Mechanical Properties of Laser-Sintered 3D-Printed Cobalt Chromium and Soft-Milled Cobalt Chromium


Abstract
1. Introduction
2. Materials and Methods
2.1. Physical Testing of Material
2.2. Analysis of Fracture Surface
2.3. Statistical Analysis
3. Results
3.1. Mechanical Testing
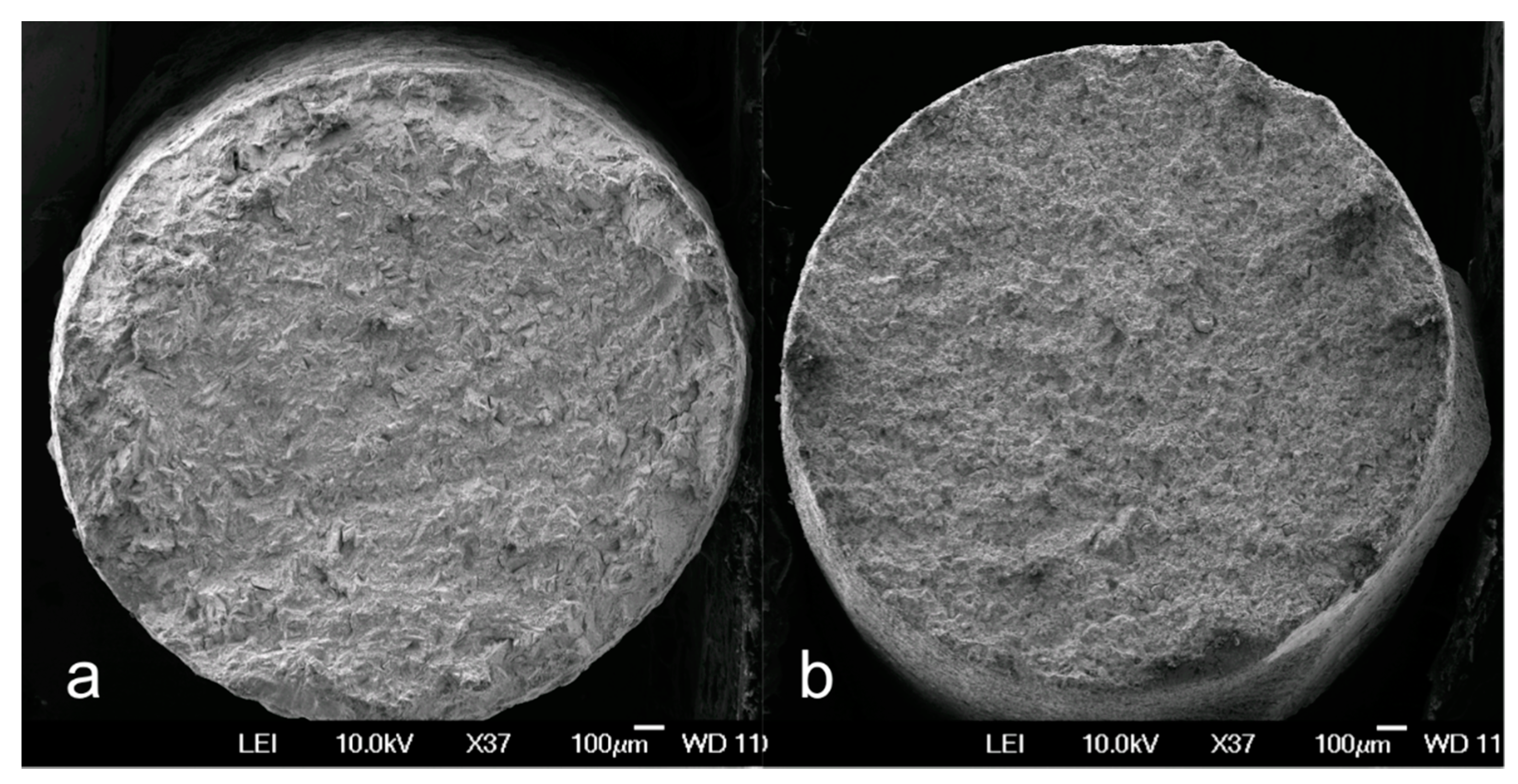
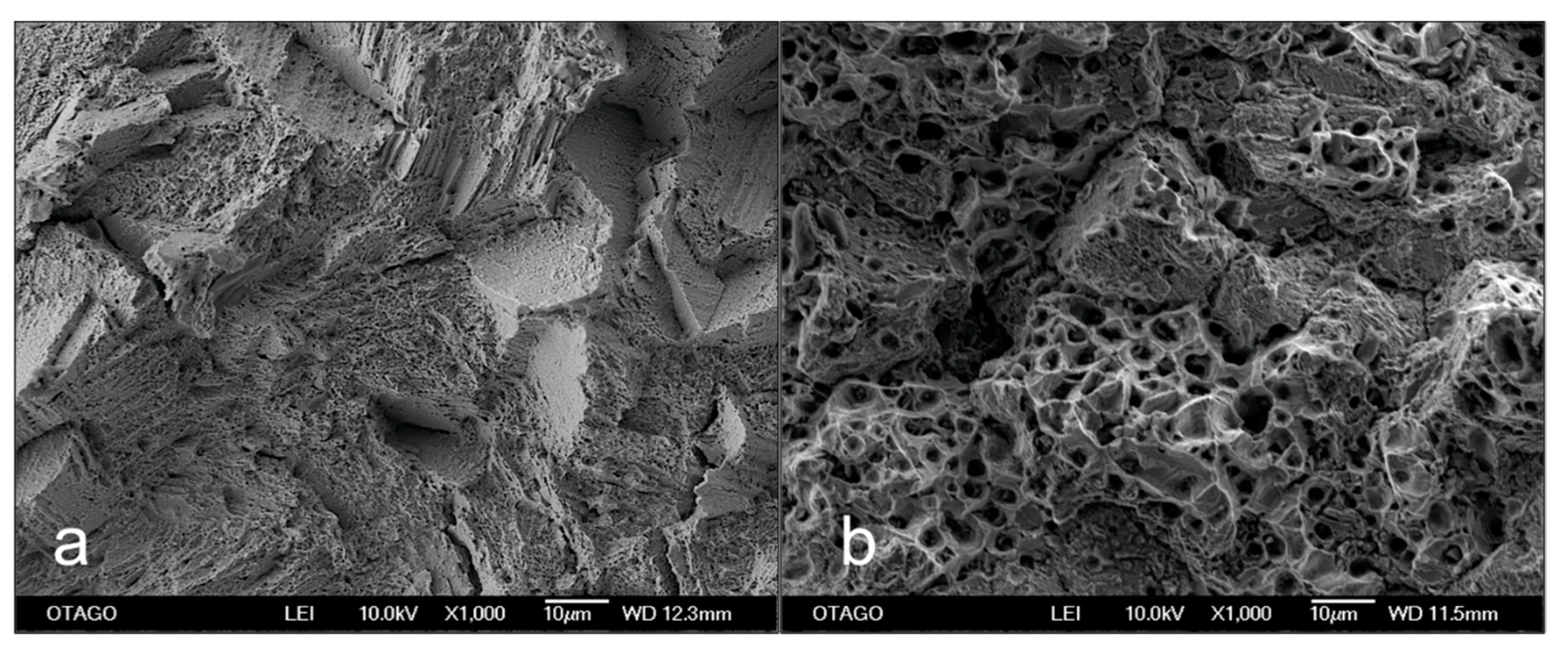
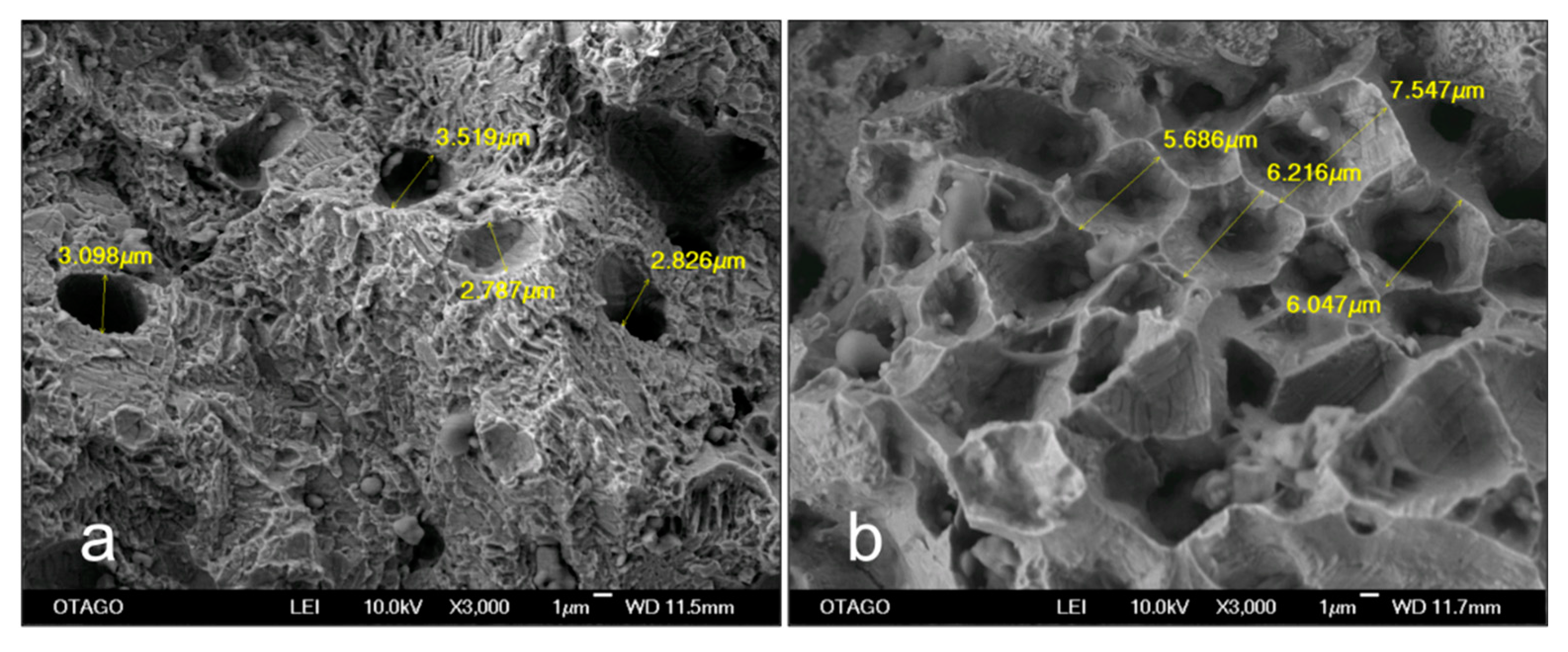
3.2. Fractography
4. Discussion
5. Conclusions
- Laser sintering manufacturing produces specimens that have superior ultimate tensile strength and proof stress than specimens produced by soft-milled manufacturing method.
- Elastic modulus for CoCr can be calculated equally correctly using tensile testing and nanoindentation.
- Soft milling of CoCr does produce structures with small porosities throughout, likely due to escaping binding polymer.
- Those porosities contribute to reduced ultimate tensile strength and proof stress of soft-milled CoCr.
- Laser sintering and soft milling manufacturing techniques both produce CoCr structures with highly satisfactory mechanical properties.
Author Contributions
Funding
Conflicts of Interest
References
- Abduo, J.; Lyons, K. Rationale for the Use of CAD/CAM Technology in Implant Prosthodontics. Int. J. Dent. 2013, 2013, 1–8. [Google Scholar] [CrossRef]
- Roberts, H.W.; Berzins, D.W.; Moore, B.K.; Charlton, D.G. Metal-Ceramic Alloys in Dentistry: A Review. J. Prosthodont. 2009, 18, 188–194. [Google Scholar] [CrossRef]
- Anusavice, K.J.; Shen, C.; Rawls, H.R. (Eds.) Phillips’ Science of Dental Materials, 12th ed.; Elsevier Health Sciences: London, UK, 2012. [Google Scholar]
- Barucca, G.; Santecchia, E.; Majni, G.; Girardin, E.; Bassoli, E.; Denti, L.; Gatto, A.; Iuliano, L.; Moskalewicz, T.; Mengucci, P. Structural characterization of biomedical Co–Cr–Mo components produced by direct metal laser sintering. Mater. Sci. Eng. C 2015, 48, 263–269. [Google Scholar] [CrossRef]
- Wataha, J.C. Alloys for prosthodontic restorations. J. Prosthet. Dent. 2002, 87, 351–363. [Google Scholar] [CrossRef]
- Barazanchi, A.; Li, K.C.; Al-Amleh, B.; Lyons, K.; Waddell, J.N. Additive Technology: Update on Current Materials and Applications in Dentistry. J. Prosthodont. 2016, 26, 156–163. [Google Scholar] [CrossRef]
- Choi, Y.-J.; Koak, J.-Y.; Heo, S.-J.; Kim, S.-K.; Ahn, J.-S.; Park, D.-S. Comparison of the mechanical properties and microstructures of fractured surface for Co-Cr alloy fabricated by conventional cast, 3-D printing laser-sintered and CAD/CAM milled techniques. J. Korean Acad. Prosthodont. 2014, 52, 67–78. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chiba, A. Nanoarchitectured Co–Cr–Mo orthopedic implant alloys: Nitrogen-enhanced nanostructural evolution and its effect on phase stability. Acta Biomater. 2013, 9, 6259–6267. [Google Scholar] [CrossRef]
- Li, K.C.; Prior, D.J.; Waddell, J.N.; Swain, M.V. Comparison of the microstructure and phase stability of as-cast, CAD/CAM and powder metallurgy manufactured Co–Cr dental alloys. Dent. Mater. 2015, 31, e306–e315. [Google Scholar] [CrossRef] [PubMed]
- Van Noort, R. The future of dental devices is digital. Dent. Mater. 2012, 28, 3–12. [Google Scholar] [CrossRef] [PubMed]
- Abduo, J.; Lyons, K.; Bennamoun, M. Trends in Computer-Aided Manufacturing in Prosthodontics: A Review of the Available Streams. Int. J. Dent. 2014, 2014, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Krug, K.-P.; Knauber, A.W.; Nothdurft, F.P. Fracture behavior of metal-ceramic fixed dental prostheses with frameworks from cast or a newly developed sintered cobalt-chromium alloy. Clin. Oral Investig. 2014, 19, 401–411. [Google Scholar] [CrossRef]
- Koutsoukis, T.; Zinelis, S.; Eliades, G.; Al-Wazzan, K.; Al Rifaiy, M.; Al Jabbari, Y.S. Selective Laser Melting Technique of Co-Cr Dental Alloys: A Review of Structure and Properties and Comparative Analysis with Other Available Techniques. J. Prosthodont. 2015, 24, 303–312. [Google Scholar] [CrossRef]
- Kelly, J.R.; Benetti, P.; Rungruanganunt, P.; Della Bona, A. The slippery slope—Critical perspectives on in vitro research methodologies. Dent. Mater. 2012, 28, 41–51. [Google Scholar] [CrossRef]
- Anusavice, K.J.; Kakar, K.; Ferree, N. Which mechanical and physical testing methods are relevant for predicting the clinical performance of ceramic-based dental prostheses? Clin. Oral Implant. Res. 2007, 18, 218–231. [Google Scholar] [CrossRef]
- Kathuria, Y. Microstructuring by selective laser sintering of metallic powder. Surf. Coat. Technol. 1999, 116, 643–647. [Google Scholar] [CrossRef]
- Wataha, J.C.; Messer, R.L. Casting alloys. Dent. Clin. N. Am. 2004, 48, 499–512. [Google Scholar] [CrossRef]
- Gokhale, A.; Patel, G. Quantitative fractographic analysis of variability in tensile ductility of a squeeze cast Al–Si–Mg base alloy. Mater. Charact. 2005, 54, 13–20. [Google Scholar] [CrossRef]
- Salak, A. Ferrous Powder Metullargy; Cambridge International Science Publishing: Cambridge, UK, 1997. [Google Scholar]
- Chawla, N.; Deng, X. Microstructure and mechanical behavior of porous sintered steels. Mater. Sci. Eng. A 2005, 390, 98–112. [Google Scholar] [CrossRef]
- Kilner, T. Static mechanical properties of cast and siner-annealed cobalt-chromium surgical implants. J. Mater. Sci. 1986, 21, 1349–1356. [Google Scholar] [CrossRef]
- Li, B.; Mukasyan, A.S.; Varma, A. Combustion synthesis of CoCrMo orthopedic implant alloys: Microstructure and properties. Mater. Res. Innov. 2003, 7, 245–252. [Google Scholar] [CrossRef]
- Denti, L. Evaluation of performance of cast and laser-sintered cr-co alloys for dental applications. Int. J. Appl. Eng. Rest. 2017, 12, 3801–3809. [Google Scholar]
- Li, K.C. Microstructure and Phase Stability of Three Dental Cobalt Chromium Alloys Used for Porcelain-Fused-to-Metal Restorations during Thermal Processing. Ph.D. Thesis, University of Otago, Dunedin, New Zealand, 2015. [Google Scholar]
- Xiang, N.; Xin, X.-Z.; Chen, J.; Wei, B. Metal–ceramic bond strength of Co–Cr alloy fabricated by selective laser melting. J. Dent. 2012, 40, 453–457. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.R.; Jang, S.-H.; Kim, Y.K.; Son, J.S.; Min, B.K.; Kim, K.; Kwon, T.-Y. Microstructures and Mechanical Properties of Co-Cr Dental Alloys Fabricated by Three CAD/CAM-Based Processing Techniques. Materials 2016, 9, 596. [Google Scholar] [CrossRef] [PubMed]
- Wu, L.; Zhu, H.; Gai, X.; Wang, Y. Evaluation of the mechanical properties and porcelain bond strength of cobalt-chromium dental alloy fabricated by selective laser melting. J. Prosthet. Dent. 2014, 111, 51–55. [Google Scholar] [CrossRef] [PubMed]
- Stawarczyk, B.; Eichberger, M.; Hoffman, R.; Noack, F.; Schweiger, J.; Edelhoff, D.; Beuer, F. A novel cad/cam base metal compared to conventional cocrmo alloys:An in-vitro study of the long-term. Oral Health Dent. Manag. 2014, 13, 17. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimens | Brand | Manufacturer | Co | Cr | Mo | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|---|
| LS CoCr * | CobaltChrome (MP1) | EOS | 60–65% | 26–30% | 5–7% | <1% | <1% | <1% |
| SM CoCr † | Sintron | Amaan Girrbach | 66% | 28% | 5% | <1% | <1% | <1% |
| Manufacturing Method | Elastic Modulus (GPa) | Ultimate Tensile Strength (MPa) | 0.2% Off Set Proof Stress (MPa) |
|---|---|---|---|
| LS CoCr * | 196.2 (26.3) | 1090.3 (27.4) | 608.8 (23.8) |
| SM CoCr † | 180.4 (59.9) | 915.9 (42.7) | 549.4 (30.8) |
| Stat signific. (p < 0.05) | N.S. ‡ (p > 0.05) | S § (p < 0.01) | S § (p < 0.01) |
| Manufacturing Method | Elastic Modulus (GPa) | S.D. | Hardness (GPa) | S.D. |
|---|---|---|---|---|
| LS CoCr * | 197.0 | 9.2 | 4.4 | 0.2 |
| SM CoCr † | 181.8 | 7.0 | 3.3 | 0.4 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barazanchi, A.; Li, K.C.; Al-Amleh, B.; Lyons, K.; Waddell, J.N. Mechanical Properties of Laser-Sintered 3D-Printed Cobalt Chromium and Soft-Milled Cobalt Chromium. Prosthesis 2020, 2, 313-320. https://doi.org/10.3390/prosthesis2040028
Barazanchi A, Li KC, Al-Amleh B, Lyons K, Waddell JN. Mechanical Properties of Laser-Sintered 3D-Printed Cobalt Chromium and Soft-Milled Cobalt Chromium. Prosthesis. 2020; 2(4):313-320. https://doi.org/10.3390/prosthesis2040028
Chicago/Turabian StyleBarazanchi, Abdullah, Kai Chun Li, Basil Al-Amleh, Karl Lyons, and J. Neil Waddell. 2020. "Mechanical Properties of Laser-Sintered 3D-Printed Cobalt Chromium and Soft-Milled Cobalt Chromium" Prosthesis 2, no. 4: 313-320. https://doi.org/10.3390/prosthesis2040028
APA StyleBarazanchi, A., Li, K. C., Al-Amleh, B., Lyons, K., & Waddell, J. N. (2020). Mechanical Properties of Laser-Sintered 3D-Printed Cobalt Chromium and Soft-Milled Cobalt Chromium. Prosthesis, 2(4), 313-320. https://doi.org/10.3390/prosthesis2040028