
A Hybrid Approach to Surface Engineering Based on Laser Texturing and Coating


Abstract
1. Introduction
2. Materials and Methods
2.1. Substrate
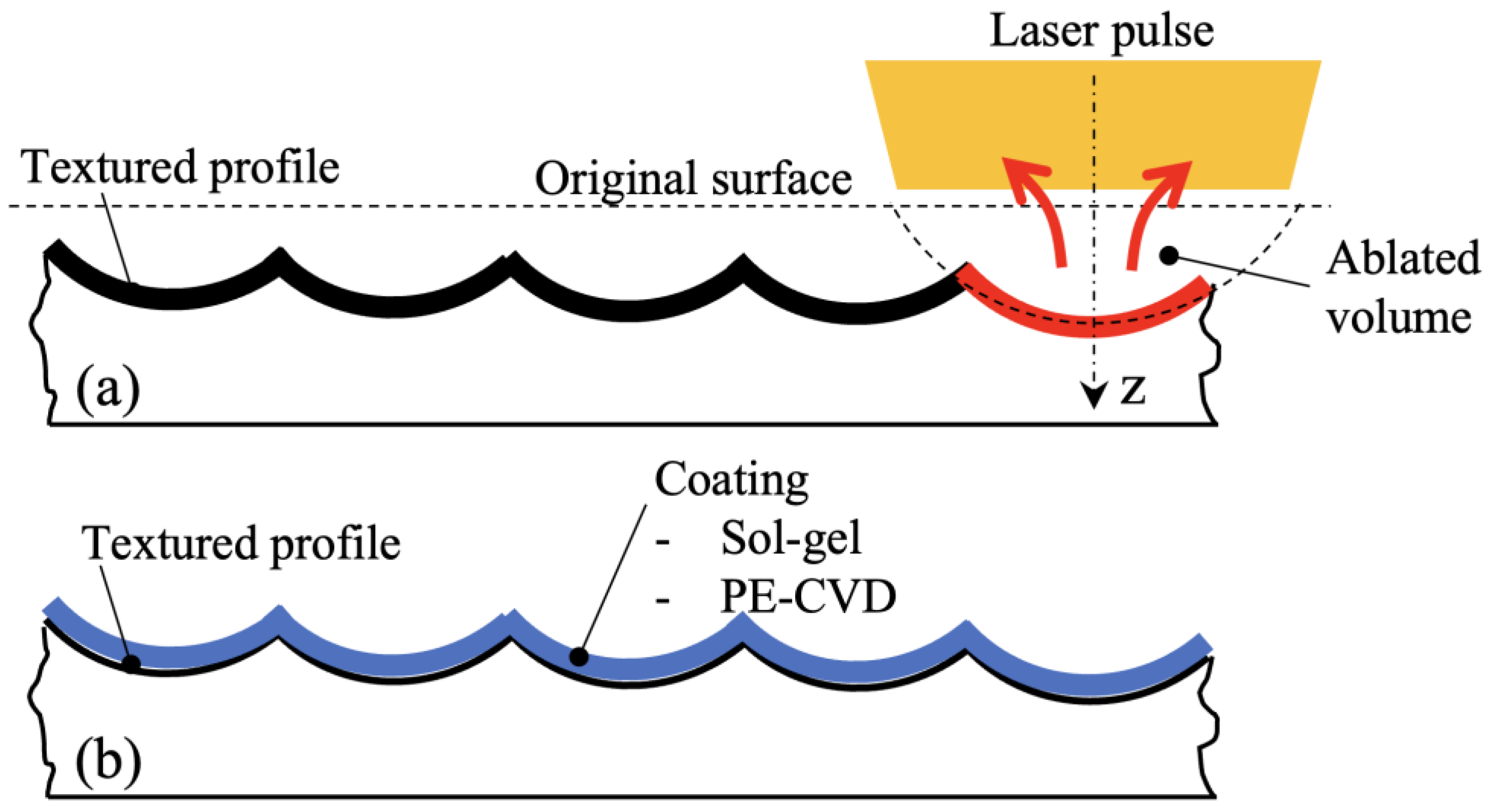
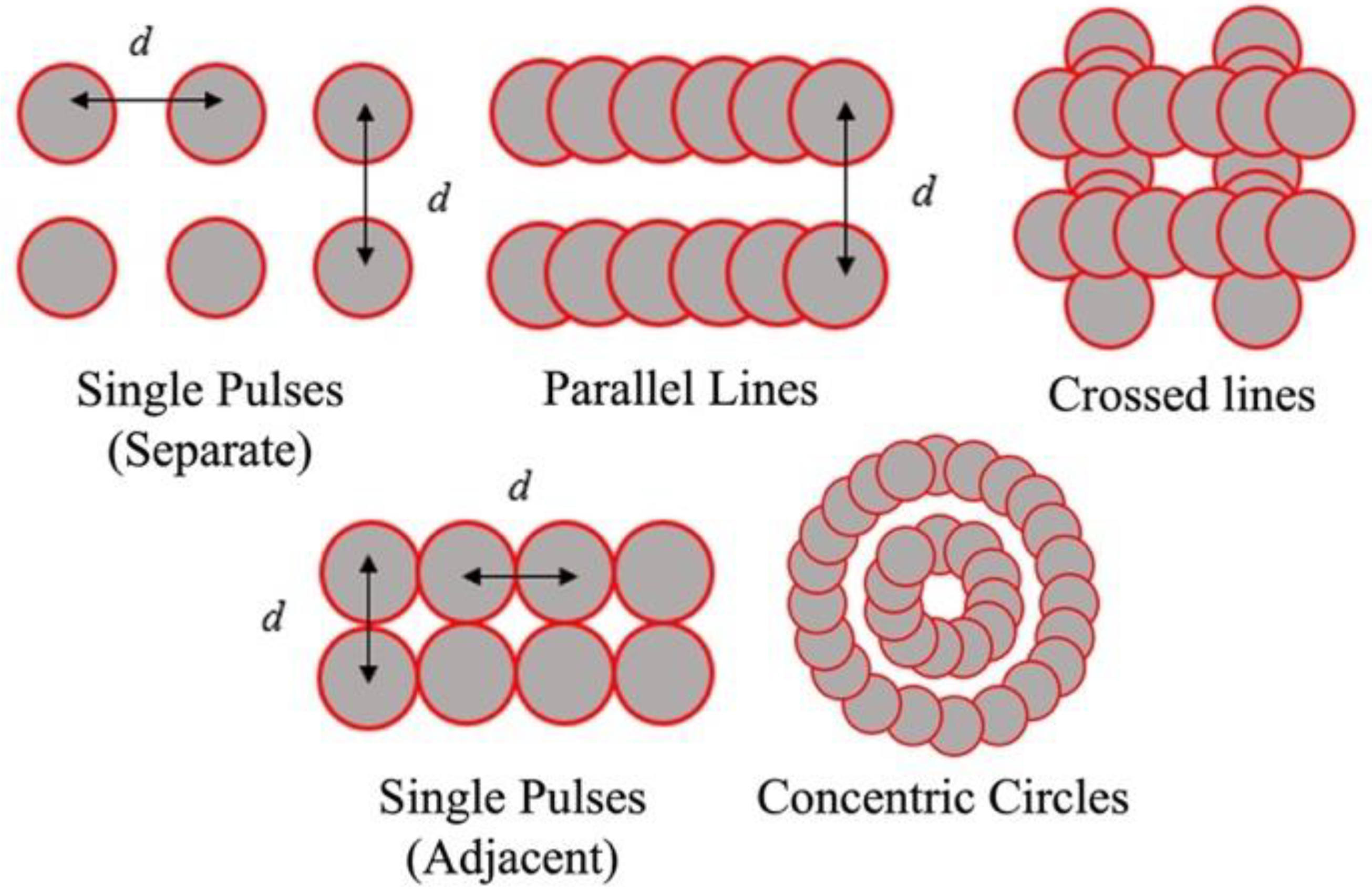
2.2. Laser Texturing
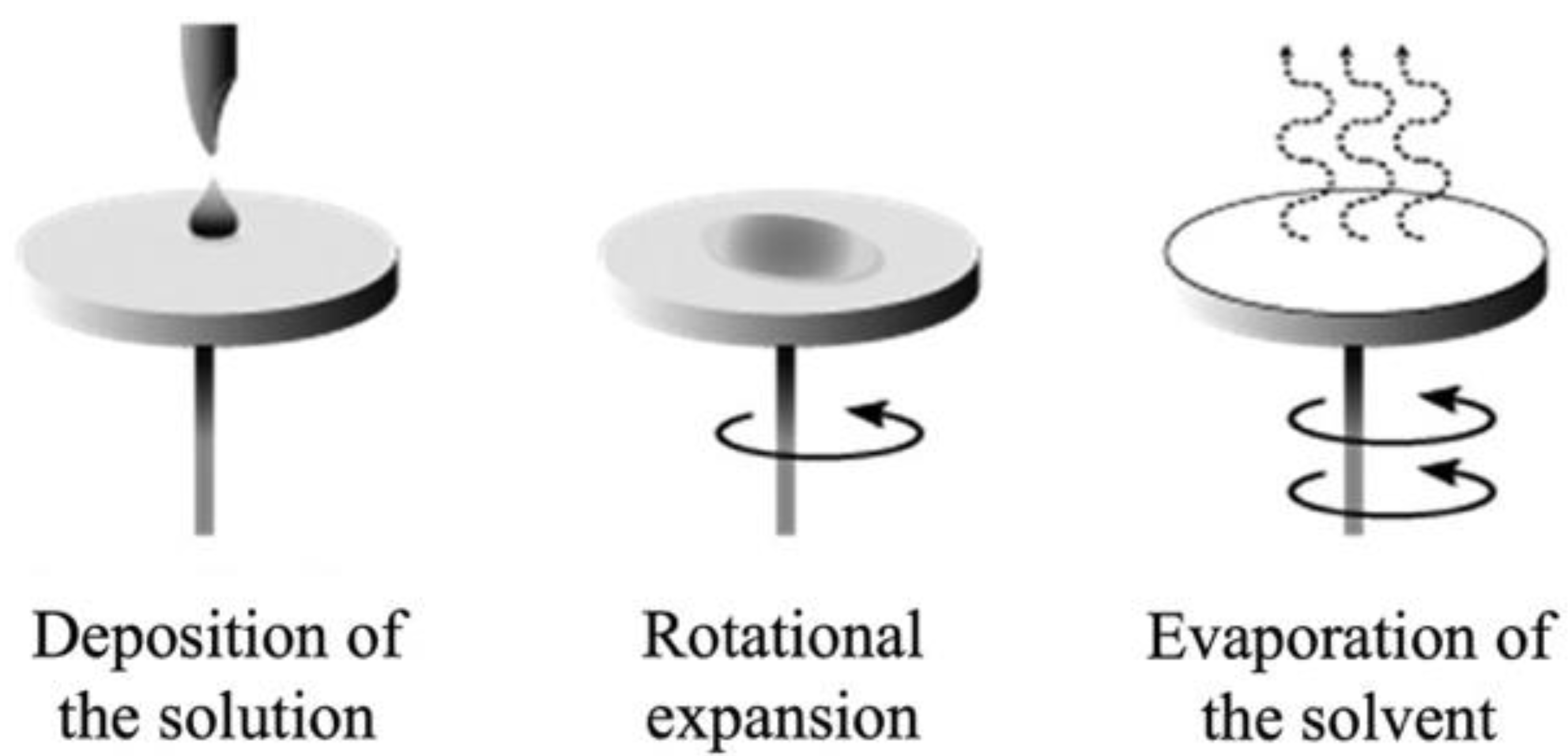
2.3. Sol–Gel Deposition
2.4. PE-CVD Deposition
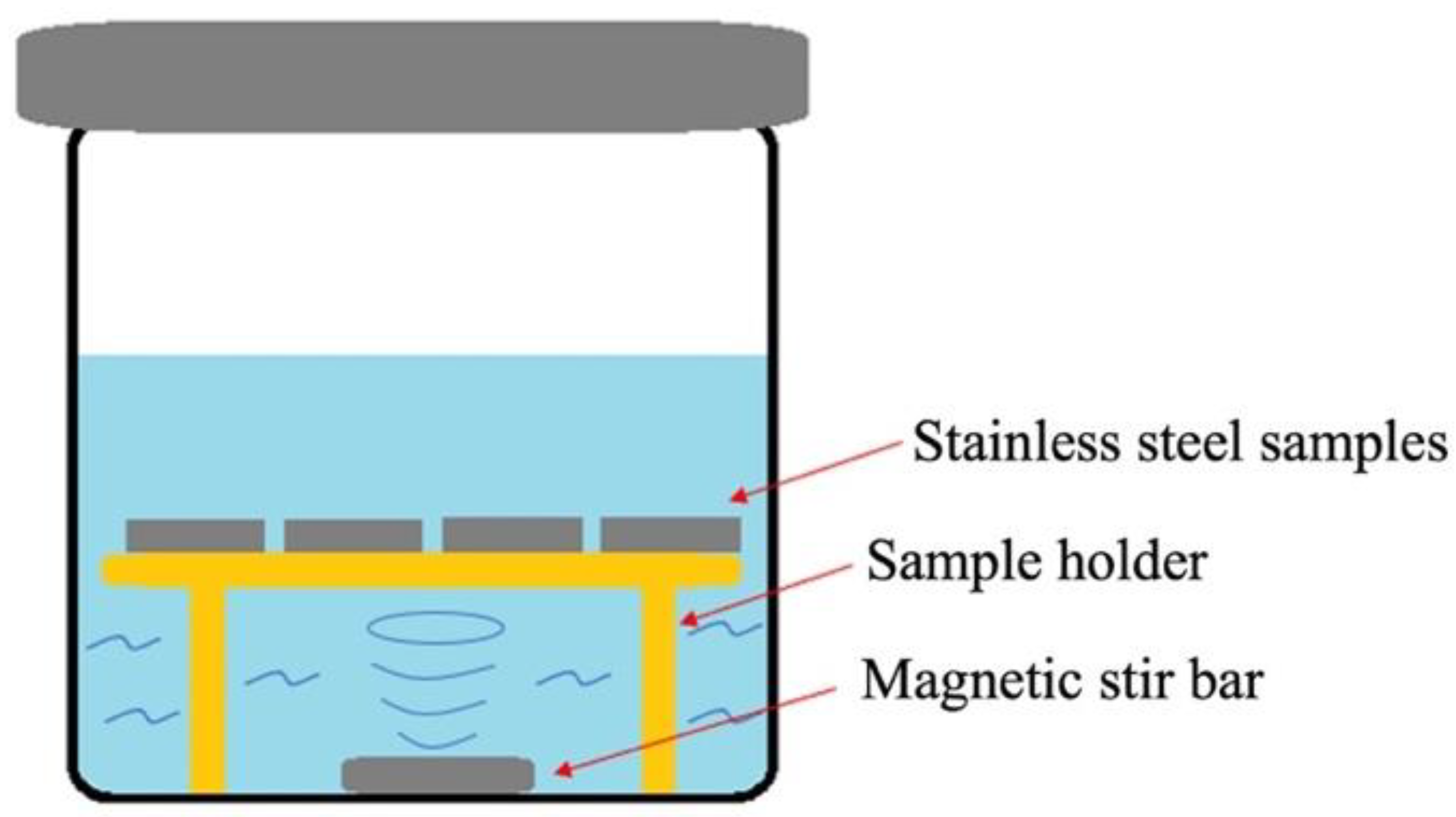
2.5. Surface Characterization
3. Results and Discussion
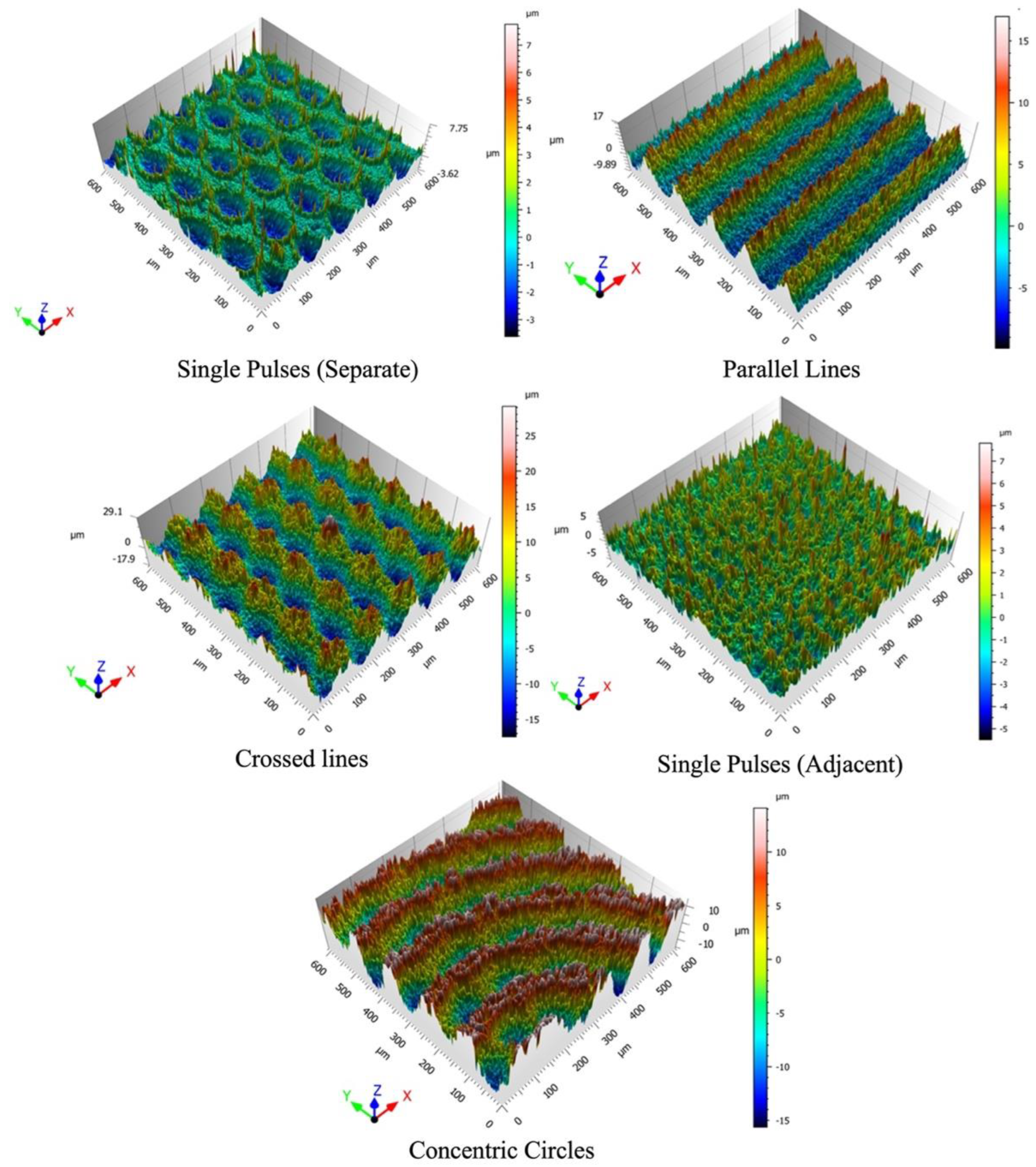
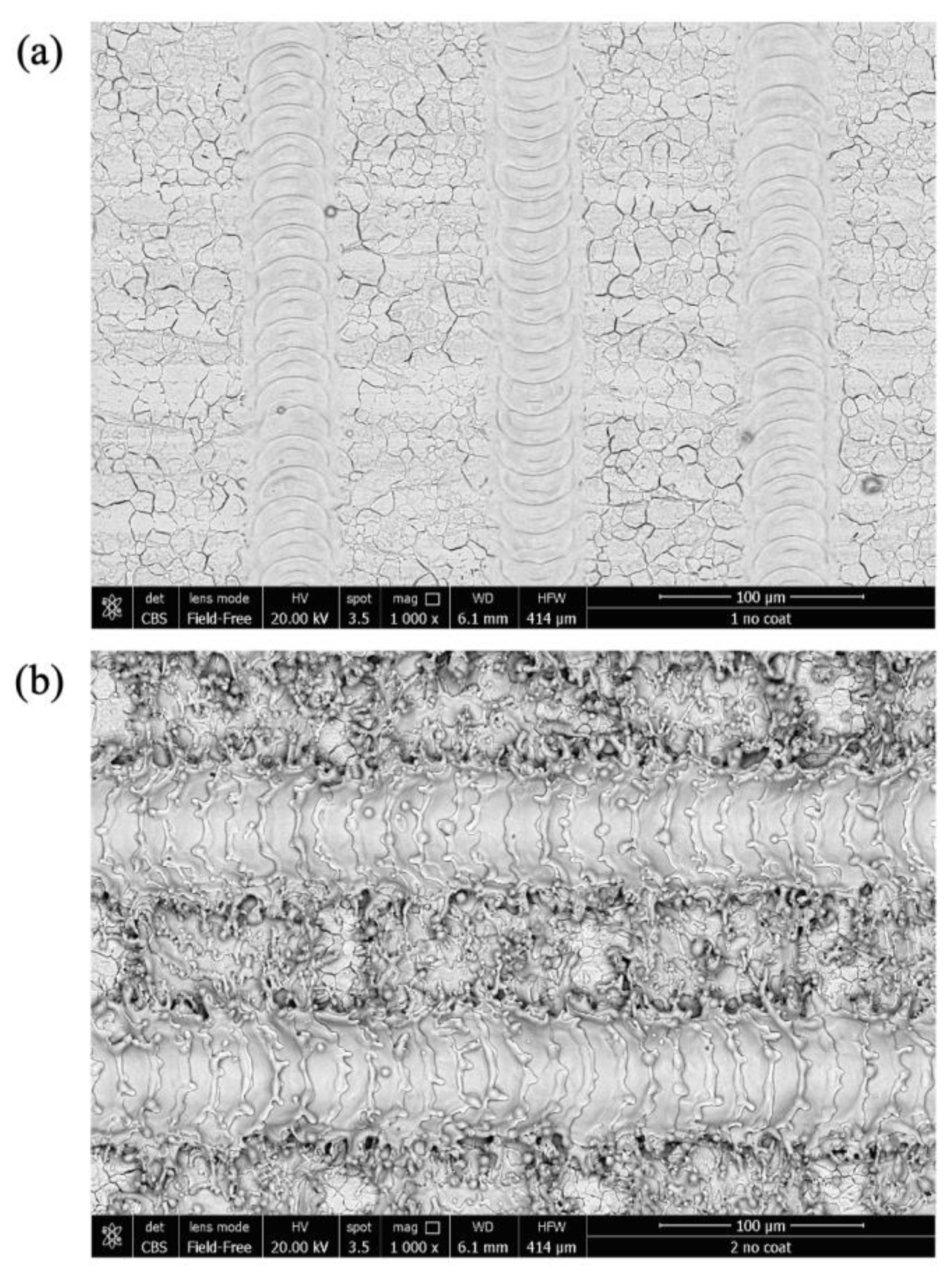
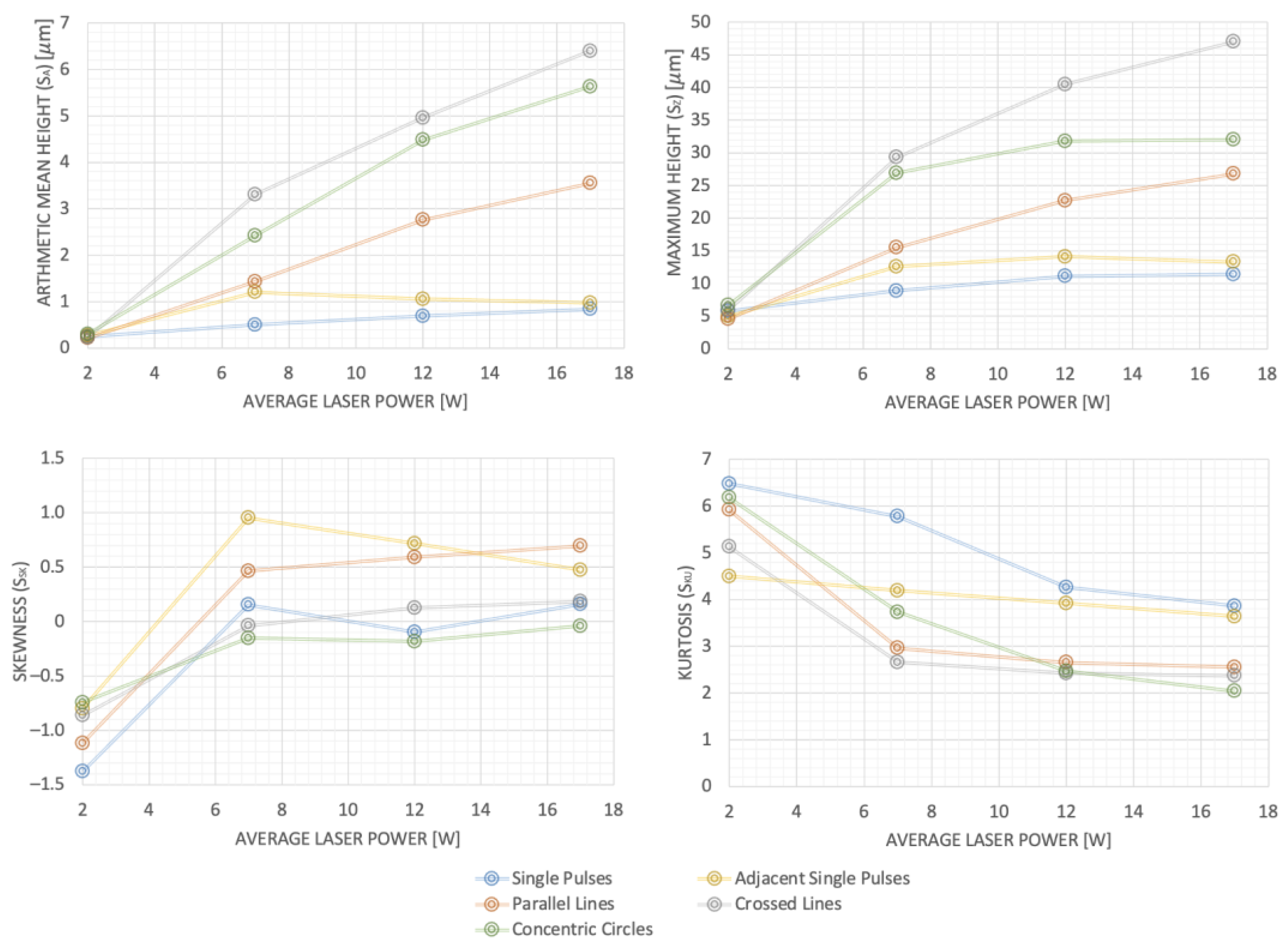
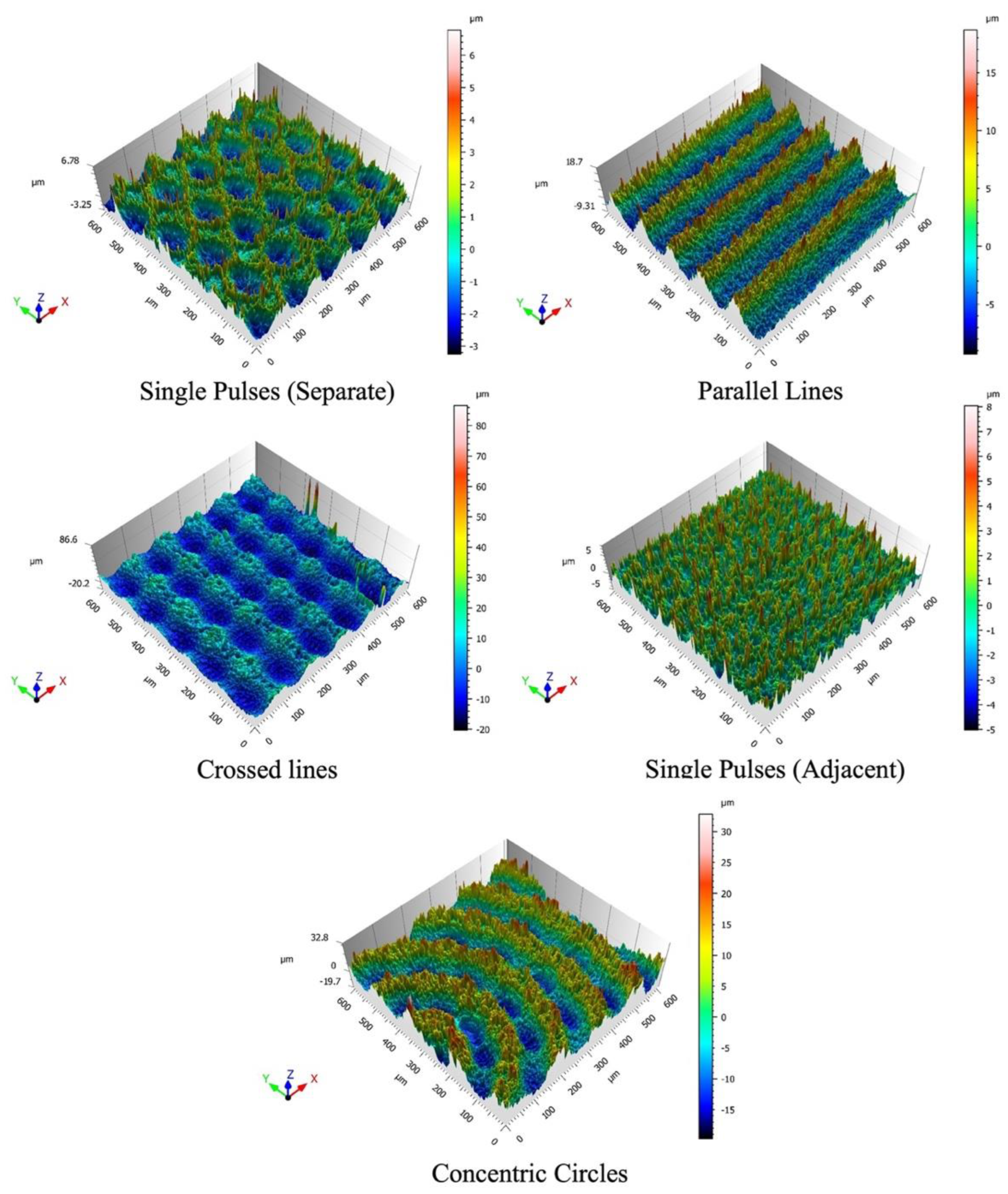
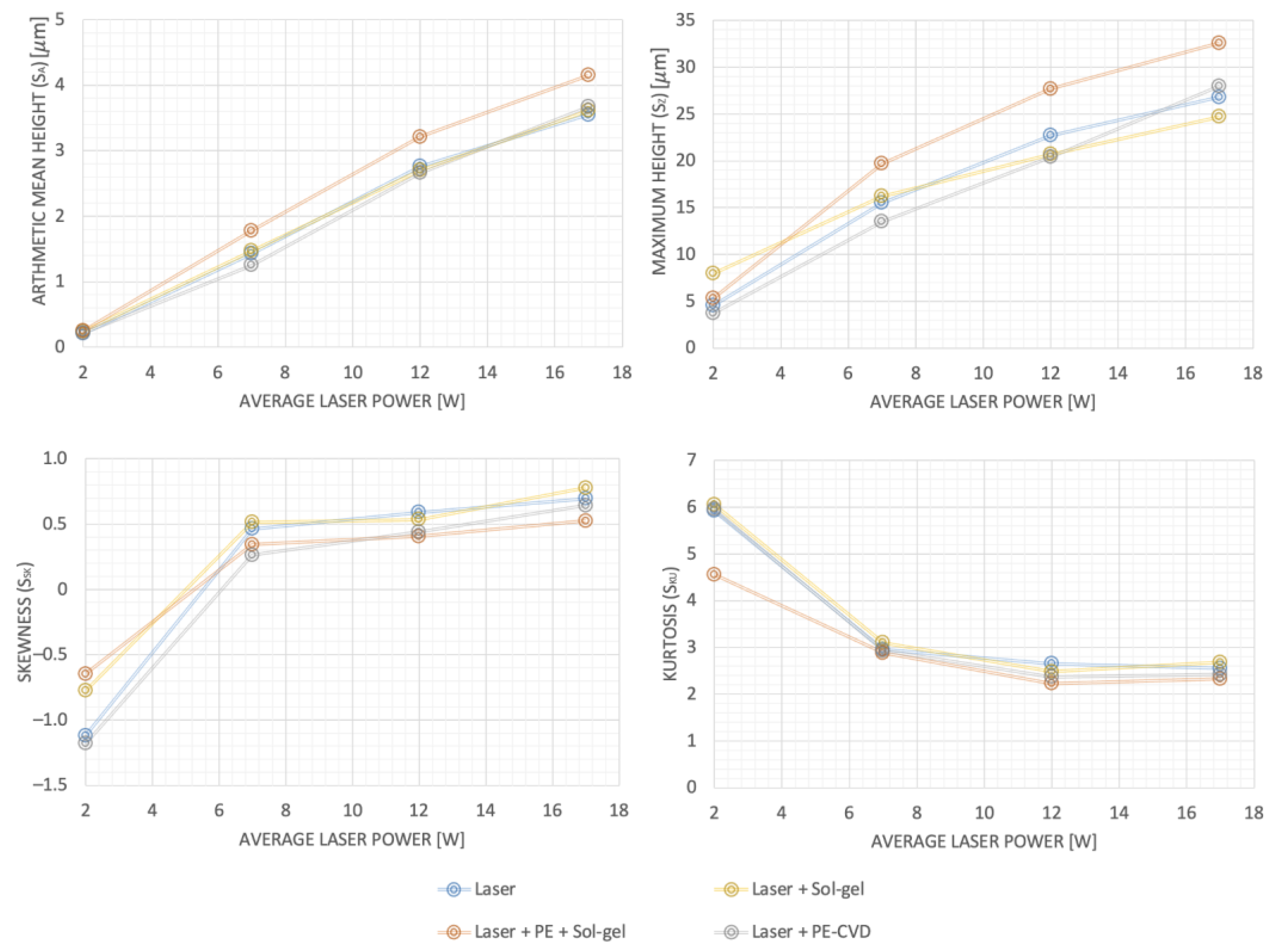
3.1. Morphology and Topography of Laser-Textured Surfaces
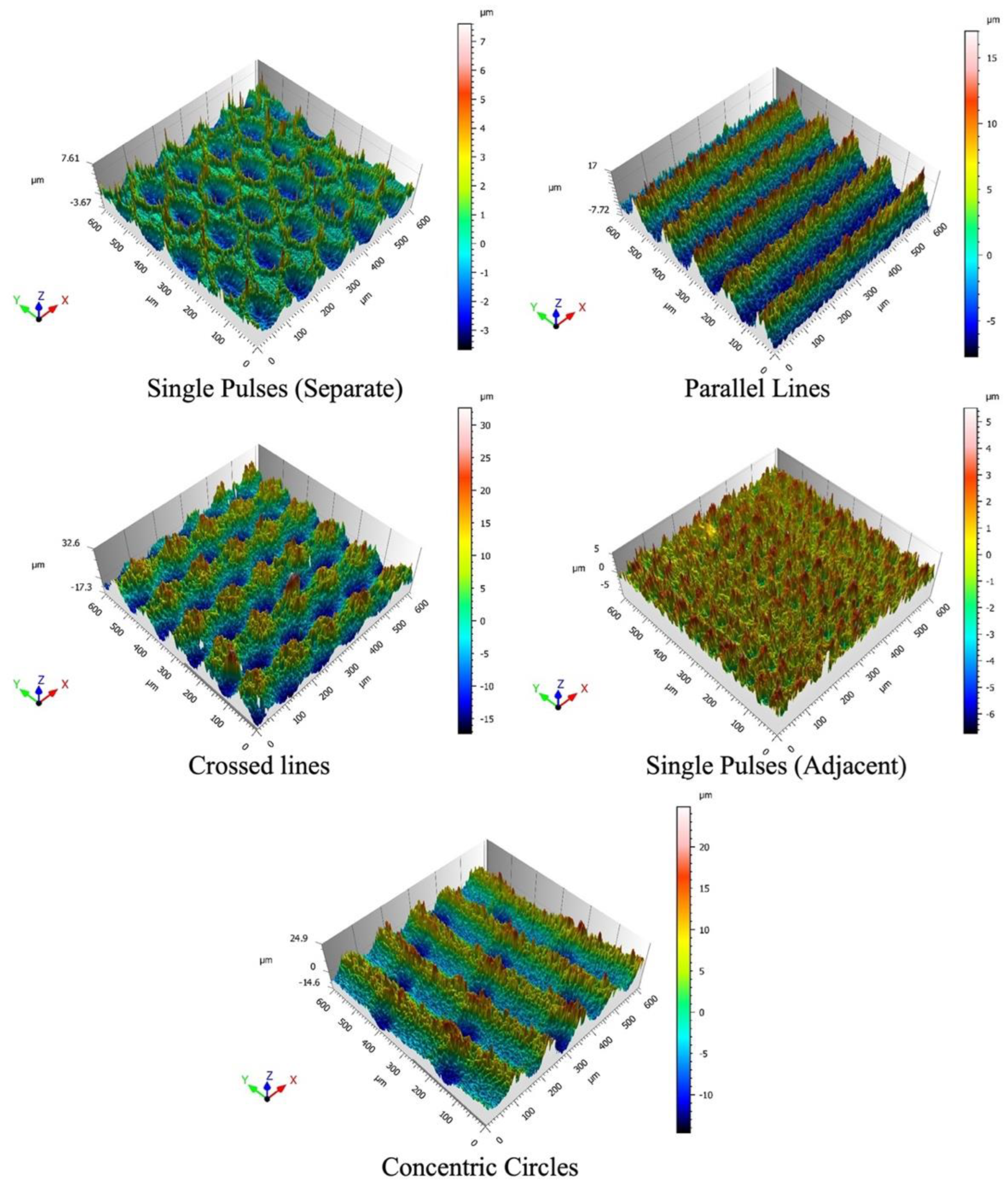
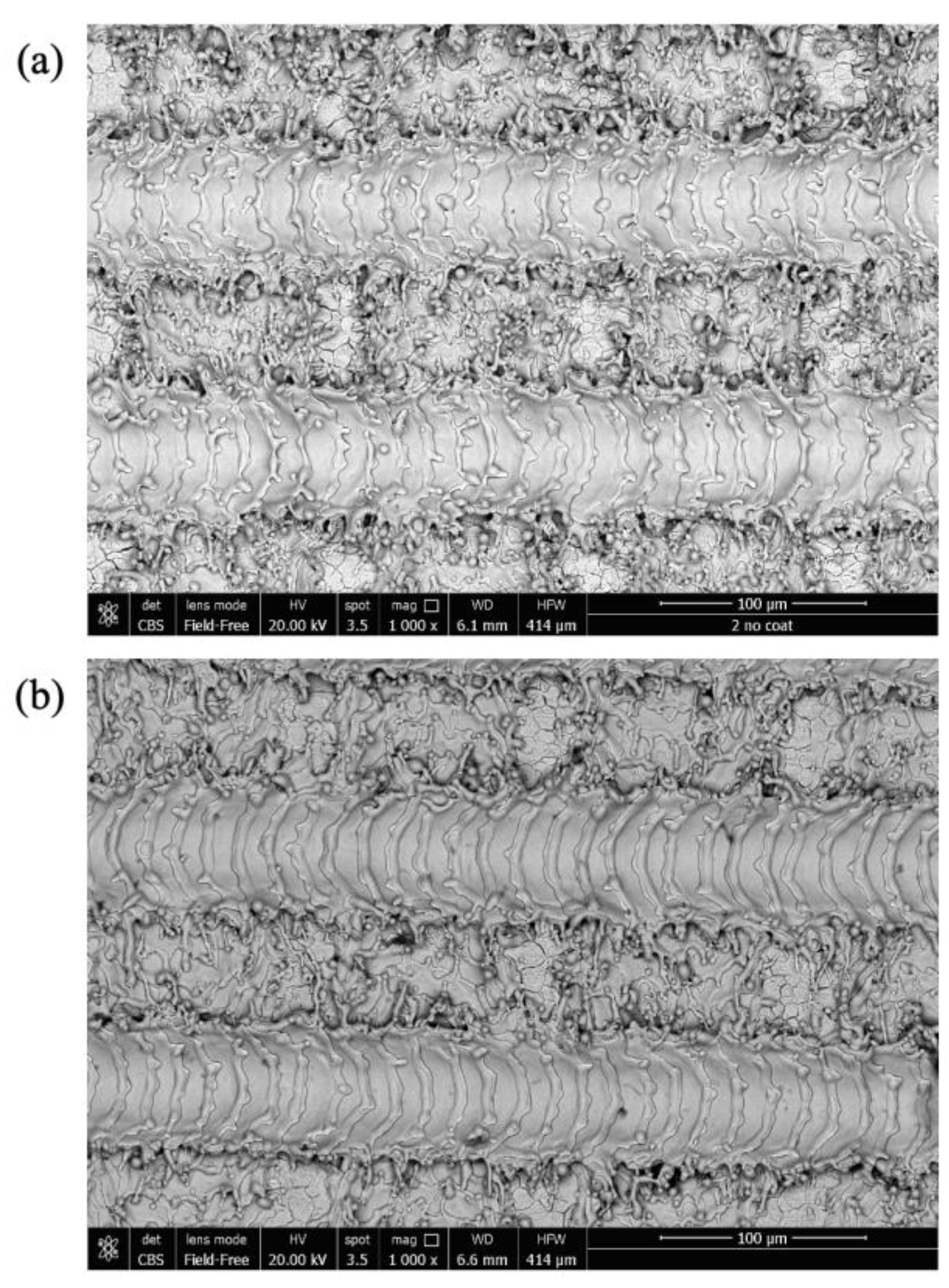
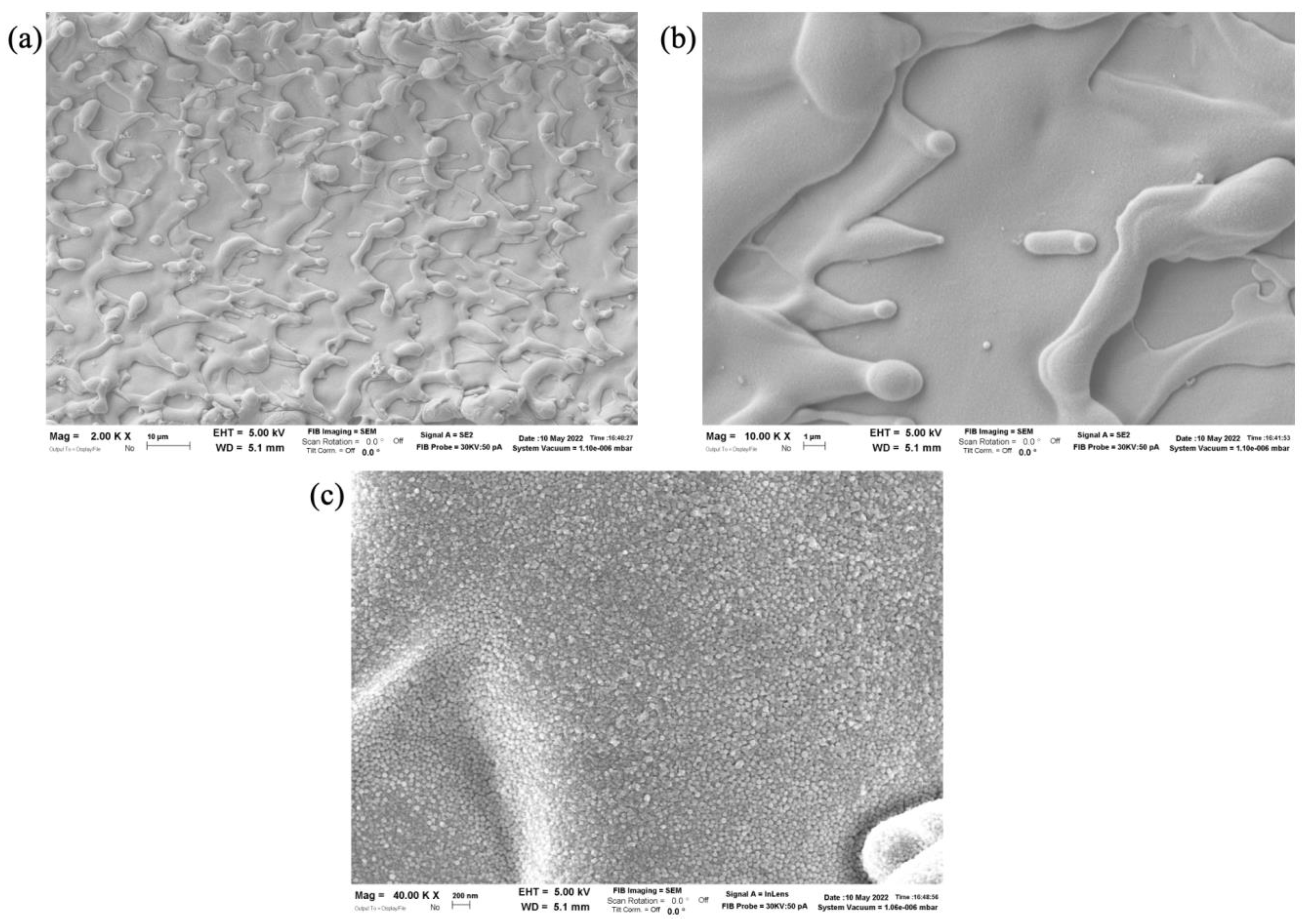
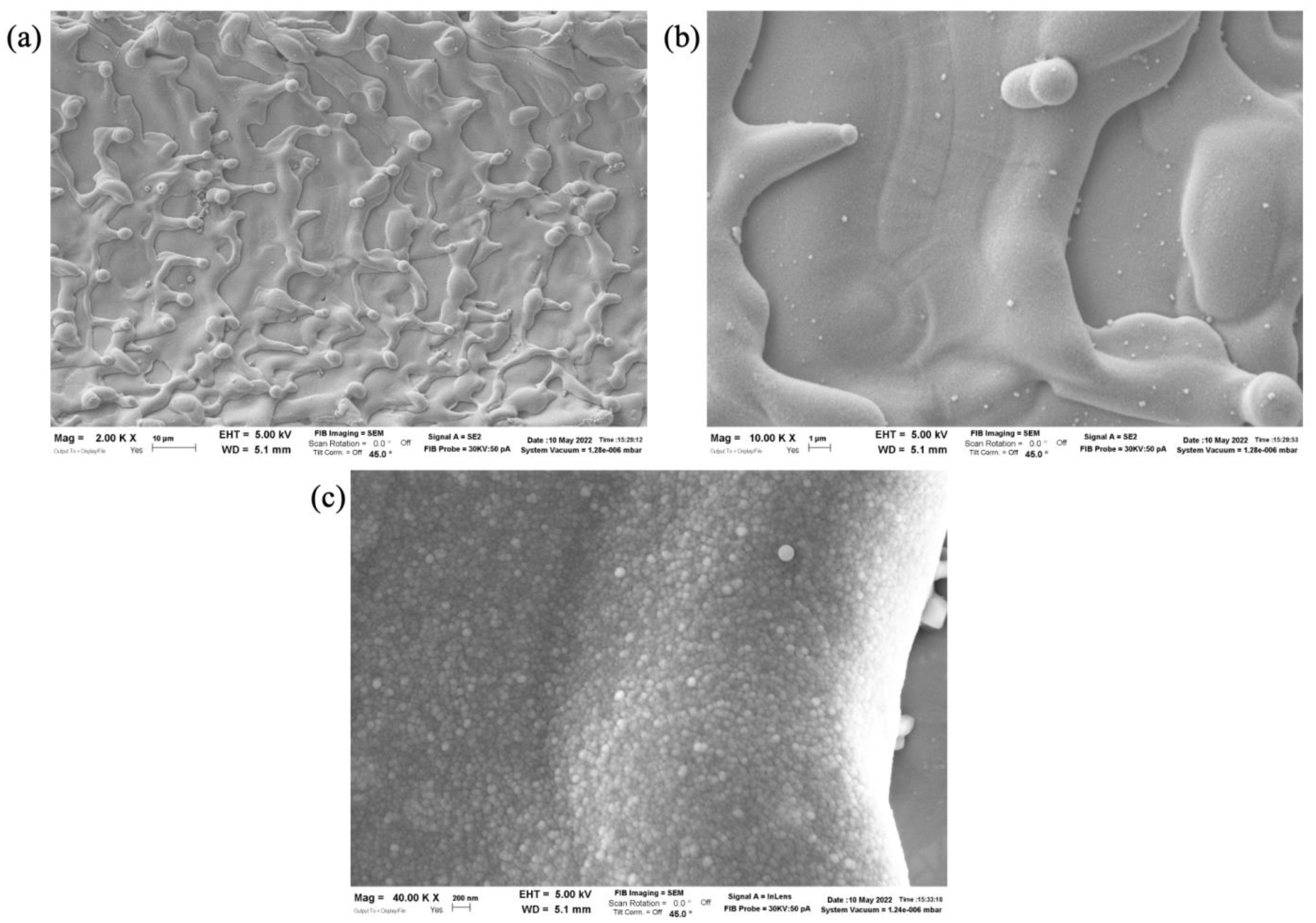
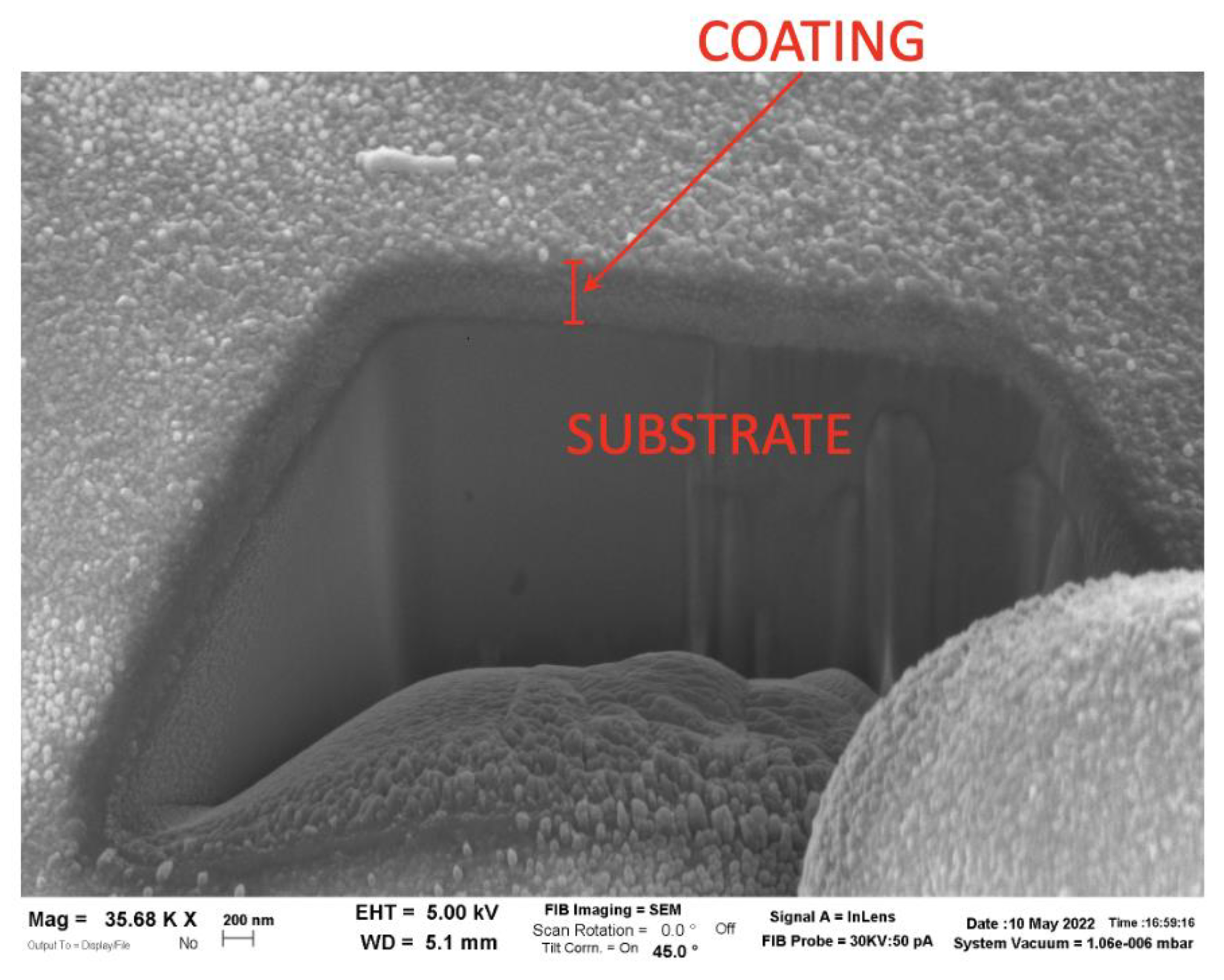
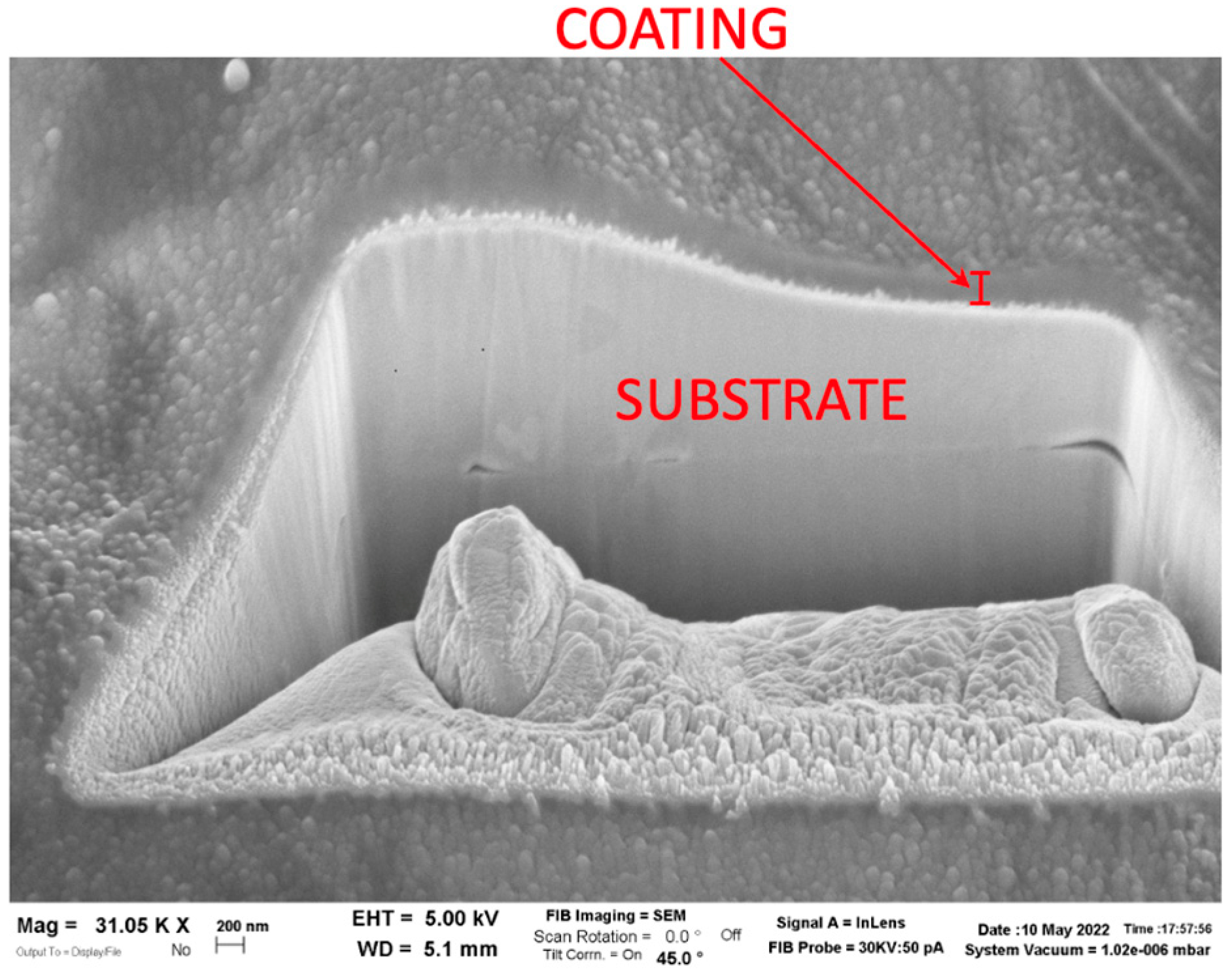
3.2. Morphology and Topography of Coated Surfaces
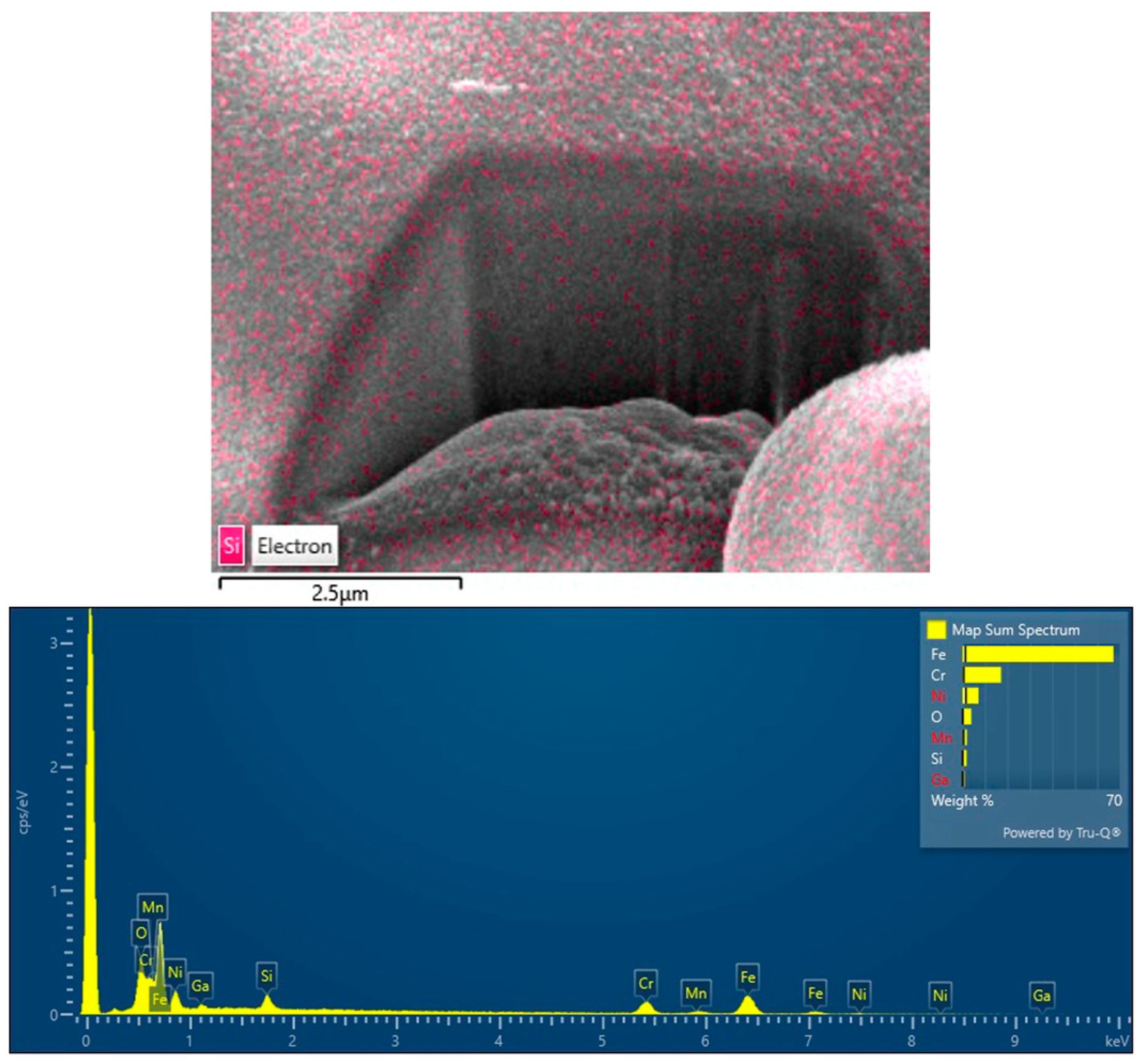
3.3. Surface Chemistry
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Holmberg, K.; Matthews, A. Coatings Tribology: Properties, Mechanism, Techniques and Applications in Surface Engineering; Elsevier: Oxford, UK, 2009. [Google Scholar]
- Attinger, D.; Frankiewicz, C.; Betz, A.R.; Schutzius, T.M.; Ganguly, R.; Das, A.; Kim, C.-J.; Megaridis, C.M. Surface engineering for phase change heat transfer: A review. MRS Energy Sustain. 2014, 1, E4. [Google Scholar] [CrossRef]
- Nath, N.; Hyun, J.; Ma, H.; Chilkoti, A. Surface engineering strategies for control of protein and cell interactions. Surf. Sci. 2004, 570, 98–110. [Google Scholar] [CrossRef]
- Zhecheva, A.; Sha, W.; Malinov, S.; Long, A. Enhancing the microstructure and properties of titanium alloys through nitriding and other surface engineering methods. Surf. Coatings Technol. 2005, 200, 2192–2207. [Google Scholar] [CrossRef]
- Martin, P.M. Introduction to Surface Engineering and Functionally Engineered Materials; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar] [CrossRef]
- Yao, L.; He, J. Recent progress in antireflection and self-cleaning technology—From surface engineering to functional surfaces. Prog. Mater. Sci. 2014, 61, 94–143. [Google Scholar] [CrossRef]
- Li, S.; Chen, H.; Luo, T.; Xiao, G.; Yi, M.; Chen, Z.; Zhang, J.; Xu, C. Tribological properties of laser surface texturing modified GCr15 steel under graphene/5CB lubrication. J. Mater. Res. Technol. 2022, 18, 3598–3611. [Google Scholar] [CrossRef]
- Cui, J.; Xia, H.-Y.; Su, C.-W.; Yang, G.-F. Research on ice suppression performance of titanium alloy surface induced by nanosecond laser. J. Mater. Res. Technol. 2022, 19, 1578–1589. [Google Scholar] [CrossRef]
- Zhang, W.; Wu, Y.; Li, J.; Zou, M.; Zheng, H. UV laser-produced copper micro-mesh with superhydrophobic-oleophilic surface for oil-water separation. J. Mater. Res. Technol. 2021, 15, 5733–5745. [Google Scholar] [CrossRef]
- Dou, X.-Q.; Zhang, D.; Feng, C.; Jiang, L. Bioinspired Hierarchical Surface Structures with Tunable Wettability for Regulating Bacteria Adhesion. ACS Nano 2015, 9, 10664–10672. [Google Scholar] [CrossRef]
- Cirisano, F.; Benedetti, A.; Liggieri, L.; Ravera, F.; Santini, E.; Ferrari, M. Amphiphobic coatings for antifouling in marine environment. Colloids Surf. A Physicochem. Eng. Asp. 2016, 505, 158–164. [Google Scholar] [CrossRef]
- Pan, S.; Kota, A.K.; Mabry, J.M.; Tuteja, A. Superomniphobic Surfaces for Effective Chemical Shielding. J. Am. Chem. Soc. 2013, 135, 578–581. [Google Scholar] [CrossRef]
- Rykaczewski, K.; Paxson, A.T.; Staymates, M.; Walker, M.L.; Sun, X.; Anand, S.; Srinivasan, S.; McKinley, G.H.; Chinn, J.; Scott, J.H.J.; et al. Dropwise Condensation of Low Surface Tension Fluids on Omniphobic Surfaces. Sci. Rep. 2014, 4, 4158. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Tian, L.; Zheng, J.; Yang, D.; Zhang, Z. The synergetic effects of laser texturing and super-hydrophobic coatings on improving wear properties of steel. Tribol. Int. 2022, 173, 107657. [Google Scholar] [CrossRef]
- Yan, H.; Chen, Z.; Zhao, J.; Zhang, P.; Yua, Z.; Lu, Q. Enhancing tribological properties of WS2/NbC/Co-based self-lubricating coating via laser texturing and laser cladding two-step process. J. Mater. Res. Technol. 2020, 9, 9907–9919. [Google Scholar] [CrossRef]
- Jianxin, D.; Yunsong, L.; Ze, W.; Youqiang, X. Performance of femtosecond laser-textured cutting tools deposited with WS2 solid lubricant coatings. Surf. Coat. Technol. 2013, 222, 135–143. [Google Scholar]
- Valipoor Motlagh, M.; Birjandi, F.C.; Sargolzaei, J. Super-non-wettable surfaces: A review. Colloids Surf. A Physicochem. Eng. Asp. 2014, 448, 93–106. [Google Scholar] [CrossRef]
- Zorba, V.; Stratakis, E.; Barberoglou, M.; Spanakis, E.; Tzanetakis, P.; Anastasiadis, S.H.; Fotakis, C. Biomimetic artificial surfaces quanti-tatively reproduce the water repellency of a lotus leaf. Adv. Mater. 2008, 20, 4049–4054. [Google Scholar] [CrossRef]
- Feng, L.; Zhang, Y.; Xi, J.; Zhu, Y.; Wang, N.; Xia, F.; Jiang, L. Petal Effect: A Superhydrophobic State with High Adhesive Force. Langmuir 2008, 24, 4114–4119. [Google Scholar] [CrossRef]
- Teisala, H.; Butt, H.-J. Hierarchical Structures for Superhydrophobic and Superoleophobic Surfaces. Langmuir 2019, 35, 10689–10703. [Google Scholar] [CrossRef]
- da Silva, R.C.R.; Mohamed, R.S.; Bannwart, A.C. Wettability alteration of internal surfaces of pipelines for use in the transportation of heavy oil via core-flow. J. Pet. Sci. Eng. 2006, 51, 17–25. [Google Scholar] [CrossRef]
- Wang, D.; Wang, X.; Liu, X.; Zhou, F. Engineering a Titanium Surface with Controllable Oleophobicity and Switchable Oil Adhesion. J. Phys. Chem. C 2010, 114, 9938–9944. [Google Scholar] [CrossRef]
- Lutey, A.H.; Romoli, L. Pulsed laser ablation for enhanced liquid spreading. Surf. Coatings Technol. 2018, 360, 358–368. [Google Scholar] [CrossRef]
- Yong, J.; Chen, F.; Yang, Q.; Hou, J.; Houa, X. Superoleophobic surfaces. Chem. Soc. Rev. 2017, 46, 4113–4376. [Google Scholar] [CrossRef] [PubMed]
- de Gennes, P.G. Wetting: Statics and dynamics. Rev. Mod. Phys. 1985, 57, 827–863. [Google Scholar] [CrossRef]
- Whyman, G.; Bormashenko, E.; Stein, T. The rigorous derivation of Young, Cassie-Baxter and Wenzel equations and the analysis of the contact angle hysteresis phenomenon. Chem. Phys. Lett. 2008, 450, 355–359. [Google Scholar] [CrossRef]
- Jiang, T.; Guo, Z.; Liu, W. Biomimetic superoleophobic surfaces: Focusing on their fabrication and applications. J. Mater. Chem. A 2015, 3, 1811–1827. [Google Scholar] [CrossRef]
- Riveiro, A.; Abalde, T.; Pou, P.; Soto, R.; del Val, J.; Comesaña, R.; Badaoui, A.; Boutinguiza, M.; Pou, J. Influence of laser texturing on the wettability of PTFE. Appl. Surf. Sci. 2020, 515, 145984. [Google Scholar] [CrossRef]
- Darmanin, T.; Guittard, F. Superoleophobic surfaces with short fluorinated chains? Soft Matter 2013, 9, 5982–5990. [Google Scholar] [CrossRef]
- Kota, A.K.; Li, Y.; Mabry, J.M.; Tuteja, A. Hierarchically structured superoleophobic surfaces with ultralow contact angle hysteresis. Adv. Mater. 2012, 24, 5838–5843. [Google Scholar] [CrossRef]
- Wang, H.; Guo, Z. Design of underwater superoleophobic TiO2 coatings with additional photo-induced self-cleaning properties by one-step route bio-inspired from fish scales. Appl. Phys. Lett. 2014, 104, 183703. [Google Scholar] [CrossRef]
- Wu, Y.; Yan, K.; Xu, G.; Yang, C.; Wang, D. Facile preparation of super-oleophobic TiO2/SiO2 composite coatings by spraying method. Prog. Org. Coat. 2021, 159, 106411. [Google Scholar] [CrossRef]
- Ghadimi, M.R.; Dolati, A. Preparation and characterization of superhydrophobic and highly oleophobic FEVE-SiO2 nano-composite coatings. Prog. Org. Coat. 2020, 138, 105388. [Google Scholar] [CrossRef]
- Kumar, V.; Pulpytel, J.; Rauscher, H.; Mannelli, I.; Rossi, F.; Arefi-Khonsari, F. Fluorocarbon Coatings Via Plasma Enhanced Chemical Vapor Deposition of 1H,1H,2H,2H-perfluorodecyl Acrylate—2, Morphology, Wettability and Antifouling Characterization. Plasma Process. Polym. 2010, 7, 926–938. [Google Scholar] [CrossRef]
- Kietzig, A.-M.; Hatzikiriakos, S.G.; Englezos, P. Patterned Superhydrophobic Metallic Surfaces. Langmuir 2009, 25, 4821–4827. [Google Scholar] [CrossRef]
- Ta, D.V.; Dunn, A.; Wasley, T.J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Connaughton, C.; Shephard, J.D. Nanosecond laser textured superhydrophobic metallic surfaces and their chemical sensing applications. Appl. Surf. Sci. 2015, 357, 248–254. [Google Scholar] [CrossRef]
- Song, J.; Huang, S.; Hu, K.; Lu, Y.; Liu, X.; Xu, W. Fabrication of superoleophobic surfaces on Al substrates. J. Mater. Chem. A 2013, 1, 14783–14789. [Google Scholar] [CrossRef]
- Ohmori, M.; Matijević, E. Preparation and properties of uniform coated colloidal particles. VII. Silica on hematite. J. Colloid Interface Sci. 1992, 150, 594–598. [Google Scholar] [CrossRef]
- Di Maida, P.; Radi, E.; Sciancalepore, C.; Bondioli, F. Pullout behavior of polypropylene macro-synthetic fibers treated with nano-silica. Constr. Build. Mater. 2015, 82, 39–44. [Google Scholar] [CrossRef]
- Di Maida, P.; Sciancalepore, C.; Radi, E.; Bondioli, F. Effects of nano-silica treatment on the flexural post cracking behaviour of polypropylene macro-synthetic fibre reinforced concrete. Mech. Res. Commun. 2018, 88, 12–18. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | No. | Average Laser Power (P) [W] | Pulse Energy (Ep) [µJ] | Peak Laser Pulse Fluence (F) [J/cm2] | Scanning Speed (v) [mm/s] | Hatch Distance (d) [µm] | Total Energy Dose (Et) [J/cm2] |
|---|---|---|---|---|---|---|---|
| Single Pulses (Separate) | 1 | 2 | 100 | 7.1 | 2400 | 120 | 0.7 |
| 2 | 7 | 350 | 24.8 | 2400 | 2.4 | ||
| 3 | 12 | 600 | 42.4 | 2400 | 4.2 | ||
| 4 | 17 | 850 | 60.1 | 2400 | 5.9 | ||
| Parallel Lines | 1 | 2 | 100 | 7.1 | 300 | 120 | 5.6 |
| 2 | 7 | 350 | 24.8 | 300 | 19.4 | ||
| 3 | 12 | 600 | 42.4 | 300 | 33.3 | ||
| 4 | 17 | 850 | 60.1 | 300 | 47.2 | ||
| Crossed Lines | 1 | 2 | 100 | 7.1 | 300 | 120 | 11.1 |
| 2 | 7 | 350 | 24.8 | 300 | 38.9 | ||
| 3 | 12 | 600 | 42.4 | 300 | 66.7 | ||
| 4 | 17 | 850 | 60.1 | 300 | 94.4 | ||
| Single Pulses (Adjacent) | 1 | 2 | 100 | 7.1 | 1200 | 60 | 2.8 |
| 2 | 7 | 350 | 24.8 | 1200 | 9.7 | ||
| 3 | 12 | 600 | 42.4 | 1200 | 16.7 | ||
| 4 | 17 | 850 | 60.1 | 1200 | 23.6 | ||
| Concentric Circles | 1 | 2 | 100 | 7.1 | 300 | 120 | 5.6 |
| 2 | 7 | 350 | 24.8 | 300 | 19.4 | ||
| 3 | 12 | 600 | 42.4 | 300 | 0.7 | ||
| 4 | 17 | 850 | 60.1 | 300 | 2.4 |
| Phase | Duration (s) | T (°C) | P (Pa) | Process Gas | Gas Carrier | Sources | |||
|---|---|---|---|---|---|---|---|---|---|
| Type | Scope (sccm) | Type | Scope (sccm) | Type | Electrical Parameters | ||||
| Vacuum and heating | 900 | 150 | 0.05 | ||||||
| Glowing | 600 | 120 | 1.4 | Ar | 1500 | Bias | 650 V 1.7 A | ||
| SiOx deposition | 1000 | 120 | 1 | O₂ | 400 | He | 250 | Bias | 50 V 0.9 A 100 kHz 1 µs |
| RF | 3 kW | ||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barili, M.; Lutey, A.H.A.; Sciancalepore, C.; Romoli, L. A Hybrid Approach to Surface Engineering Based on Laser Texturing and Coating. J. Manuf. Mater. Process. 2023, 7, 59. https://doi.org/10.3390/jmmp7020059
Barili M, Lutey AHA, Sciancalepore C, Romoli L. A Hybrid Approach to Surface Engineering Based on Laser Texturing and Coating. Journal of Manufacturing and Materials Processing. 2023; 7(2):59. https://doi.org/10.3390/jmmp7020059
Chicago/Turabian StyleBarili, Matilde, Adrian H. A. Lutey, Corrado Sciancalepore, and Luca Romoli. 2023. "A Hybrid Approach to Surface Engineering Based on Laser Texturing and Coating" Journal of Manufacturing and Materials Processing 7, no. 2: 59. https://doi.org/10.3390/jmmp7020059
APA StyleBarili, M., Lutey, A. H. A., Sciancalepore, C., & Romoli, L. (2023). A Hybrid Approach to Surface Engineering Based on Laser Texturing and Coating. Journal of Manufacturing and Materials Processing, 7(2), 59. https://doi.org/10.3390/jmmp7020059