

Compact Optical System Based on Scatterometry for Off-Line and Real-Time Monitoring of Surface Micropatterning Processes

 , and
, and 
Abstract
1. Introduction
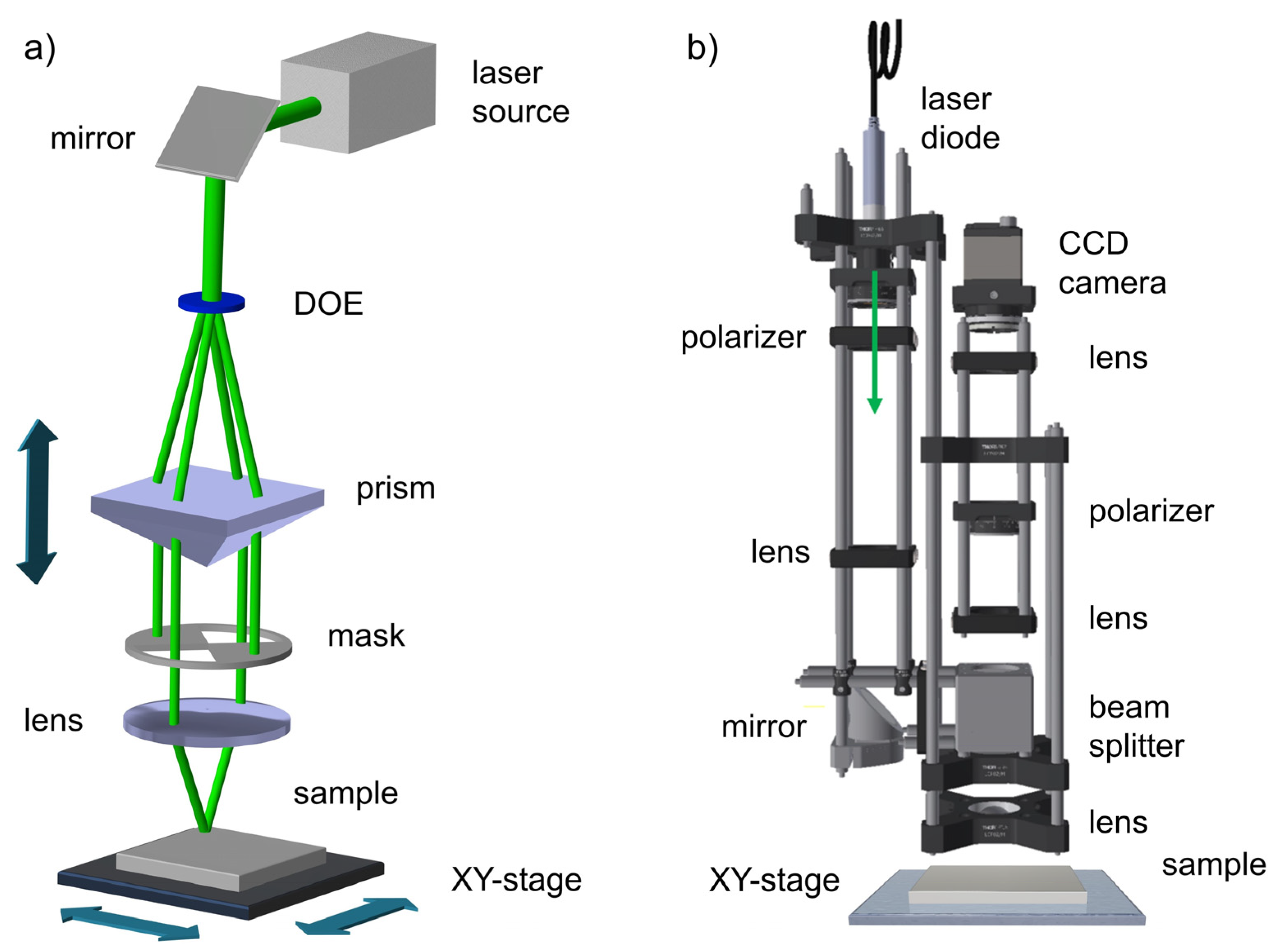
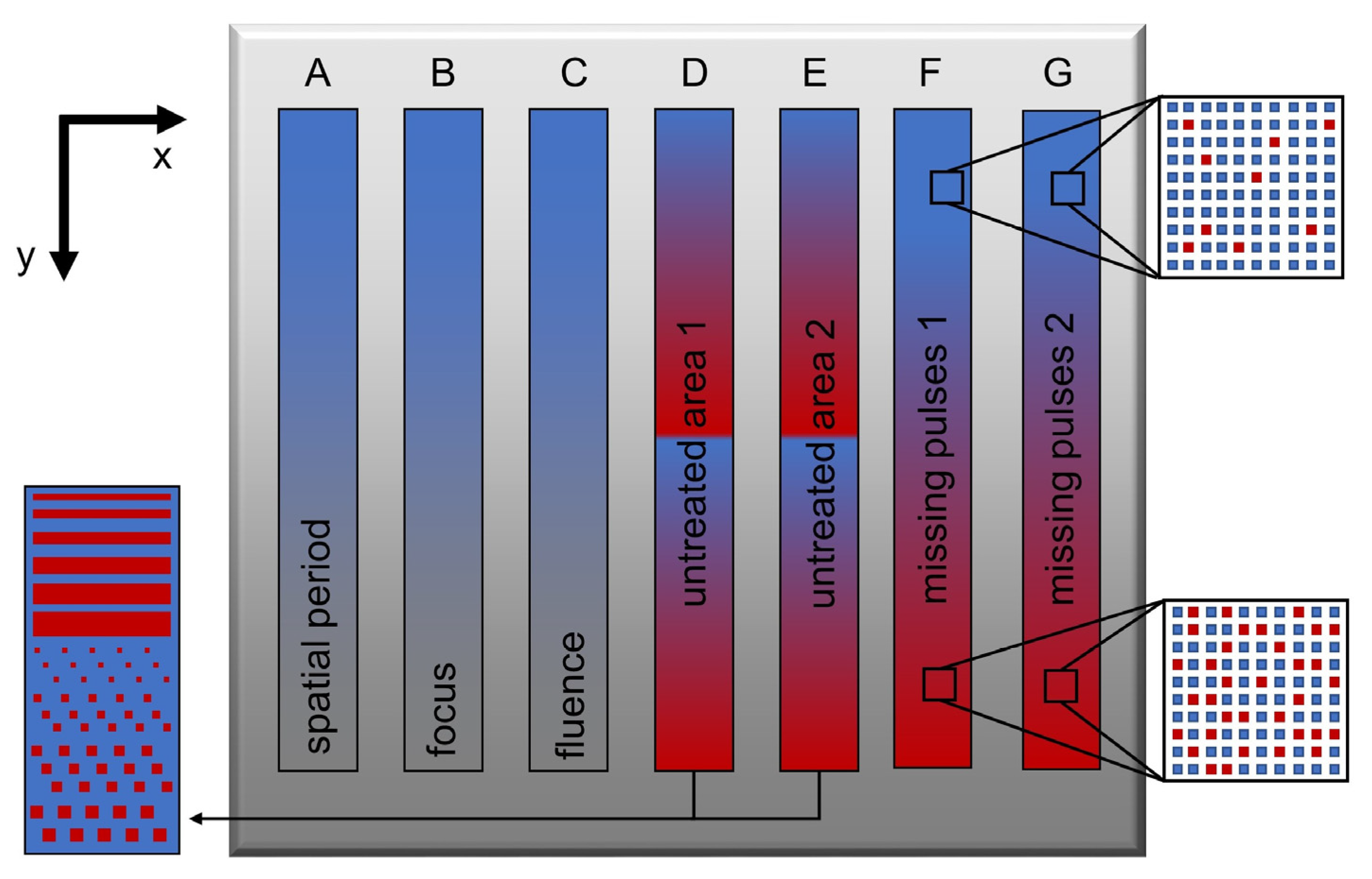
2. Materials and Methods
3. Results and Discussion
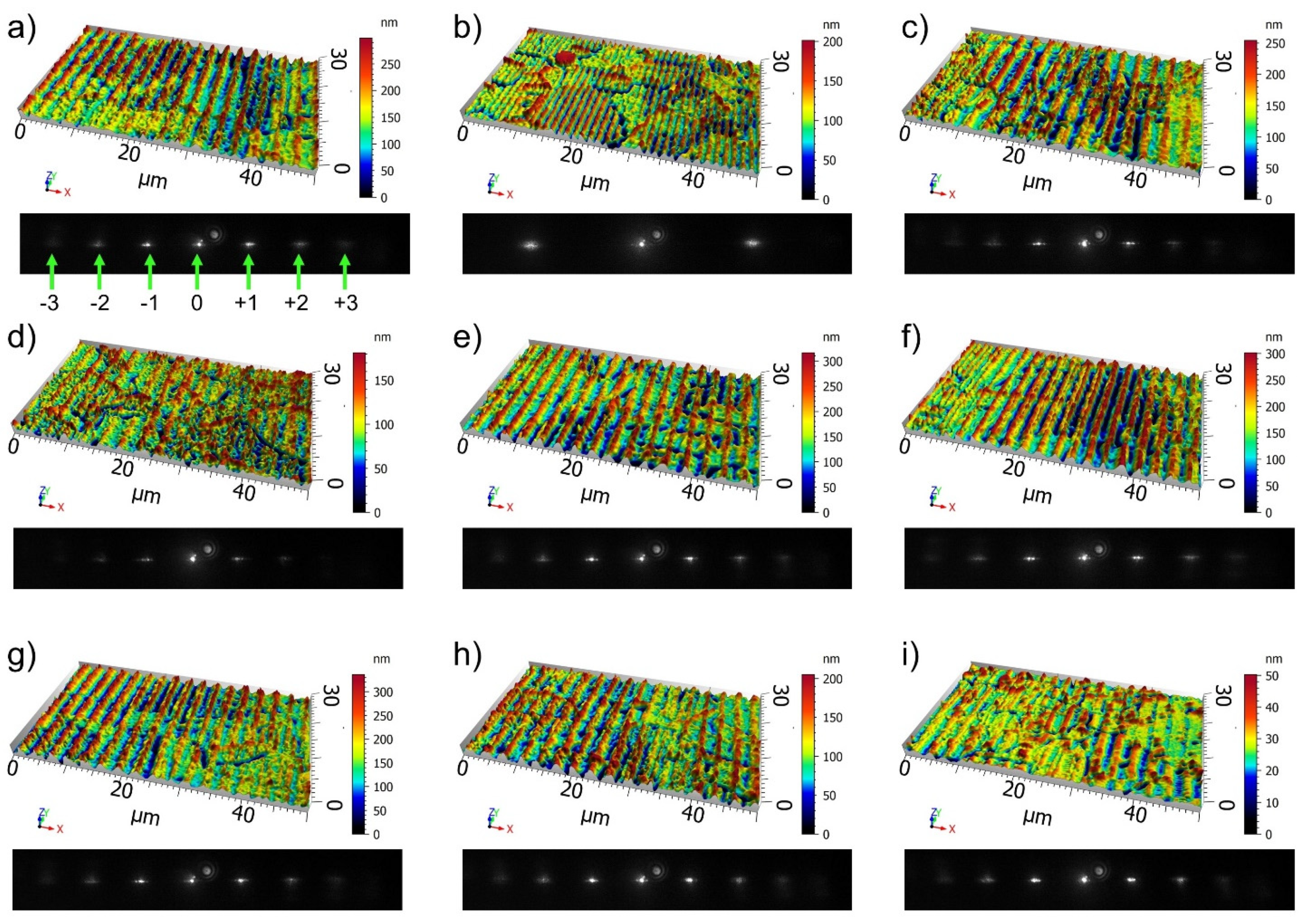
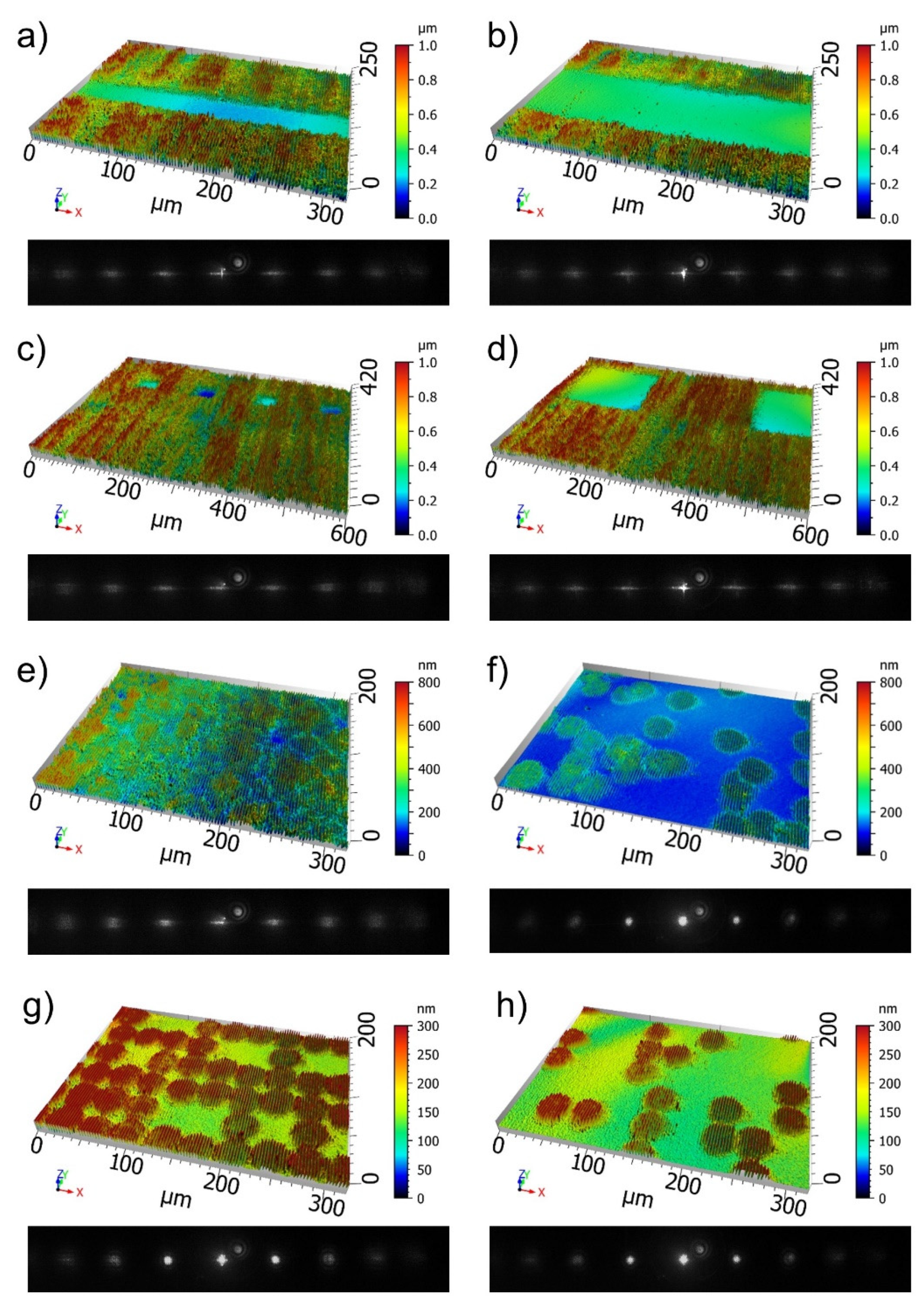
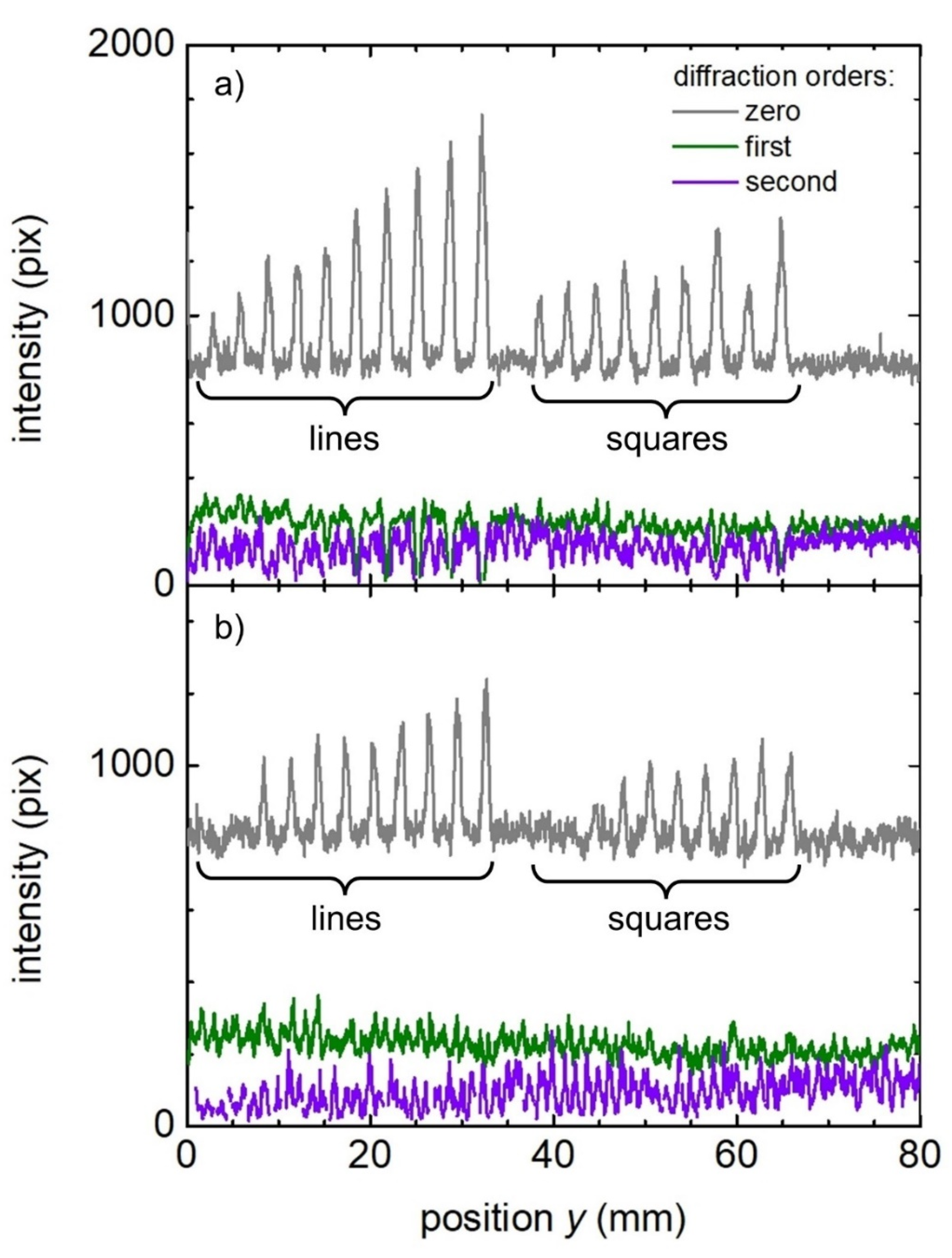
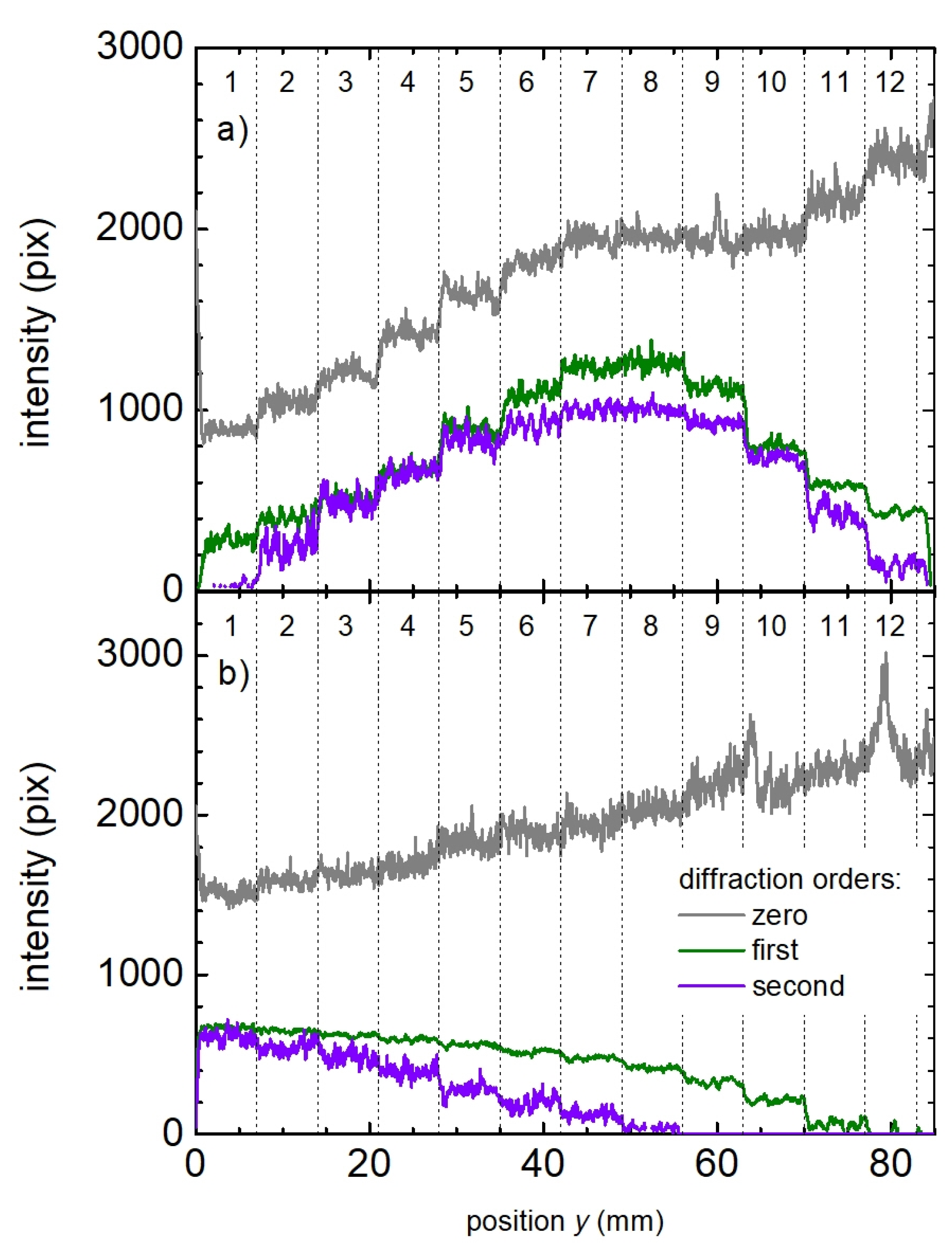
3.1. Morphology of Structured Surfaces and Associated Diffraction Patterns
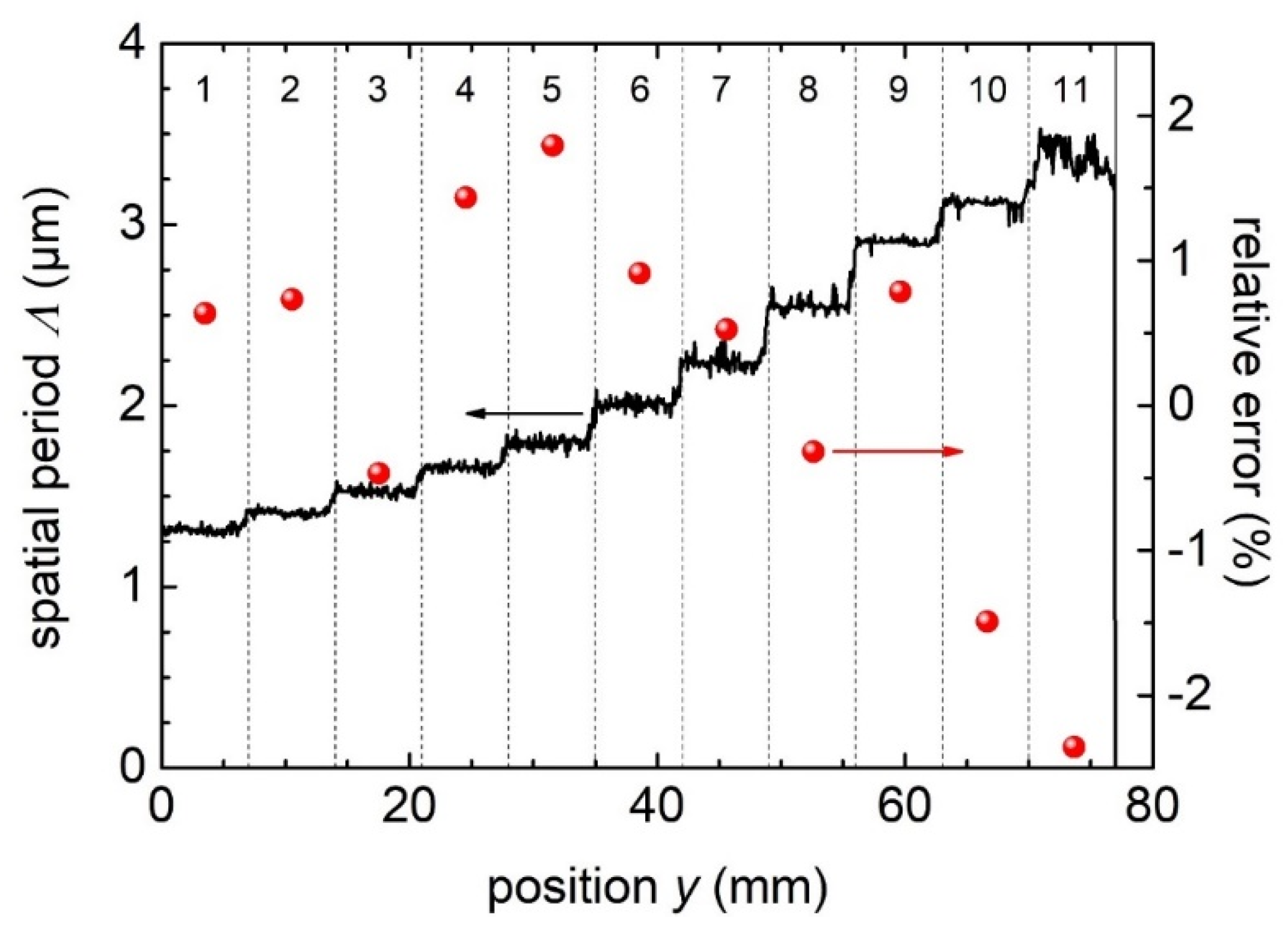
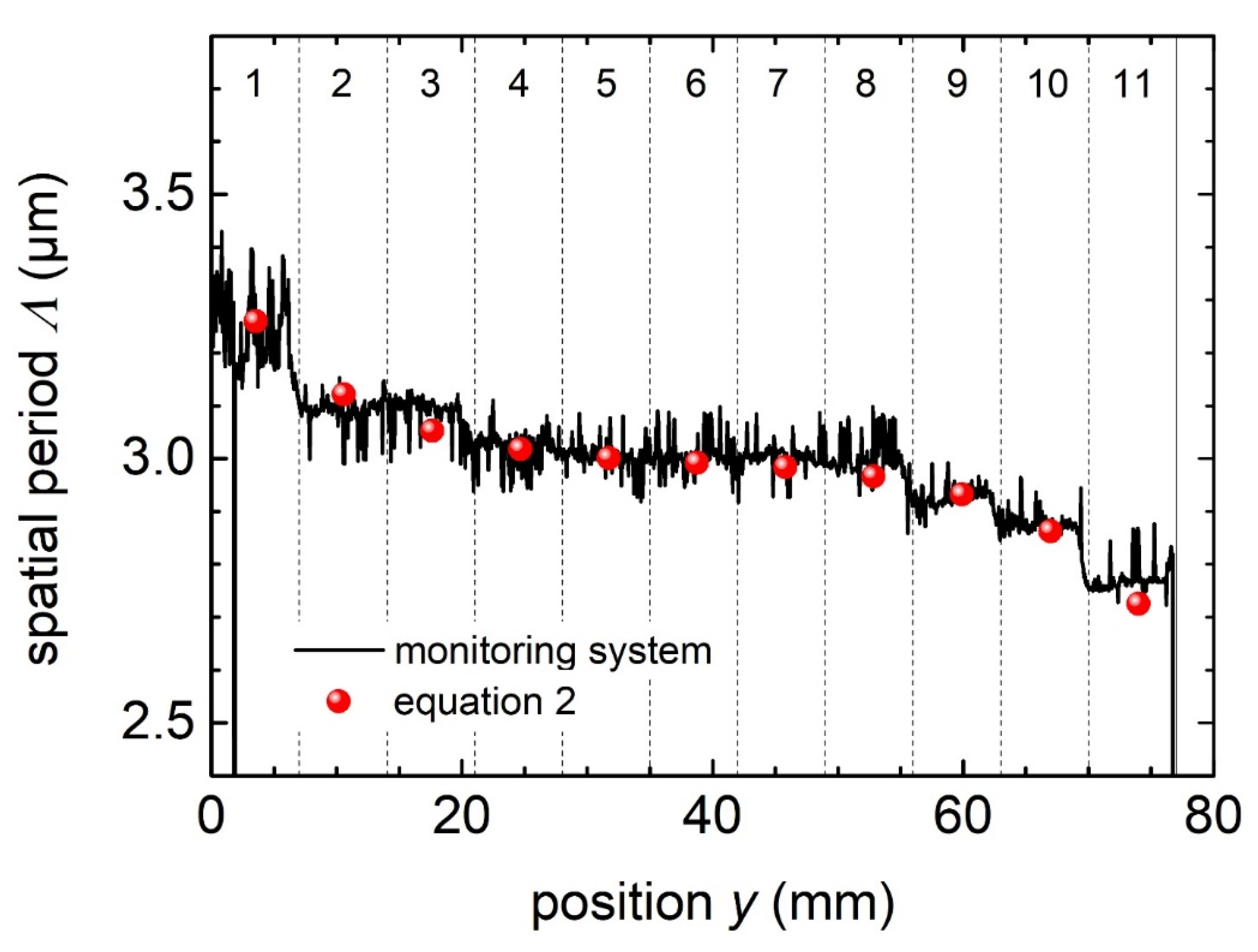
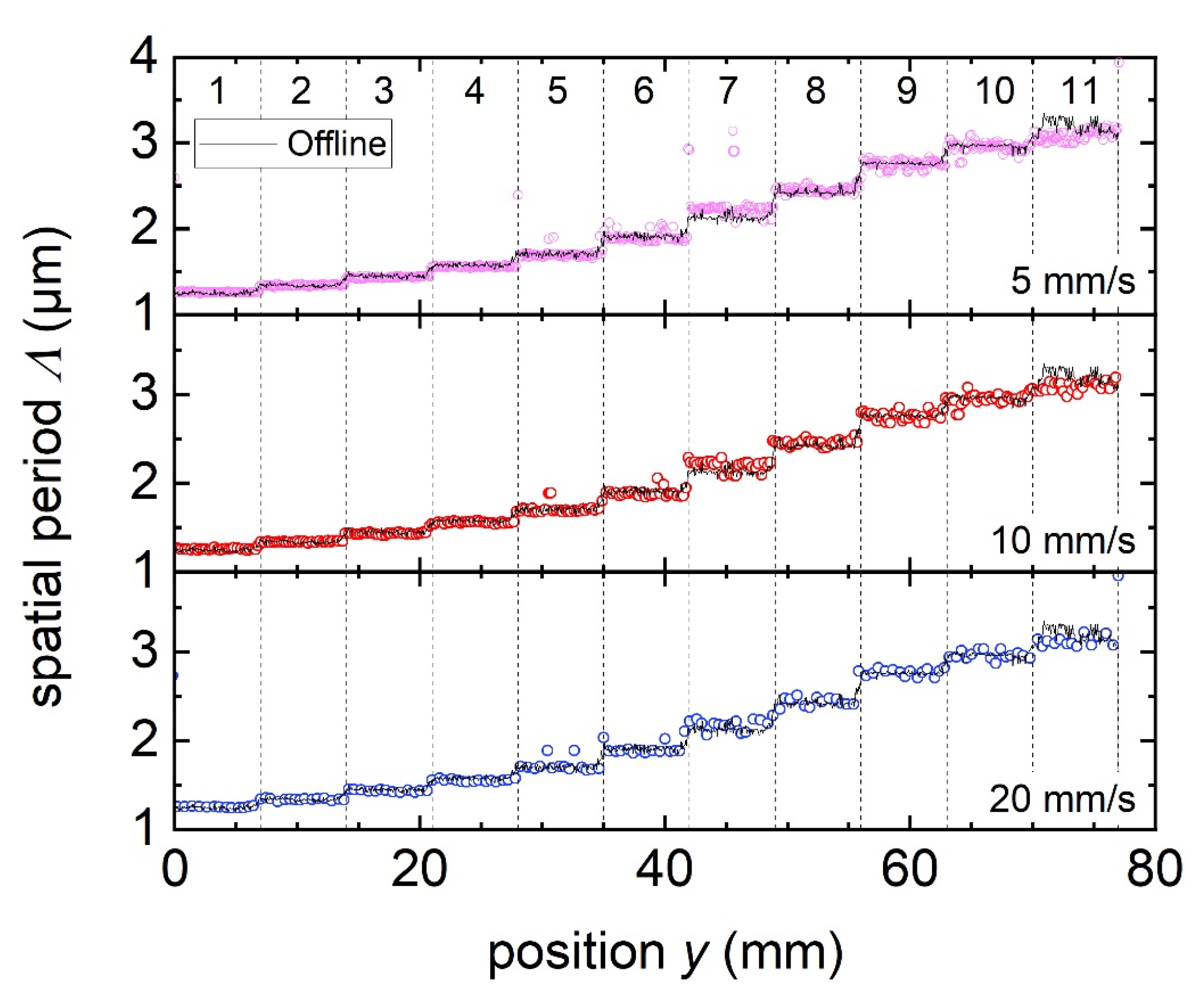
3.2. Off-Line Evaluation
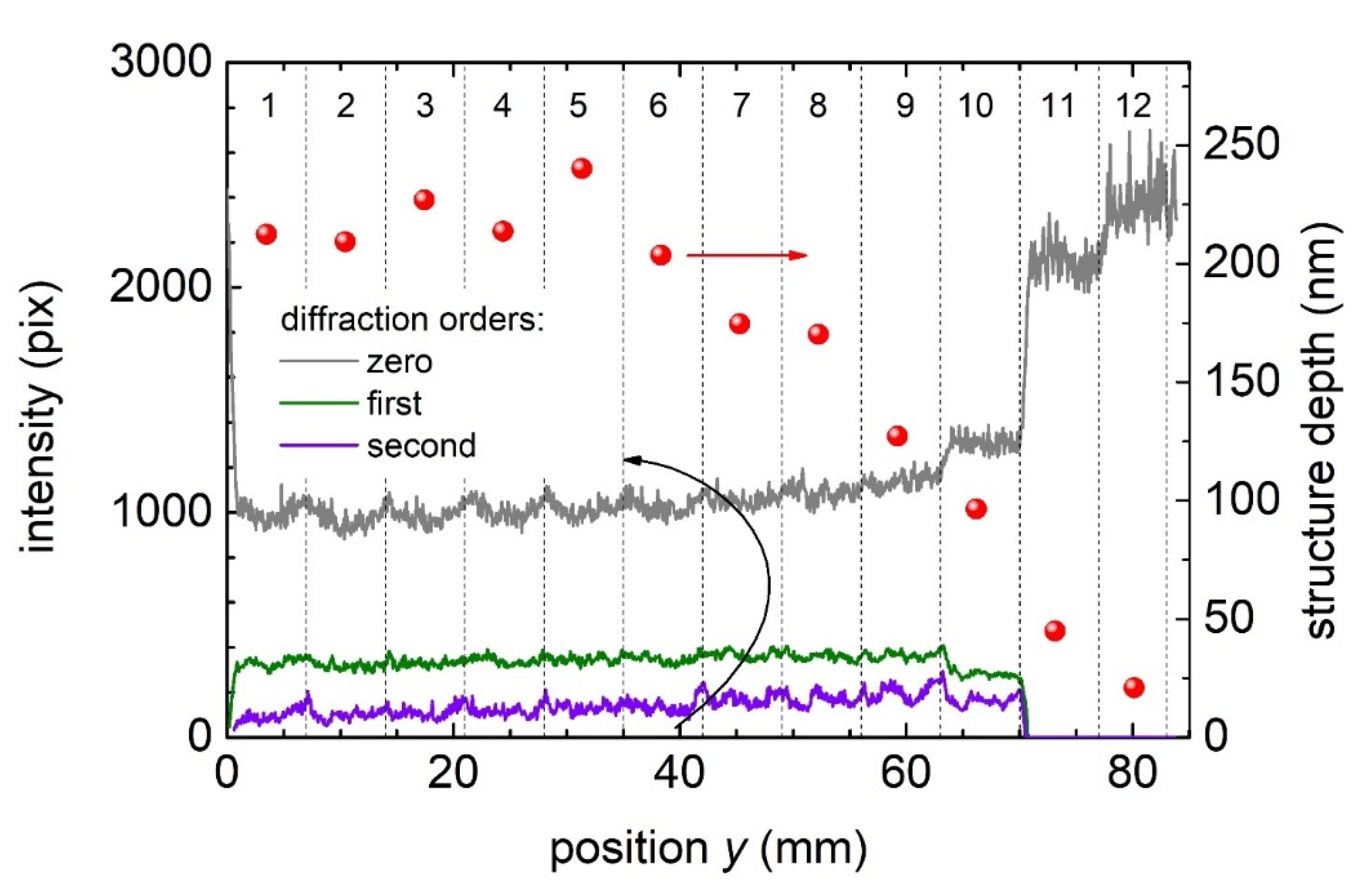
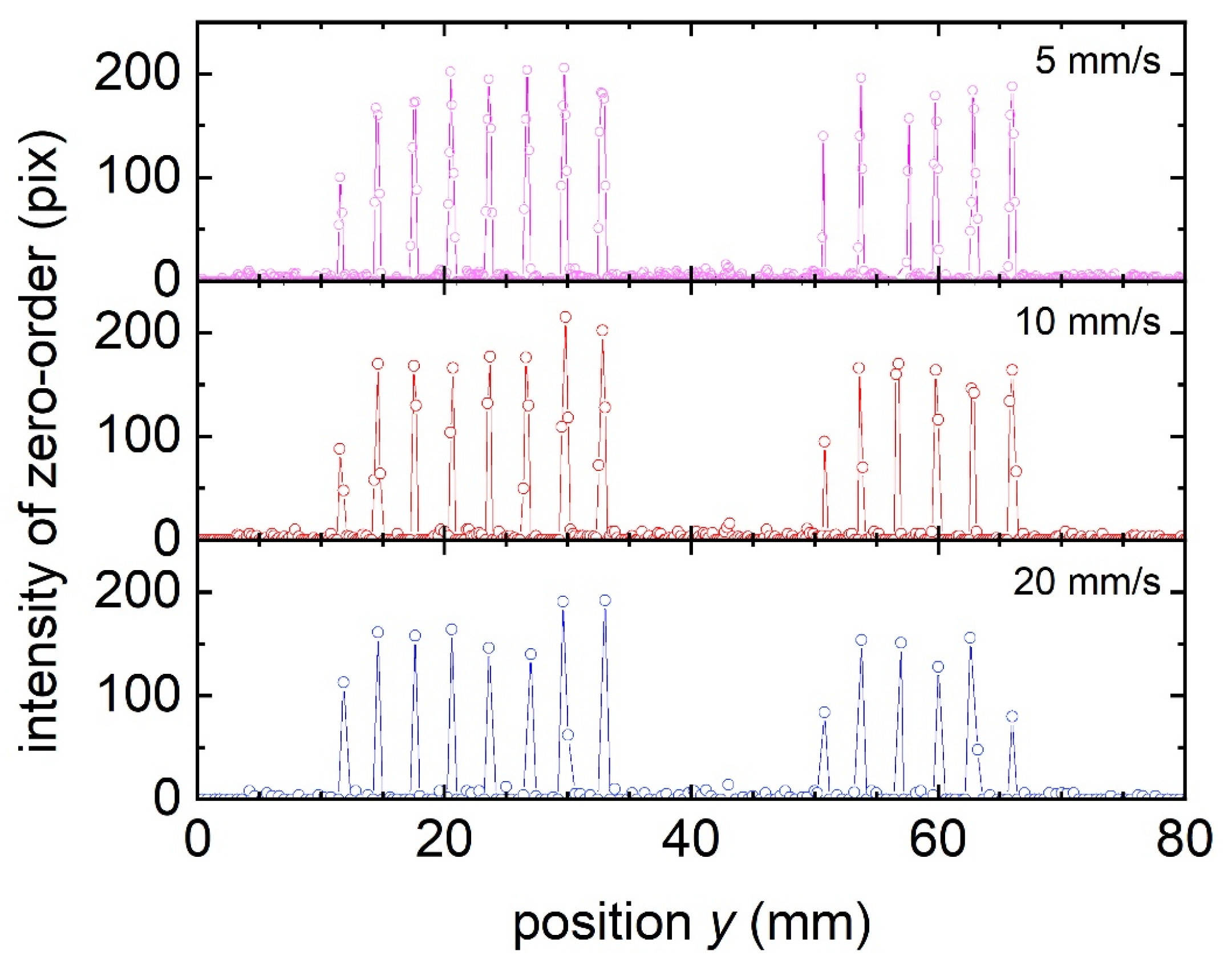
3.3. Real-Time Evaluation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Phillips, K.C.; Gandhi, H.H.; Mazur, E.; Sundaram, S.K. Ultrafast Laser Processing of Materials: A Review. Adv. Opt. Photon. 2015, 7, 684–712. [Google Scholar] [CrossRef]
- Malinauskas, M.; Žukauskas, A.; Hasegawa, S.; Hayasaki, Y.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Ultrafast Laser Processing of Materials: From Science to Industry. Light Sci. Appl. 2016, 5, e16133. [Google Scholar] [CrossRef] [PubMed]
- Stratakis, E.; Bonse, J.; Heitz, J.; Siegel, J.; Tsibidis, G.D.; Skoulas, E.; Papadopoulos, A.; Mimidis, A.; Joel, A.C.; Comanns, P.; et al. Laser Engineering of Biomimetic Surfaces. Mater. Sci. Eng. R 2020, 141, 100562. [Google Scholar] [CrossRef]
- Vorobyev, A.Y.; Guo, C. Multifunctional Surfaces Produced by Femtosecond Laser Pulses. J. Appl. Phys. 2015, 117, 033103. [Google Scholar] [CrossRef]
- Bonse, J.; Höhm, S.; Kirner, S.V.; Rosenfeld, A.; Krüger, J. Laser-Induced Periodic Surface Structures— A Scientific Evergreen. IEEE J. Sel. Top. Quant. 2017, 23, 9000615. [Google Scholar] [CrossRef]
- El-Kady, M.F.; Kaner, R.B. Direct Laser Writing of Graphene Electronics. ACS Nano 2014, 8, 8725–8729. [Google Scholar] [CrossRef] [PubMed]
- Bonse, J. Quo Vadis LIPSS?—Recent and Future Trends on Laser-Induced Periodic Surface Structures. Nanomaterials 2020, 10, 1950. [Google Scholar] [CrossRef]
- Lasagni, A.F. Laser Interference Patterning Methods: Possibilities for High-Throughput Fabrication of Periodic Surface Patterns. Adv. Opt. Tech. 2017, 6, 265–275. [Google Scholar] [CrossRef]
- Voisiat, B.; Zwahr, C.; Lasagni, A.F. Growth of Regular Micro-Pillar Arrays on Steel by Polarization-Controlled Laser Interference Patterning. Appl. Surf. Sci. 2019, 471, 1065–1071. [Google Scholar] [CrossRef]
- Indrišiūnas, S.; Voisiat, B.; Gedvilas, M.; Račiukaitis, G. New Opportunities for Custom-Shape Patterning Using Polarization Control in Confocal Laser Beam Interference Setup. J. Laser. Appl. 2017, 29, 011501. [Google Scholar] [CrossRef]
- Mulko, L.; Soldera, M.; Lasagni, A.F. Structuring and Functionalization of Non-Metallic Materials Using Direct Laser Interference Patterning: A Review. Nanophotonics 2022, 11, 203–240. [Google Scholar] [CrossRef]
- Tran, D.V.; Lam, Y.C.; Wong, B.S.; Zheng, H.Y.; Hardt, D.E. Quantification of Thermal Energy Deposited in Silicon by Multiple Femtosecond Laser Pulses. Opt. Express 2006, 14, 9261–9268. [Google Scholar] [CrossRef] [PubMed]
- Tran, D.V.; Lam, Y.C.; Zheng, H.Y.; Wong, B.S.; Hardt, D.E. Direct Observation of the Temperature Field during Ablation of Materials by Multiple Femtosecond Laser Pulses. Appl. Surf. Sci. 2007, 253, 7290–7294. [Google Scholar] [CrossRef]
- Schröder, N.; Vergara, G.; Voisat, B.; Lasagni, A.F. Monitoring the Heat Accumulation during Fabrication of Surface Micropatterns on Metallic Surfaces Using Direct Laser Interference Patterning. J. Laser Micro Nanoeng. 2020, 15, 150–157. [Google Scholar]
- Schröder, N.; Teutoburg-Weiss, S.; Vergara, G.; Lasagni, A.F. New Approach for Monitoring a Direct Laser Interference Patterning Process Using a Combination of an Infrared Camera and a Diffraction Measurement System. J. Laser Micro Nanoeng. 2021, 16, 131–137. [Google Scholar]
- Langeheinecke, H.J.; Tutunjian, S.; Soldera, M.; Wegner, W.; Lasagni, A.F. Analyzing the Electromagnetic Radiations Emitted during a Laser-Based Surface Pre-Treatment Process for Aluminium Using Diode Sensors as an Approach for High-Resolution Online Monitoring. J. Laser Micro Nanoeng. 2022, 17, 141–149. [Google Scholar] [CrossRef]
- Stauter, C.; Gérard, P.; Fontaine, J.; Engel, T. Laser Ablation Acoustical Monitoring. Appl. Surf. Sci. 1997, 109–110, 174–178. [Google Scholar] [CrossRef]
- Steege, T.; Alamri, S.; Lasagni, A.F.; Kunze, T. Detection and Analysis of Photo-Acoustic Emission in Direct Laser Interference Patterning. Sci. Rep. 2021, 11, 14540. [Google Scholar] [CrossRef]
- Rodríguez, F.; Cotto, I.; Dasilva, S.; Rey, P.; der Straeten, K.V. Speckle Characterization of Surface Roughness Obtained by Laser Texturing. Procedia Manuf. 2017, 13, 519–525. [Google Scholar] [CrossRef]
- Li, L.; Haggans, C.W. Convergence of the Coupled-Wave Method for Metallic Lamellar Diffraction Gratings. J. Opt. Soc. Am. A 1993, 10, 1184–1189. [Google Scholar] [CrossRef]
- Moharam, M.G.; Gaylord, T.K. Rigorous Coupled-Wave Analysis of Grating Diffraction—E-Mode Polarization and Losses. J. Opt. Soc. Am. 1983, 73, 451–455. [Google Scholar] [CrossRef]
- Lalanne, P.; Morris, G.M. Highly Improved Convergence of the Coupled-Wave Method for TM Polarization. J. Opt. Soc. Am. A 1996, 13, 779–784. [Google Scholar] [CrossRef]
- Knop, K. Rigorous Diffraction Theory for Transmission Phase Gratings with Deep Rectangular Grooves. J. Opt. Soc. Am. 1978, 68, 1206–1210. [Google Scholar] [CrossRef]
- Oh, C.; Escuti, M.J. Numerical Analysis of Polarization Gratings Using the Finite-Difference Time-Domain Method. Phys. Rev. A 2007, 76, 043815. [Google Scholar] [CrossRef]
- Ichikawa, H. Electromagnetic Analysis of Diffraction Gratings by the Finite-Difference Time-Domain Method. J. Opt. Soc. Am. A 1998, 15, 152–157. [Google Scholar] [CrossRef]
- Delort, T.; Maystre, D. Finite-Element Method for Gratings. J. Opt. Soc. Am. A 1993, 10, 2592–2601. [Google Scholar] [CrossRef]
- Bao, G.; Chen, Z.; Wu, H. Adaptive Finite-Element Method for Diffraction Gratings. J. Opt. Soc. Am. A 2005, 22, 1106–1114. [Google Scholar] [CrossRef]
- Harvey, J.E.; Pfisterer, R.N. Understanding Diffraction Grating Behavior: Including Conical Diffraction and Rayleigh Anomalies from Transmission Gratings. Opt. Eng. 2019, 58, 087105. [Google Scholar] [CrossRef]
- Harvey, J.E.; Pfisterer, R.N. Understanding Diffraction Grating Behavior, Part II: Parametric Diffraction Efficiency of Sinusoidal Reflection (Holographic) Gratings. Opt. Eng. 2020, 59, 017103. [Google Scholar] [CrossRef]
- Michalek, A.; Jwad, T.; Penchev, P.; See, T.L.; Dimov, S. Inline LIPSS Monitoring Method Employing Light Diffraction. J. Micro Nanomanuf. 2020, 8, 011002. [Google Scholar] [CrossRef]
- Teutoburg-Weiss, S.; Voisiat, B.; Soldera, M.; Lasagni, A.F. Development of a Monitoring Strategy for Laser-Textured Metallic Surfaces Using a Diffractive Approach. Materials 2020, 13, 53. [Google Scholar] [CrossRef] [PubMed]
- Schröder, N.; Fischer, C.; Soldera, M.; Bouchard, F.; Voisiat, B.; Lasagni, A.F. Approach for Monitoring the Topography of Laser-Induced Periodic Surface Structures Using a Diffraction-Based Measurement Method. Mater. Lett. 2022, 324, 132794. [Google Scholar] [CrossRef]
- Fu, Y.; Soldera, M.; Wang, W.; Voisiat, B.; Lasagni, A.F. Picosecond Laser Interference Patterning of Periodical Micro-Architectures on Metallic Molds for Hot Embossing. Materials 2019, 12, 3409. [Google Scholar] [CrossRef] [PubMed]
- Culjak, I.; Abram, D.; Pribanic, T.; Dzapo, H.; Cifrek, M. A Brief Introduction to OpenCV. In Proceedings of the 2012 35th International Convention MIPRO, Opatija, Croatia, 21–25 May 2012; IEEE: New York, NY, USA, 2012; pp. 1725–1730. [Google Scholar]
- Gärtner, A. Development of Methods for the Processing of Three Dimensional Surfaces by Means of Direct Laser Interference Patterning; Technische Universität Dresden: Dresden, Germany, 2015. [Google Scholar]
- Voisiat, B.; Wang, W.; Holzhey, M.; Lasagni, A.F. Improving the Homogeneity of Diffraction Based Colours by Fabricating Periodic Patterns with Gradient Spatial Period Using Direct Laser Interference Patterning. Sci. Rep. 2019, 9, 7801. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample A | Sample B | Sample C | Sample D | Sample E | Sample F | Sample G | |||
|---|---|---|---|---|---|---|---|---|---|
| Field # | Spatial Period (µm) | Focus Deviation (mm) | Fluence (J/cm2) | Unpatterned Line Width (µm) | Unpatterned Squares Edge (µm) | Unpatterned Line Width (µm) | Unpatterned Squares Edge (µm) | Error prob. (%) | Error prob. (%) |
| 1 | 1.3 | 0.31 | 0.751 | 35 | 35 | 7 | 7 | 0 | 0 |
| 2 | 1.4 | 0.15 | 0.741 | 70 | 70 | 14 | 9.9 | 10 | 10 |
| 3 | 1.5 | 0.07 | 0.728 | 140 | 140 | 28 | 19.8 | 20 | 20 |
| 4 | 1.7 | 0.03 | 0.708 | 210 | 210 | 42 | 29.7 | 30 | 30 |
| 5 | 1.8 | 0.01 | 0.682 | 280 | 280 | 56 | 39.6 | 40 | 40 |
| 6 | 2.0 | 0 | 0.657 | 350 | 350 | 70 | 49.5 | 50 | 50 |
| 7 | 2.3 | −0.01 | 0.632 | 420 | 490 | 84 | 59.4 | 60 | 60 |
| 8 | 2.5 | −0.03 | 0.535 | 490 | 560 | 98 | 69.3 | 70 | 70 |
| 9 | 2.9 | −0.07 | 0.481 | 560 | 630 | 126 | 79.2 | 80 | 80 |
| 10 | 3.1 | −0.15 | 0.362 | 630 | - | 140 | 89.1 | 90 | 90 |
| 11 | 3.3 | −0.31 | 0.216 | - | - | 154 | 99.0 | 95 | 95 |
| 12 | - | - | 0.031 | - | - | - | 108.9 | 97.5 | 97.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soldera, M.; Teutoburg-Weiss, S.; Schröder, N.; Voisiat, B.; Lasagni, A.F. Compact Optical System Based on Scatterometry for Off-Line and Real-Time Monitoring of Surface Micropatterning Processes. Optics 2023, 4, 198-213. https://doi.org/10.3390/opt4010014
Soldera M, Teutoburg-Weiss S, Schröder N, Voisiat B, Lasagni AF. Compact Optical System Based on Scatterometry for Off-Line and Real-Time Monitoring of Surface Micropatterning Processes. Optics. 2023; 4(1):198-213. https://doi.org/10.3390/opt4010014
Chicago/Turabian StyleSoldera, Marcos, Sascha Teutoburg-Weiss, Nikolai Schröder, Bogdan Voisiat, and Andrés Fabián Lasagni. 2023. "Compact Optical System Based on Scatterometry for Off-Line and Real-Time Monitoring of Surface Micropatterning Processes" Optics 4, no. 1: 198-213. https://doi.org/10.3390/opt4010014
APA StyleSoldera, M., Teutoburg-Weiss, S., Schröder, N., Voisiat, B., & Lasagni, A. F. (2023). Compact Optical System Based on Scatterometry for Off-Line and Real-Time Monitoring of Surface Micropatterning Processes. Optics, 4(1), 198-213. https://doi.org/10.3390/opt4010014