
Effect of Pulsating Motion Conditions on Relubrication Behavior and Dimensions of Laterally Extruded Internal Gears



Abstract
1. Introduction
2. Investigation of Relubrication Efficiency and Dimensional Changes in Laterally Extruded Internal Gears Under Pulsating Motion Conditions
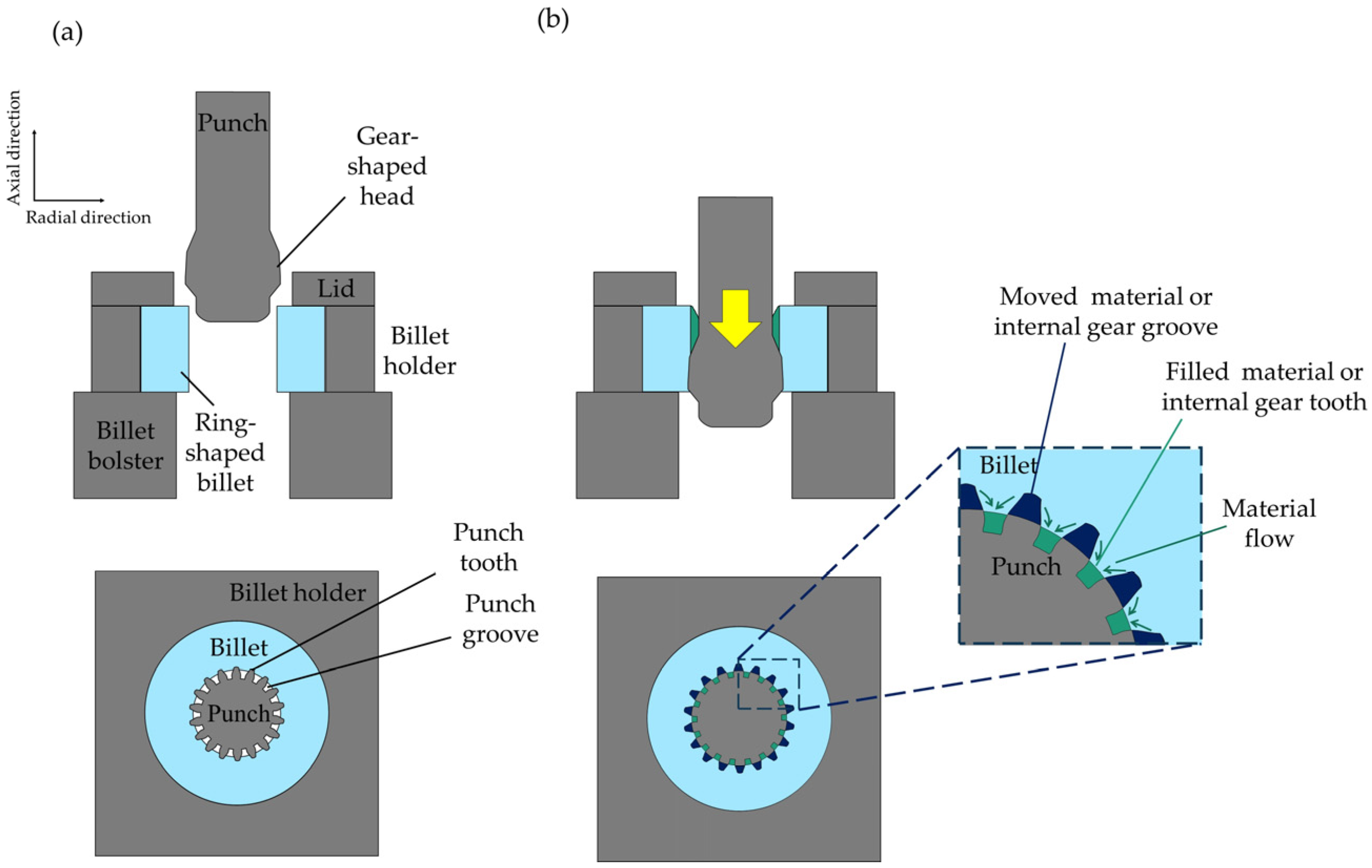
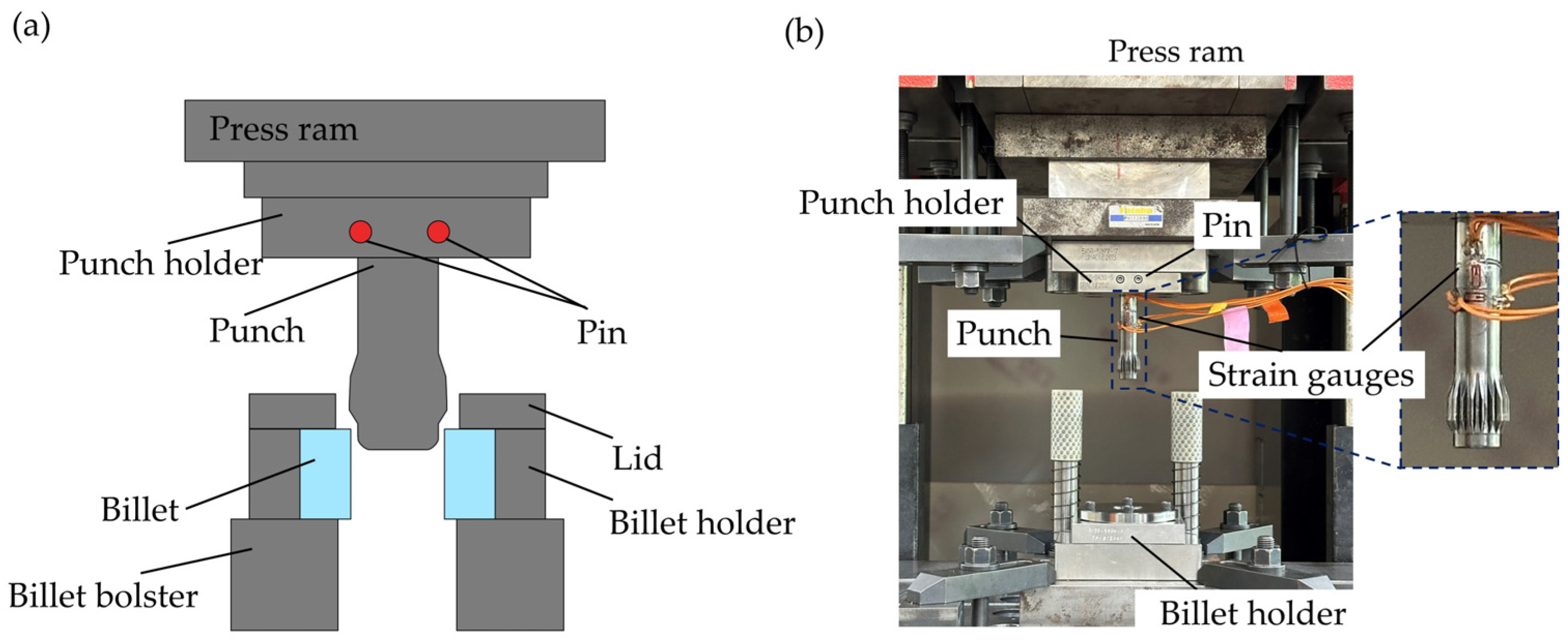
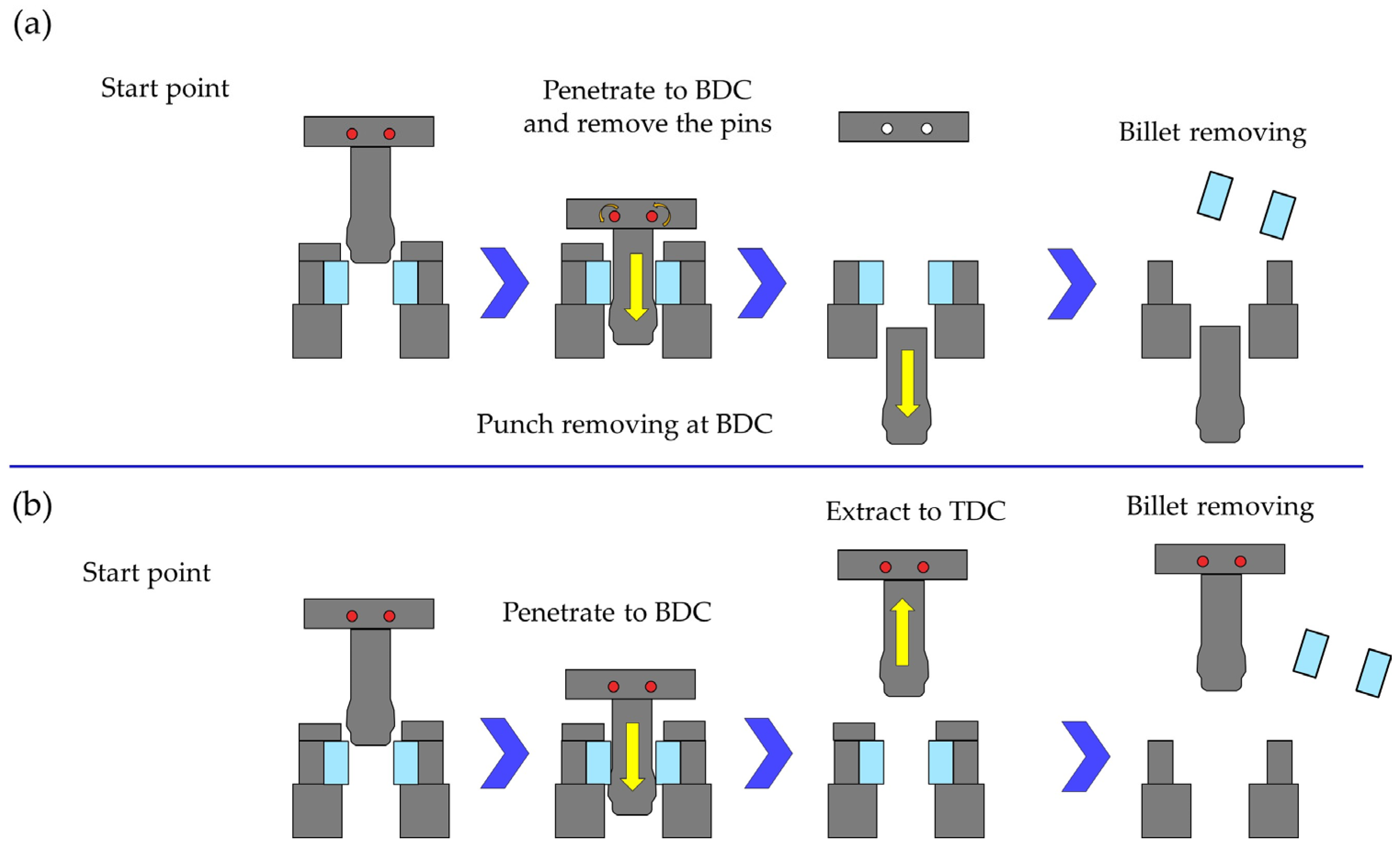
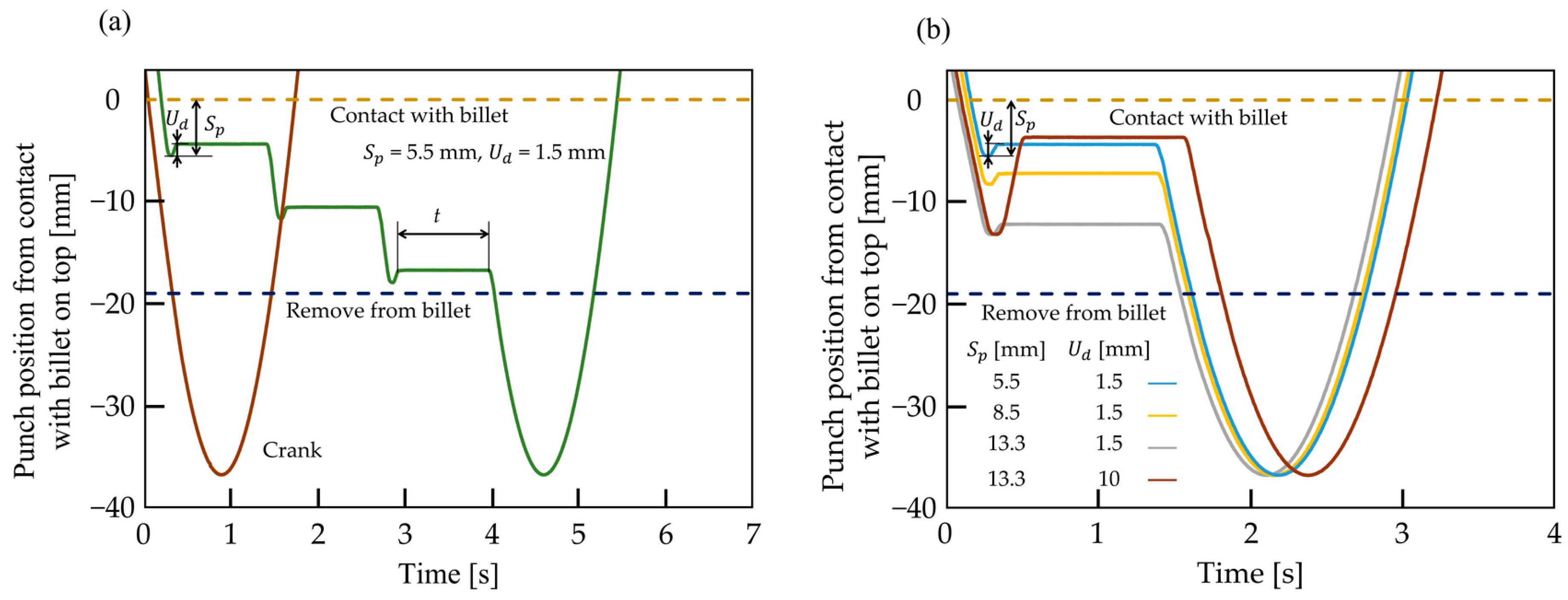
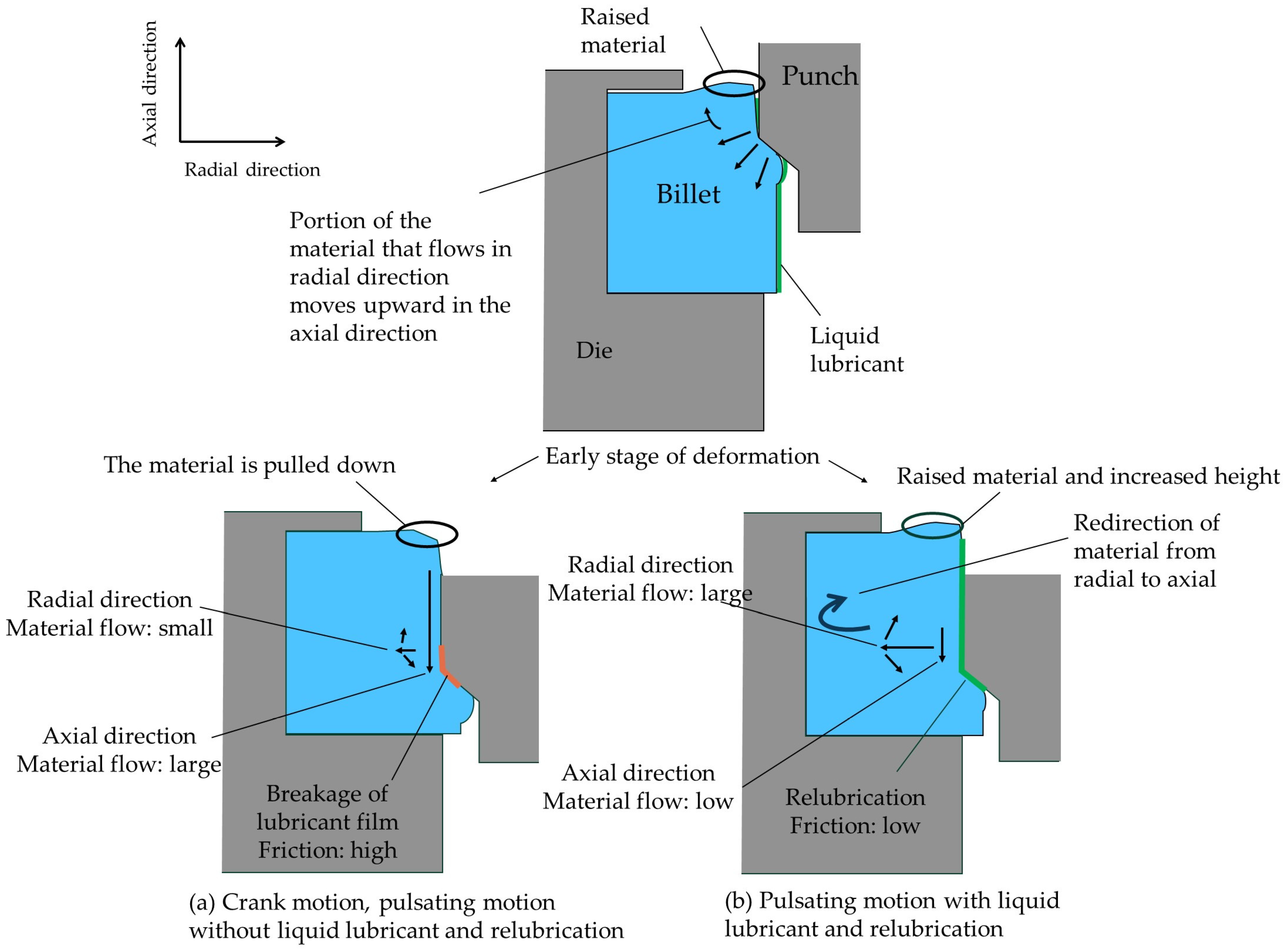
2.1. Characteristics of Extrusion and Lubrication Under Pulsating Motion
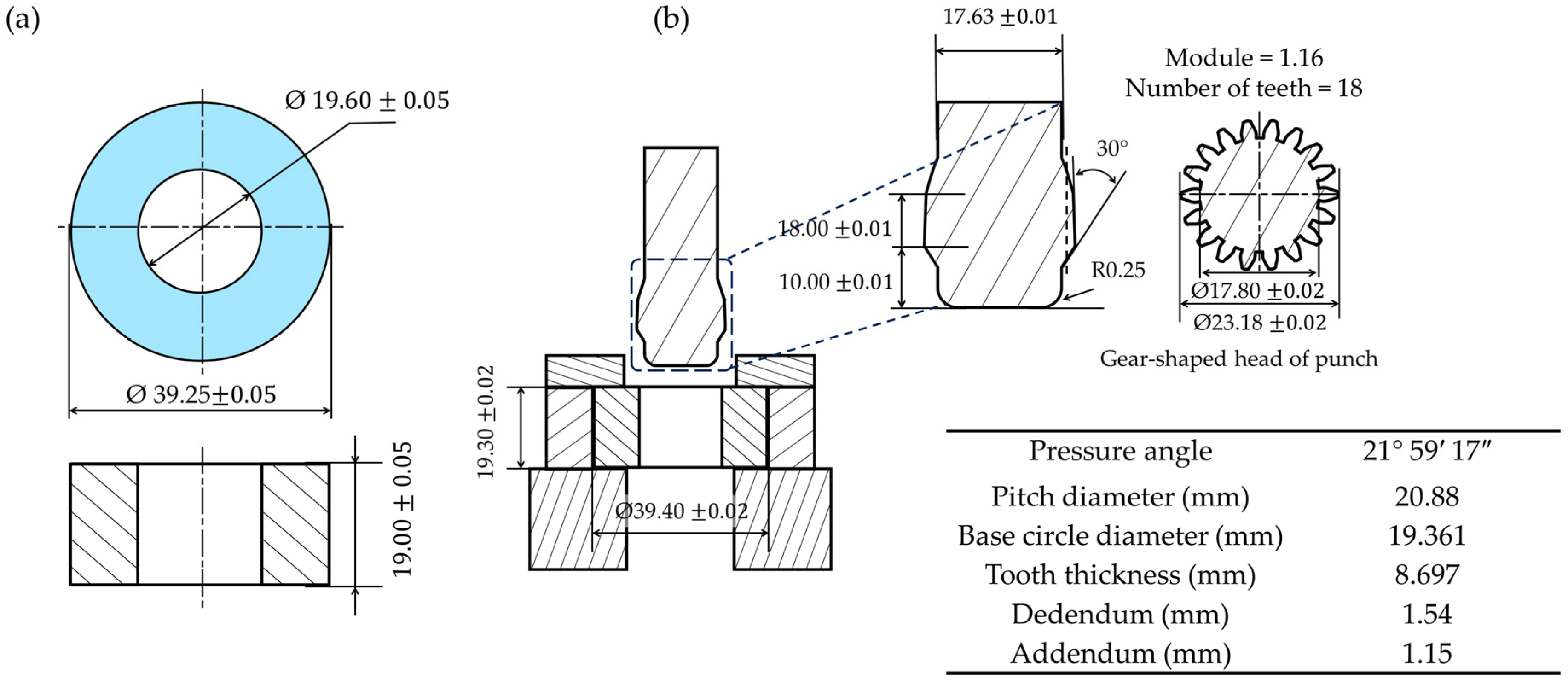
2.2. Motion Parameters Used in the Lateral Extrusion of Internal Gear
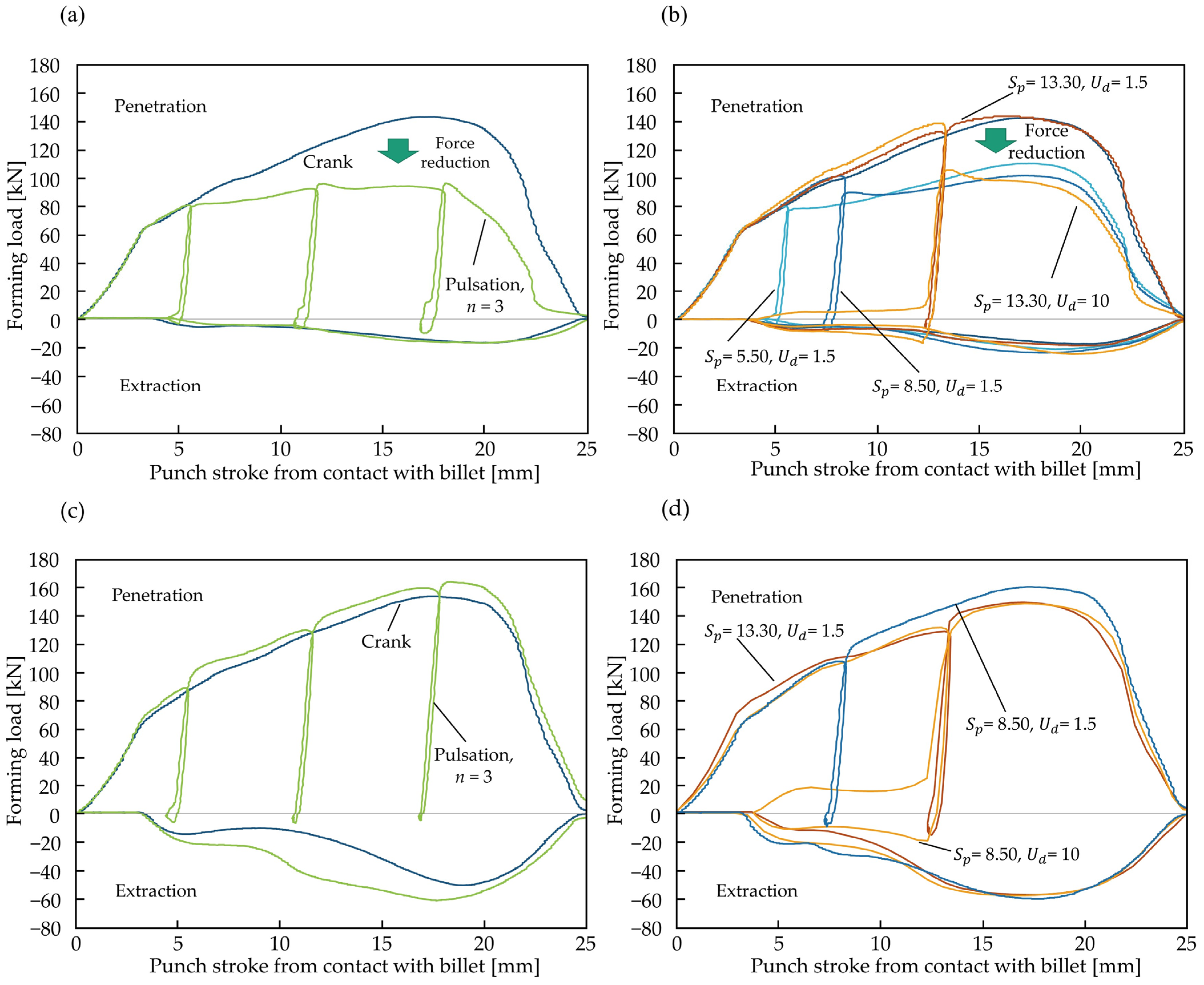
3. Effect of Pulsating Motion on Forming Load
4. Effect of Pulsating Motion Parameters on the Shape of Laterally Extruded Internal Gear
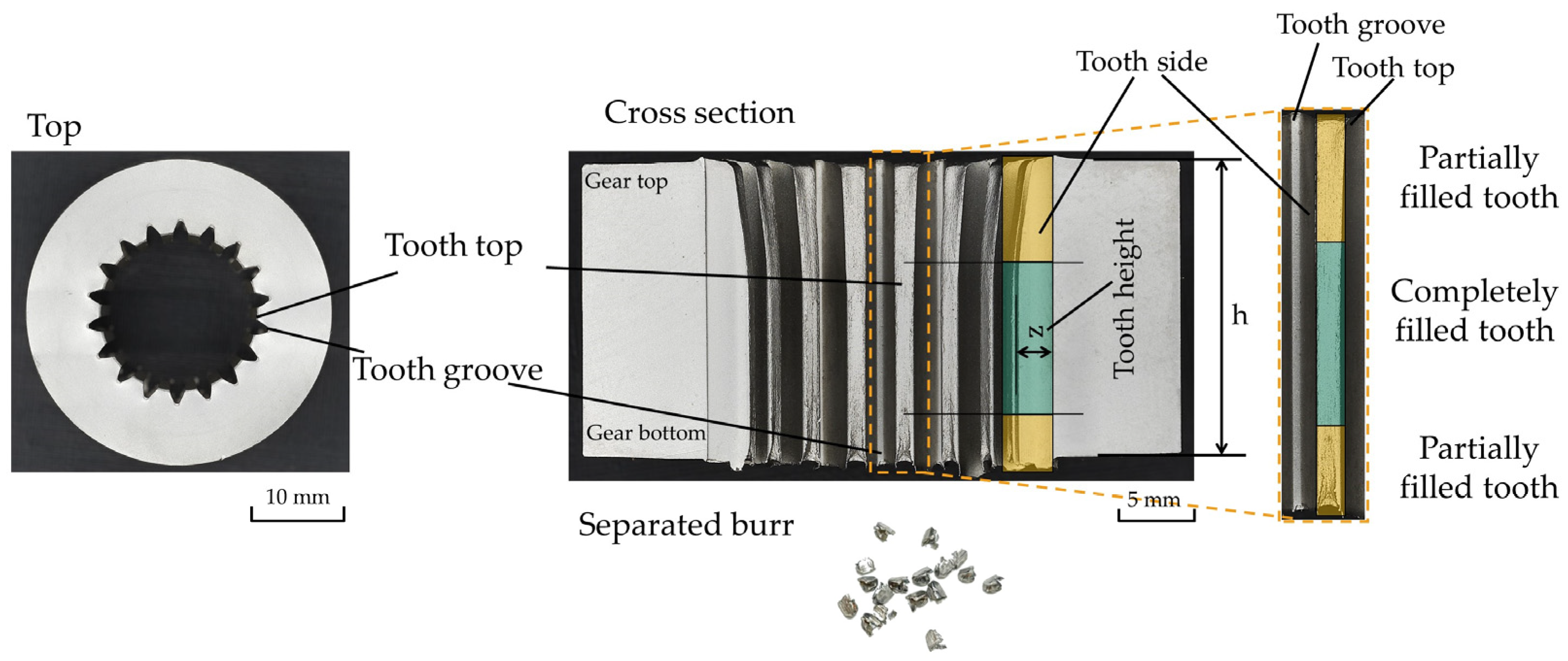
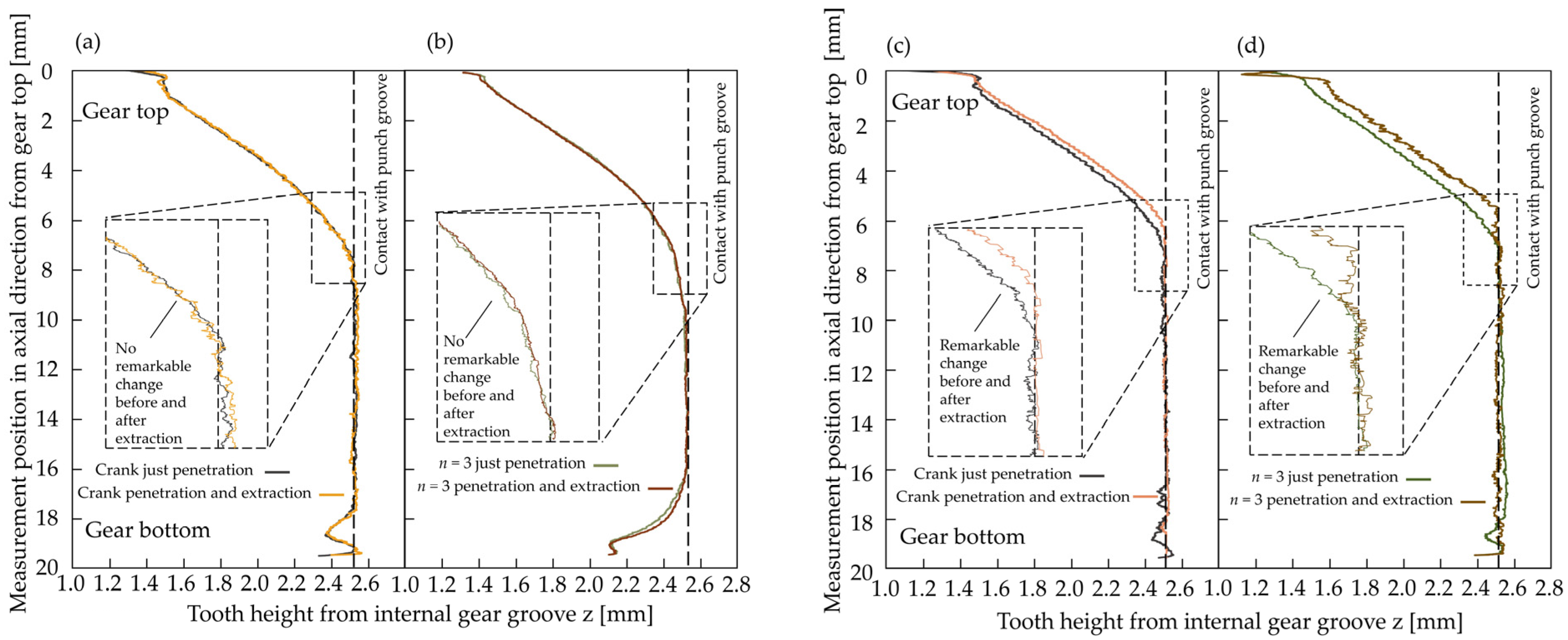
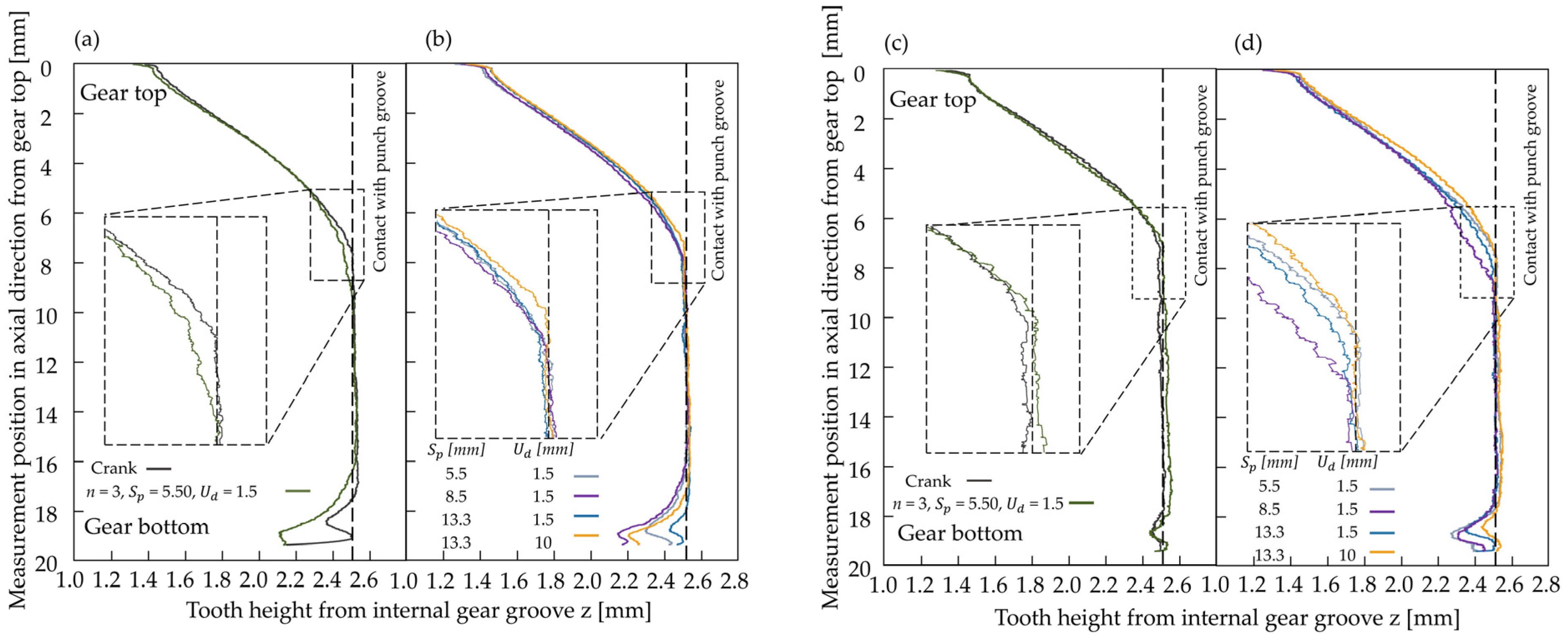
4.1. Height Distribution of Generated Teeth in the Lateral Extrusion of Internal Gear
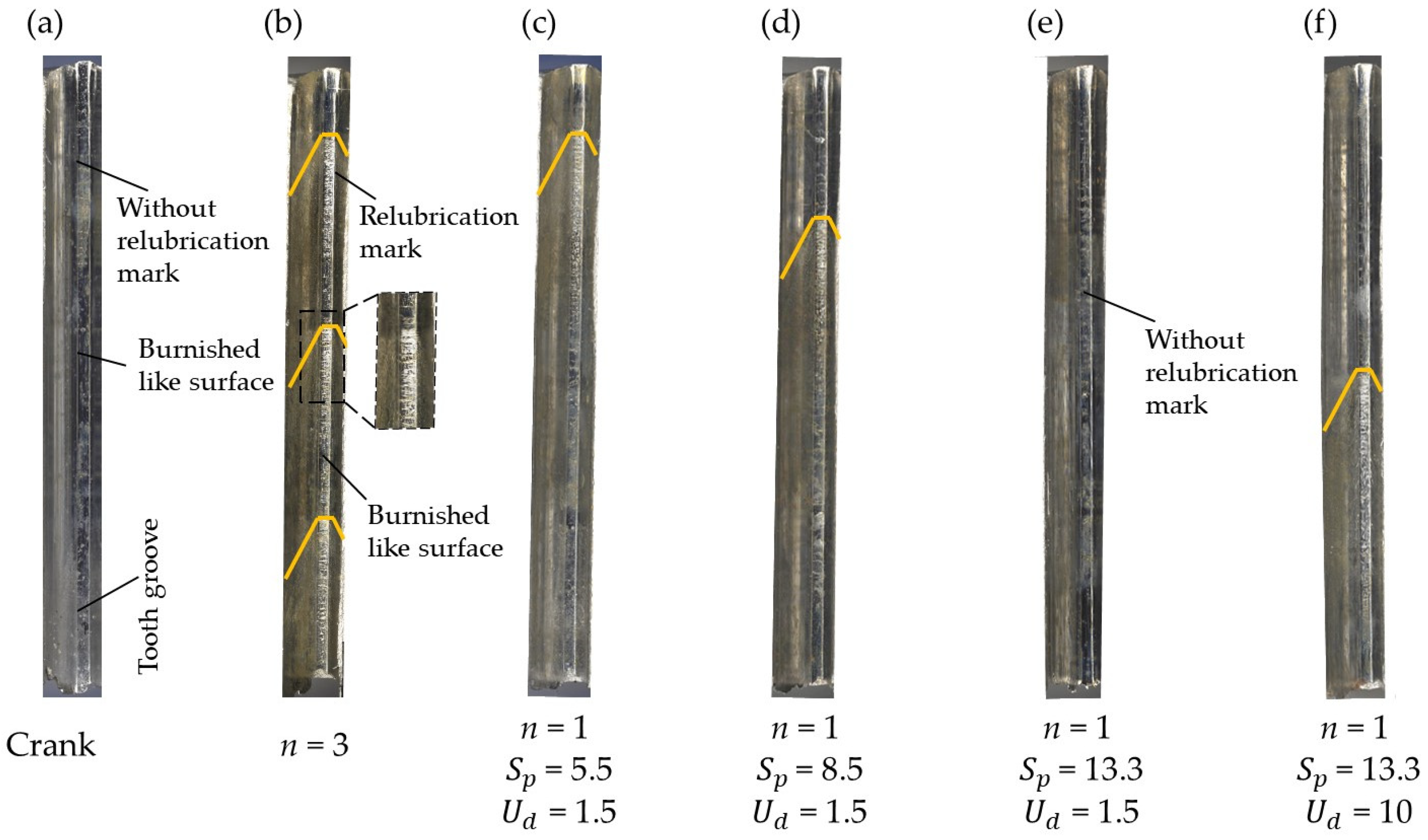
4.2. Groove Surface of Generated Teeth in the Lateral Extrusion of Internal Gear
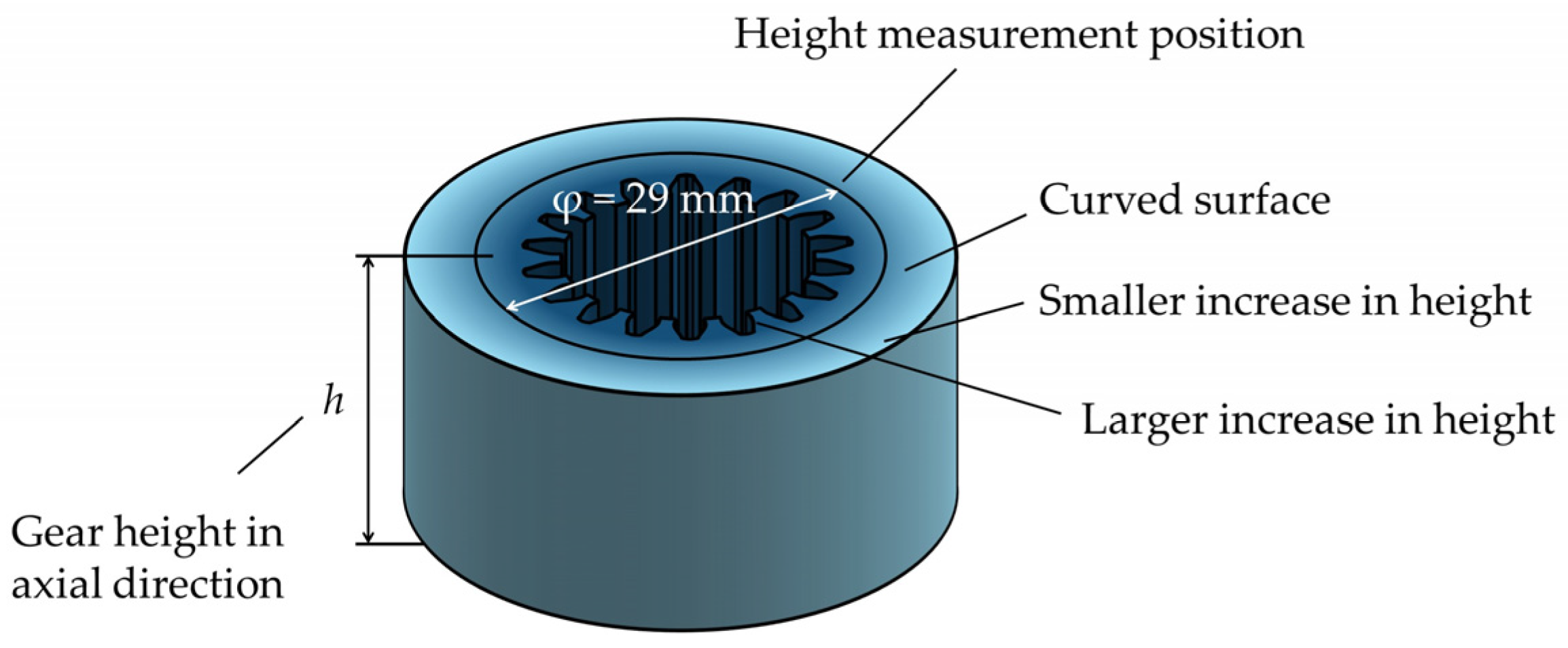
4.3. Height of Gear in the Lateral Extrusion of Internal Gear
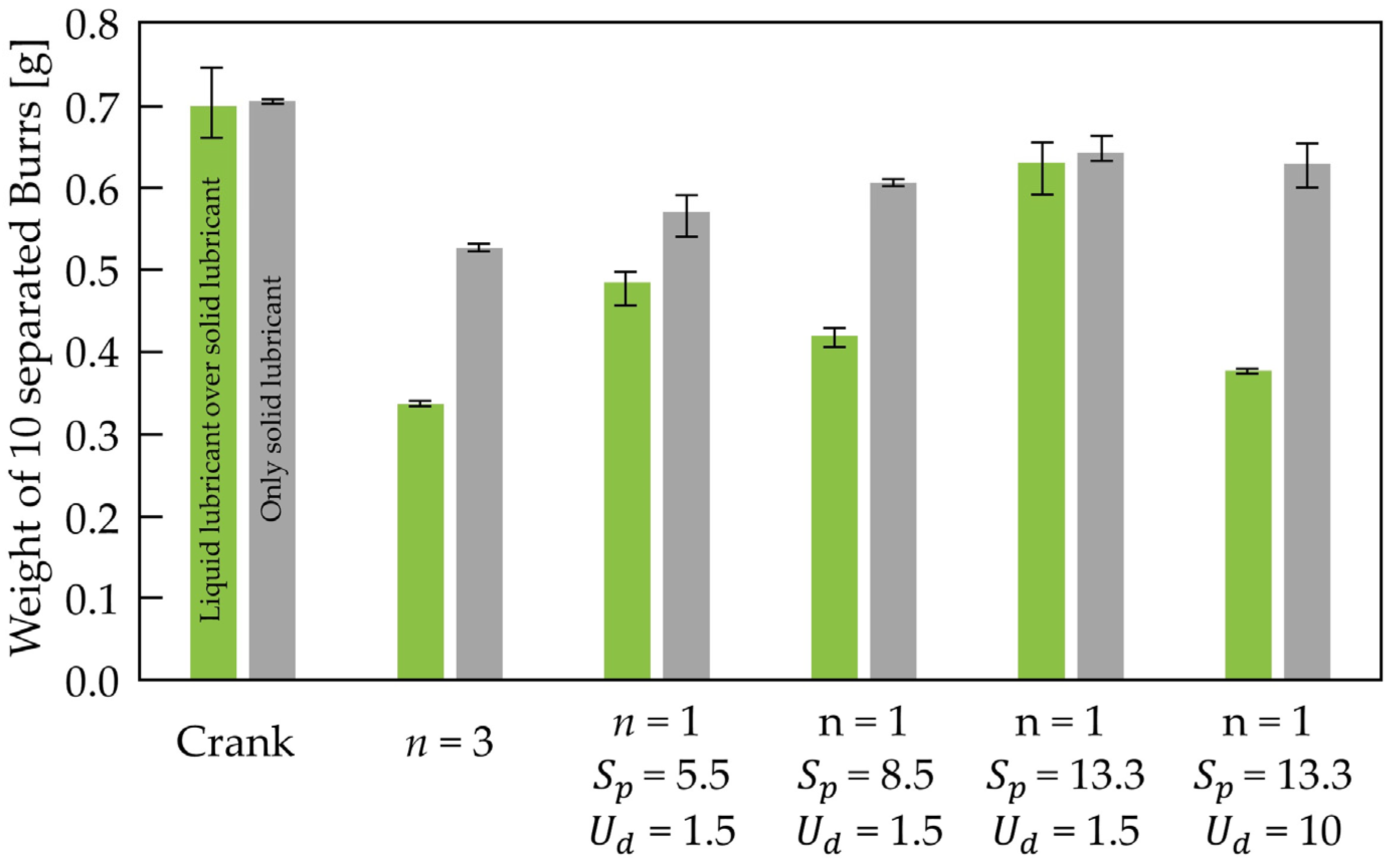
4.4. Weight of Separated Burr Generated During the Lateral Extrusion of Internal Gear
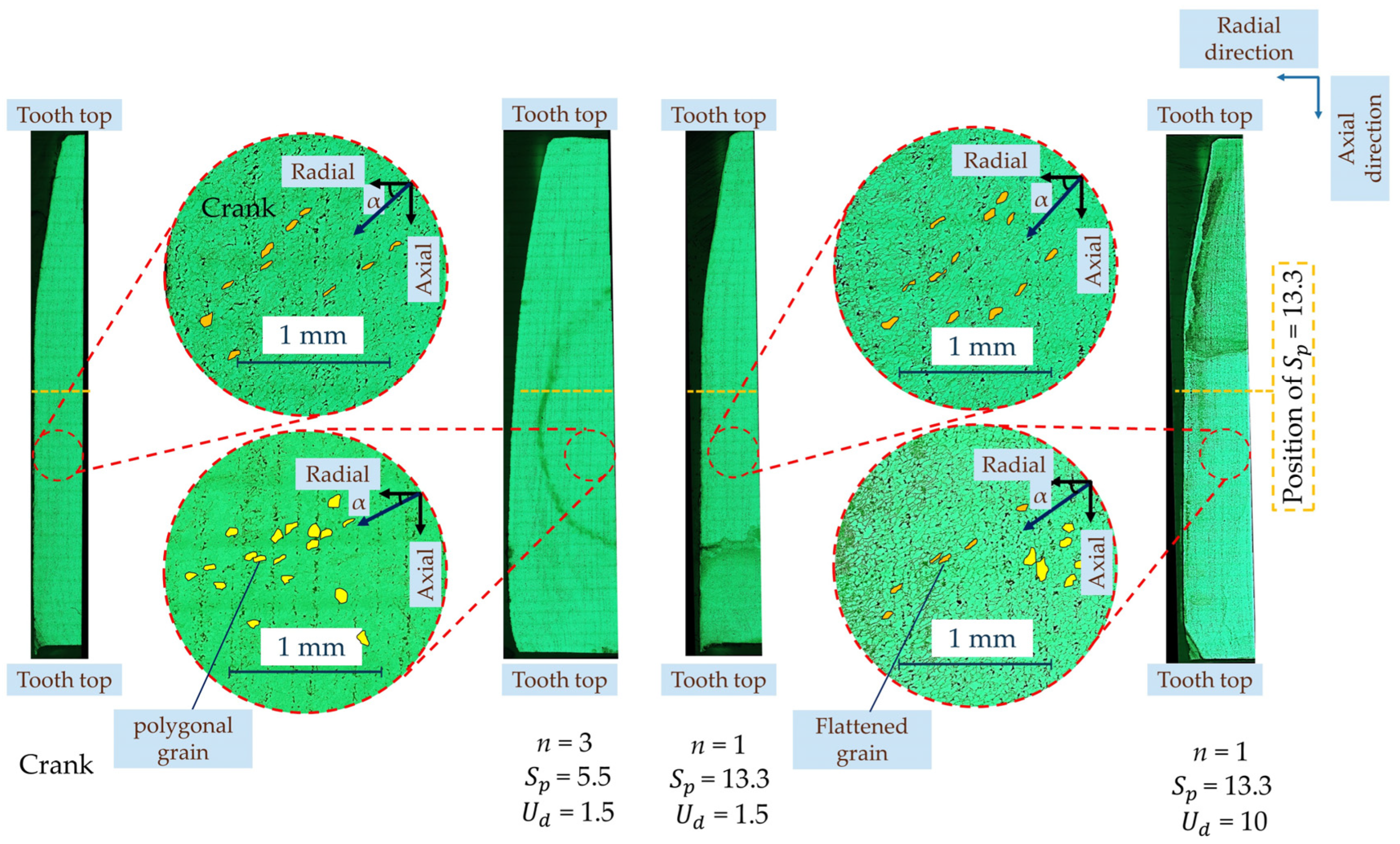
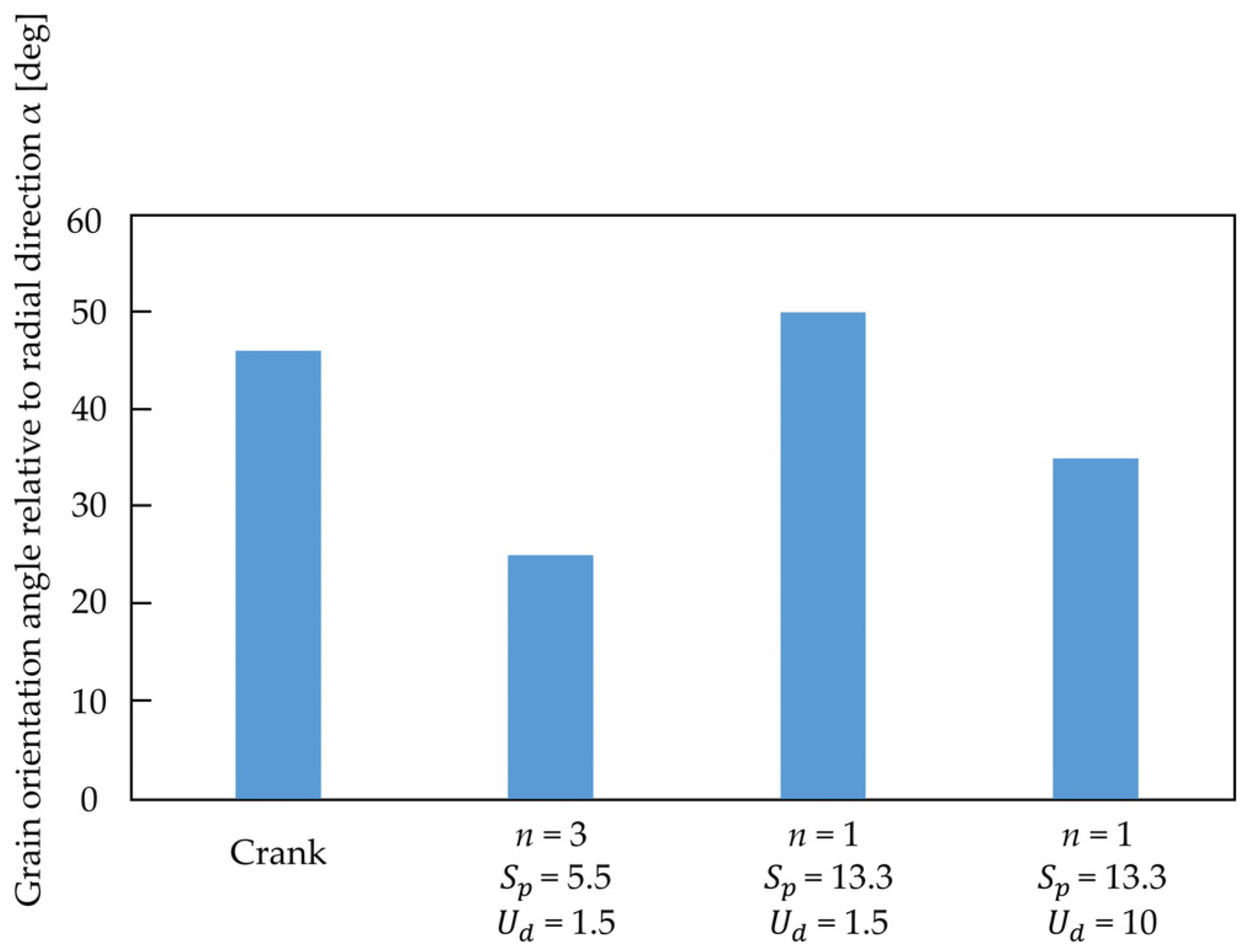
5. Change in Material Flow During the Lateral Extrusion of Internal Gear with and Without Relubrication Effect
6. Conclusions
- Pulsating motion in the presence of a liquid lubricant effectively reduced the forming load during punch penetration. In contrast, when liquid lubricant was absent, relubrication did not occur, and no reduction in forming load was observed.
- With liquid lubrication, the forming load during punch extraction was significantly reduced, resulting in negligible material flow. However, without a liquid lubricant, the extraction force increased considerably, leading to notable changes in material flow.
- Relubrication was observed even with a single pulsation, n = 1, which shortens the overall forming time compared to n = 3. However, achieving effective relubrication and load reduction still requires a careful optimization of pulsating motion parameters.
- The pulse start position significantly influenced the effectiveness of relubrication. At lower start positions (e.g., Sp = 5.5 mm), even a small upward motion Ud = 1.5 mm was sufficient to rebuild the lubricant film and reduce the forming load. However, at a higher pulse start position, Sp = 13.3 mm, the same upward motion was inadequate, resulting in insufficient relubrication and higher forming loads. Increasing the upward motion Ud = 10 mm at Sp = 13.3 mm successfully restored the lubricant film and reduced the forming load.
- Although relubrication due to pulsating motion reduced the forming load, it also resulted in less complete filling of the generated gear teeth, which may be considered a drawback depending on the application requirements.
- Internal gears produced under conditions that enabled relubrication exhibited greater tooth height compared to those formed without relubrication, indicating improved material flow in the axial direction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Plancak, M.; Bramley, A.; Osman, F. Non-conventional cold extrusion. J. Mater. Process Technol. 1992, 34, 465–472. [Google Scholar] [CrossRef]
- Petersen, S.B.; Balendra, R.; Rodrigues, J.M.C.; Martins, P.A.F. The avoidance of defects in radially extruded tubular parts by preforming. J. Mater. Process Technol. 1997, 69, 155–161. [Google Scholar] [CrossRef]
- Can, Y.; Altınbalık, T.; Akata, H.E. A study of lateral extrusion of gear-like elements and splines. J. Mater. Process Technol. 2005, 166, 128–134. [Google Scholar] [CrossRef]
- Jafarzadeh, H.; Faraji, G.; Dizaji, A.F. Analysis of lateral extrusion of gear-like form parts. J. Mech. Sci. Technol. 2012, 26, 3243–3252. [Google Scholar] [CrossRef]
- Altinbalik, T.; Ayer, Ö. Finite Element Analysis of Gear Like Form by Using Lateral and Forward Extrusion. Proc. Trakya Univ. Eng. Fac. Conf. 2014, 3, 140–147. [Google Scholar] [CrossRef]
- Bay, N. The state of the art in cold forging lubrication. J. Mater. Process Technol. 1994, 46, 19–40. [Google Scholar] [CrossRef]
- Dohda, K.; Yamamoto, M.; Hu, C.; Dubar, L.; Ehmann, K.F. Galling phenomena in metal forming. Friction 2021, 9, 665–685. [Google Scholar] [CrossRef]
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. 2010, 59, 760–780. [Google Scholar] [CrossRef]
- Sagisaka, Y.; Ishibashi, I.; Nakamura, T.; Sekizawa, M.; Sumioka, Y.; Kawano, M. Evaluation of environmentally friendly lubricants for cold forging. J. Mater. Process Technol. 2012, 212, 1869–1874. [Google Scholar] [CrossRef]
- Wang, Z.G.; Komiyama, S.; Yoshikawa, Y.; Suzuki, T.; Osakada, K. Evaluation of lubricants without zinc phosphate precoat in multi-stage cold forging. CIRP Ann. 2015, 64, 285–288. [Google Scholar] [CrossRef]
- Oshita, K.; Komiyama, S.; Sasaki, S. Effects of surface texturing pattern on the lubricity of mica-organic hybrid solid lubricants and parametric evaluation of their cleavabilities. Tribol. Int. 2019, 140, 105842. [Google Scholar] [CrossRef]
- Volz, S.; Launhardt, J.; Bay, N.; Hu, C.; Moreau, P.; Dubar, L.; Nielsen, C.; Hayakawa, K.; Kitamura, K.; Groche, P. International round robin test of environmentally benign lubricants for cold forging. CIRP Ann. 2023, 72, 245–250. [Google Scholar] [CrossRef]
- Osakada, K.; Mori, K.; Altan, T.; Groche, P. Mechanical servo press technology for metal forming. CIRP Ann. 2011, 60, 651–672. [Google Scholar] [CrossRef]
- Maeno, T.; Osakada, K.; Mori, K. Reduction of friction in compression of plates by load pulsation. Int. J. Mach. Tools Manuf. 2011, 51, 612–617. [Google Scholar] [CrossRef]
- Matsumoto, R.; Sawa, S.; Utsunomiya, H.; Osakada, K. Prevention of galling in forming of deep hole with retreat and advance pulse ram motion on servo press. CIRP Ann. 2011, 60, 315–318. [Google Scholar] [CrossRef]
- Ishikawa, T.; Ishiguro, T.; Yukawa, N.; Goto, T. Control of thermal contraction of aluminum alloy for precision cold forging. CIRP Ann. 2014, 63, 289–292. [Google Scholar] [CrossRef]
- Matsumoto, R.; Jeon, J.Y.; Utsunomiya, H.; Osakada, K. Shape accuracy in the forming of deep holes with retreat and advance pulse ram motion on a servo press. J. Mater. Process Technol. 2013, 213, 770–778. [Google Scholar] [CrossRef]
- Matsumoto, R.; Hayashi, K.; Utsunomiya, H. Experimental and numerical analysis of friction in high aspect ratio combined forward-upward extrusion with retreat and advance pulse ram motion on a servo press. J. Mater. Process Technol. 2014, 214, 936–944. [Google Scholar] [CrossRef]
- Chen, M.; Hua, L.; Hu, Z.; Dong, K.; Qin, X. Cracking and suppression mechanisms of directed energy deposited IN738 superalloy revealed by microstructural characterization, in-situ thermal monitoring, and numerical simulations. J. Alloys Compd. 2025, 1020, 179446. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Hori, A. Application of load pulsation using servo press to plate forging of stainless steel parts. J. Mater. Process Technol. 2014, 214, 1379–1387. [Google Scholar] [CrossRef]
- Groche, P.; Heß, B. Friction control for accurate cold forged parts. CIRP Ann. 2014, 63, 285–288. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Ichikawa, Y.; Sugawara, M. Use of liquid lubricant for upward extrusion of cup with internal splines using pulsating motion. J. Mater. Process Technol. 2017, 244, 273–281. [Google Scholar] [CrossRef]
- Maeno, T.; Sugawara, M.; Saito, T.; Terada, A.; Mori, K. Improvement of burnished area in punching of stainless steel thick plate by means of pulsating motion. Procedia Manuf. 2020, 50, 203–209. [Google Scholar] [CrossRef]
- Kuo, C.C.; Huang, H.L.; Li, T.C.; Fang, K.L.; Lin, B.T. Optimization of the pulsating curve for servo stamping of rectangular cup. J. Manuf. Process 2020, 56, 990–1000. [Google Scholar] [CrossRef]
- Meng, D.; Zhu, C.; Zhao, X.; Zhao, S. Applying low-frequency vibration for the experimental investigation of clutch hub forming. Materials 2018, 11, 928. [Google Scholar] [CrossRef]
- Müller, P.; Hübner, S.; Rosenbusch, D.; Vogt, H.; Behrens, B.A. Investigation of the influence of a superimposed oscillated forming process on forming characteristics. Key Eng. Mater. 2021, 883, 181–186. [Google Scholar] [CrossRef]
- Ben, N.Y.; Zhang, Q.; Bandyopadhyay, K.; Lee, M.G. Analysis of friction behavior under oscillating forming process using T-shape compression test and finite element simulation. J. Mater. Process Technol. 2020, 275, 116327. [Google Scholar] [CrossRef]
- Groche, P.; Schmidt, W. Wear prediction in oscillating cold forging processes. Tribol. Lett. 2020, 68, 128. [Google Scholar] [CrossRef]
- Matsumoto, R.; Utsunomiya, H.; Ishigai, S. Lubrication in hot forging with pulsed ram motion. Key Eng. Mater. 2018, 767, 149–156. [Google Scholar] [CrossRef]
- Zhang, Q.; Ben, N.Y.; Yang, K. Effect of variational friction and elastic deformation of die on oscillating cold forging for spline shaft. J. Mater. Process Technol. 2017, 244, 166–177. [Google Scholar] [CrossRef]
- Matsumoto, R.; Nakamura, Y.; Utsunomiya, H. In situ observation of re-lubrication of die–workpiece interface during forging with ram pulsation. J. Manuf. Process 2023, 101, 675–686. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Hardness | Surface Roughness Ra, [μm] | |
|---|---|---|---|
| Billet | Annealed mild steel: S10C | 105 [HV10] | 1.4 |
| Punch | High speed steel: DRM2 | 56–60 [HRC] | 0.8 |
| Die | Tool steel: SK3 | 68 [HRC] | 0.2 |
| Solid lubricant | Nippon Parkerizing Co., Ltd., FL-E740 | ||
| Liquid lubricant | Sulphur additive contained oil-based: v = 132 /s at 40 °C | ||
| Type of Slide Motion | Number of Pulse n [–] | [mm] | [mm] | Average Slide Speed [mm/s] |
|---|---|---|---|---|
| Without Oscillation | 0 | – | – | 67 |
| With Oscillation | 3 | 5.50 | 1.5 | 49 |
| With Oscillation | 1 | 5.50 | 1.5 | 49 |
| With Oscillation | 1 | 8.30 | 1.5 | 49 |
| With Oscillation | 1 | 13.30 | 1.5 | 49 |
| With Oscillation | 1 | 13.30 | 10 | 49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soleymanipoor, A.; Maeno, T. Effect of Pulsating Motion Conditions on Relubrication Behavior and Dimensions of Laterally Extruded Internal Gears. J. Manuf. Mater. Process. 2025, 9, 190. https://doi.org/10.3390/jmmp9060190
Soleymanipoor A, Maeno T. Effect of Pulsating Motion Conditions on Relubrication Behavior and Dimensions of Laterally Extruded Internal Gears. Journal of Manufacturing and Materials Processing. 2025; 9(6):190. https://doi.org/10.3390/jmmp9060190
Chicago/Turabian StyleSoleymanipoor, Alireza, and Tomoyoshi Maeno. 2025. "Effect of Pulsating Motion Conditions on Relubrication Behavior and Dimensions of Laterally Extruded Internal Gears" Journal of Manufacturing and Materials Processing 9, no. 6: 190. https://doi.org/10.3390/jmmp9060190
APA StyleSoleymanipoor, A., & Maeno, T. (2025). Effect of Pulsating Motion Conditions on Relubrication Behavior and Dimensions of Laterally Extruded Internal Gears. Journal of Manufacturing and Materials Processing, 9(6), 190. https://doi.org/10.3390/jmmp9060190