strengthening of RC beams: Natural FRP. Compos. Struct. 2020, 241, 112081. [Google Scholar] [CrossRef]
- Ankit; Rinawa, M.; Chauhan, P.; Suresh, D.; Kumar, S.; Santhosh Kumar, R. A review on mechanical properties of natural fiber reinforced polymer (NFRP) composites. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Chew, E.; Liu, J.L.; Tay, T.E.; Tran, L.Q.N.; Tan, V.B.C. Improving the mechanical properties of natural fibre reinforced laminates composites through Biomimicry. Compos. Struct. 2021, 258, 113208. [Google Scholar] [CrossRef]
- Malalli, C.S.; Ramji, B.R. Mechanical characterization of natural fiber reinforced polymer composites and their application in Prosthesis: A review. Mater. Today Proc. 2022, 62, 3435–3443. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Gámez-pérez, J.; Velázquez-Infante, J.C.; Santana, O.; Benasat, A.M.; Maspoch, M.L. Effect of the strain rate and drawing temperature on the mechanical behavior of EVOH and EVOH composites. Adv. Polym. Technol. 2013, 32, E287–E296. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Cailloux, J.; Santana, O.; Maspoch, M.L.; Velazquez Infante, J.C. The influence of the clay particles on the mechanical properties and fracture behavior of PLA/o-MMT composite films. Adv. Polym. Technol. 2015, 34. [Google Scholar] [CrossRef]
- Torres, M.; Franco-Urquiza, E.A.; González-García, P.; Bárcena-Balderas, J.; Piedra, S.; Madera-Santana, T.; Melendrez-Amavizca, R.; Quintana-Owen, P. Characterization of Epoxy-Nanoparticle Composites Exposed to Gamma & UV Radiation for Aerospace Applications. In Nano Hybrids and Composites; Trans Tech Publications: Zürich, Switzerland, 2019; Volume 27, pp. 53–65. [Google Scholar]
- Franco-Urquiza, E.A. Clay-Based Polymer Nanocomposites: Essential Work of Fracture. Polymers 2021, 13, 2399. [Google Scholar] [CrossRef] [PubMed]
- Franco-Urquiza, E.A.; May-Crespo, J.F.; Escalante Velázquez, C.A.; Pérez Mora, R.; González García, P. Thermal Degradation Kinetics of ZnO/polyester Nanocomposites. Polymers 2020, 12, 1753. [Google Scholar] [CrossRef] [PubMed]
- Barbos, J.D.V.; Azevedo, J.B.; da Cardoso, P.S.M.; da Filho, F.C.G.; del Río, T.G. Development and characterization of WPCs produced with high amount of wood residue. J. Mater. Res. Technol. 2020, 9, 9684–9690. [Google Scholar] [CrossRef]
- Friedrich, D. Success factors of Wood-Plastic Composites (WPC) as sustainable packaging material: A cross-sector expert study. Sustain. Prod. Consum. 2022, 30, 506–517. [Google Scholar] [CrossRef]
- Friedrich, D. Thermoplastic moulding of Wood-Polymer Composites (WPC): A review on physical and mechanical behaviour under hot-pressing technique. Compos. Struct. 2021, 262, 113649. [Google Scholar] [CrossRef]
- Bausano, C. Smart extruders for composite materials: Bausano’s technology for the extrusion of WPC. Reinf. Plast. 2021, 65, S12–S14. [Google Scholar] [CrossRef]
- Zhou, H.; Li, W.; Hao, X.; Zong, G.; Yi, X.; Xu, J.; Ou, R.; Wang, Q. Recycling end-of-life WPC products into ultra-high-filled, high-performance wood fiber/polyethylene composites: A sustainable strategy for clean and cyclic processing in the WPC industry. J. Mater. Res. Technol. 2022, 18, 1–14. [Google Scholar] [CrossRef]
- Hudson Color launches colour concentrates for recycled thermoplastics, WPCs. Addit. Polym. 2005, 2005, 2–3. [CrossRef]
- Singh, M.K.; Arora, G.; Tewari, R.; Zafar, S.; Pathak, H.; Sehgal, A.K. Effect of pine cone filler particle size and treatment on the performance of recycled thermoplastics reinforced wood composites. Mater. Today Proc. 2022, 62, 7358–7363. [Google Scholar] [CrossRef]
- Leu, S.-Y.; Yang, T.-H.; Lo, S.-F.; Yang, T.-H. Optimized material composition to improve the physical and mechanical properties of extruded wood–plastic composites (WPCs). Constr. Build. Mater. 2012, 29, 120–127. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and improved adhesion of wood-plastic composites (WPCs) made with different polymers by treatment with atmospheric pressure rotating plasma jet. Int. J. Adhes. Adhes. 2017, 77, 204–213. [Google Scholar] [CrossRef]
- Dimitriou, A.; Hale, M.D.; Spear, M.J. The effect of pH on surface activation of wood polymer composites (WPCs) with hydrogen peroxide for improved adhesion. Int. J. Adhes. Adhes. 2018, 85, 44–57. [Google Scholar] [CrossRef]
- Dimitriou, A.; Hale, M.D.; Spear, M.J. The effect of four methods of surface activation for improved adhesion of wood polymer composites (WPCs). Int. J. Adhes. Adhes. 2016, 68, 188–194. [Google Scholar] [CrossRef]
- Hao, X.; Xu, J.; Zhou, H.; Tang, W.; Li, W.; Wang, Q.; Ou, R. Interfacial adhesion mechanisms of ultra-highly filled wood fiber/polyethylene composites using maleic anhydride grafted polyethylene as a compatibilizer. Mater. Des. 2021, 212, 110182. [Google Scholar] [CrossRef]
- Zhang, H. Effect of a novel coupling agent, alkyl ketene dimer, on the mechanical properties of wood–plastic composites. Mater. Des. 2014, 59, 130–134. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, L.; Wang, W.; Sun, Y.; Wang, H. Modifying wood veneer with silane coupling agent for decorating wood fiber/high-density polyethylene composite. Constr. Build. Mater. 2019, 224, 691–699. [Google Scholar] [CrossRef]
- Islam, M.S.; Hamdan, S.; Hasan, M.; Ahmed, A.S.; Rahman, M.R. Effect of coupling reactions on the mechanical and biological properties of tropical wood polymer composites (WPC). Int. Biodeterior. Biodegrad. 2012, 72, 108–113. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Lin, L. Investigation of bulk and in situ mechanical properties of coupling agents treated wood plastic composites. Polym. Test. 2017, 58, 292–299. [Google Scholar] [CrossRef]
- Rempp, P.F.; Lutz, P.J. 12—Synthesis of Graft Copolymers. In Comprehensive Polymer Science and Supplements; Allen, G., Bevington, J.C., Eds.; Pergamon: Amsterdam, The Netherlands, 1989; pp. 403–421. ISBN 978-0-08-096701-1. [Google Scholar]
- Gao, H.; Xie, Y.; Ou, R.; Wang, Q. Grafting effects of polypropylene/polyethylene blends with maleic anhydride on the properties of the resulting wood–plastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 150–157. [Google Scholar] [CrossRef]
- Yi, S.; Xu, S.; Li, Y.; Gan, W.; Yi, X.; Liu, W.; Wang, Q.; Wang, H.; Ou, R. Synergistic toughening effects of grafting modification and elastomer-olefin block copolymer addition on the fracture resistance of wood particle/polypropylene/elastomer composites. Mater. Des. 2019, 181, 107918. [Google Scholar] [CrossRef]
- Garnett, J.L.; Ng, L.-T. Additive effects common to radiation grafting and wood plastic composite formation. Radiat. Phys. Chem. 1996, 48, 217–230. [Google Scholar] [CrossRef]
- Poletto, M. Natural oils as coupling agents in recycled polypropylene wood flour composites: Mechanical, thermal and morphological properties. Polym. Polym. Compos. 2020, 28, 443–450. [Google Scholar] [CrossRef]
- Fischer, C.; Drummer, D. Crystallization and Mechanical Properties of Polypropylene under Processing-Relevant Cooling Conditions with respect to Isothermal Holding Time. Int. J. Polym. Sci. 2016, 2016, 5450708. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, Y.; Shao, W.; Ren, Y.; Dong, W.; Zhang, F.; Liu, L.-Z. Crystallization, Structures, and Properties of Different Polyolefins with Similar Grafting Degree of Maleic Anhydride. Polymers 2020, 12, 675. [Google Scholar] [CrossRef]
- Xu, J.; Srinivas, S.; Marand, H.; Agarwal, P. Equilibrium Melting Temperature and Undercooling Dependence of the Spherulitic Growth Rate of Isotactic Polypropylene. Macromolecules 1998, 31, 8230–8242. [Google Scholar] [CrossRef]
- Fang, J.; Zhang, L.; Sutton, D.; Wang, X.; Lin, T. Needleless Melt-Electrospinning of Polypropylene Nanofibres. J. Nanomater. 2012, 2012, 1–9. [Google Scholar] [CrossRef]
- Smith, B. Spectroscopy; MJH Life Sciences: Cranbury, NJ, USA, 2021; pp. 22–25. [Google Scholar]
- Gopanna, A.; Mandapati, R.N.; Thomas, S.P.; Rajan, K.; Chavali, M. Fourier transform infrared spectroscopy (FTIR), Raman spectroscopy and wide-angle X-ray scattering (WAXS) of polypropylene (PP)/cyclic olefin copolymer (COC) blends for qualitative and quantitative analysis. Polym. Bull. 2019, 76, 4259–4274. [Google Scholar] [CrossRef]
- Sakai, K.; Sobue, H. Study of structure and thermal properties of polypropylene and chlorinated polypropylene by infrared spectroscopy and differential scanning calorimetry. J. Appl. Polym. Sci. 1972, 16, 2657–2670. [Google Scholar] [CrossRef]
- Luongo, J.P. Infrared study of polypropylene. J. Appl. Polym. Sci. 1960, 3, 302–309. [Google Scholar] [CrossRef]
- Prasad, A. A quantitative analysis of low density polyethylene and linear low density polyethylene blends by differential scanning calorimetery and fourier transform infrared spectroscopy methods. Polym. Eng. Sci. 1998, 38, 1716–1728. [Google Scholar] [CrossRef]
- Peng, Y.; Li, X.; Wang, W.; Cao, J. Photodegradation of wood flour/polypropylene composites incorporated with carbon materials with different morphologies. Wood Mater. Sci. Eng. 2020, 15, 104–113. [Google Scholar] [CrossRef]
- García, P.G.G.; Ramírez-Aguilar, R.; Torres, M.; Franco-Urquiza, E.A.E.A.; May-Crespo, J.; Camacho, N. Mechanical and thermal behavior dependence on graphite and oxidized graphite content in polyester composites. Polymer 2018, 153, 9–16. [Google Scholar] [CrossRef]
- Li, G.; Lao, W.; Qin, T.; Huang, L. Rapid determination of biomass and polypropylene in three types of wood plastic composites (WPCs) using FTIR spectroscopy and partial least squares regression (PLSR). Holzforschung 2015, 69, 399–404. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, W.; Zhang, S.; Li, J. Preparation and characterization of microencapsulated ammonium polyphosphate with UMF and its application in WPCs. Constr. Build. Mater. 2014, 65, 151–158. [Google Scholar] [CrossRef]
- Qiu, Y.; Zhang, H.; Ding, H.; Rahman, A. Measurement and thermodynamic modeling of wax precipitation in asphalt binder. Mater. Des. 2022, 221, 110957. [Google Scholar] [CrossRef]
- Andrade, J.; Pereira, C.G.; de Almeida Junior, J.C.; Viana, C.C.R.; de Neves, L.N.O.; da Silva, P.H.F.; Bell, M.J.V.; dos Anjos, V.D.C. FTIR-ATR determination of protein content to evaluate whey protein concentrate adulteration. LWT 2019, 99, 166–172. [Google Scholar] [CrossRef]
- Martins, M.S.; Nascimento, M.H.; Barbosa, L.L.; Campos, L.C.G.; Singh, M.N.; Martin, F.L.; Romão, W.; Filgueiras, P.R.; Barauna, V.G. Detection and quantification using ATR-FTIR spectroscopy of whey protein concentrate adulteration with wheat flour. LWT 2022, 172, 114161. [Google Scholar] [CrossRef]
- Stark, N.M.; Matuana, L.M. Characterization of weathered wood–plastic composite surfaces using FTIR spectroscopy, contact angle, and XPS. Polym. Degrad. Stab. 2007, 92, 1883–1890. [Google Scholar] [CrossRef]
- Lv, S.; Tan, H.; Gu, J.; Zhang, Y. Silane Modified Wood Flour Blended with Poly(lactic acid) and its Effects on Composite Performance. Bioresources 2015, 10, 5426–5439. [Google Scholar] [CrossRef]
- Sharma, R.; Maiti, S.N. Effects of crystallinity of polypropylene (PP) on the mechanical properties of PP/styrene-ethylene-butylene-styrene-g-maleic anhydride (SEBS-g-MA)/teak wood flour (TWF) composites. Polym. Bull. 2015, 72, 627–643. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.A.; Santana, O.; Maspoch, M.L. Influence of the Melt Extrusion Process on the Mechanical Behavior and the Thermal Properties of Ethylene Vinyl Alcohol Copolymer by Applying the Successive Self-nucleation and Annealing Thermal Fractionation. Fibers Polym. 2021, 22, 1822–1829. [Google Scholar] [CrossRef]
- Franco-Urquiza, E.; Santana, O.O.; Gamez-Perez, J.; Martinez, A.B.; Maspoch, M.L. Influence of processing on the ethylene-vinyl alcohol (EVOH) properties: Application of the successive self-nucleation and annealing (SSA) technique. Express Polym. Lett. 2010, 4, 153–160. [Google Scholar] [CrossRef]
- Luo, S.; Lv, C.; Chang, L.; Guo, W. Enhancing Crystallization and Toughness of Wood Flour/Polypropylene Composites via Matrix Crystalline Modification: A Comparative Study of Two β-Nucleating Agents. Polymers 2022, 14, 3561. [Google Scholar]
- Cui, L.; Wang, S.; Zhang, Y.; Zhang, Y. Morphology and nonisothermal crystallization behavior of PP/Novolac blends. J. Appl. Polym. Sci. 2007, 105, 379–389. [Google Scholar] [CrossRef]
- Wright, W.W. Plastics Materials, 5th ed.; Brydson, J.A., Ed.; Butterworths: London, UK, 1989; p. 864. ISBN 0-408-00721-4. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
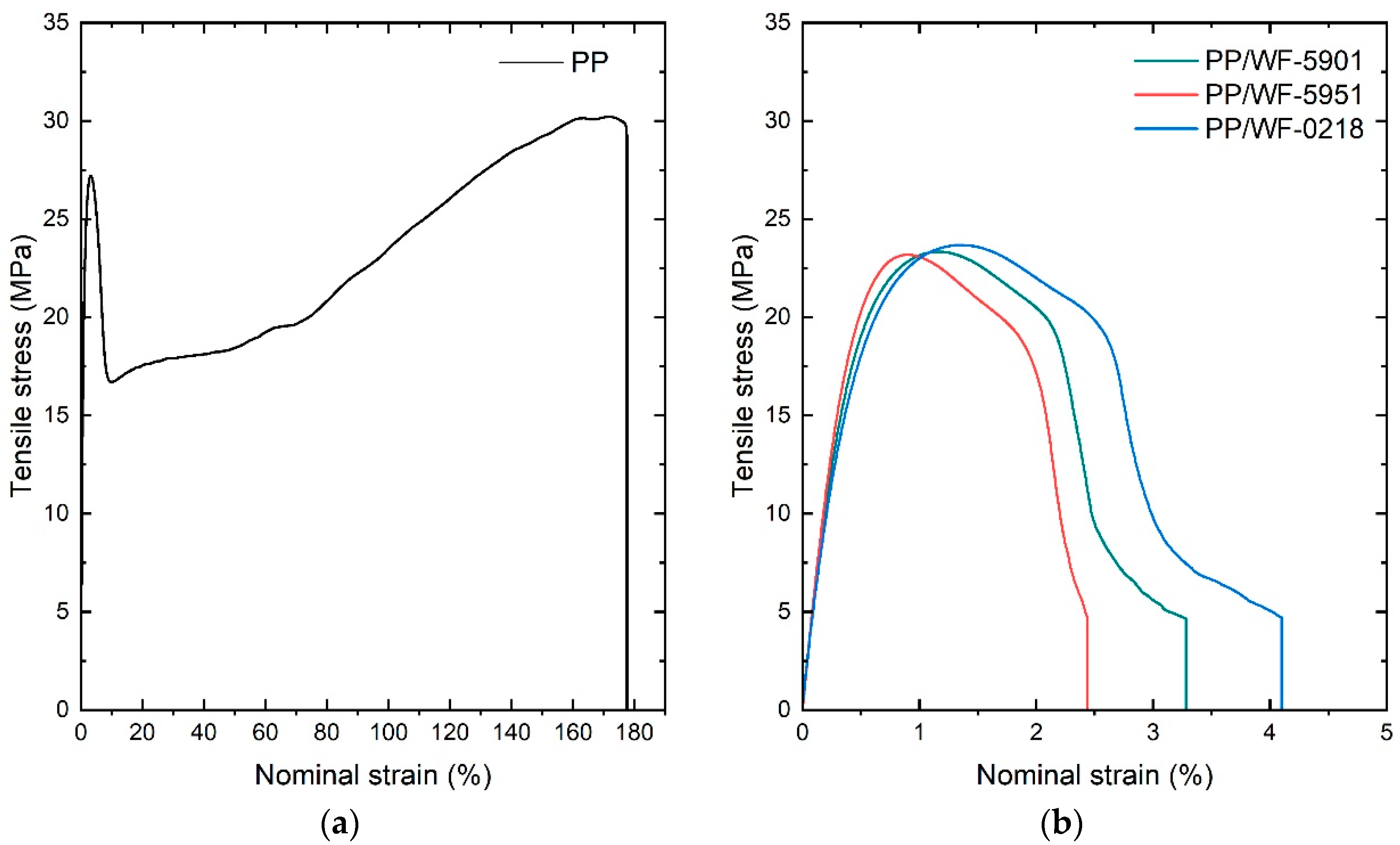
| Material | E (GPa) | σy (MPa) | εt (%) |
|---|---|---|---|
| PP | 27.35 ± 0.64 | 27.16 ± 0.81 | 179.31 ± 5.14 |
| PP/WF-5901 | 47.02 ± 1.61 | 22.50 ± 0.93 | 3.140 ± 0.31 |
| PP/WF-5951 | 49.96 ± 2.38 | 21.43 ± 1.08 | 2.12 ± 0.22 |
| PP/WF-0218 | 45.31 ± 1.29 | 21.49 ± 0.53 | 3.86 ± 0.37 |
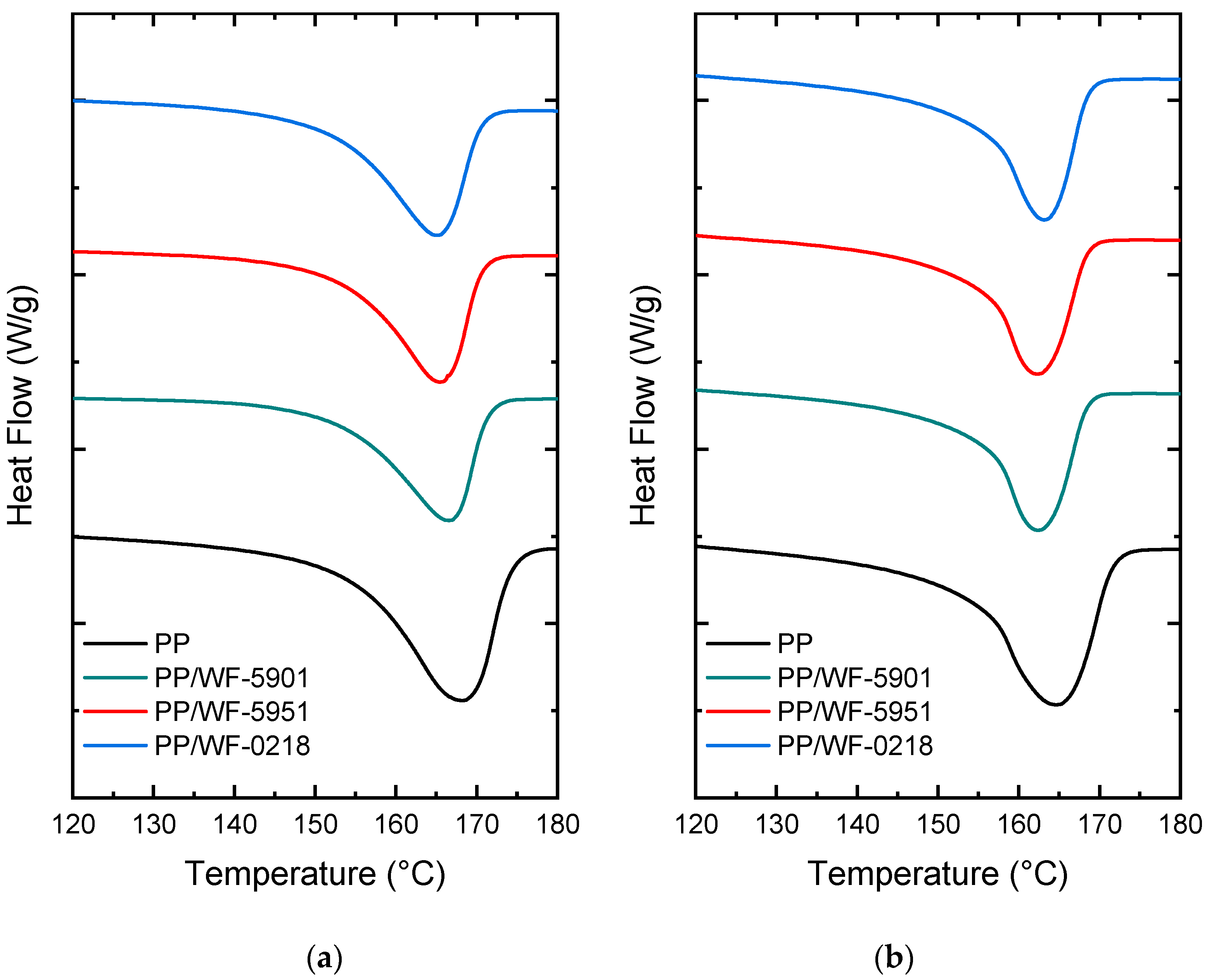
| First Heating | Second Heating | |||
|---|---|---|---|---|
| Material | Tm (°C) | Xm (%) | Tm (°C) | Xm (%) |
| PP | 165.4 | 17.8 | 162.8 | 21.0 |
| PP/WF-5901 | 167.7 | 23.4 | 162.6 | 28.7 |
| PP/WF-5951 | 166.9 | 23.5 | 163.4 | 28.7 |
| PP/WF-0218 | 166.7 | 25.2 | 163.2 | 28.3 |
| First Heating | Second Heating | |||
|---|---|---|---|---|
| Material | Tm (°C) | Xm (%) | Tm (°C) | Xm (%) |
| PP | 168.3 | 16.8 | 164.7 | 20.8 |
| PP/WF-5901 | 166.5 | 29.0 | 162.5 | 29.3 |
| PP/WF-5951 | 165.5 | 26.5 | 162.3 | 28.3 |
| PP/WF-0218 | 165.1 | 23.2 | 163.2 | 29.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zárate-Pérez, C.; Ramírez-Aguilar, R.; Franco-Urquiza, E.A.; Sánchez-Alvarado, C. The Role of Coupling Agents in the Mechanical and Thermal Properties of Polypropylene/Wood Flour Composites. Macromol 2023, 3, 65-78. https://doi.org/10.3390/macromol3010006
Zárate-Pérez C, Ramírez-Aguilar R, Franco-Urquiza EA, Sánchez-Alvarado C. The Role of Coupling Agents in the Mechanical and Thermal Properties of Polypropylene/Wood Flour Composites. Macromol. 2023; 3(1):65-78. https://doi.org/10.3390/macromol3010006
Chicago/Turabian StyleZárate-Pérez, Cecilia, Rodrigo Ramírez-Aguilar, Edgar A. Franco-Urquiza, and Carlos Sánchez-Alvarado. 2023. "The Role of Coupling Agents in the Mechanical and Thermal Properties of Polypropylene/Wood Flour Composites" Macromol 3, no. 1: 65-78. https://doi.org/10.3390/macromol3010006
APA StyleZárate-Pérez, C., Ramírez-Aguilar, R., Franco-Urquiza, E. A., & Sánchez-Alvarado, C. (2023). The Role of Coupling Agents in the Mechanical and Thermal Properties of Polypropylene/Wood Flour Composites. Macromol, 3(1), 65-78. https://doi.org/10.3390/macromol3010006