1. Introduction
The 300 series austenitic stainless steels are commonly used across many industries that include aerospace, automotive, food, pharmaceuticals and nuclear, to name but a few. Welding is a commonly used fabrication technique for this material in all these sectors. The 300 series austenitic stainless steels can be welded using several processes, including tungsten inert gas (TIG), metal active gas (MAG), LASER, etc., with arguably the most common process used for high-integrity joining of this group of materials being TIG welding.
TIG welding has several process-specific parameters that can influence the output properties (geometry, microstructure and mechanical properties of the welds). These include the heat input parameters such as the welding current, voltage, and torch travel speed; the filler material-related parameters such as the filler wire diameter, feed rate, and chemistry; and shielding gas-related parameters such as the gas composition, flow rate, etc. All these parameters can influence the output impact of the process to different extents on the material’s performance. For example, welding currents were found to influence the bead geometry more substantially than the other parameters by [
1]. The pulsing frequency in the range used by these authors was found to have negligible effect on the geometrical features. Apart from such heat input parameters, the composition of the shielding gas is known to play a significant role in defining the outputs of the welding process. For TIG welding, the most commonly used shielding gas is argon (Ar) due to its inertness and suitable ionization potential. However, several researchers have used mixtures of different gases. Rodrigues and Loureiro [
2] investigated the effect of using mixtures with different ratios of Ar, hydrogen (H
2) and helium (He) on the microstructures of low-sulphur austenitic stainless-steel welds. They reported that for currents lower than 200 A, welds made using pure Ar had lower penetration depth than those made using Ar+H
2 mixtures. This tendency was not observed when the current was over 200 A. They also reported that the Ar+He shielding gas mixtures produced minimum penetration depth. A possible reason for this is that the arc pressure produced by helium-rich shielding gases is significantly lower than that compared to pure Ar, as reported by Lin and Eagar [
3]. Durgutlu [
4] also studied the effect of additions of 1.5% and 5% H
2 in pure Ar shielding gas on various output features of the welds. He found that the mean grain size in the weld metal continues increasing with an increase in the H
2 content. His findings were further supported by [
5], who attributed the increase in grain size to the increased heat input on using H
2.
Effects of the addition of nitrogen (
N2) through the shielding gas to the weld pool were studied by several researchers. Zorc [
6] studied the effect of using
N2 and
N2-based mixtures for shielding austenitic stainless steels during welding. He reported that the addition of 20%
N2 to the shielding gas can reduce the current required to obtain complete penetration by up to 40% when compared to welding using pure Ar. Over-alloying of
N2 can lead to significant porosity in the welds, as reported by Toit and Pistorius [
7] and Wiktorowicz and Crouch [
8]. Zorc, however, reported that porosity can be avoided through using adequate welding parameters. Tseng and Chou [
9] found that the addition of
N2 through the shielding gas increased the peak temperature in the welds made in type-304 and -310 steels. The angular distortion of the welds increased with an increase in the
N2 content. They also found the retained δ-ferrite content of the welds to significantly drop with an increase in
N2 in the shielding gas, which is consistent with the findings of [
10,
11,
12,
13], etc., through their experiments and models for predicting the retained δ-ferrite in the welds. Kshirsagar et al. [
14] reported that the addition of
N2 through the shielding gas only decreases the density of retained δ-ferrite and not the total amount which is retained. Consequently, measurements using a FeritScope were found to depend on the cross-sectional area of the welds and may not be a true representation of the effect of
N2 in welds. Shankar et al. [
15] studied the effects of the addition of nitrogen on the microstructure and fusion zone cracking in type 316 L steels. They concluded that the sensitivity of nitrogen on solidification cracking depends on the level of impurity elements (sulphur and phosphorous) in the steel. In the presence of high sulphur levels (>0.012 wt.%), the tendency of solidification cracking significantly increased. At low sulphur levels (0.001 wt.%), nitrogen had a negligible effect on the solidification cracking. The cracking tendency was measured using the longitudinal varestraint test. The nitrogen-added weld metal showed a tendency of coarsening and side branching in the solidified microstructure. Huang [
10] reported an increase in the mechanical strength of the welds on adding nitrogen through the shielding gas. He also reported an increase in Vickers hardness (Hv) on the addition of nitrogen. This was also confirmed by [
16] through their experiments on 317 L and 904 L steels.
It is evident from the above research that the addition of N2 to welds through the shielding gas or any other method has a significant effect on the weld properties. This study focusses on understanding these effects and the interactions between the welding parameters and the amount of N2 added via the shielding gas. It was found that the N2 addition has an interaction effect with the filler wire feed rate and the wire diameter, which produces results that contradict the expectations. Further tests also confirmed the effects of additional N2 on the mechanical, fatigue and microstructural features of the welds.
2. Materials and Methods
In this study, welds were made homogenously and heterogeneously to investigate the effect adding nitrogen through the shielding gas. Homogeneous welds were made by joining 304 L austenitic stainless-steel sheets with thicknesses of 0.7 mm and 0.9 mm using a TIG welding process. Heterogeneous welds involved joining 1.5 mm thick 304 L stainless-steel sheets using a 308 LSi filler wire. Two filler wires with diameters of 0.8 mm and 1.0 mm with the same chemical composition were used for different trials. The chemical compositions of all the materials used in this study are shown in
Table 1. These values were taken from the material certificates provided by the supplier and complete traceability was ensured throughout the experiments.
A pulsed current waveform with a DC negative polarity was used for all the experiments. Several process parameters, including the peak current (Ip), background current (Ib), duty cycle (δ), torch travel speed (S), pulsing frequency (f), filler wire feed rate (WFR), filler wire diameter (WD) and the nitrogen content in the shielding gas (N2) were varied between the experiments. Due to the limitations of the material and equipment available, WD and N2 were considered discrete during designing the experiments, whereas all the other parameters were considered continuous.
Firstly, the homogeneous welds were made by varying
Ip, Ib, δ, S, f and
N2 for different experiments. The
Ib was maintained at 33% of the
Ip, as commonly used in industry. Through initial trial and error, the parameter ranges which could be used for welding the sheets under consideration were established. The parameter ranges for these thicknesses welded homogeneously are shown in
Table 2.
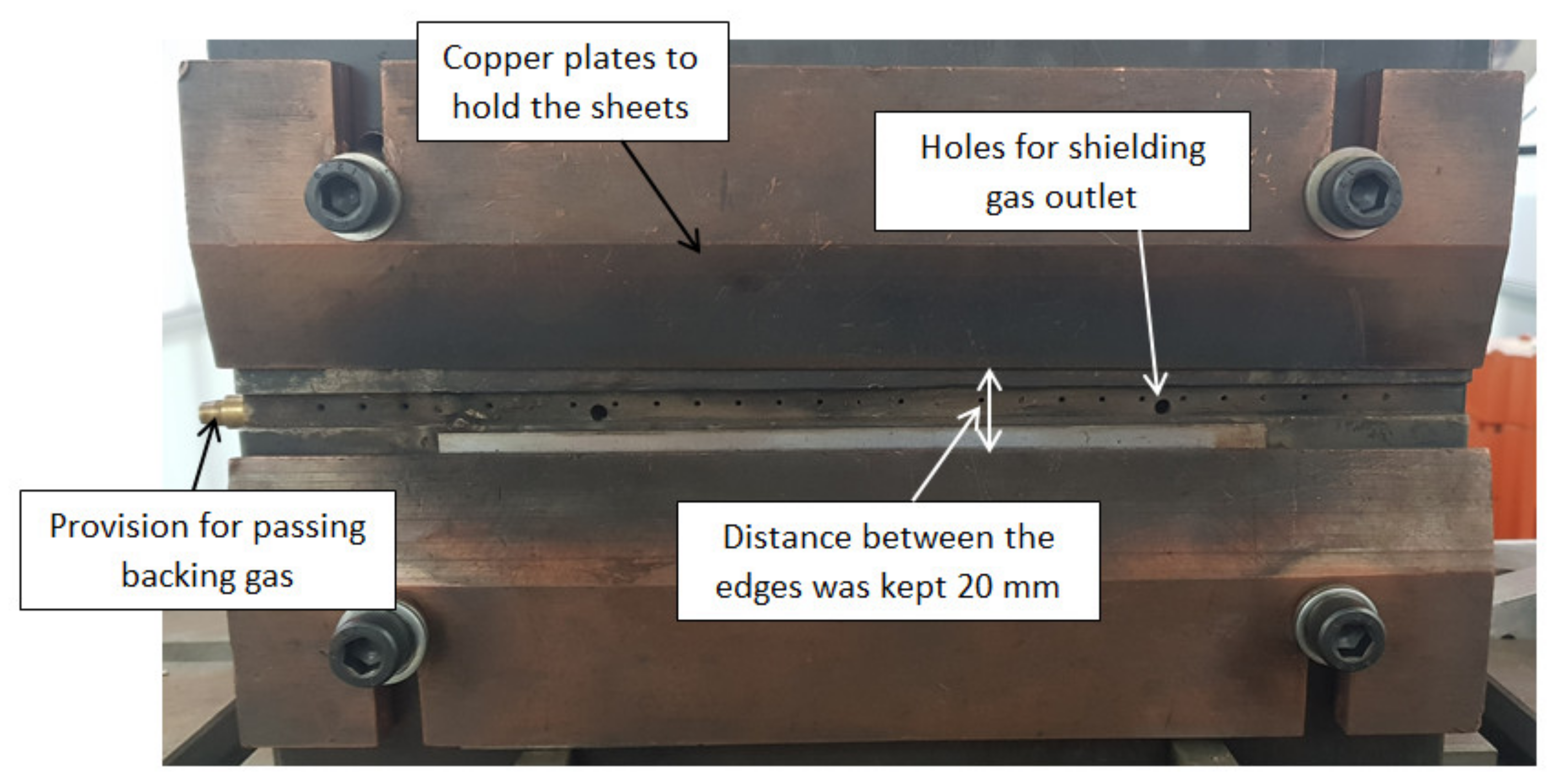
The arc length was maintained at 2.5 mm for all the welds. No root gap was allowed between the sheets during welding. Specially designed fixtures were used to hold the plates in position, as shown in
Figure 1. A shielding gas flow rate of 8 L/min and a backing gas flow rate of 5 L/min was used for all the welds. Irrespective of the composition of the gas used for shielding, high-purity argon (Ar, 99.995% pure) was used as the backing gas.
A central composite design (CCD) of the experiment scheme was used for data acquisition. Using this scheme ensured that adequate amounts of data to capture all the interactions between different variables were available for the analysis. With five continuous and one discrete parameter, the CCD scheme required 51 trials to be completed at every level of the discrete parameters. Preparing such a large number of welds for the metallographic analysis is an expensive and time-consuming process; consequently, only some of those welds made using pure Ar were repeated at the other values of
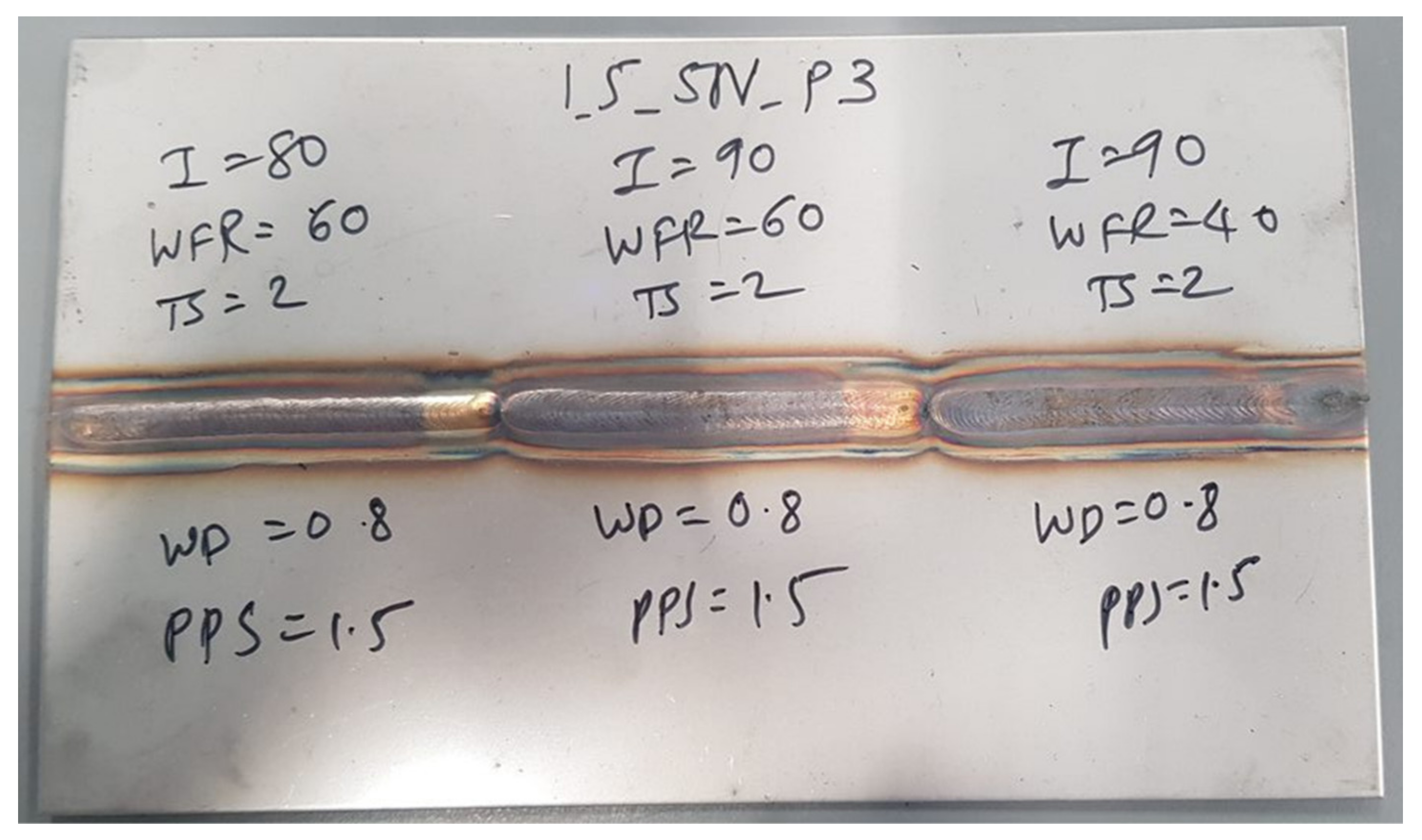
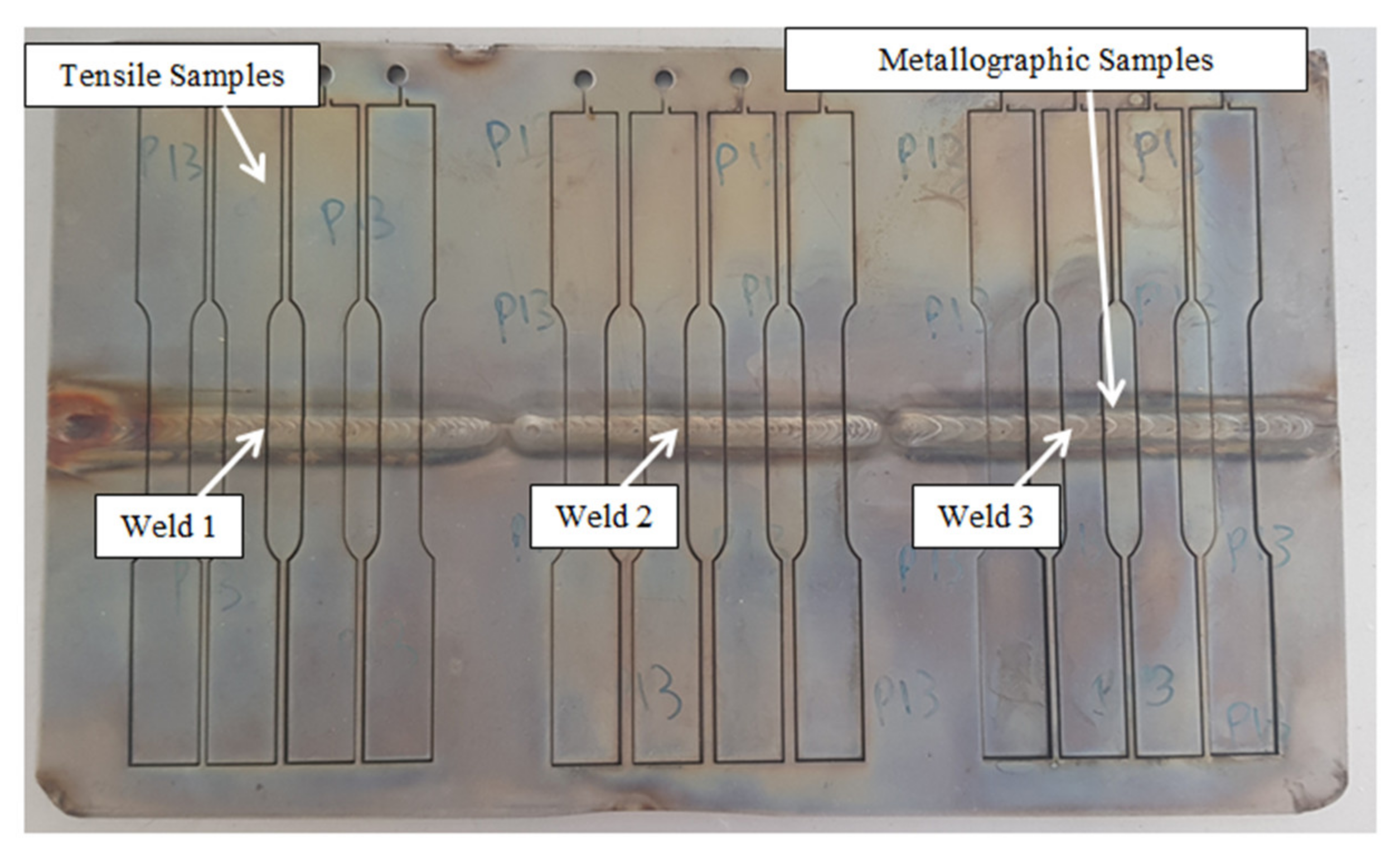
N2. A total of 80 welds were made on 0.7 mm thick sheets and 66 on the 0.9 mm thick sheets. The sheets used for the experiments were 200 mm × 60 mm and were welded along the 200 mm length. Three different welds were made on every pair of the sheets, as shown in
Figure 2.
On analyzing the results, as detailed later in this section, it was observed that some of the continuous parameters could be combined into a single parameter to study their effect. For example, any combination of
Ip, Ib and
δ within the ranges mentioned in
Table 2 gave the same output as long as the effective current (
Ie) calculated using Equation (1) was the same. Such correlations can help in reducing the number of variables for the design of experiments and consequently reduce the number of required trials.
Following the results of the homogeneous welds, for the heterogeneous welds, the duty-cycle (
δ) was kept constant because its effect on the welds could be studied by only varying the
Ip. The
δ was maintained at 50% for all the trials. The
WD was switched between 0.8 mm and 1 mm during the experiments, and
N2 was switched between 0%, 2.5%, 5% and 10%, as in the case of homogenous welds. All the other constant parameters were the same as those used for homogenous welds. The minimum and maximum values of the variable parameters for welding 1.5 mm thick sheets are displayed in
Table 3 along with their type.
Similarly to the homogenous welds, a CCD scheme of experiments was used for obtaining the data. It was found through initial trials that some combinations of parameters that formed a part of the CCD scheme produced too little or too much heat, which led to incomplete penetration or burn-through in the welds, respectively. Consequently, the experiments were divided in two sets, as shown in
Table 4, based on
Ip and
S. Division based on other parameters was not required because this did not directly influence the heat input.
Using the CCD scheme with four continuous parameters, every level of the discrete parameter required 31 experiments for each set. In order to reduce the total number of experiments, only some of these experiments were repeated with other compositions of shielding gas. A total of 72 welds were made using 2.5%, 5% and 10% N2 + Ar mixtures. These included welds made using 0.8 mm as well as 1.0 mm filler wire diameter.
On completing the homogenous as well as heterogeneous welds, samples were extracted for metallographic analysis. As mentioned previously, every pair of sheets contained three different welds. Firstly, the tensile samples were extracted using wire electro-discharge machining (EDM). The sub-size specimen dimensions mentioned in the ASTM E8 standard were chosen for tensile testing. Four samples were extracted from every welded sheet, as shown in
Figure 3. Tensile tests were carried out following the procedure mentioned in the ASTM E8 standard. Metallographic samples were extracted from in between these tensile samples, as shown in
Figure 3.
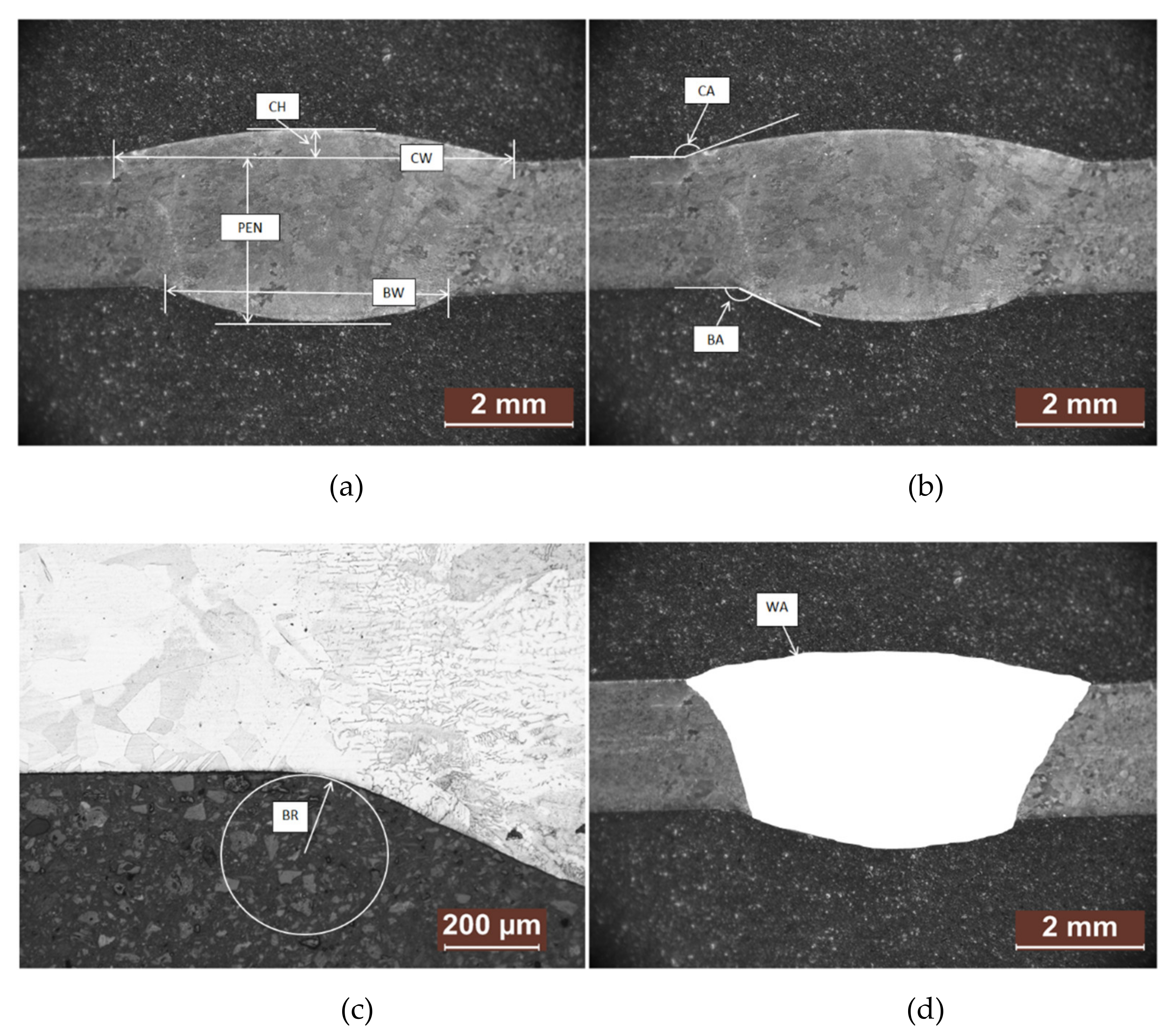
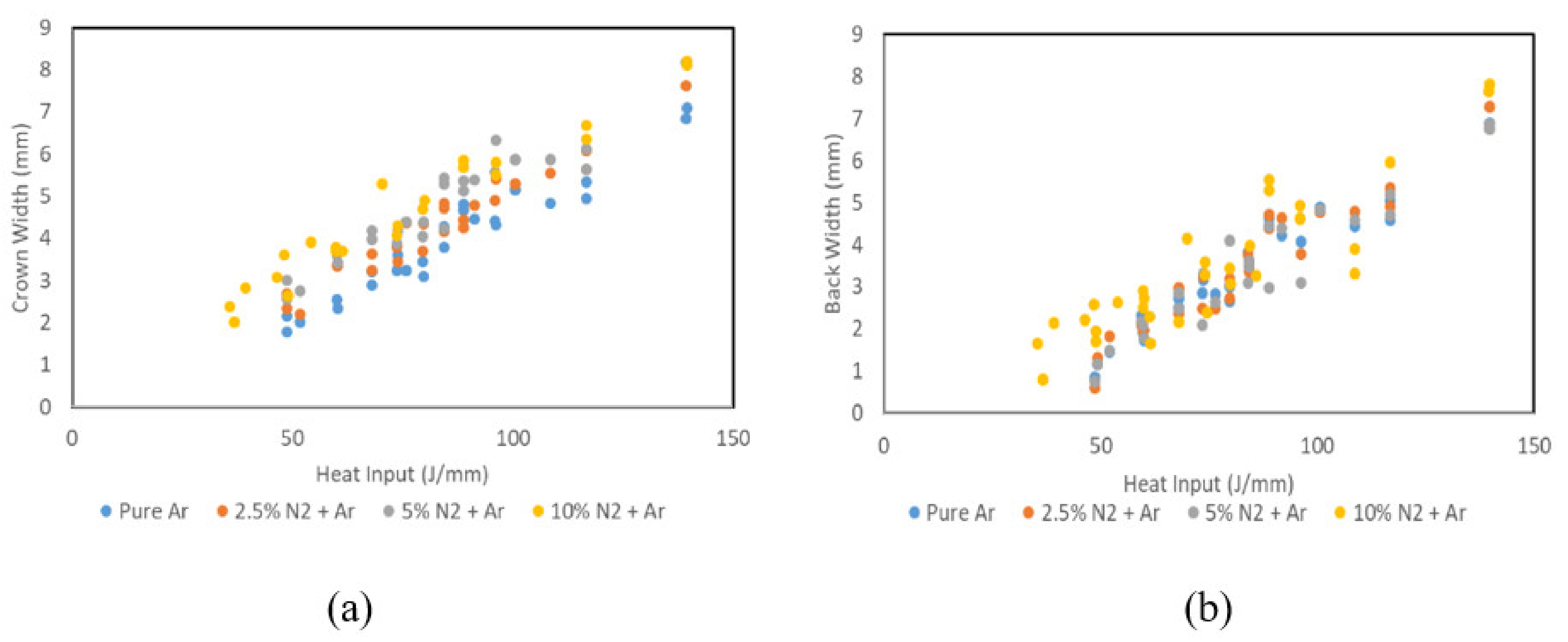
The extracted metallographic samples were mounted in conductive Bakelite in batches of five for the homogenous welds and in batches of three for heterogeneous welds. On mounting the samples, the molds were grinded using silicon carbide papers of different grits, including 120, 240, 600, 900, 1200 and 2500, followed by polishing using 9 µm, 3 µm and 0.04 µm gels. The samples were later etched using acetic glycergia solution, which revealed the microstructure within the fusion zone (FZ) as well as the heat-affected zone (HAZ). Acetic glycergia is a solution of 5 mL glycerol, 15 mL hydrochloric acid, 10 mL nitric acid and 10 mL acetic acid. The samples were etched in this solution for approximately 5 s. All the geometrical features including the crown height (
CH), crown width (
CW), penetration (
PEN), back width (
BW), crown angle (
CA), back angle (
BA), crown radius (
CR), back radius (
BR) and cross-sectional area (
WA) were measured using a Leica DM2700 microscope, as shown in
Figure 4.
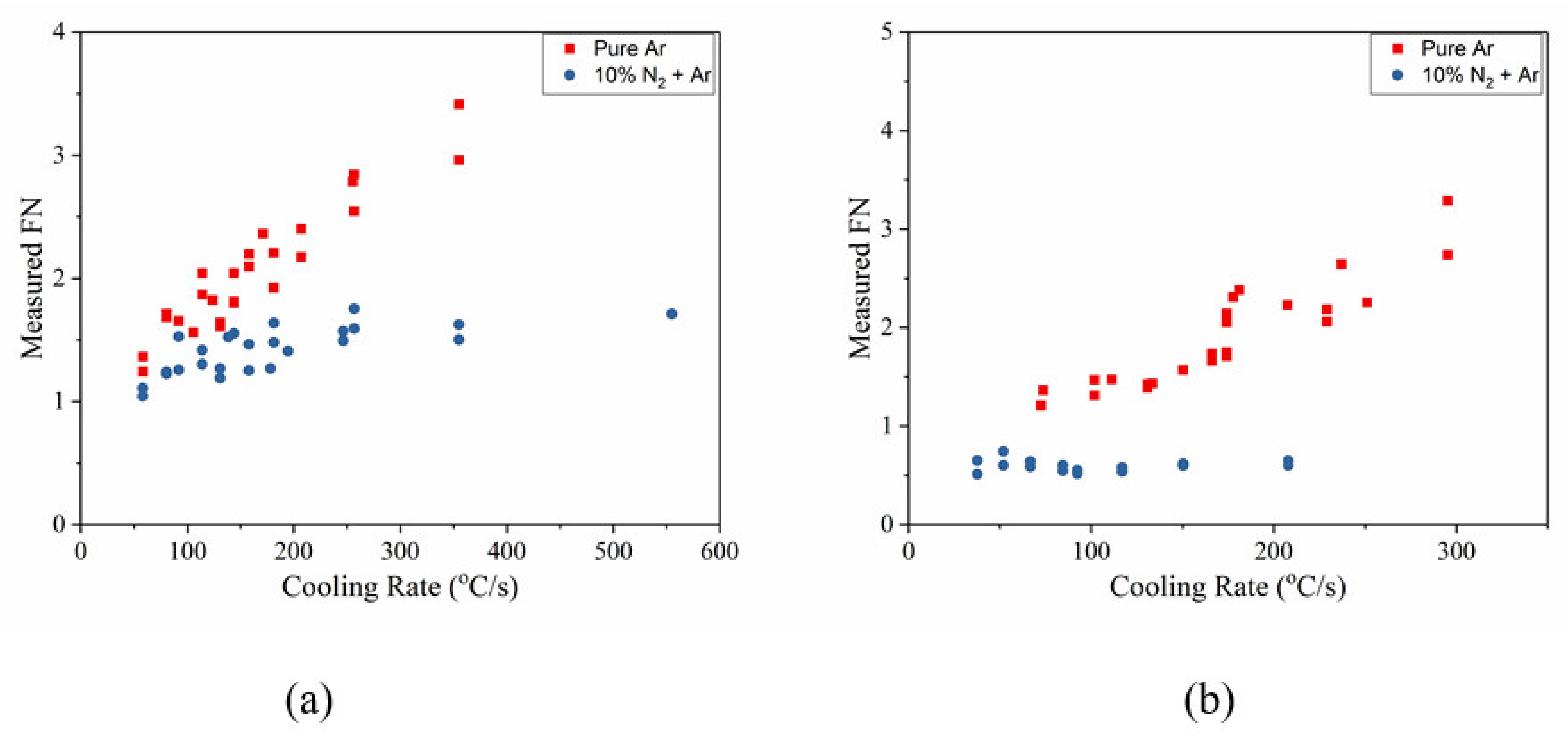
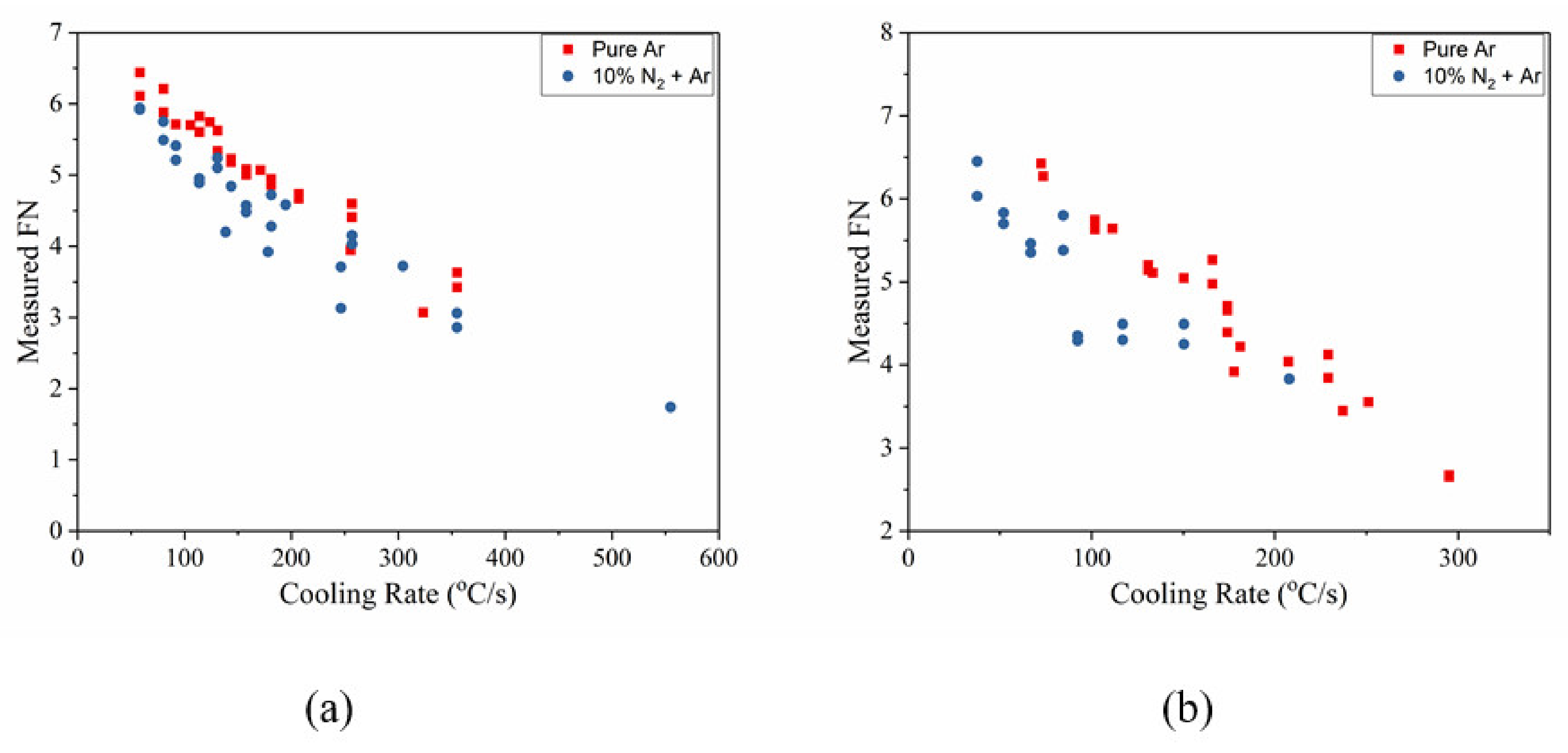
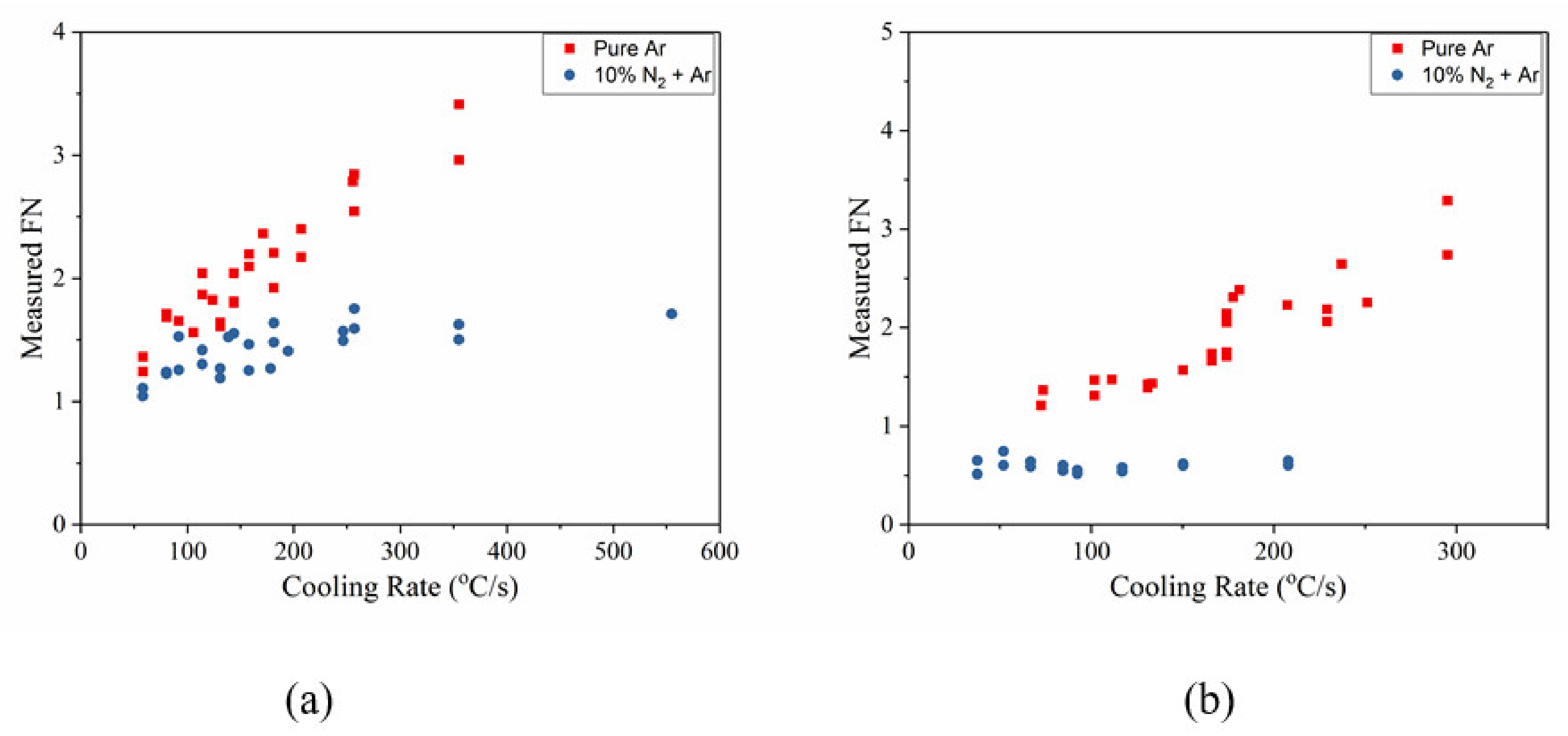
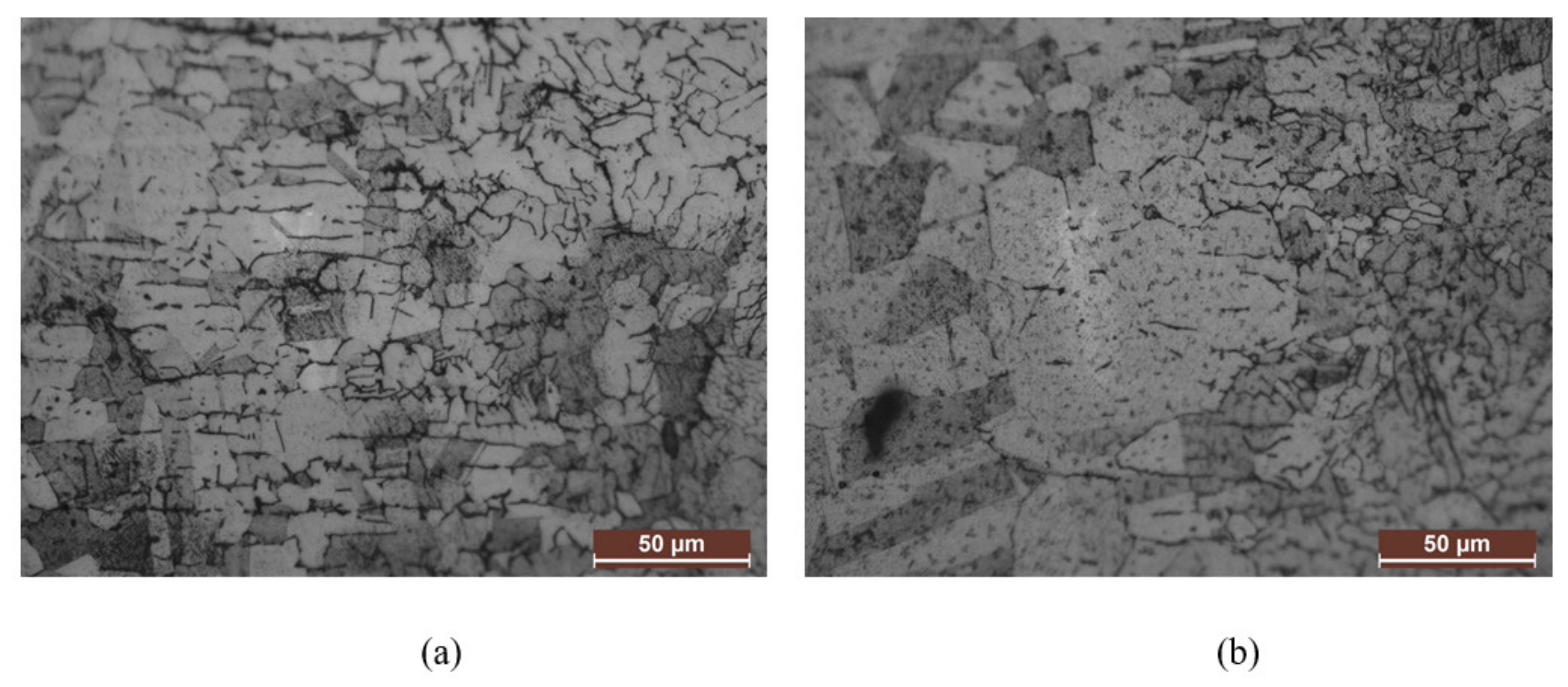
These same mounted samples were used for microstructure analyses. These included qualitatively analyzing the grain size within the FZ and the HAZ. In addition, the ferrite number (FN) of the welds was measured using a FeritScope®. FN was measured at six different locations along the welds and averaged. Half of these measurements were taken from the crown side of the welds, while the others were taken from the root (back) to ensure minimum discrepancies in data due to measurement location.
Finally, some additional welds were made to estimate the changes in the fatigue life on the addition of nitrogen through the shielding gas. Welds were only made heterogeneously using a 1 mm filler wire for testing in fatigue. For every combination of the heat input parameter that gave a measurable crown and penetration, welds were made using 0%, 2.5%, 5% and 10%
N2 in the shielding gas. For analysis purposes, the welds having similar geometrical stress concentration factors (
kt) were compared to understand the effect of the addition of nitrogen. The
kt was estimated using finite element analysis (FEA) as well as the Lawrence equation, as shown in Equation (2).
where
θ is 180°-
CA or
BA, depending on the region of the welds being analyzed,
t is the thickness of the sheets, and
ρ is the
CR or
BR, again depending on the region being analyzed.
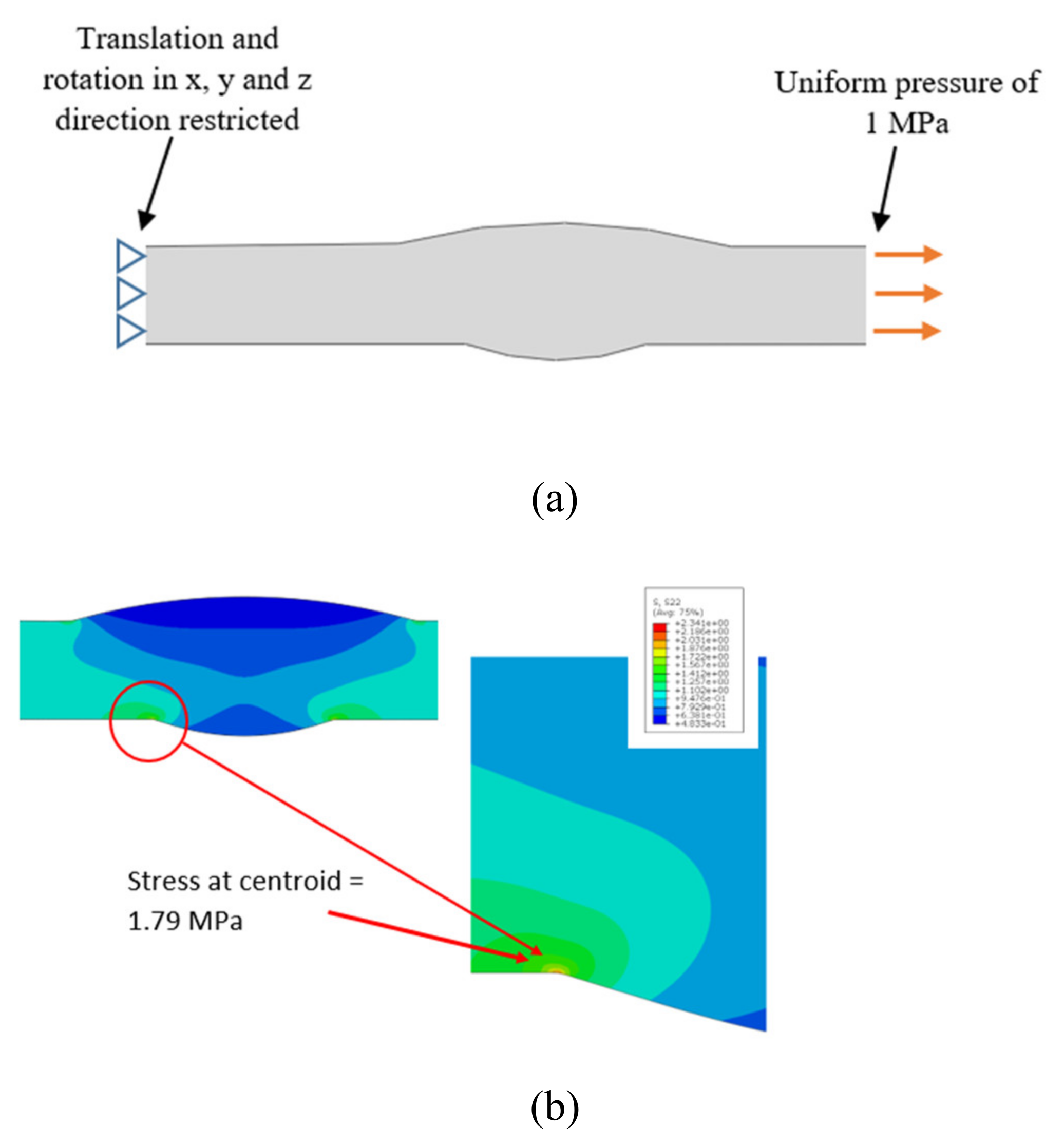
For FEA, the samples were modelled in Catia V6R15 and analyzed using Abaqus software for obtaining the
kt, as shown in
Figure 5. Localized fine meshing was performed near the boundary of the base material and the fusion zone while the other areas were coarsely meshed. It was ensured that the mesh size was converged before the results were recorded. Additionally, stress at the centroid of the element in the mesh was considered to calculate the
kt instead of at the edge node in order to eliminate over-estimation. The boundary conditions used for the estimation of
kt are also shown in
Figure 5.
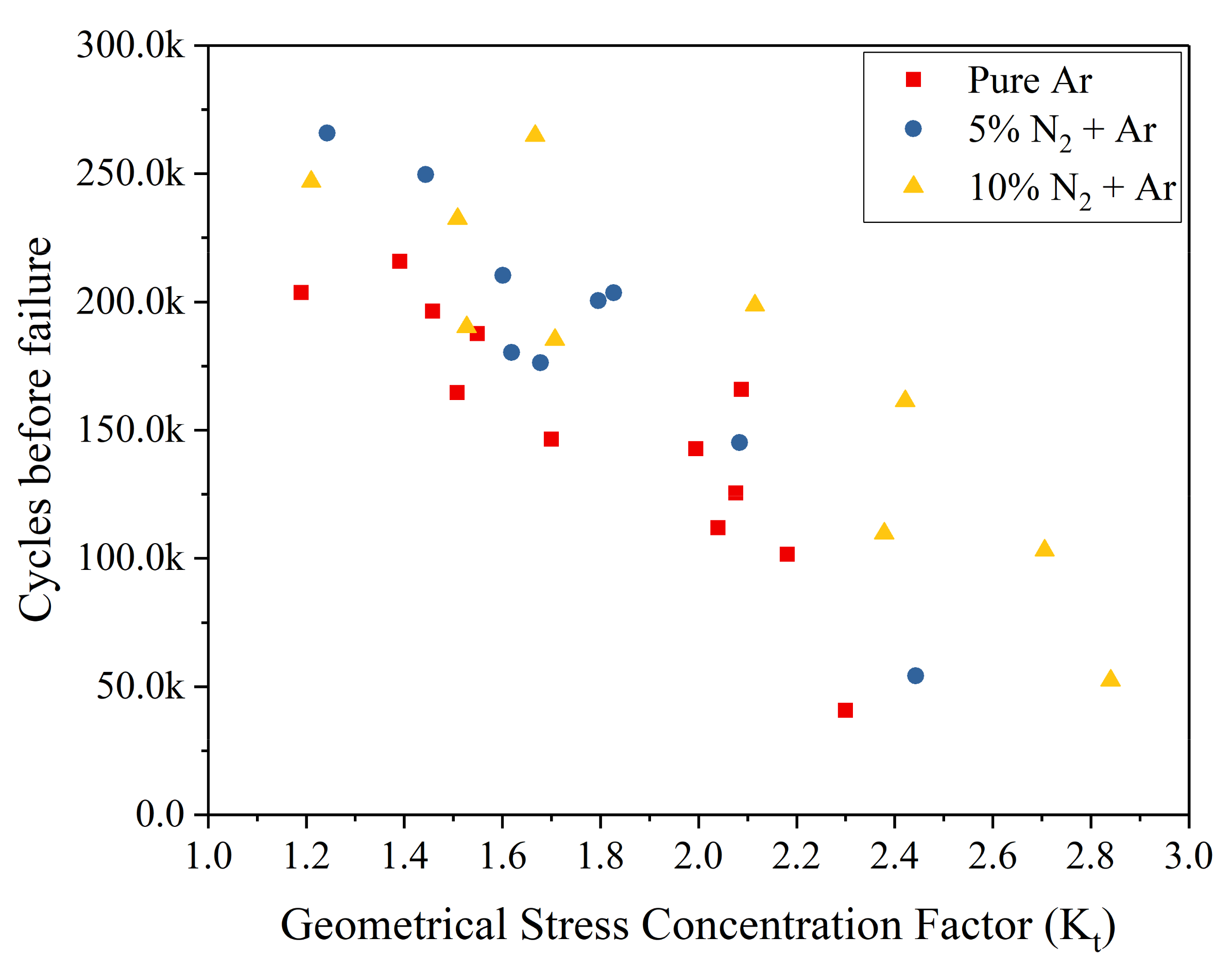
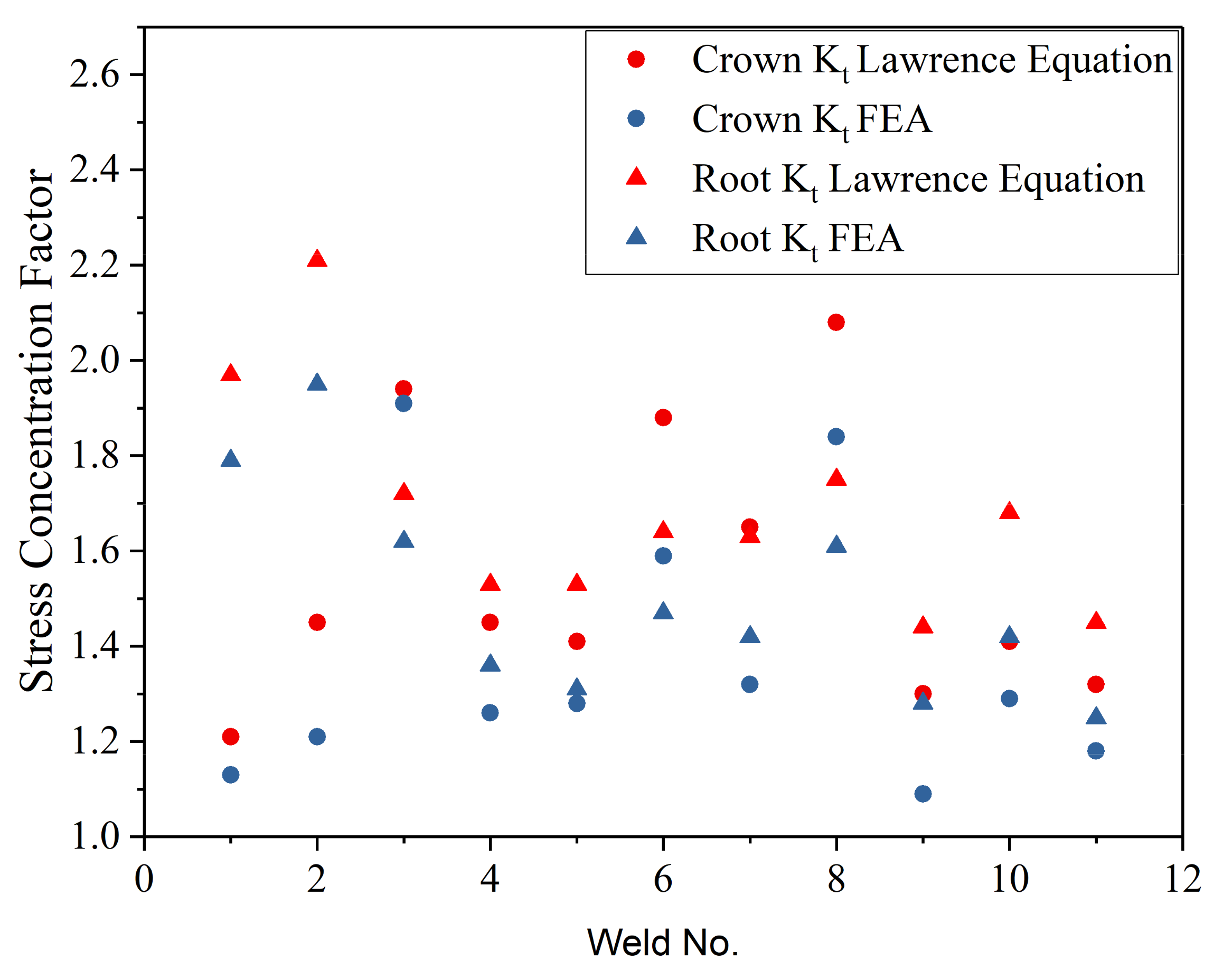
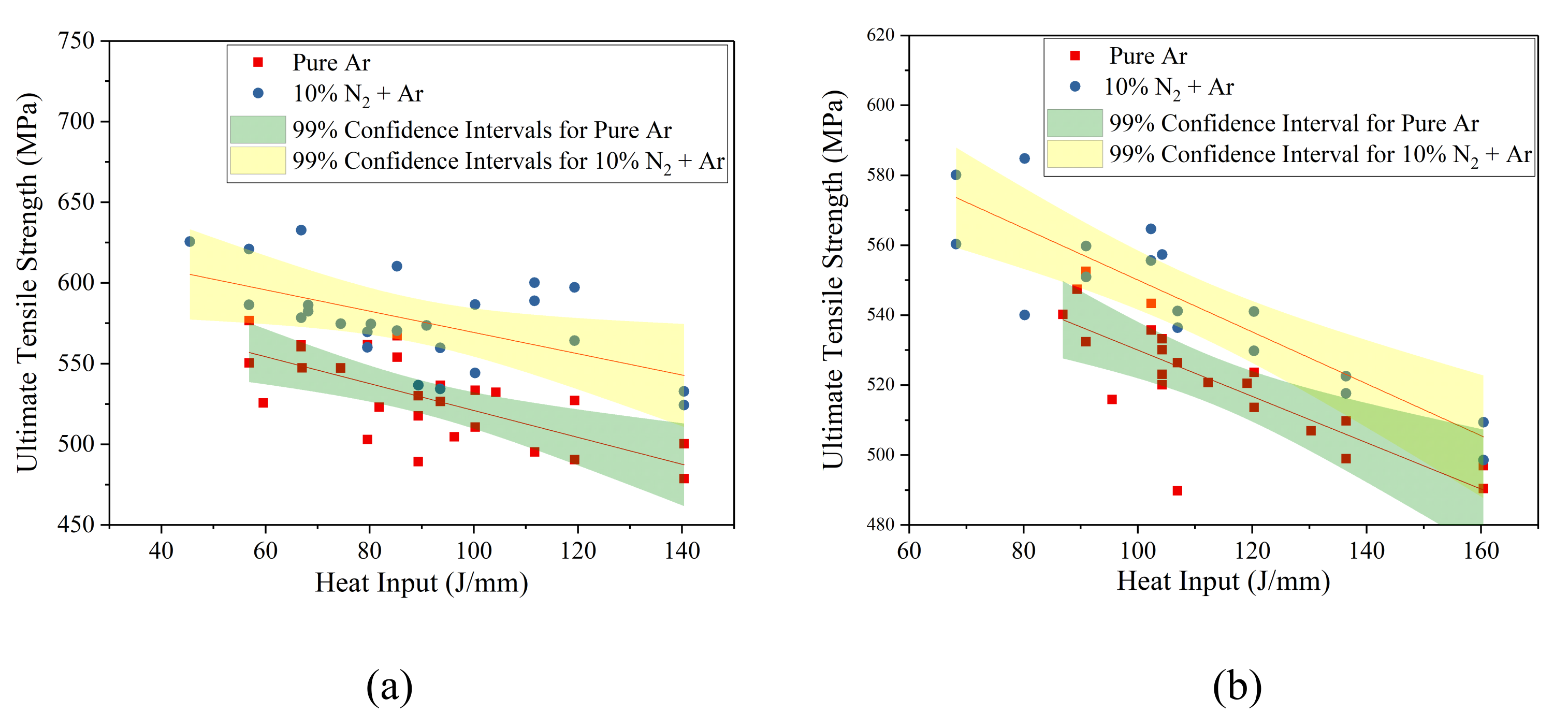
The samples were then tested in fatigue at different load ranges varying between 60% and 80% of the ultimate tensile strength (
UTS) of the base material to obtain the S–N curves. An R ratio of 0.1 was used for all the tests at a frequency of 20 Hz. The failure location of the samples was noted and compared with the location of the highest
kt obtained through FEA and the Lawrence equation. It was found that all the samples failed at the location predicted by both the methods. It is important to note here that in all the cases, the
kt obtained using FEA was found to be slightly lower than that obtained using Lawrence’s equation, as shown in
Figure 6. The parameters used for those welds are mentioned in
Table 5.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}