1. Introduction
Virtual representations of real engineering systems are performed for the purpose of process optimization, accuracy, reliability, and cost-effectiveness. The main focus of this paper is the inspection of mechanical parts during the final stage of quality control using a Coordinate Measuring Machine (CMM). As the final inspection verifies the entire production process, it is crucial to ensure accuracy and reliability throughout the inspection process. To achieve this, a virtual representation of the real measuring system (the concept of Digital Measuring Twins) was created, and measurement simulations were performed. The output data from PTC Creo Parametric 5.0 software (virtual twin) and PC–DMIS software (real twin) are in the form of DMIS codes. The comparison and analysis of these codes were conducted to improve the interoperability between the two systems and address the interoperability issues related to data formats, with the aim of optimizing the information flow within the Digital Twin. Additionally, the measuring system, including the workpiece, CMM, and fixture, was modelled to perform metrological analysis and create a measurement program for simulation on a virtual measuring machine within a CAD environment.
In reference to [
1], the Digital Inspection Twin (DIT) acts as a mirror between the physical and virtual measuring world, and a virtual measurement system is developed for the inspection of standard types of tolerances (e.g., concentricity, perpendicularity). According to [
2], “the Digital Twin contains three main parts: (1) physical products in Real Space, (2) virtual products in Virtual Space, and (3) the connections of data and information that ties the virtual and real products together”. In addition to technological considerations, the influence of Industry 4.0, including the concept of Digital Twins within it, is significant on social, economic, and other issues [
3].
In the Industry 4.0 era, the concept of Digital Twins (DT) has emerged as a promising approach. Digital Twins are virtual representations of physical systems that facilitate bi-directional interaction with their real-world counterparts. These virtual copies play a crucial role in replicating production systems in realtime and enabling comprehensive analysis. A well-defined Digital Twin should provide a wide range of services, including support for activities such as monitoring, maintenance, management, optimization, and safety [
4]. Paper [
5] “reviews the recent development of Digital Twin technologies in manufacturing systems and processes, to analyze the connotation, application scenarios, and research issues of Digital Twin-driven smart manufacturing in the context of Industry 4.0”. Digital Twins are still in development, and their full potential has not yet been realized. The progress in this area indeed depends on the collection and manipulation of information and data [
6]. The collection, storage, and distribution of data related to the geometric characteristics of a part during real-time inspection are addressed in [
7]. In modern industries, a wide array of engineering software and digitalized equipment are extensively utilized throughout the lifecycle of industrial products. Consequently, diverse types of data are generated on a massive scale. Nonetheless, these data often remain disparate and isolated, resulting in suboptimal efficiency and underutilization of these valuable resources [
8]. The prototype-inspection-process planning system is composed of five functional modules, namely, tolerance feature analysis, accessibility analysis, clustering algorithm, path generation, and inspection process simulation [
9]. Software- components are increasingly becoming an essential part of the inspection process because of increasing part complexities in design and the high volume of data captured from different sensors in hardware components. Paper [
10] “presents a virtual replica to work parallel to an integrated inspection system (IIS) for inspection of freeform and complex surfaces based on a metric of their geometric complexity”. Paper [
11] “presents optimisation of a measuring probe path in inspecting the prismatic parts on a CMM”. Paper [
12] “presents a model of prismatic parts (PPs) inspection planning on CMMs, in terms of an intelligent concept of inspection planning”. Efforts are made to optimize the measurement path, and various algorithmic approaches are used to enable the probe to move along an optimal path in that regard [
13].
The issues we encounter pertain to the operability of DMIS codes originating from different software. The inherent differences in code structure and syntax pose challenges in achieving seamless compatibility between the two data formats. This study yields two significant outcomes. Firstly, a novel approach to offline modelling of the CMM’s Digital Twin is presented. This approach offers valuable insights into optimizing the digital representation of the CMM for simulation purposes. Secondly, through a comprehensive analysis and comparison of the two DMIS codes, conclusions are drawn to address the existing interoperability issues. The findings contribute to the ongoing efforts of improving the compatibility and integration between different software systems in the realm of measurement and inspection.
The novelties of this approach are (1) simulation, (2) prediction of collision avoidance and (3) verification of measuring processes by a developed off-line Digital Measuring Twin based on CMM.
Modelling the measuring system introduces the concept of modelling the entire measuring system, including the CMM, measuring part, and fixture. It highlights the basic modelling errors that can lead to an unreliable virtual representation of the real system, ultimately affecting the accuracy and reliability of both the inspection plan and measurement results.
Defining kinematic connections emphasizes the importance of accurately defining and creating kinematic connections between parts and components, again with the aim of ensuring the reliability of the final simulation.
Metrological analysis and inspection planning a necessary metrological analysis is performed through several steps.
Simulating the virtual measuring system encompasses the dual simulation of the measurement path. On one hand, the path is simulated within the PTC Creo Parametric 5.0 software, and on the other hand, the path is simulated within the PC–DMIS software used in real measurements. Additionally, this section provides a brief overview of generating the DMIS code after the virtual measurement simulation is performed.
In the Comparison and Analysis of DMIS Files (PTC Creo and PC–DMIS) for Interoperability Purposes section, we address the essence of the entire simulation. By understanding the differences through parsing one file, we can obtain the other and bridge the information gap related to the flow of information between virtual and real measurements.
2. Modelling the Measuring System
The foundation for realizing the DMT of a measuring system is the modelling of the measuring system, which involves modelling the CMM, the workpiece, and the fixture using PTC Creo Parametric 5.0 software. The process of modelling the measuring system aims to create a virtual representation of the physical measuring system using a 3D CAD software. The purpose of this process is to ensure that the virtual measuring system accurately represents the physical measuring system, which is essential for measurement-process planning.
Considering that the nominal geometry (CAD geometry) is the ideal geometry in the CMM measurement paradigm, the accuracy of the virtual measuring system is of particular importance. Therefore, it is crucial to ensure that each component of the virtual measuring system is accurately represented in the virtual CAD environment. Similarly, the accuracy of the CMM assembly, depending on the number of axes, is influenced by the accuracy of the kinematic connections (the relationship between movable and fixed parts). In this sense, the following points highlight how inaccurately modelled systems can impact the success of the simulation.
This can lead to the CMM planning the path incorrectly, ultimately resulting in measurement errors. In addition, inaccuracies in modelling the fixture can result in incorrect positioning (e.g., eccentricity, etc.) of the workpiece during the simulation, also leading to inaccurate measurements.
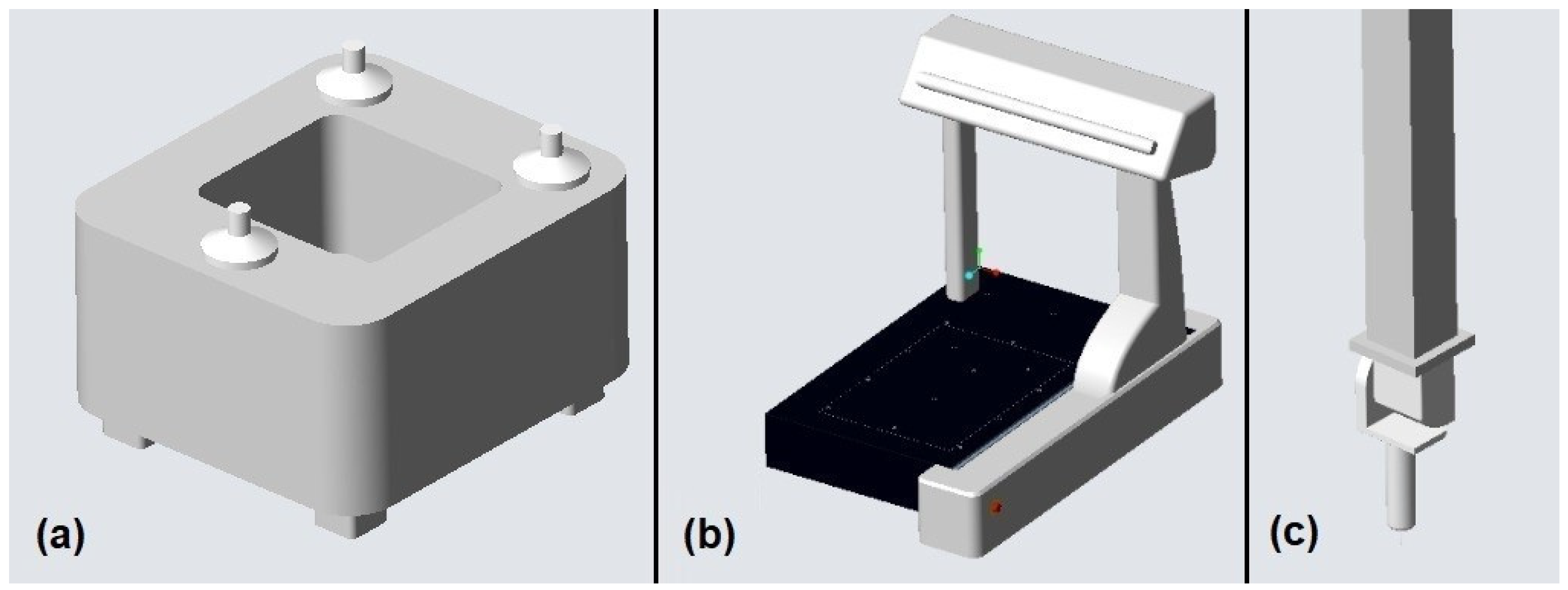
Figure 1 provides an illustration of the fixture in the virtual and real environments.
Figure 2 shows a representation of the Hexagon GLOBAL S CMM in both the real and virtual environments.
Below are specific examples of issues that may arise during the modelling of the measuring system, potentially affecting the accuracy and representativeness of the virtual measuring system.
Inaccurate probe modelling: If the probe used for measurement is not accurately modelled, the simulation results may be inaccurate.
Inaccurate measurement parameters: The virtual measuring system must be configured with precise measurement parameters, such as measurement speed, approach speed, safety distances, etc. If these parameters are not accurately defined, the simulation results may not reflect the measurement process, both in inspection planning and real inspection.
Incorrect measurement methodology: The virtual measuring system must be set up with the correct measurement methodology, including the sequence of measurements and the direction in which the probe moves.
One way to ensure accuracy is to precisely define the kinematic connections between the part, the fixture, and the CMM. Kinematic connections define the relationships between components and how they move relative to each other during measurement. More on this topic will be discussed in the next chapter. Additionally, the types of tolerances being analyzed and the simulation results should be discussed in the context of tolerance analysis. Tolerance analysis is an important aspect of creating an accurate virtual representation of the measuring system. To perform tolerance analysis, it is necessary considering the specified allowable deviations, tolerance-zone positions, and geometric features involved in the tolerances.
Measuring System in the Virtual Environment
To create an accurate virtual representation, each component was modelled with a high level of detail. The measuring system consists of a CMM, fixture, and the workpiece. The Hexagon Global S CMM is a high-precision measuring device designed for use in industrial environments. It offers fast, precise, and reliable measurement capabilities, making it suitable for a range of applications in various industries. The following are the three main components of this machine (
Figure 3):
Machine base—provides stability and support to other components;
Measuring bridge—allows the measuring probe to move along 3 directions and take the necessary positions during the inspection;
Z-axis that contains the rotating head, the control unit (the brain of the CMM), as well as the probe itself on its top.
The depiction of the basic components of the coordinate-measuring machine is shown in
Figure 3.
In addition to the CMM, the fixture used in the real inspection was also modelled. It consists of a stationary base, a movable platform, a nut, and clamping jaws. The finalization of the modelling of the measurement system was achieved by creating a prismatic part on which the inspection will be performed.
3. Defining Kinematic Connections
Based on previous experience in configuring virtual machine tools [
14] and virtual CMM [
15,
16], virtual CMM in this paper is configured. For the purposes of simulating of the virtual CMM in the programming system, it is necessary to configure the machine according to the appropriate kinematic structure as well as the appropriate kinematic links. The required kinematic links for the considered CMM are three translations using a slider-type connection,
Figure 4.
The slider connection is used for the all translatory movement (X, Y, Z). This assembly enables the motion of the model within defined range for each connection. This simulation of the measuring path allows for the motion of movable segments of the virtual CMM, with the probe at the end [
15].
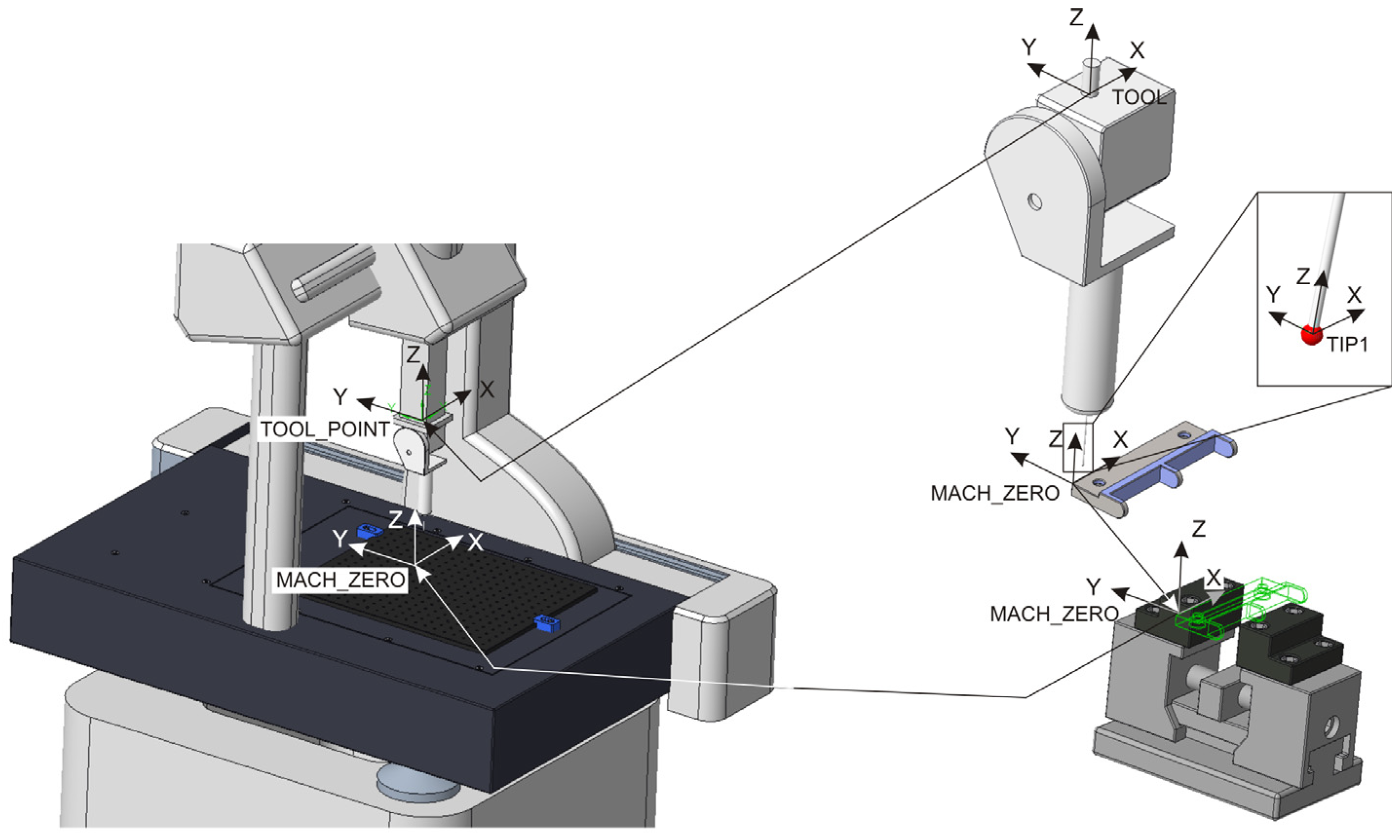
After defining the kinematic connections of the moving parts of the machine, it is necessary to establish a connection between the coordinate systems of the workpiece and the measuring probe on the one hand and workpiece and virtual CMM on the other hand within the CAD/CAM system used (PTC Creo). On the machine, coordinate systems MACH_ZERO are defined on the work table, and TOOL_POINT is defined on the front side of the sensor’s head. MACH_ZERO is also defined on the workpiece and fixture. On the measuring probe, the TOOL coordinate system is defined, which is used to place the measuring probe on the machine by matching it with TOOL_POINT coordinate system. Additionally, the coordinate system in the center of the measurement sensor sphere, referred to as TIP1, is used to generate the measurement path. By aligning the appropriate coordinate systems, the virtual workpiece, fixture and measuring probe are placed on the virtual CMM, as shown in
Figure 5.
The simulation of virtual CMM based on the defined measurement path is shown in
Figure 6. During the simulation of the measuring path, a complete virtual machine can be included in the simulation, with a machine play option [
16]. Once the simulation is completed, the generated measuring path is saved in a CL file (DMIS program).
4. Metrological Analysis: Inspection Planning
Metrological analysis includes the analysis of required tolerances of form and position, the measurement plan, clamping plan, sequence of measured characteristics, configuration of measurement probes, and ultimately the programming of the measurement paths [
17]. In the context of form and position tolerances, we refer to flatness, straightness, concentricity, cylindricity, parallelism, perpendicularity, and symmetry. The technical drawing directly defines and predetermines the surfaces or features (planes, cylinders, circles, lines) that are considered for inspection in order to create the necessary measurement paths and generate a measurement plan. The measurement plan is directly related to the sequence of measured characteristics on the part, as ultimately it is necessary to measure all the required characteristics with the shortest possible path. In this sense, it refers to the measurement efficiency of the process itself.
In the real analysis, the requirements of ISO 1101 should also be considered. For example, a minimum of three points is required for a plane, three points for a circle, and a minimum of six points for a cylinder. However, if that plane is the datum plane with respect to which a position tolerance is being evaluated, it will be programmed with more than three points for accuracy and statistical representativeness of the surface. Similarly, if that circle is the datum for concentricity, more than three points will be used. In this regard, it can be said that for the purpose of efficiency and accuracy of the entire inspection, a minimal but sufficient number of points should be taken on the part, depending on the required tolerances.
In the following,
Figure 7 illustrates the form and position tolerances that have been examined.
The clamping plan logically follows as the next consideration. It is necessary to utilize surfaces that are, so to speak, free from a tolerance perspective, meaning they will not be taken into account during the inspection. In this regard, there is a wide range of standard auxiliary clamping devices available, such as mandrels for cylindrical parts, fixtures for prismatic parts, magnets, and other universal means.
Configuring the measurement probes requires a special analysis during inspection planning and prior to programming. It is necessary to identify and examine which diameter and length of the probe will satisfy the entire inspection. The number of orientations required for such measurements should also be noted. If it is not possible to perform the inspection with a single tool, as many probes as necessary will be included. Calibration of each measurement probe is mandatory in all positions and orientations that will be used during real measurements. Taking into account all the aforementioned considerations, the conditions for programming the measurement path have been established. Each segment of this analysis will be described succinctly but precisely on the specific part where the inspection was conducted.
A probe with a diameter of 2 mm and a length of 40 mm was used. This created the conditions for virtual and later real measurement on the CMM. The following section will describe the procedure for simulating the measurement path within the inspection module of PTC Creo.
5. Simulating the Virtual Measuring System
The simulation of the virtual measurement system is an essential and final step before performing measurements in real conditions. Its purpose is to create a virtual environment for simulating the measurement process, allowing for monitoring of the probe path. The key objective is to identify and, if present, rectify any potential collisions prior to executing the measurement process in the physical world. This is particularly important as it enables the detection and resolution of potential issues before the actual measurement process, thereby saving time and reducing costs associated with human errors. The representation of simulations (measuring paths) is provided in
Figure 8.
In addition to detecting and correcting potential errors, simulation provides several other advantages. For instance, it allows for the optimization of the measurement process, reducing the time and resources required to complete the process. This is particularly beneficial for large and complex manufacturing systems, where the measurement process is partially automated and planning can be time consuming. Furthermore, simulation can help engineers gain a clearer understanding, visualize, and monitor the measurement process, providing valuable insights into the measurement operations.
When the virtual simulation is completed, the output is typically a DMIS file, which contains information about the probe path and parameters. This file can then be used as input for the actual measurement process, providing the sequence of operations, probe plans, measurement paths, etc., ensuring that the same is executed accurately and efficiently.
In the context of this study, the virtual simulation is performed with the aim of generating a PTC Creo DMIS file, which will later be compared with the DMIS file generated by the PC–DMIS software. Thus, we will compare these two codes to gain insight into the compatibility and interoperability of data in the virtual-to-real measurement process. The following is a brief procedure for generating a DMIS file.
Generating the DMIS File
The DMIS file (Dimensional Measuring Interface Standard) is a standardized language used to describe measurement and inspection operations for CMMs [
18]. This section will describe the process of generating a DMIS file using PTC Creo Parametric 5.0 software and highlight its importance in programming a real CMM.
The DMIS file generated during the simulation in PTC Creo describes the measurement path that the CMM will follow during the actual measurement process. By generating a DMIS file based on the virtual measurement system, we can ensure that the real (physical) CMM follows the same path based on the CL (cutter location) file.
To generate the DMIS file, we start by selecting the appropriate measurement path and adjusting measurement parameters such as probe travel speed, safe-mode travel speed, approach distance, and other relevant parameters. The generated DMIS file contains information about the measurement path, including probe positions and orientations, as well as the measurements to be performed at each location. It also includes other relevant information such as measurement parameters and coordinate systems used for the measurements.
Comparing the output DMIS file generated from the simulation in PTC Creo with the DMIS file in PC–DMIS can help identify any differences and inconsistencies in the measurement path. Criteria have been introduced for the analysis of and comparison between these two data formats in order to work on optimizing and resolving interoperability issues. Criteria relevant to the analysis and comparison include differences in syntax, structure, or content of the files. Certain deviations have been identified that could affect the accuracy or reliability of the measurement process, such as loading errors, incorrect data meaning (string), missing data, etc.
6. Comparison and Analysis of DMIS Files (PTC Creo and PC–DMIS) for Interoperability Purposes
After performing the simulation in Creo software, the real measurement was conducted using PC–DMIS software on a CMM.
The culmination of the entire project and analysis lies in the DMIS codes that were studied for the purpose of interoperability in the virtual–real measurement process. Interoperability is defined as the ability of different systems and software applications to communicate and exchange data efficiently. In other words, it is the ability of different technologies to work together and share information without losing data or functionality. In this context, in this paper, we discuss the interoperability of the process using a Digital Twin in a real–virtual environment. Therefore, as already emphasized, an analysis and comparison of the structure, syntax, and content of the two DMIS codes were conducted.
The fact is that both codes are structured in a similar way, with different sections for defining modes, features, alignments, and measurement commands. The essential difference lies in the following: When it comes to the DMIS code derived from the PTC Creo Parametric 5.0 software package, for each measured feature, both the coordinate system and all relevant parameters (approach speed, measurement speed, distances, and accelerations) are separately called. This significantly increases the code’s volume. On the other hand, the coordinate system in the PC–DMIS environment is defined at the beginning, along with relevant alignments, and it applies to all subsequent measured features unless redefined. This also applies to all parameters—they can be adjusted at any point in the program, and if not explicitly defined at the beginning, default values are assumed.
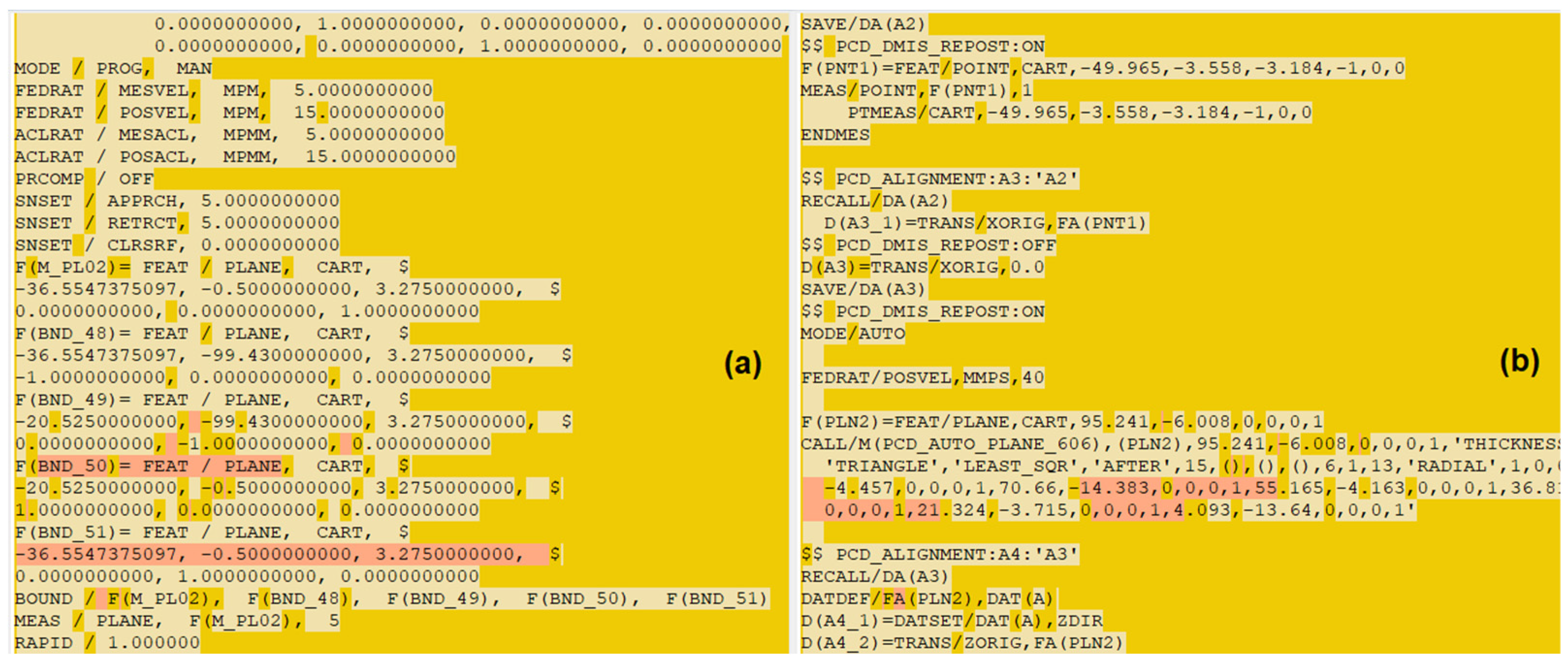
Figure 9 precisely demonstrates such a difference within the code originating from PTC Creo Parametric 5.0 software (1) and PC–DMIS software (2). FEDRAT, ACLRAT, and other parameters are invoked before each feature (1), while these parameters in the PC–DMIS software are defined at the beginning and remain valid unless redefined (2).
Furthermore, when it comes to Creo’s DMIS code, alignments are not explicitly defined in the code itself; only the coordinate system is defined. These alignments with the CMM axes (which are crucial for accurate results) are determined later onsite during the actual measurement.
When importing a DMIS program generated by PTC Creo into the control unit of a real CMM, the CMM software will typically prompt us to define alignments. We will need to specify which features to use for aligning the coordinate system. It all depends on the specific software used on the CMM. Some CMM software may ask the user to define the alignment when importing a DMIS file from PTC Creo, while others may require the user to manually define alignments using commands within the DMIS file. It is also possible that the software has a default alignment it uses when no alignment is specified in the DMIS file. These are key factors for the accuracy of the overall inspection.
Creo’s DMIS code does not include temperature compensation, so that is another parameter to evaluate for accuracy. Temperature compensation on a CMM refers to adjusting measurement data based on the effects of temperature variations on the CMM and the workpiece being measured. Temperature changes can cause expansion or contraction of CMM components, probes, the worktable, and the overall machine structure, resulting in measurement errors. To compensate for these effects, CMM software may include a temperature compensation function that adjusts measurements based on temperature readings on the CMM and/or the workpiece. It is precisely this type of compensation (depending on the material and its temperature characteristics) that the DMIS code within PC–DMIS software possesses. Compensation can be achieved using mathematical formulas or using temperature sensors placed at specific locations on the CMM and the workpiece. Temperature compensation is an important factor in ensuring accurate and repeatable measurement results.
Another reason for the increased volume of Creo’s DMIS code is the way measurement features are generated. Let us take the example of generating a plane. So, a location-based measured plane is defined using so-called boundary planes. Several lines of code contain information about the coordinates of these boundary planes, defining the plane being measured (the one being inspected). On the other hand, within PC–DMIS code, there is no need to create boundary planes because by defining the coordinate system and alignments at the beginning, we have accurately determined the location of all geometric features on the part.
7. Conclusions
DMT is one of the fundamental concepts of Industry 4.0. It represents the integration between virtual and real environments and is created for the purpose of optimization, simulation, monitoring, and the verification of measurement processes. This study presents a new approach to modelling a CMM-based Digital Measuring Twin in an offline mode. On the other hand, for the purpose of system interoperability, DMIS codes originating from different software are compared and analyzed. Based on the simulation results and the analysis of the two codes, the conclusion is drawn that the main obstacles to interoperability between the two systems are the information gap and differences in code structure and syntax. The analysis presents fundamental differences and the way they can be overcome. This paper provides an overview of the entire inspection process, from modelling to actual measurements on the Hexagon DEA GLOBAL S CMM. Differences in the structure of DMIS code between PTC Creo and PC–DMIS have implications for the safety and effectiveness of the measurement process. Creo code includes more information for each measured characteristic, which increases the code volume and potentially leads to errors if not managed properly. On the other hand, PC–DMIS defines the coordinate system and relevant parameters at the beginning, which can make the code simpler and easier to manage. Additionally, Creo’s DMIS code does not explicitly define alignments within the code itself, while PC–DMIS does. This can affect measurement accuracy and require additional steps during the measurement process. Moreover, Creo’s DMIS code does not include temperature compensation, which is an important parameter to consider for accurate measurements. The novelties of this approach are (1) simulation, (2) prediction of collision avoidance and (3) verification of measuring processes by a developed off-line Digital Measuring Twin based on CMM.
The limitations of this comparison method lie in the fact that the conclusions cannot be generalized as they only apply to the specific compared software. Future research approaches will be based on further analysis of output data (codes) through specialized software applications.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}