
Electrical Discharge Machinable Ytterbia Samaria Co-Stabilized Zirconia Tungsten Carbide Composites



Abstract
:1. Introduction
2. Materials and Methods
3. Results
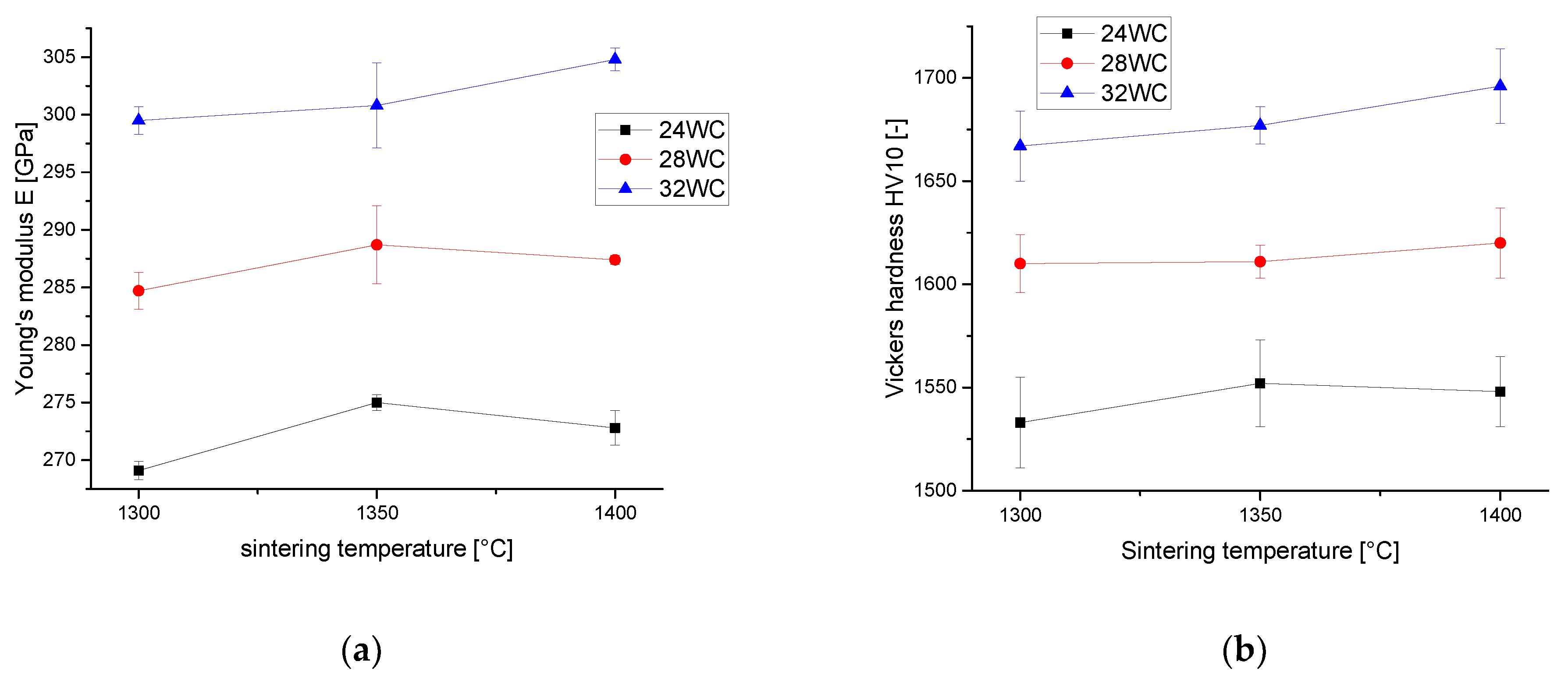
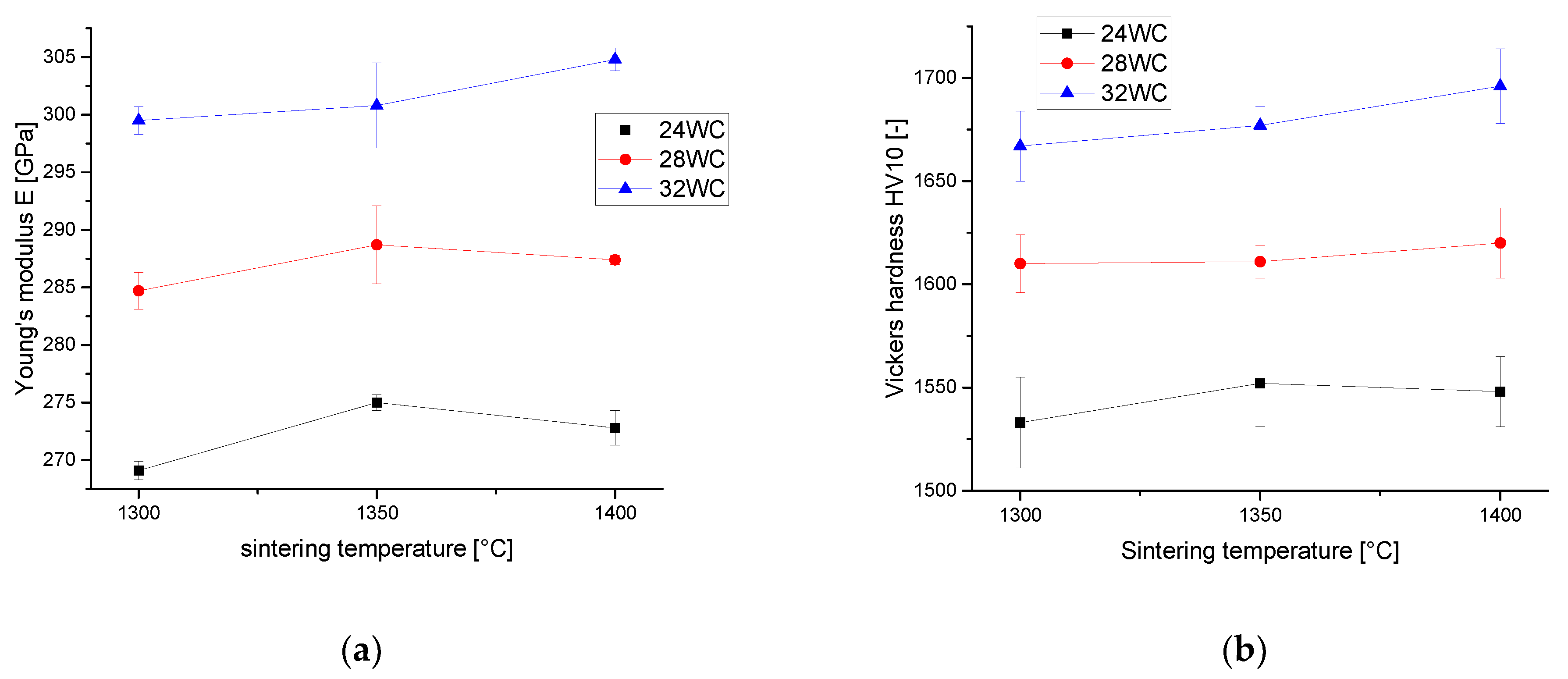
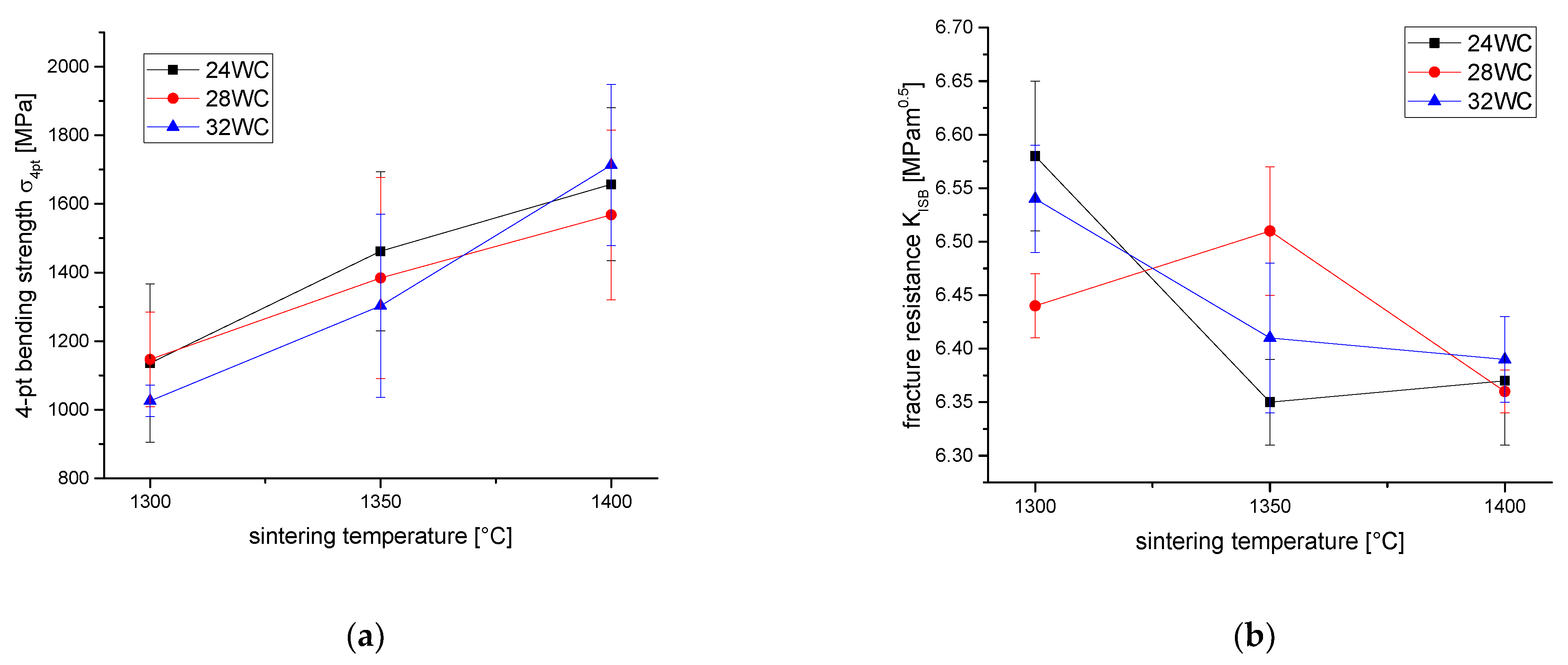
3.1. Mechanical Properties
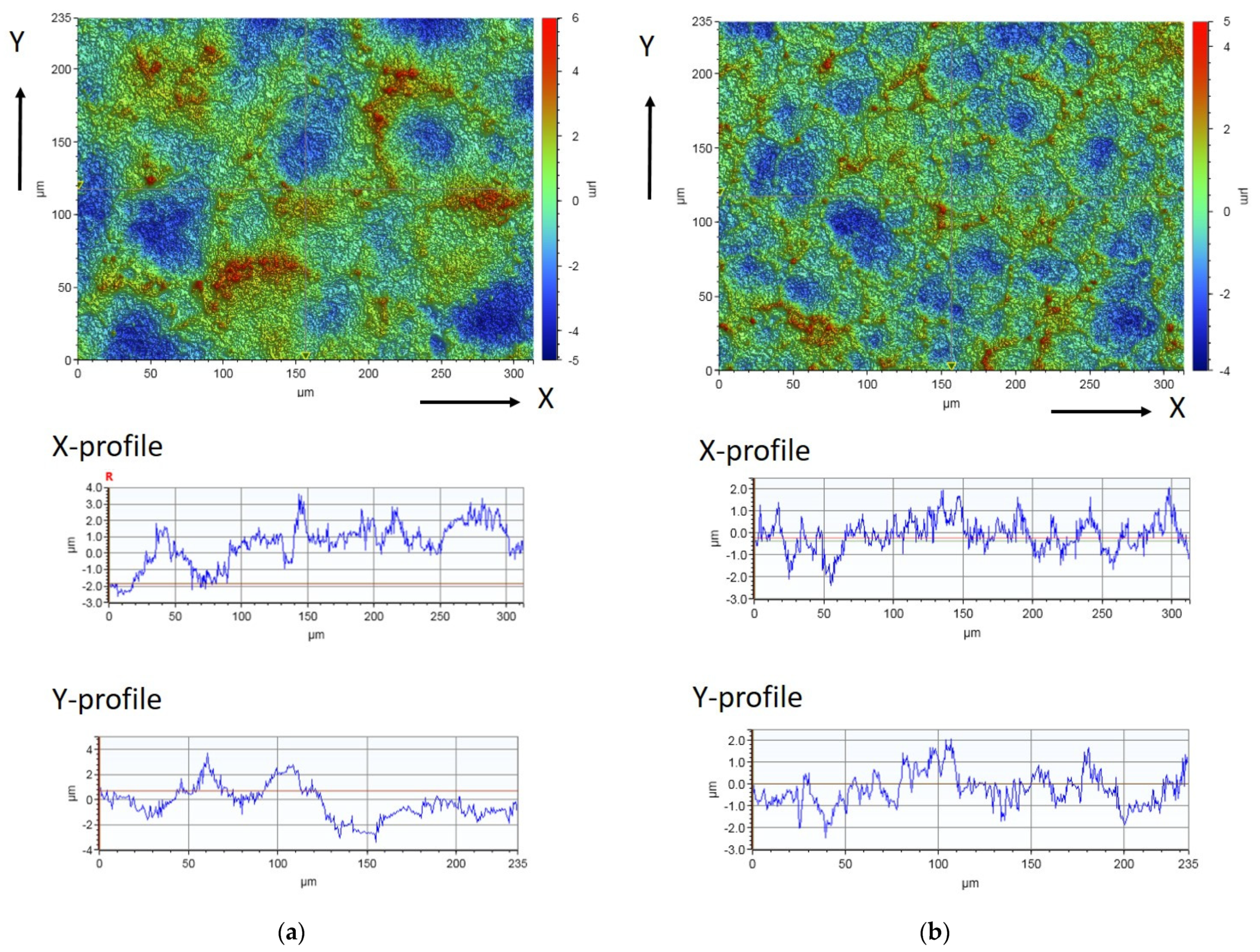
3.2. Microstructure
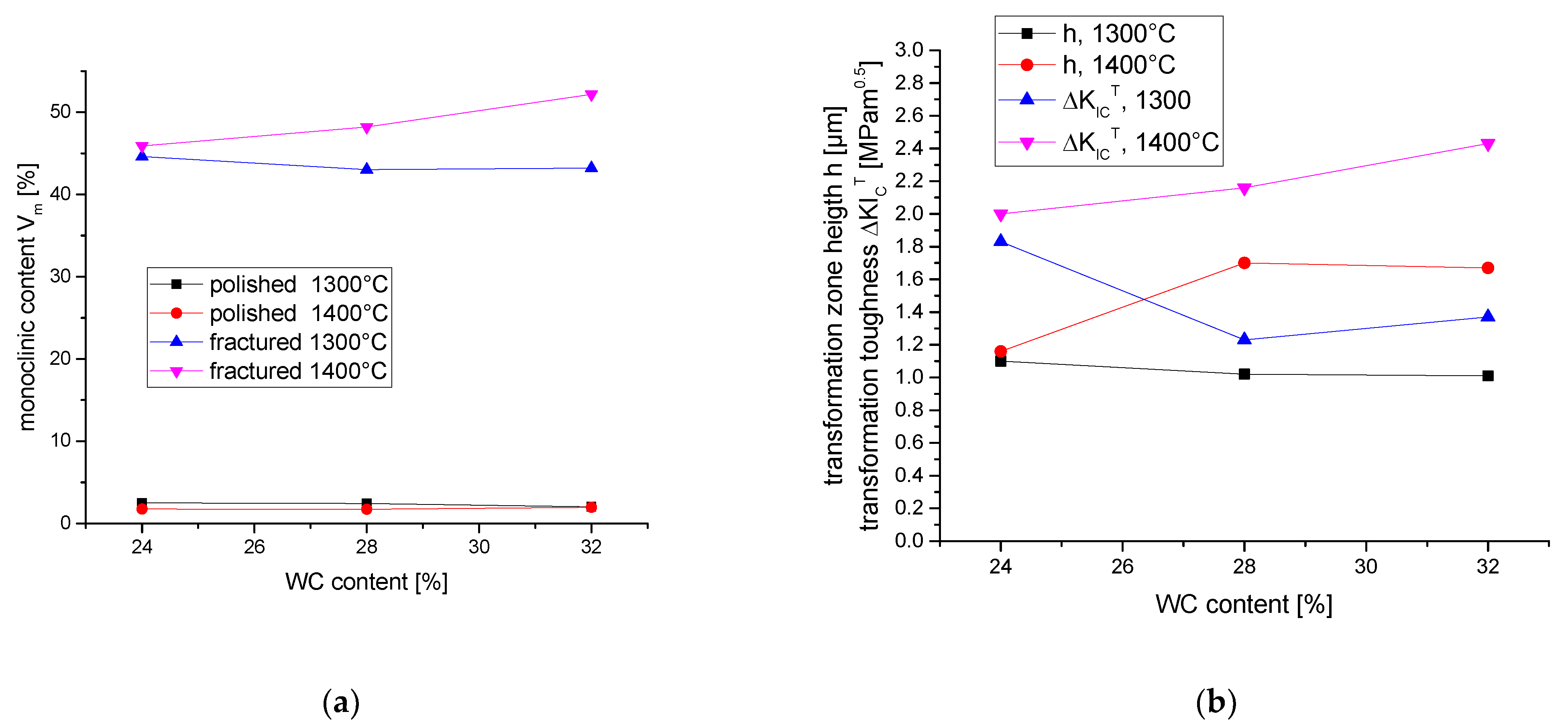
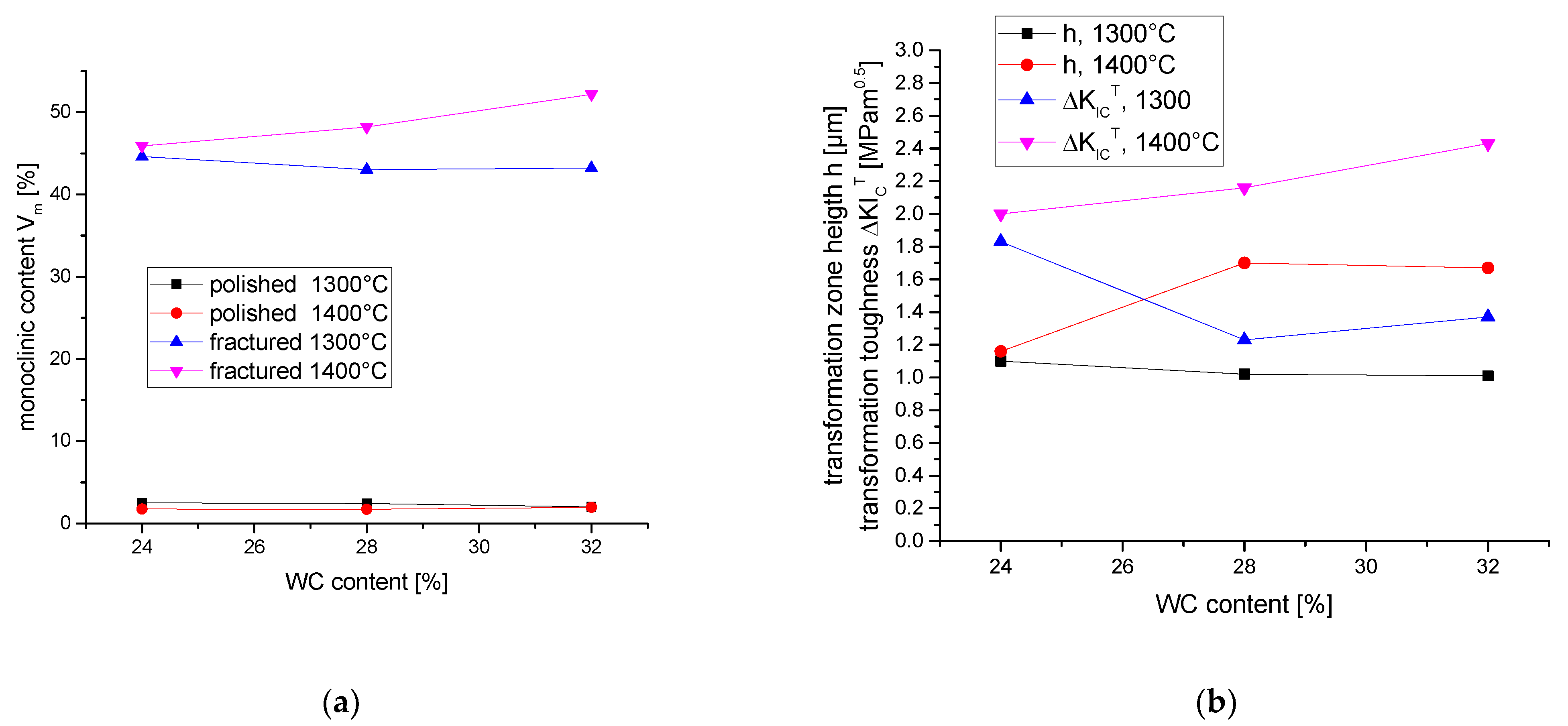
3.3. Phase Composition
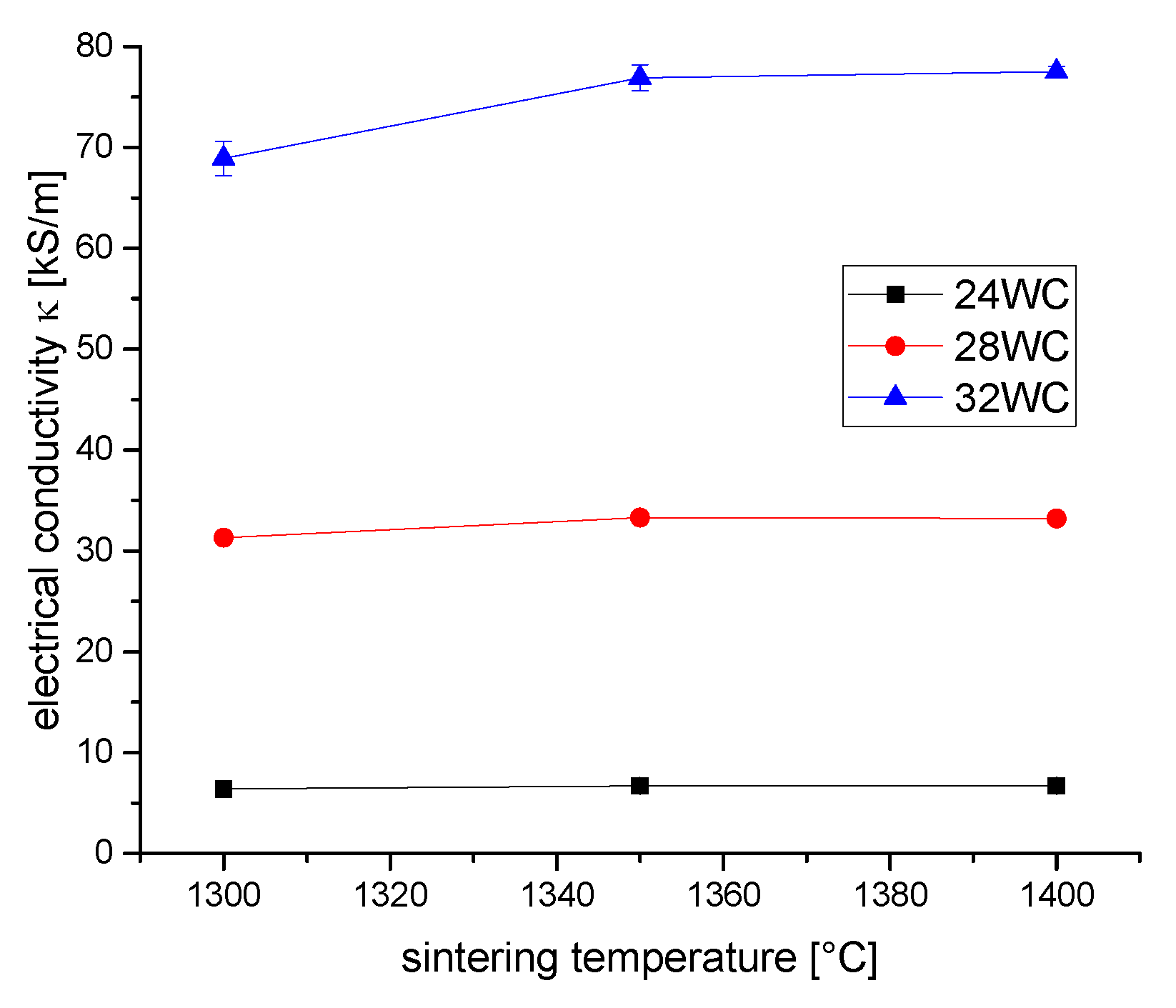
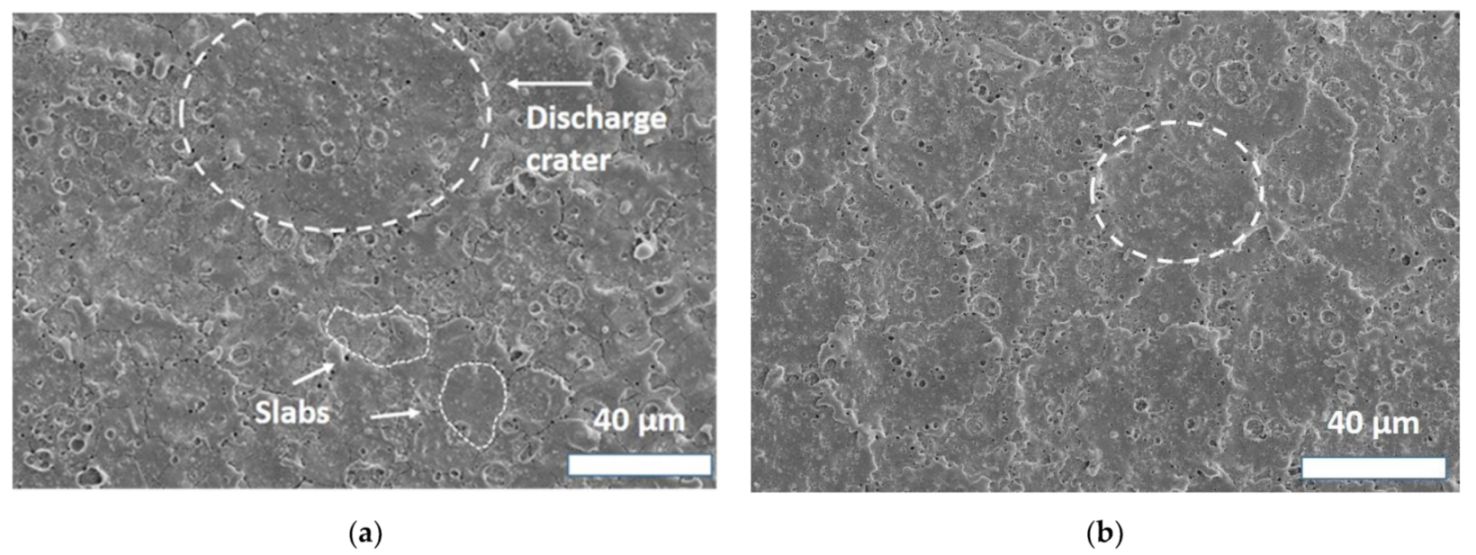
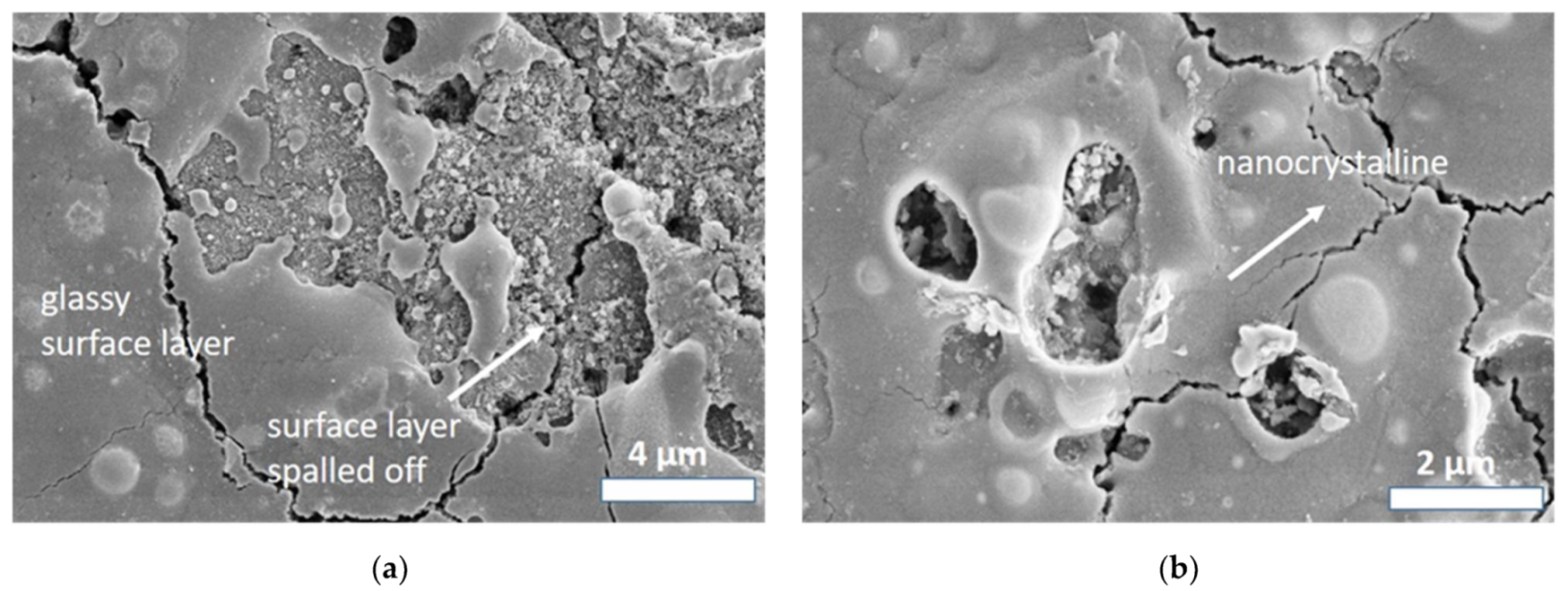
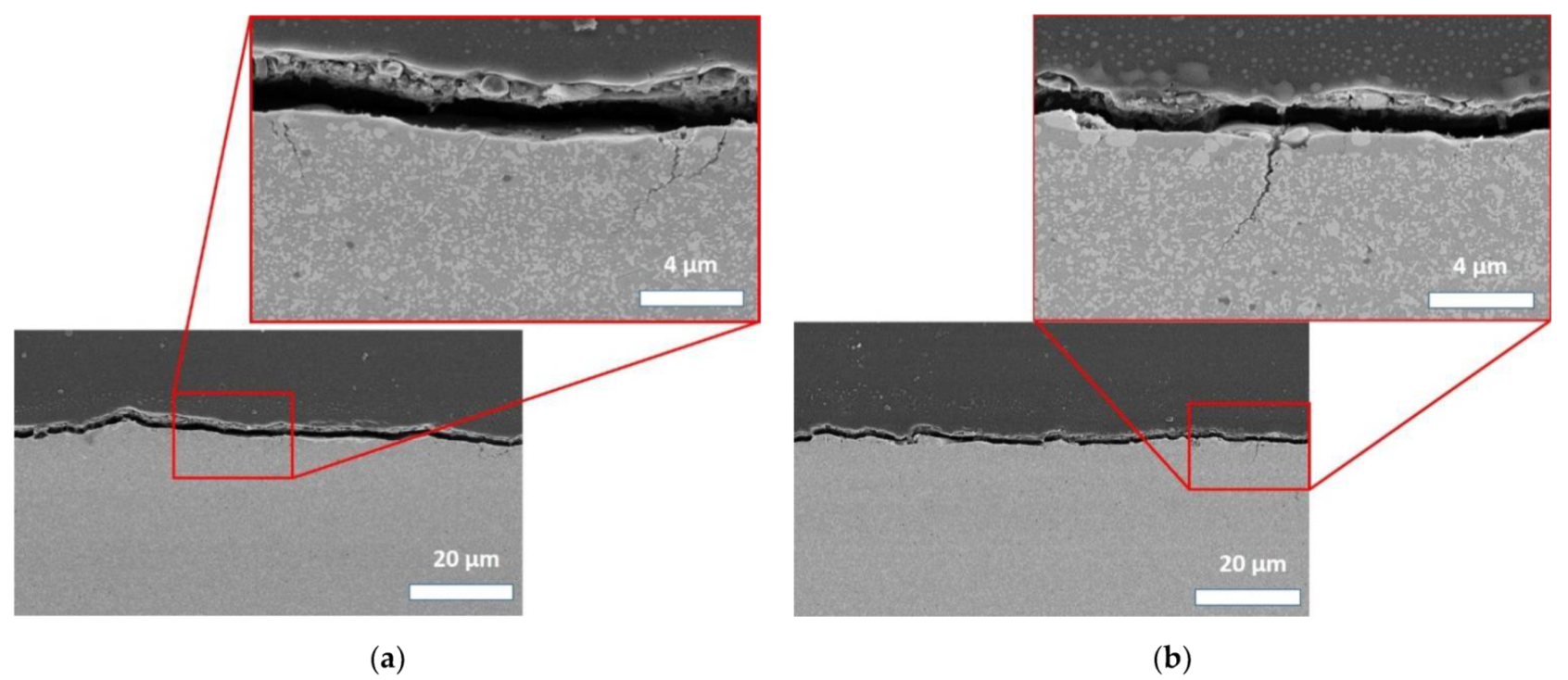
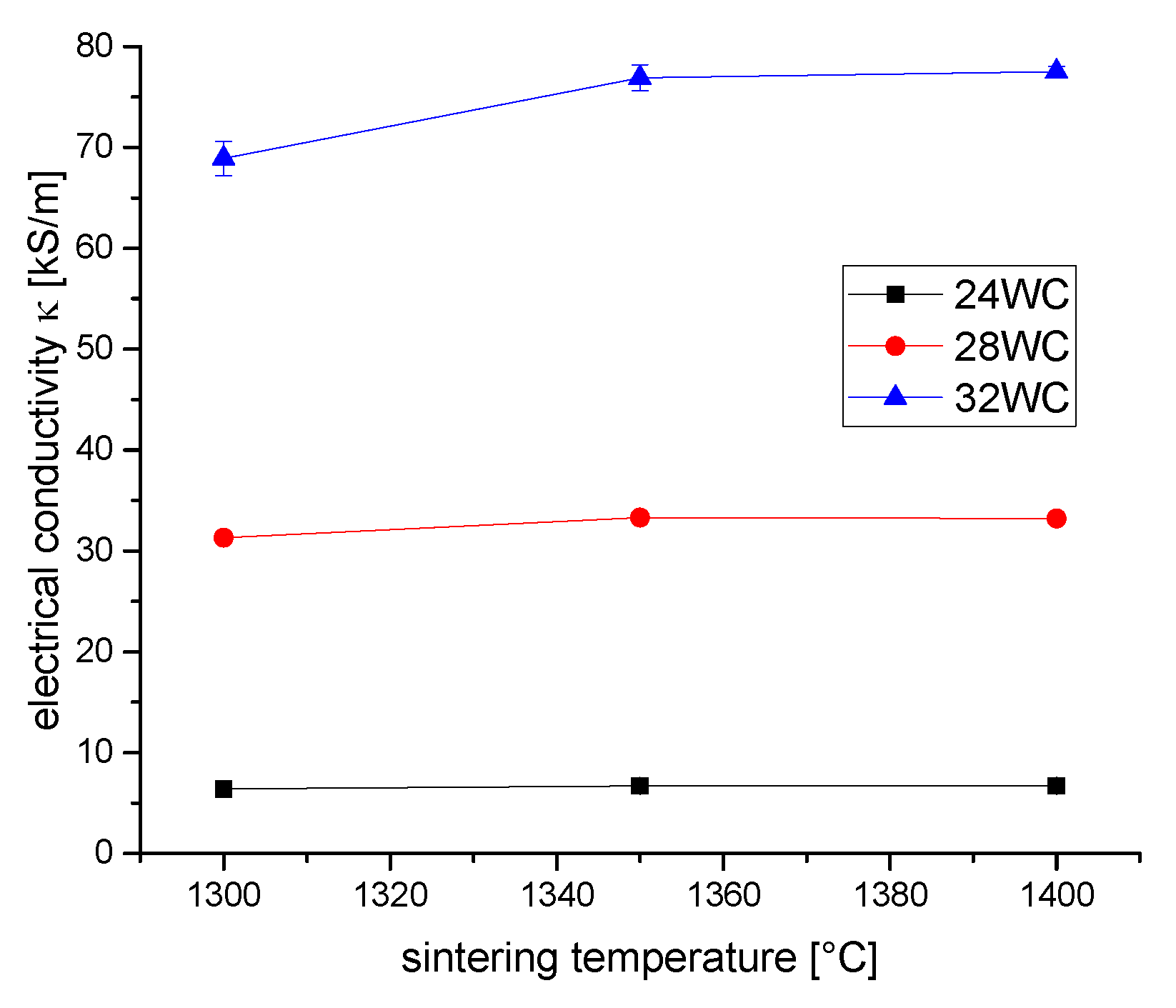
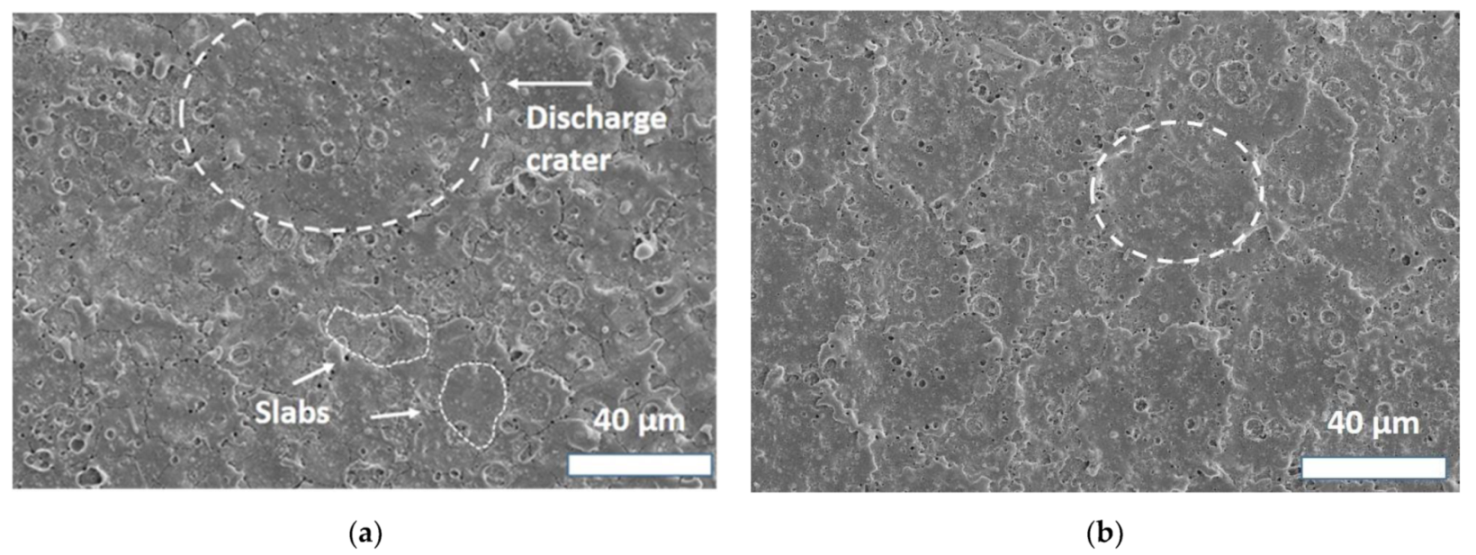
3.4. Electrical Conductivity and Electric Discharge Machining
4. Discussion
5. Summary and Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gadow, R.; Kern, F. Chapter 2.06: Manufacturing of hard ceramics. In Comprehensive Hard Materials, 1st ed.; Sarin, V., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 2, pp. 207–230. [Google Scholar]
- Halloran, J.W. Ceramic stereolithography: Additive manufacturing for ceramics by photopolymerization. Annu. Rev. Mater. Res. 2016, 46, 19–40. [Google Scholar] [CrossRef]
- Fu, X.; Zou, B.; Xing, H.; Li, L.; Li, Y.; Wang, X. Effect of printing strategies on forming accuracy and mechanical properties of ZrO2 parts fabricated by SLA technology. Ceram. Int. 2019, 45, 17630–17637. [Google Scholar] [CrossRef]
- Klocke, F.; König, W. Fertigungsverfahren 3, 4th ed.; Springer: Berlin, Germany, 2007; pp. 154–196. [Google Scholar]
- König, W.; Dauw, D.F.; Levy, G.; Panten, U. EDM-future steps towards the machining of ceramics. CIRP Ann. Manuf. Technol. 1988, 37, 3–126. [Google Scholar] [CrossRef]
- Wang, C.C.; Akbar, S.A.; Chen, W.; Patton, V.D. Review electrical properties of high-temperature oxides, borides, carbides and nitrides. J. Mater. Sci. 1995, 30, 1627–1641. [Google Scholar] [CrossRef]
- Alekseev, E.S.; Arkhipov, R.G.; Popova, S.V. Band structure of hexagonal tungsten carbide. Phys. Stat. Sol. B 1982, 110, K151–K154. [Google Scholar] [CrossRef]
- Pedzich, Z.; Haberko, K.; Piekarczyk, J.; Faryna, M.; Litynska, L. Zirconia matrix–tungsten carbide particulate composites manufactured by hot-pressing technique. Mater. Lett. 1998, 36, 70–75. [Google Scholar] [CrossRef]
- Haberko, K.; Pedzich, Z.; Dutkiewicz, J.; Faryna, M.; Kowal, A. Microstructure of the particulate system in the (Y)TZP WC system. In Ceramic Microstructure: Control at the Atomic Level; Tomsia, A.P., Glaeser, A., Eds.; Plenum Press: New York, NY, USA, 1998; pp. 741–748. [Google Scholar]
- Bonny, K.; De Baets, P.; Vleugels, J.; Salehi, A.; Van der Biest, O.; Lauwers, B. EDM machinability and frictional behavior of ZrO2-WC composites. Int. J. Adv. Manuf. Technol. 2009, 41, 1085–1093. [Google Scholar] [CrossRef]
- Anné, G.; Put, S.; Vanmeensel, K.; Jiang, D.; Vleugels, J.; Van der Biest, O. Hard, tough and strong ZrO2–WC composites from nanosized powders. J. Eur. Ceram. Soc. 2005, 25, 55–63. [Google Scholar] [CrossRef]
- Vleugels, J.; Xu, T.; Huang, S.; Kan, Y.; Wang, P.; Li, L.; Van der Biest, O. Characterization of (Nd,Y)-TZP ceramics prepared by a colloidal suspension coating technique. J. Eur. Ceram. Soc. 2007, 27, 1339–1343. [Google Scholar] [CrossRef]
- Xu, T.; Vleugels, J.; Van der Biest, O.; Wang, P. Mechanical properties of Nd2O3/Y2O3-coated zirconia ceramics. J. Mat. Sci. Eng. A 2004, 374, 239–243. [Google Scholar] [CrossRef]
- Kern, F. Ytterbia–neodymia–costabilized TZP—Breaking the limits of strength–toughness correlations for zirconia? J. Eur. Ceram. Soc. 2013, 33, 965–973. [Google Scholar] [CrossRef]
- Kern, F. Gadolinia-neodymia-co-stabilized zirconia materials with high toughness and strength. J. Ceram. Sci. Technol. 2012, 3, 119–130. [Google Scholar]
- Salehi, S.; Van der Biest, O.; Vleugels, J. Y2O3 and Nd2O3 co-stabilized ZrO2-WC composites. J. Mater. Sci. 2008, 43, 5784–5789. [Google Scholar] [CrossRef]
- Wang, C.; Zinkevich, M.; Aldinger, F. Phase diagrams and thermodynamics of rare-earth-doped zirconia ceramics. Pure Appl. Chem. 2007, 79, 1731–1753. [Google Scholar] [CrossRef]
- Chantikul, P.; Anstis, G.R.; Lawn, B.R.; Marshall, D.B. A critical evaluation of indentation techniques for measuring fracture toughness: II, strength method. J. Am. Ceram. Soc. 1981, 64, 539–543. [Google Scholar] [CrossRef]
- Mendelson, M.I. Average grain size in polycrystalline ceramics. J. Am. Ceram. Soc. 1969, 56, 443–446. [Google Scholar] [CrossRef]
- Toraya, H.; Yoshimura, M.; Somiya, S. Calibration curve for quantitative analysis of the monoclinic-tetragonal ZrO2 system by X-ray diffraction. J. Am. Ceram. Soc. 1984, 67, C119–C121. [Google Scholar]
- Kosmac, T.; Wagner, R.; Claussen, N. X-ray determination of transformation depths in ceramics containing tetragonal ZrO2. J. Am. Ceram. Soc. 1981, 64, C72–C73. [Google Scholar] [CrossRef]
- McMeeking, R.M.; Evans, A.G. Mechanics of transformation-toughening in brittle materials. Am. Ceram. Soc. 1982, 65, 242–246. [Google Scholar] [CrossRef]
- Gommeringer, A.; Schmitt-Radloff, U.; Ninz, P.; Kern, F.; Klocke, F.; Schneider, S.; Holsten, M.; Klink, A. ED-machinable ceramics with oxide matrix: Influence of particle size and volume fraction of the electrical conductive phase on the mechanical and electrical properties and the EDM characteristics. Procedia CIRP 2018, 68, 22–27. [Google Scholar] [CrossRef]
- MATWEB-Database. Available online: http://www.matweb.com/search/DataSheet.aspx?MatGUID=41e0851d2f3c417ba69ea0188fa570e3 (accessed on 14 June 2021).
- MATWEB-Database. Available online: http://www.matweb.com/search/datasheet.aspx?matguid=e68b647b86104478a32012cbbd5ad3ea&n=1 (accessed on 14 June 2021).
- Kern, F.; Strumberger, H.; Gadow, R. Effects of stabilizer content and sintering conditions on Y-TZP ceramics made from stabilizer coated nanopowders. J. Ceram. Sci. Techn. 2017, 9, 7–18. [Google Scholar]
- Shannon, R.D. Revised effective ionic radii and systematic studies of interatomic distances in halides and chalcogenides. Acta Crystallogr. Sect. A 1976, 32, 751–767. [Google Scholar] [CrossRef]
- Lange, F.F. Transformation toughening—Part 1. Size effects associated with the thermodynamics of constrained transformations. J. Mater. Sci. 1982, 17, 225–234. [Google Scholar] [CrossRef]
- Swain, M.V.; Rose, L.R.F. Strength limitations in transformation-toughened zirconia alloys. J. Am. Ceram. Soc. 1986, 69, 511–518. [Google Scholar] [CrossRef]
- Kern, F. Evidence of phase transitions and their role in the transient behavior of mechanical properties and low temperature degradation of 3Y-TZP made from stabilizer-coated powder. Ceramics 2019, 2, 271–285. [Google Scholar] [CrossRef] [Green Version]
- Taya, M.; Hayashi, S.; Kobayashi, A.S.; Yoon, H.S. Toughening of a particulate-reinforced ceramic-matrix composite by thermal residual stress. J. Am. Ceram. Soc. 1990, 73, 1382–1391. [Google Scholar] [CrossRef]
- Becher, P.F. Microstructural design of toughened ceramics. J. Am. Ceram. Soc. 1991, 74, 255–269. [Google Scholar] [CrossRef]
- GESTIS Stoffdatenbank. Zirconium (IV) Oxide. Available online: https://gestis.dguv.de/data?name=004000&lang=en (accessed on 16 March 2021).
- GESTIS Stoffdatenbank. Tungsten Carbide. Available online: https://gestis.dguv.de/data?name=491085&lang=en (accessed on 16 March 2021).
- Kurlov, A.S.; Gusev, A.I. Tungsten carbides and WC phase diagram. Inorg. Mater. 2006, 42, 121–127. [Google Scholar] [CrossRef]
- Kingery, W.D.; Bowen, H.K.; Uhlmann, D.R. Introduction to Ceramics, 1st ed.; Wiley and Sons: New York, NY, USA, 1976; p. 785. [Google Scholar]
- Kelly, P.M.; Rose, L.R.F. The martensitic transformation in ceramics—Its role in transformation toughening. Prog. Mat. Sci. Eng. 2002, 47, 463–557. [Google Scholar] [CrossRef]
- Anglada, M. Assessment of mechanical properties of ceramic materials. In Advances in Ceramic Biomaterials; Palmero, P., Cambier, F., De Barra, E., Eds.; Woodhead Publishing: Duxford, UK, 2017; pp. 83–109. [Google Scholar]
- Olivier, M.; Heß, R.; Gommeringer, A.; Kern, F.; Herrig, T.; Bergs, T. Wire electrical discharge machinability and load-bearing capacity of ATZ-WC composite ceramics. In Proceedings of the 24th International Conference on Material Forming (ESAFORM 2021), Liège, Belgium, 14–16 April 2021; Available online: http://dx.doi.org/10.25518/esaform21.4032. (accessed on 7 July 2021).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material 1 | Composition |
|---|---|
| 24 WC | 1.5Yb1.5SmTZP−24 vol% WC |
| 28 WC | 1.5Yb1.5SmTZP−28 vol% WC |
| 32 WC | 1.5Yb1.5SmTZP−32 vol% WC |
| Parameter Set | Impulse Duration (µs) | Discharge Current (A) |
|---|---|---|
| EDM 1 (3; 6; 6) 1 | 6.5 | 10.5 |
| EDM 2 (1; 6; 6) 1 | 4 | 4.5 |
| Parameter Set | Surface Roughness Ra (µm) | Max. Profile Valley Depth Rt (µm) | MRR (mm3/min) |
|---|---|---|---|
| EDM 1 | 1.14 ± 0.01 | 10.8 ± 0.3 | 0.99 ± 0.03 |
| EDM 2 | 0.74 ± 0.04 | 8.2 ± 0.3 | 0.26 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rapp, M.; Gommeringer, A.; Kern, F. Electrical Discharge Machinable Ytterbia Samaria Co-Stabilized Zirconia Tungsten Carbide Composites. Ceramics 2021, 4, 408-420. https://doi.org/10.3390/ceramics4030030
Rapp M, Gommeringer A, Kern F. Electrical Discharge Machinable Ytterbia Samaria Co-Stabilized Zirconia Tungsten Carbide Composites. Ceramics. 2021; 4(3):408-420. https://doi.org/10.3390/ceramics4030030
Chicago/Turabian StyleRapp, Maximilian, Andrea Gommeringer, and Frank Kern. 2021. "Electrical Discharge Machinable Ytterbia Samaria Co-Stabilized Zirconia Tungsten Carbide Composites" Ceramics 4, no. 3: 408-420. https://doi.org/10.3390/ceramics4030030
APA StyleRapp, M., Gommeringer, A., & Kern, F. (2021). Electrical Discharge Machinable Ytterbia Samaria Co-Stabilized Zirconia Tungsten Carbide Composites. Ceramics, 4(3), 408-420. https://doi.org/10.3390/ceramics4030030