
Aluminium/Steel Joints with Dissimilar Thicknesses: Enhancement of UTS and Ductility Through Making an S-Shaped Interface and a Mixed-Mode Fracture


 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Experimental Procedure
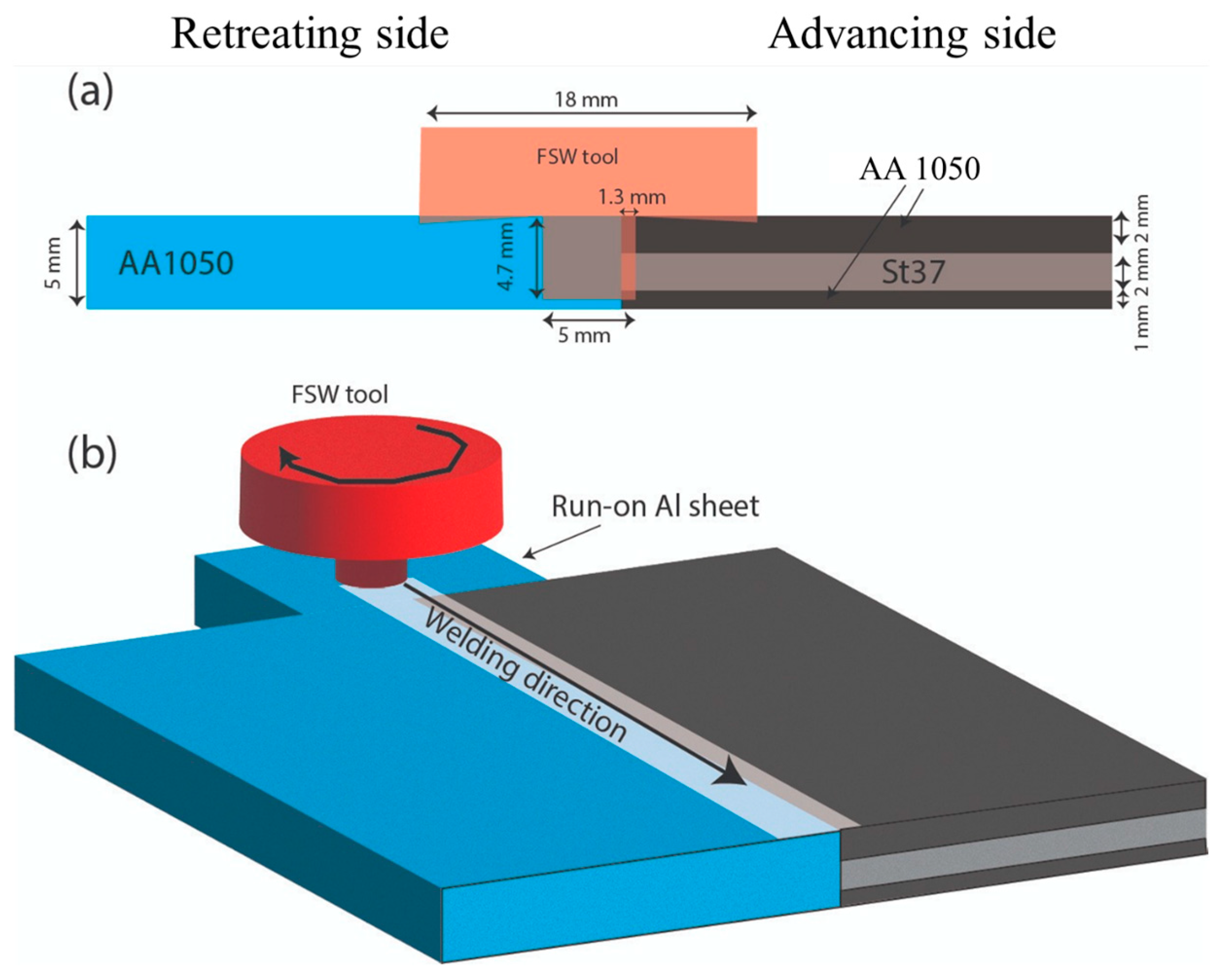
2.1. Joint Manufacturing
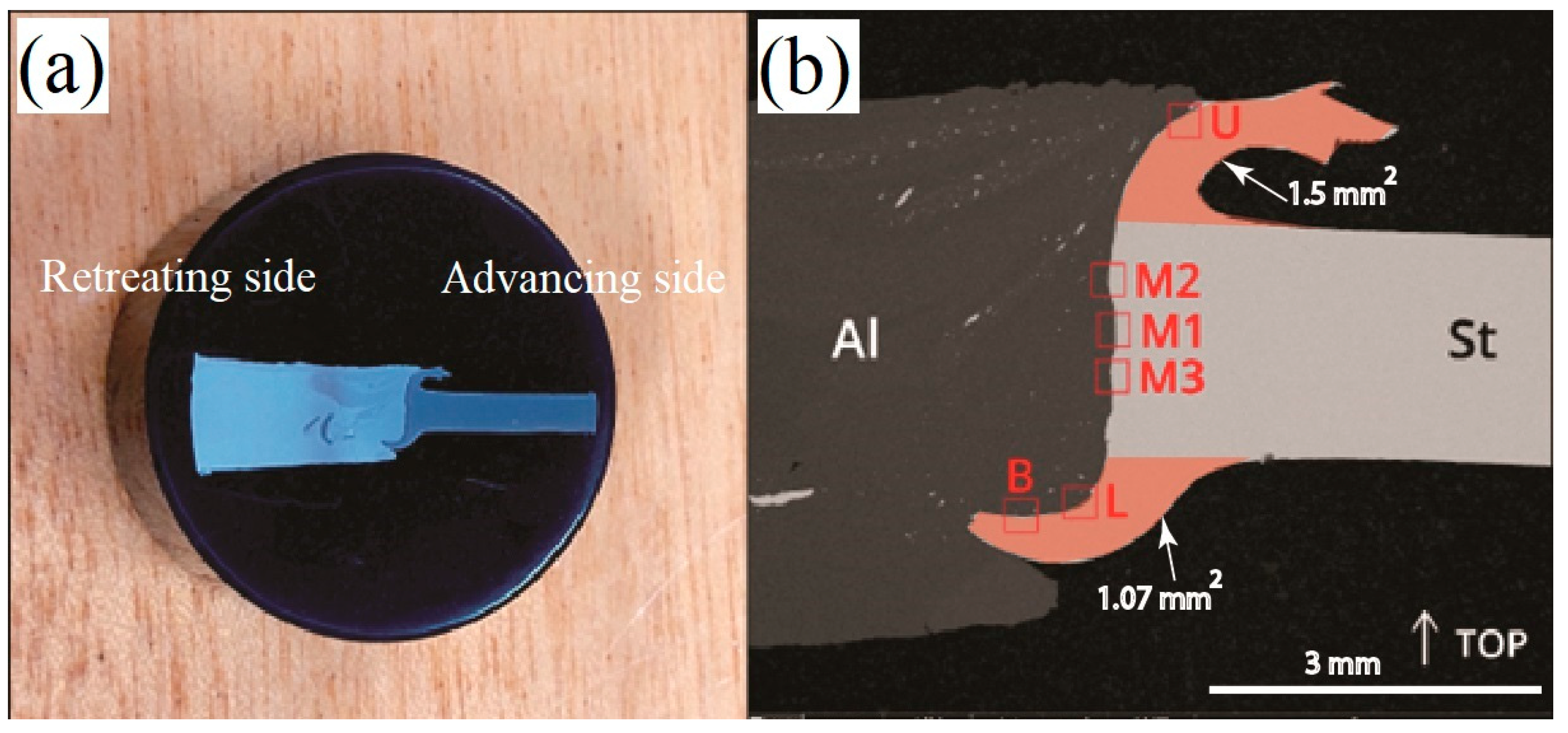
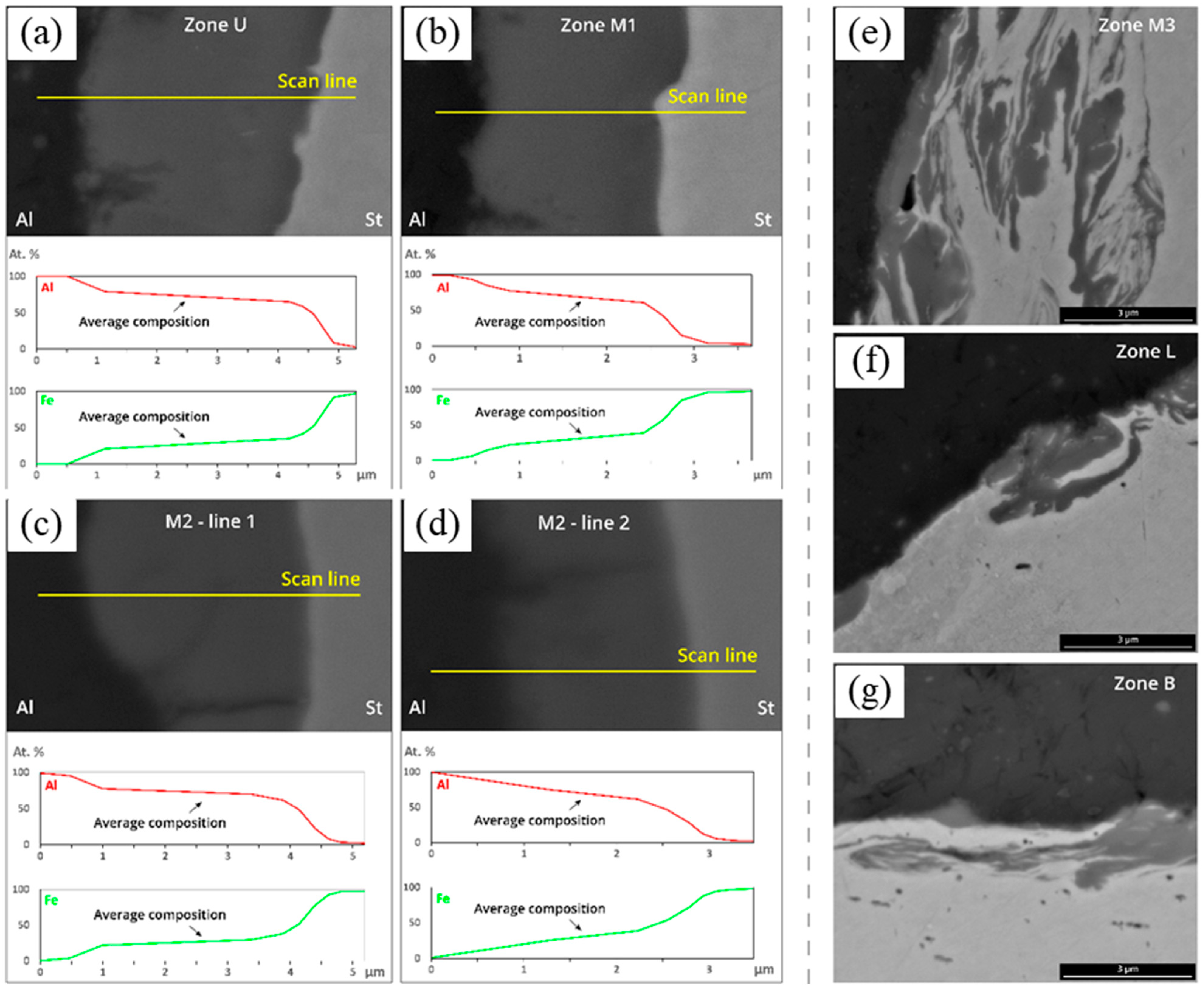
2.2. SEM/EDS Analysis
- U—upper part of the interface;
- M1, M2, and M3—middle part of the interface;
- L—lower tip of the interface;
- B—bottom part of the interface.
2.3. Mechanical Tests and Fractography
2.4. TEM and EBSD Analyses
3. Results and Discussion
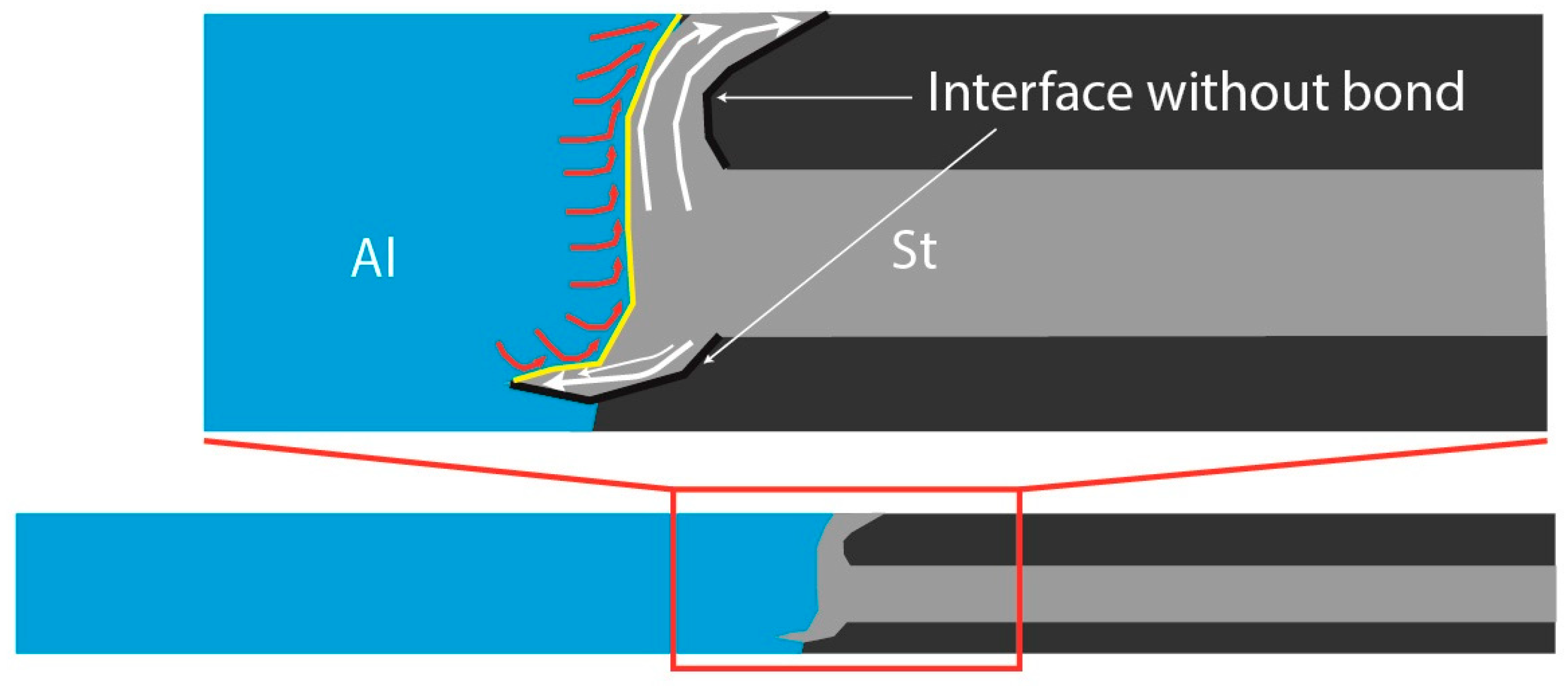
3.1. Joint Geometry and Interface Microstructure
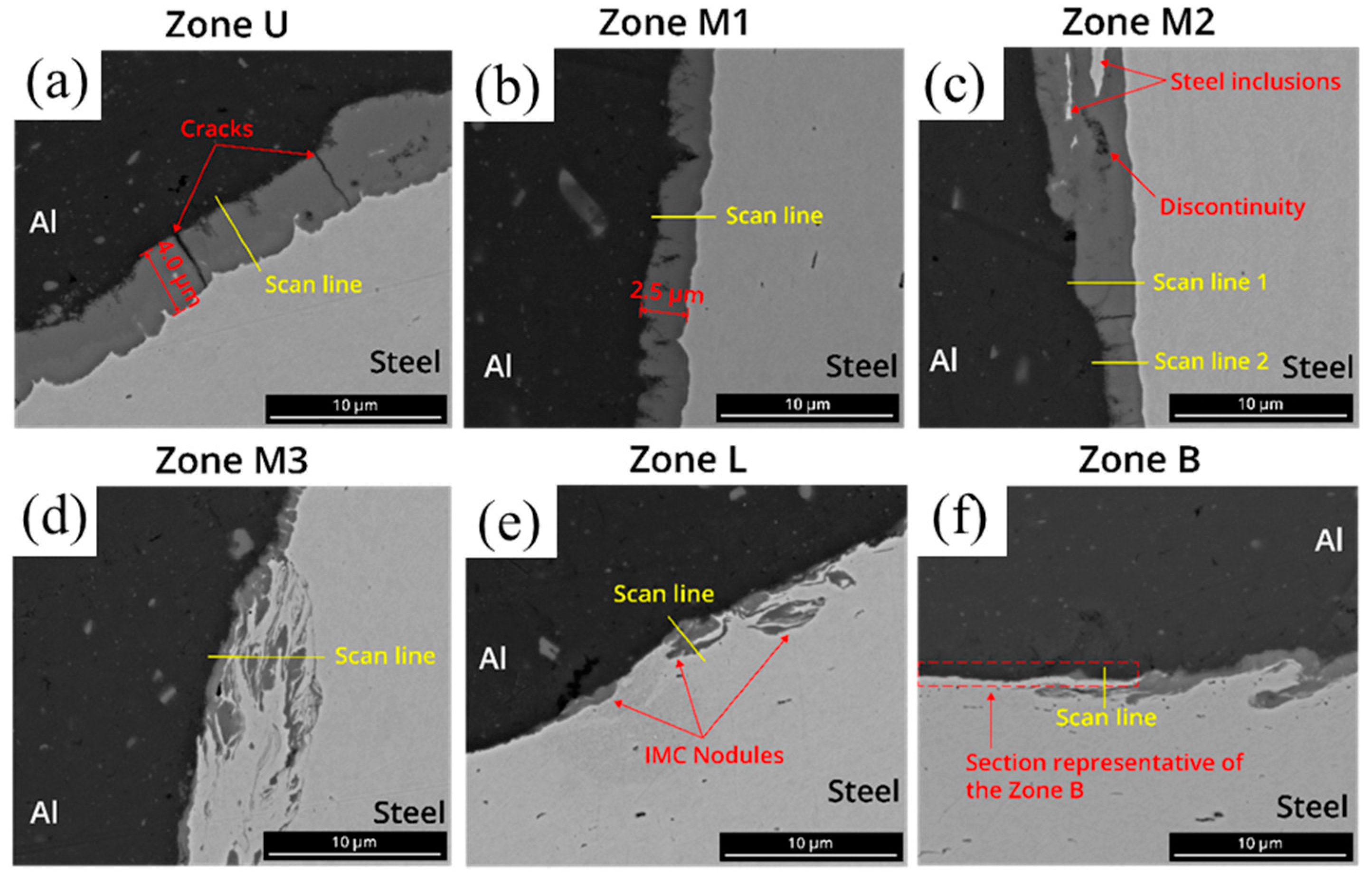
3.2. IMC Layer Thicknesses
3.3. Microhardness Analysis
3.4. Mechanical Properties and Fracture Behaviour
4. Conclusions
- The process produced a unique S-shaped interface between aluminium and steel, facilitated by the use of a run-on plate and support plates.
- This S-shaped interface enhanced the joint’s ultimate tensile strength (UTS) by 150% and improved its ductility. The curvature of the interface prevented it from being entirely perpendicular to the loading direction, contributing to better mechanical performance.
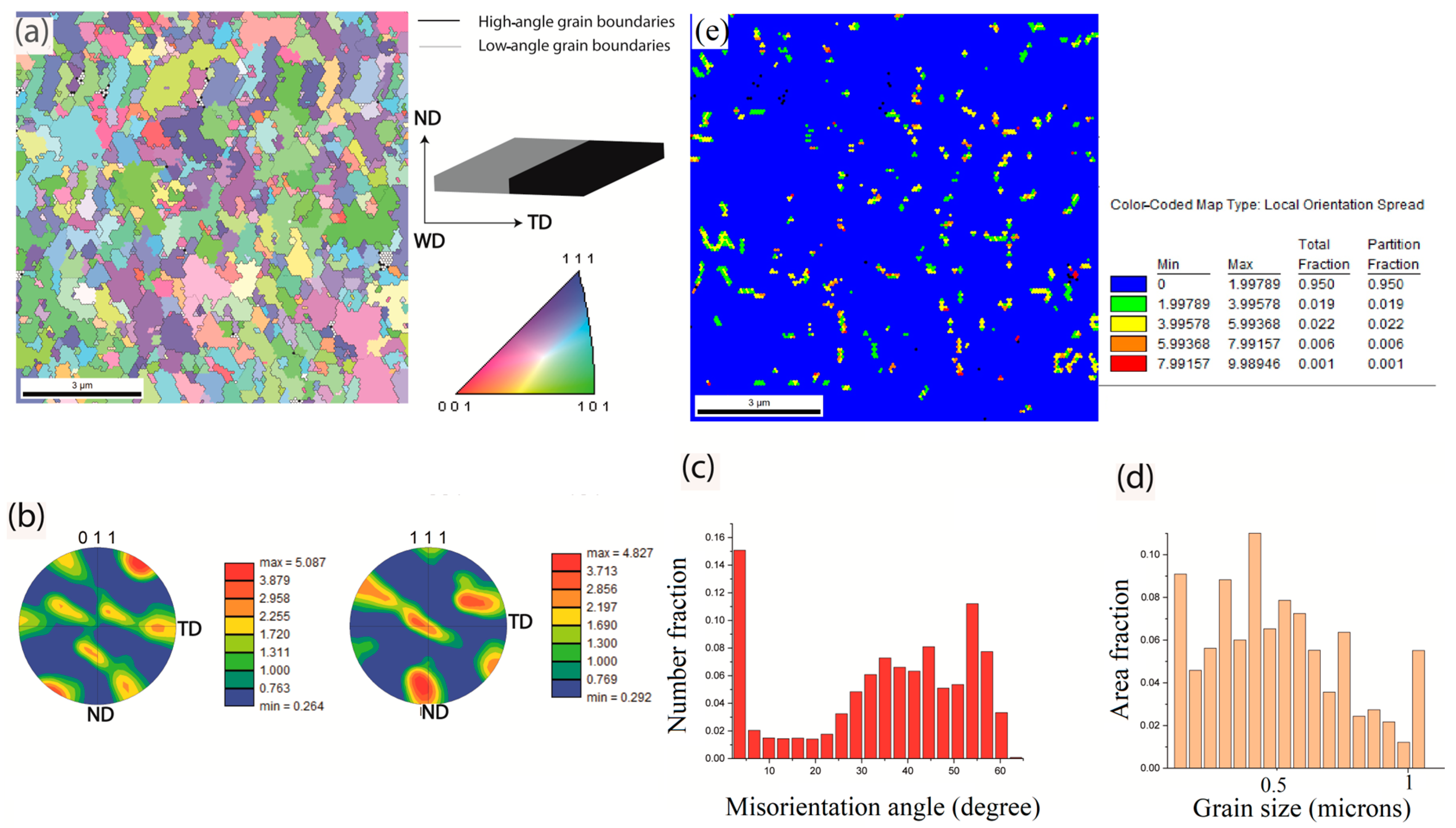
- According to EBSD results, the stir zone of Al consists of fine grains (below 1 µm) with a B-fibre texture, indicating a strong shear deformation and dynamic recrystallization.
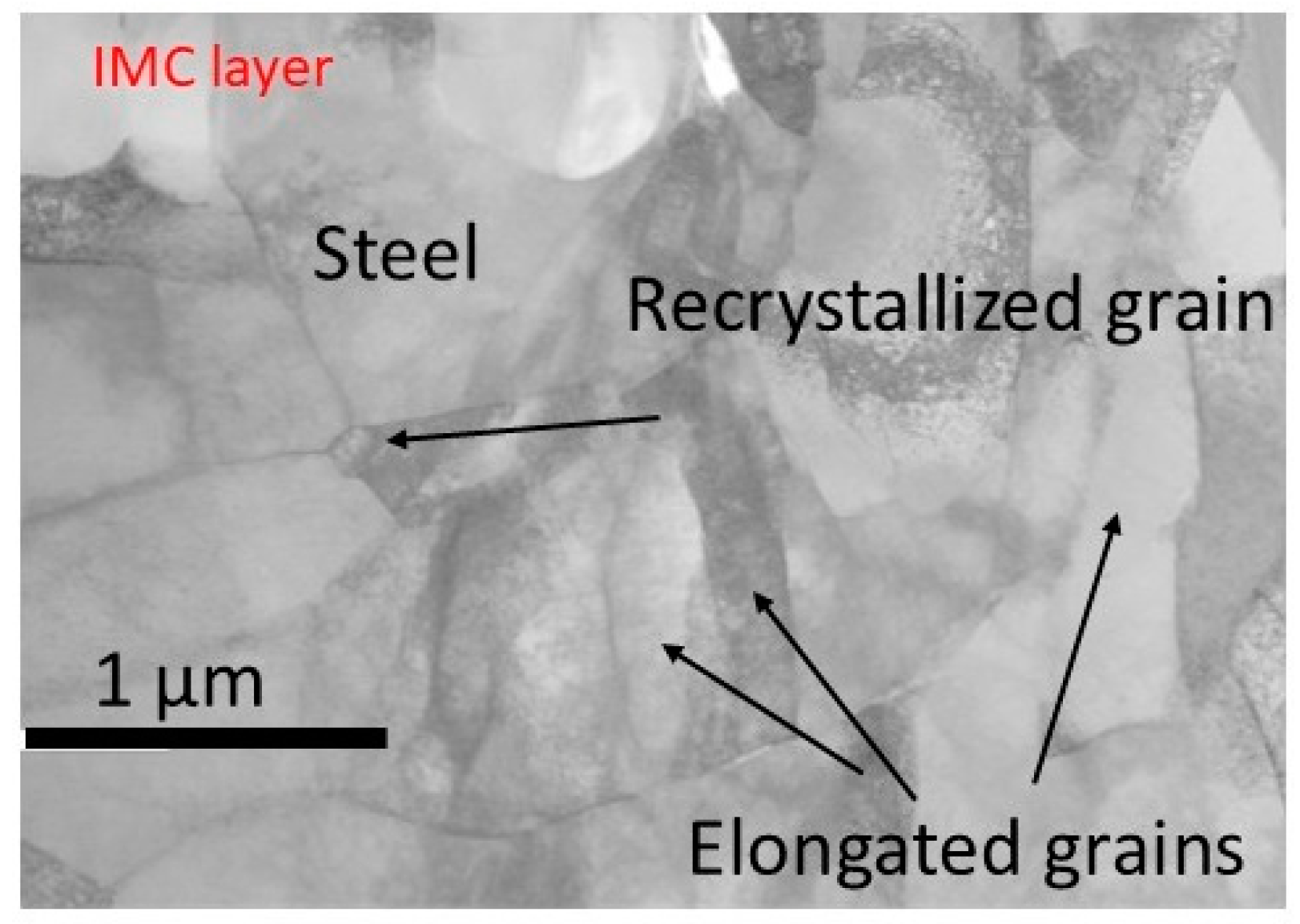
- According to TEM images, St was not in the stir zone due to the absence of recrystallized and equiaxed grains. St in the vicinity of the interface is deformed plastically, causing the grains to be elongated in this region, with some evidence of partial recrystallization.
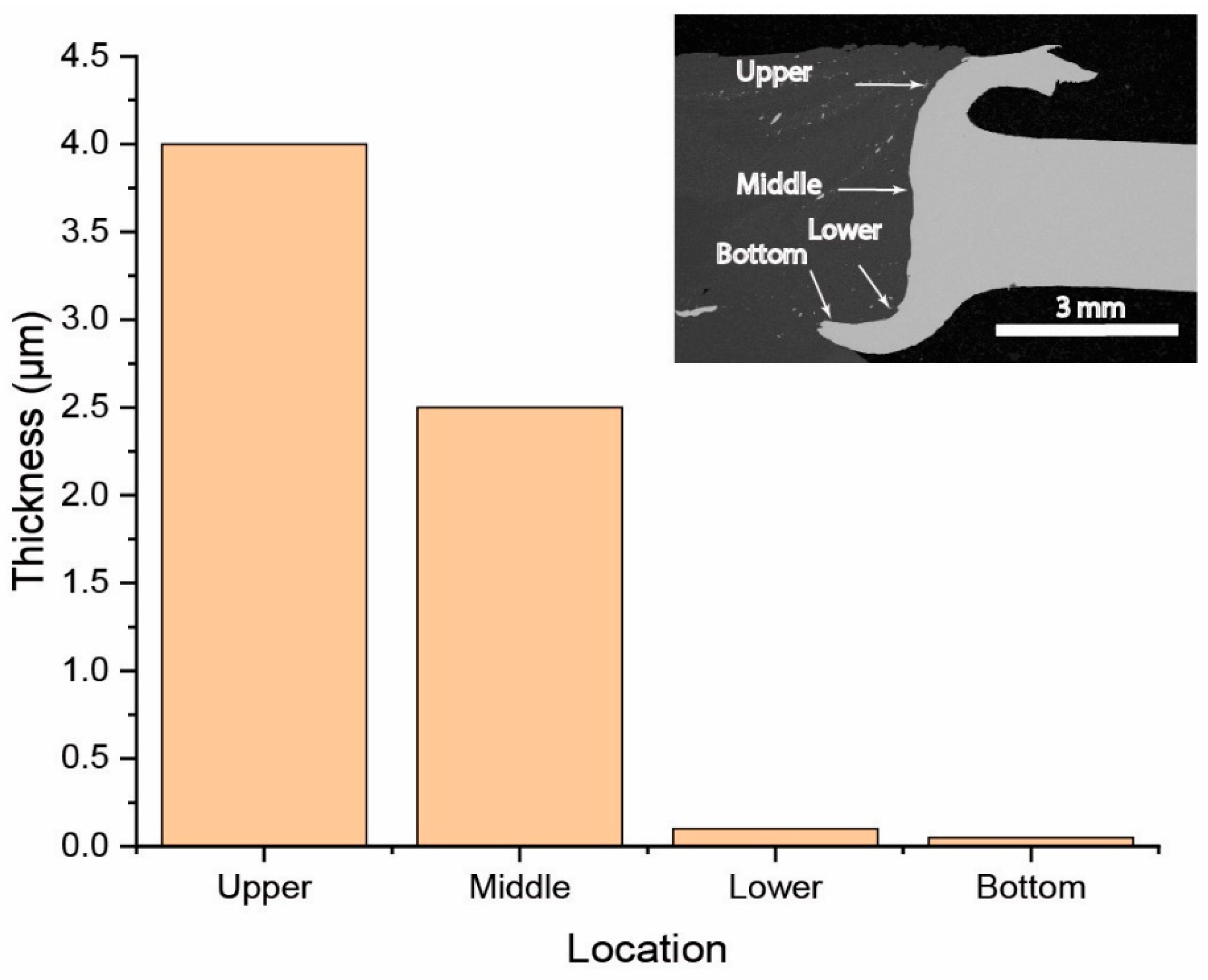
- The weld exhibited a varying intermetallic compound (IMC) microstructure along the joint interface, with a gradient in IMC layer thickness. The thickness decreased from 4 µm at the top of the interface to 2.5 µm in the middle and less than 0.1 µm at the bottom. This gradient corresponded to the peak temperatures experienced during the welding process along the interface.
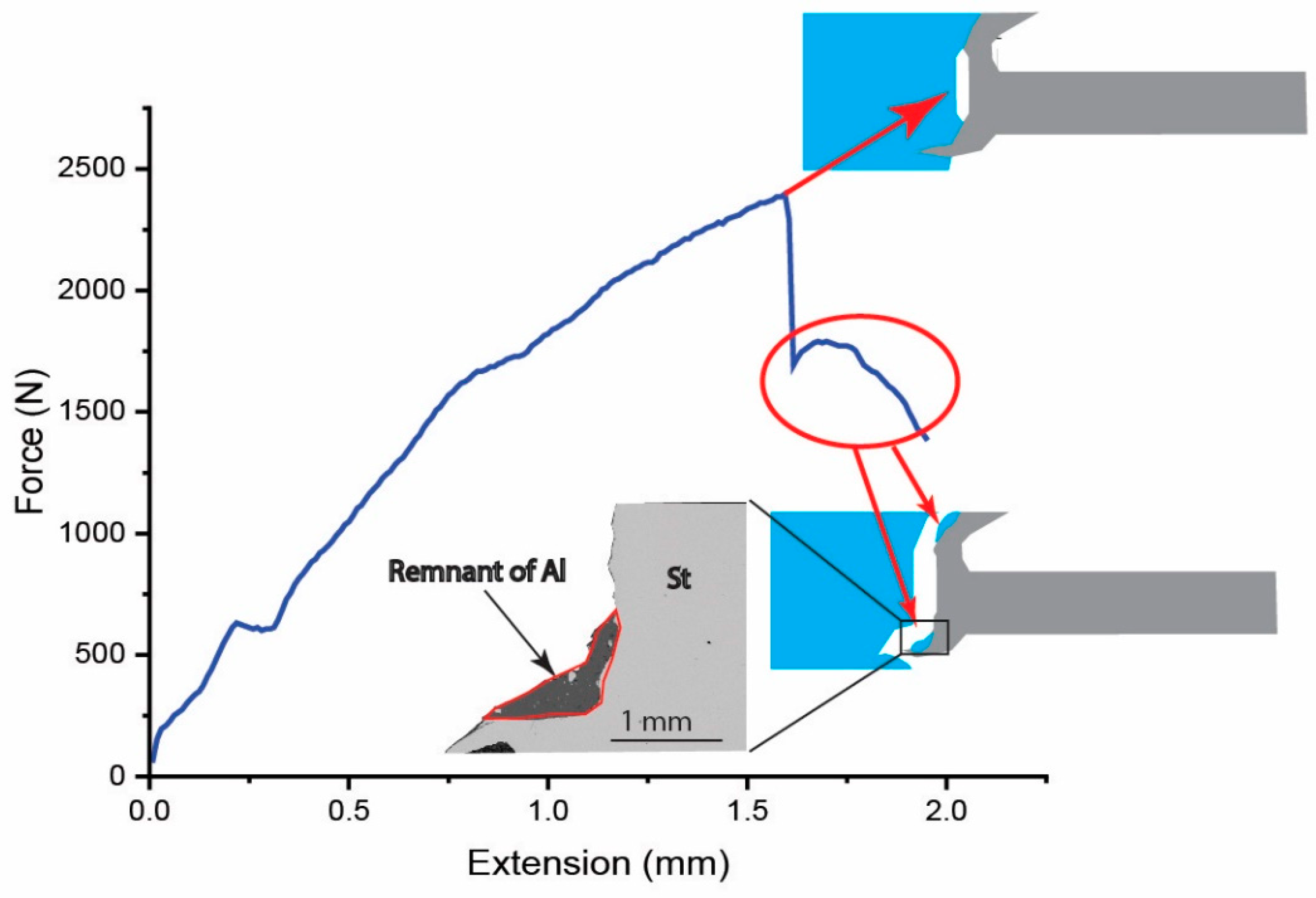
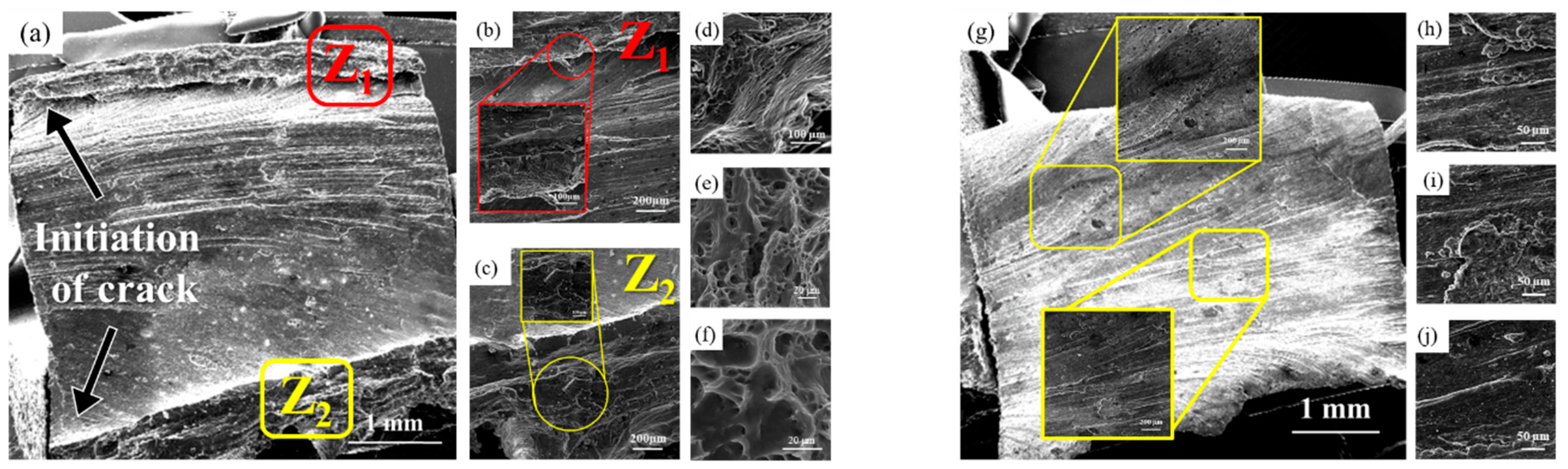
- Tensile testing revealed that failure occurred through the IMC layers in a brittle manner at the middle section, where the interface was perpendicular to the loading direction. Conversely, at the curved sections of the interface (top and bottom), failure was ductile, leaving aluminium remnants on the steel surface.
- IMC thickness plays a critical role in lowering the joint strength when the interface is loaded in tension. However, the IMC thickness is not decisive in the joint strength when the interface is loaded in shear.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, H.; Zhang, R.; Bin, Z. A Review of Automotive Lightweight Technology. In Proceedings of the 2018 International Conference on Mechanical, Electronic, Control and Automation Engineering (MECAE 2018), Qingdao, China, 30–31 March 2018; pp. 59–62. [Google Scholar]
- Kaushik, P.; Dwivedi, D.K. Al-steel dissimilar joining: Challenges and opportunities. Mater. Today: Proc. 2022, 62, 6884–6899. [Google Scholar] [CrossRef]
- Shravan, C.; Radhika, N.; Kumar, N.D.; Sivasailam, B. A review on welding techniques: Properties, characterisations and engineering applications. Adv. Mater. Process. Technol. 2023, 10, 1126–1181. [Google Scholar]
- Kumar, N.; Yuan, W.; Mishra, R. Challenges and opportunities for friction stir welding of dissimilar alloys and materials (Chapter 7). In Friction Stir Welding of Dissimilar Alloys and Materials; Elsevier Butterworth-Heinemann: Oxford, UK, 2015; pp. 123–126. [Google Scholar]
- Christy, J.V.; Mourad, A.-H.I.; Sherif, M.M.; Shivamurthy, B. Review of recent trends in friction stir welding process of aluminum alloys and aluminum metal matrix composites. Trans. Nonferrous Met. Soc. China 2021, 31, 3281–3309. [Google Scholar] [CrossRef]
- Zhang, X.; Gao, K.; Wang, Z.; Hu, X.; Liu, H.; Nie, Z. Effect of intermetallic compounds on interfacial bonding of Al/Fe composites. Mater. Lett. 2023, 333, 133597. [Google Scholar] [CrossRef]
- Wang, T.; Sidhar, H.; Mishra, R.S.; Hovanski, Y.; Upadhyay, P.; Carlson, B. Evaluation of intermetallic compound layer at aluminum/steel interface joined by friction stir scribe technology. Mater. Des. 2019, 174, 107795. [Google Scholar]
- Tanaka, T.; Nezu, M.; Uchida, S.; Hirata, T. Mechanism of intermetallic compound formation during the dissimilar friction stir welding of aluminum and steel. J. Mater. Sci. 2020, 55, 3064–3072. [Google Scholar] [CrossRef]
- Ma, L.; Xu, Z.; Zhang, T.; Chen, G.; Sun, S.; Zhou, L.; Yu, M.; Song, X. In-situ formed amorphous phase in aluminum/steel friction stir welds: Interface evolution and strength improvement. J. Adv. Join. Process. 2024, 9, 100220. [Google Scholar] [CrossRef]
- Tasić, P.; Hajro, I.; Hodžić, D.; Dobraš, D. Energy efficient welding technology: Fsw. In Proceedings of the 11th International Conference on Accomplishments in Electrical and Mechanical Engineering and Information Technology, Bosnia, Bosnia and Herzegovina, 30 May–1 June 2013. [Google Scholar]
- Kusuda, Y. Honda develops robotized FSW technology to weld steel and aluminum and applied it to a mass-production vehicle. Ind. Robot. Int. J. 2013, 40, 208–212. [Google Scholar] [CrossRef]
- Martinsen, K.; Hu, S.; Carlson, B. Joining of dissimilar materials. Cirp Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef]
- Beygi, R.; Zarezadeh Mehrizi, M.; Akhavan-Safar, A.; Safaei, S.; Loureiro, A.; Da Silva, L. Design of friction stir welding for butt joining of aluminum to steel of dissimilar thickness: Heat treatment and fracture behavior. Int. J. Adv. Manuf. Technol. 2021, 112, 1951–1964. [Google Scholar] [CrossRef]
- Bang, H.-S.; Hong, S.M.; Das, A.; Bang, H.-S. A prediction of Fe-Al IMC layer thickness in TIG-assisted hybrid friction stir welded Al/steel dissimilar joints by numerical analysis. Int. J. Adv. Manuf. Technol. 2020, 106, 765–778. [Google Scholar]
- Beygi, R.; Talkhabi, A.A.; Mehrizi, M.Z.; Marques, E.A.; Carbas, R.J.; da Silva, L.F. A novel lap-Butt joint design for FSW of aluminum to steel in tee-configuration: Joining mechanism, intermetallic formation, and fracture behavior. Metals 2023, 13, 1027. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, Y.; Xue, P.; Zhang, H.; Ni, D.; Wang, K.; Ma, Z. High-quality dissimilar friction stir welding of Al to steel with no contacting between tool and steel plate. Mater. Charact. 2022, 191, 112128. [Google Scholar]
- Beygi, R.; Carbas, R.; Queiros, A.; Marques, E.; Shi, R.; Da Silva, L. Comparative study between stainless steel and carbon steel during dissimilar friction stir welding with aluminum: Kinetics of Al–Fe intermetallic growth. Met. Mater. Int. 2022, 28, 1948–1959. [Google Scholar]
- Mir, F.A.; Khan, N.Z.; Siddiquee, A.N.; Parvez, S. Effect of tool–pin offset on microstructure, mechanical properties, and corrosion behavior of friction stir welded AA2024-T3 and SS304 dissimilar joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2024, 238, 1239–1255. [Google Scholar]
- Beygi, R.; Galvão, I.; Nematzadeh, F.; Almeida Leitão, C.M.; Leal, R.M.; da Silva, L.F.; Almeida Leitão, C.M.; Leal, R.M.; da Silva, L.F. A Novel Procedure for Friction Stir Welding Aluminium to Copper by Using an Aluminium Run-On Plate. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2023; pp. 83–90. [Google Scholar]
- Beygi, R.; Carbas, R.; Barbosa, A.; Marques, E.; Da Silva, L. A comprehensive analysis of a pseudo-brittle fracture at the interface of intermetallic of η and steel in aluminum/steel joints made by FSW: Microstructure and fracture behavior. Mater. Sci. Eng. A 2021, 824, 141812. [Google Scholar]
- Ambrosio, D.; Morisada, Y.; Ushioda, K.; Fujii, H. Material flow in friction stir welding: A review. J. Mater. Process. Technol. 2023, 320, 118116. [Google Scholar]
- Chen, S.; Han, Y.; Jiang, X.; Li, X.; Yuan, T.; Jiang, W.; Wang, X. Study on in-situ material flow behaviour during friction stir welding via a novel material tracing technology. J. Mater. Process. Technol. 2021, 297, 117205. [Google Scholar]
- Zhao, S.; Ni, J.; Wang, G.; Wang, Y.; Bi, Q.; Zhao, Y.; Liu, X. Effects of tool geometry on friction stir welding of AA6061 to TRIP steel. J. Mater. Process. Technol. 2018, 261, 39–49. [Google Scholar] [CrossRef]
- Shang, S.-L.; Sun, H.; Pan, B.; Wang, Y.; Krajewski, A.M.; Banu, M.; Li, J.; Liu, Z.-K. Forming mechanism of equilibrium and non-equilibrium metallurgical phases in dissimilar aluminum/steel (Al–Fe) joints. Sci. Rep. 2021, 11, 24251. [Google Scholar]
- Zhang, Y.; Zhao, T.; Yu, X.; Huang, J. The Al-Fe intermetallic compounds and the atomic diffusion behavior at the interface of aluminum-steel welded joint. Metals 2023, 13, 334. [Google Scholar] [CrossRef]
- Verma, S.; Misra, J.P. Effect of process parameters on temperature and force distribution during friction stir welding of armor-marine grade aluminum alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 144–154. [Google Scholar]
- Cao, F.; Zhang, P.; Zou, J.; Wang, T. The formation and growth of intermetallic compounds during interdiffusion of Al/Cu bimetals. Mater. Res. Express 2022, 9, 056503. [Google Scholar]
- Beygi, R.; Akhavan-Safar, A.; Carbas, R.; Barbosa, A.; Marques, E.; da Silva, L. Utilizing a ductile damage criterion for fracture analysis of a dissimilar aluminum/steel joint made by friction stir welding. Eng. Fract. Mech. 2022, 274, 108775. [Google Scholar]
- Abd Elnabi, M.M.; Osman, T.; El Mokadem, A. Evaluation of the formation of intermetallic compounds at the intermixing lines and in the nugget of dissimilar steel/aluminum friction stir welds. J. Mater. Res. Technol. 2020, 9, 10209–10222. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements (Wt%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ti | Zn | Mg | Cu | Si | Mn | C | Al | Fe | |
| - | - | - | - | 0.4≥ | 0.35–0.65 | 0.17–0.2 | - | Bal. | St37 |
| 0.03 | 0.05 | 0.05 | 0.05 | 0.25 | 0.05 | - | Bal. | 0.4 | AA1050 |
| Mechanical Properties | |||||||||
| Hardness (VH) | Yield Strength (MPa) | Tensile Strength (MPa) | |||||||
| 120 | 300 | 370 | St37 | ||||||
| 41 | 85 | 100–135 | AA1050 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teixeira, T.O.G.; Beygi, R.; Carbas, R.J.C.; Marques, E.A.S.; Bolhasani Hesari, M.; Kasaei, M.M.; da Silva, L.F.M. Aluminium/Steel Joints with Dissimilar Thicknesses: Enhancement of UTS and Ductility Through Making an S-Shaped Interface and a Mixed-Mode Fracture. J. Manuf. Mater. Process. 2025, 9, 120. https://doi.org/10.3390/jmmp9040120
Teixeira TOG, Beygi R, Carbas RJC, Marques EAS, Bolhasani Hesari M, Kasaei MM, da Silva LFM. Aluminium/Steel Joints with Dissimilar Thicknesses: Enhancement of UTS and Ductility Through Making an S-Shaped Interface and a Mixed-Mode Fracture. Journal of Manufacturing and Materials Processing. 2025; 9(4):120. https://doi.org/10.3390/jmmp9040120
Chicago/Turabian StyleTeixeira, Tiago Oliveira Gonçalves, Reza Beygi, Ricardo João Camilo Carbas, Eduardo Andre Sousa Marques, Masih Bolhasani Hesari, Mohammad Mehdi Kasaei, and Lucas Filipe Martins da Silva. 2025. "Aluminium/Steel Joints with Dissimilar Thicknesses: Enhancement of UTS and Ductility Through Making an S-Shaped Interface and a Mixed-Mode Fracture" Journal of Manufacturing and Materials Processing 9, no. 4: 120. https://doi.org/10.3390/jmmp9040120
APA StyleTeixeira, T. O. G., Beygi, R., Carbas, R. J. C., Marques, E. A. S., Bolhasani Hesari, M., Kasaei, M. M., & da Silva, L. F. M. (2025). Aluminium/Steel Joints with Dissimilar Thicknesses: Enhancement of UTS and Ductility Through Making an S-Shaped Interface and a Mixed-Mode Fracture. Journal of Manufacturing and Materials Processing, 9(4), 120. https://doi.org/10.3390/jmmp9040120