Achieving a Toothed Gear on Presses †

 ,
,  ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
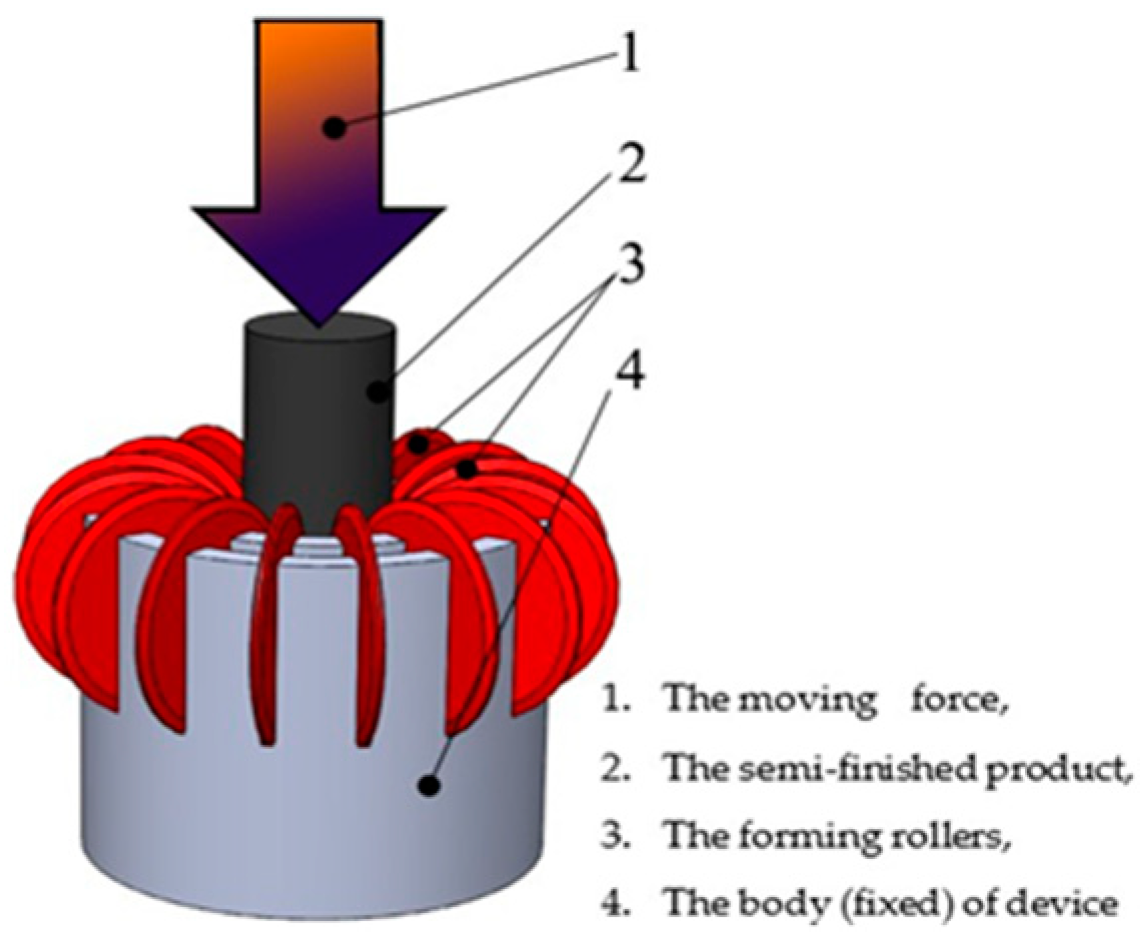
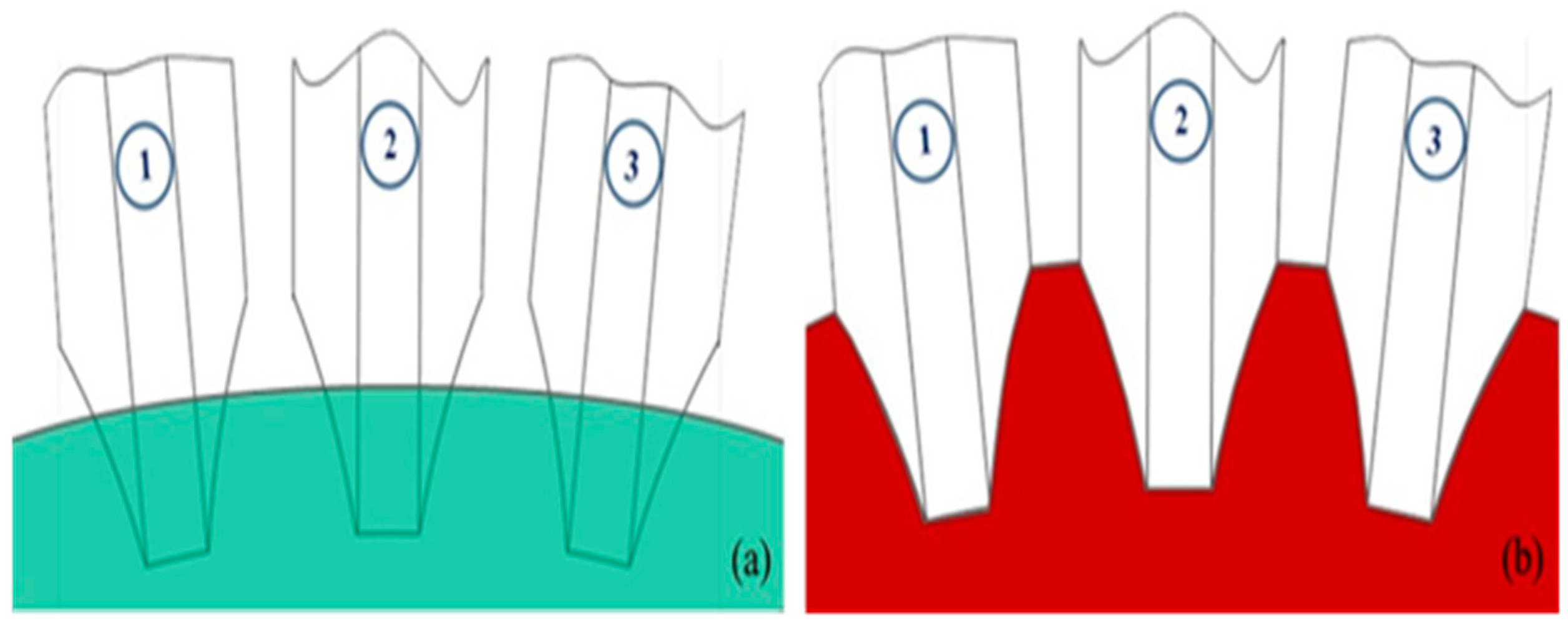
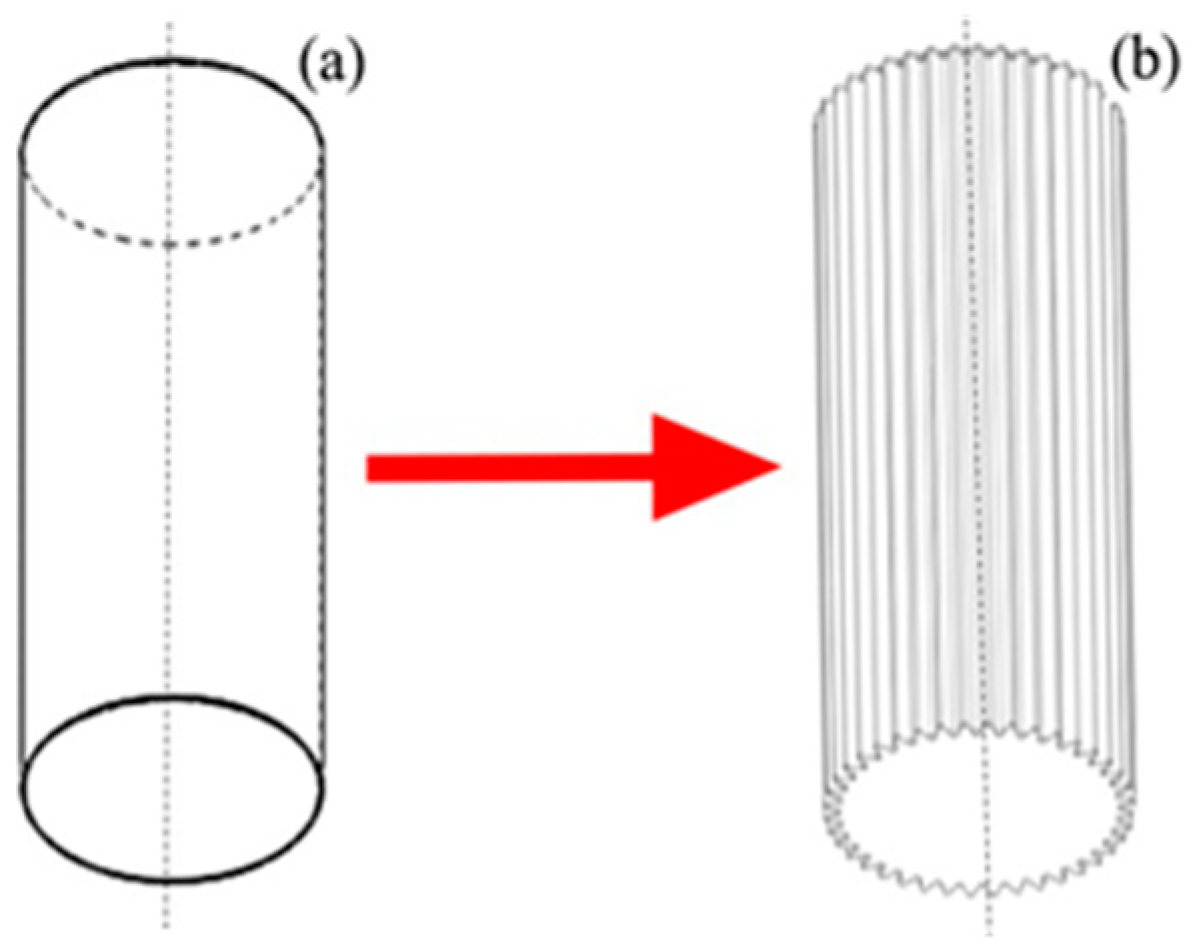
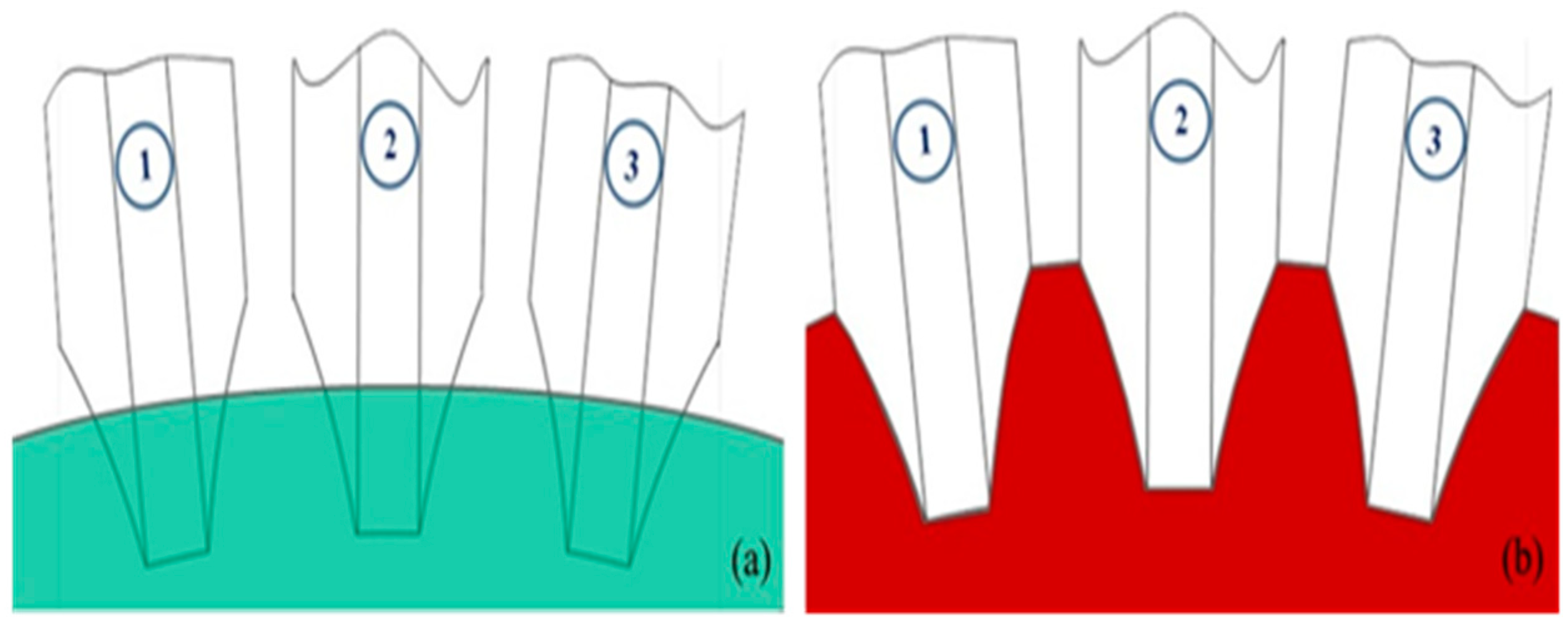
2. The Pressing
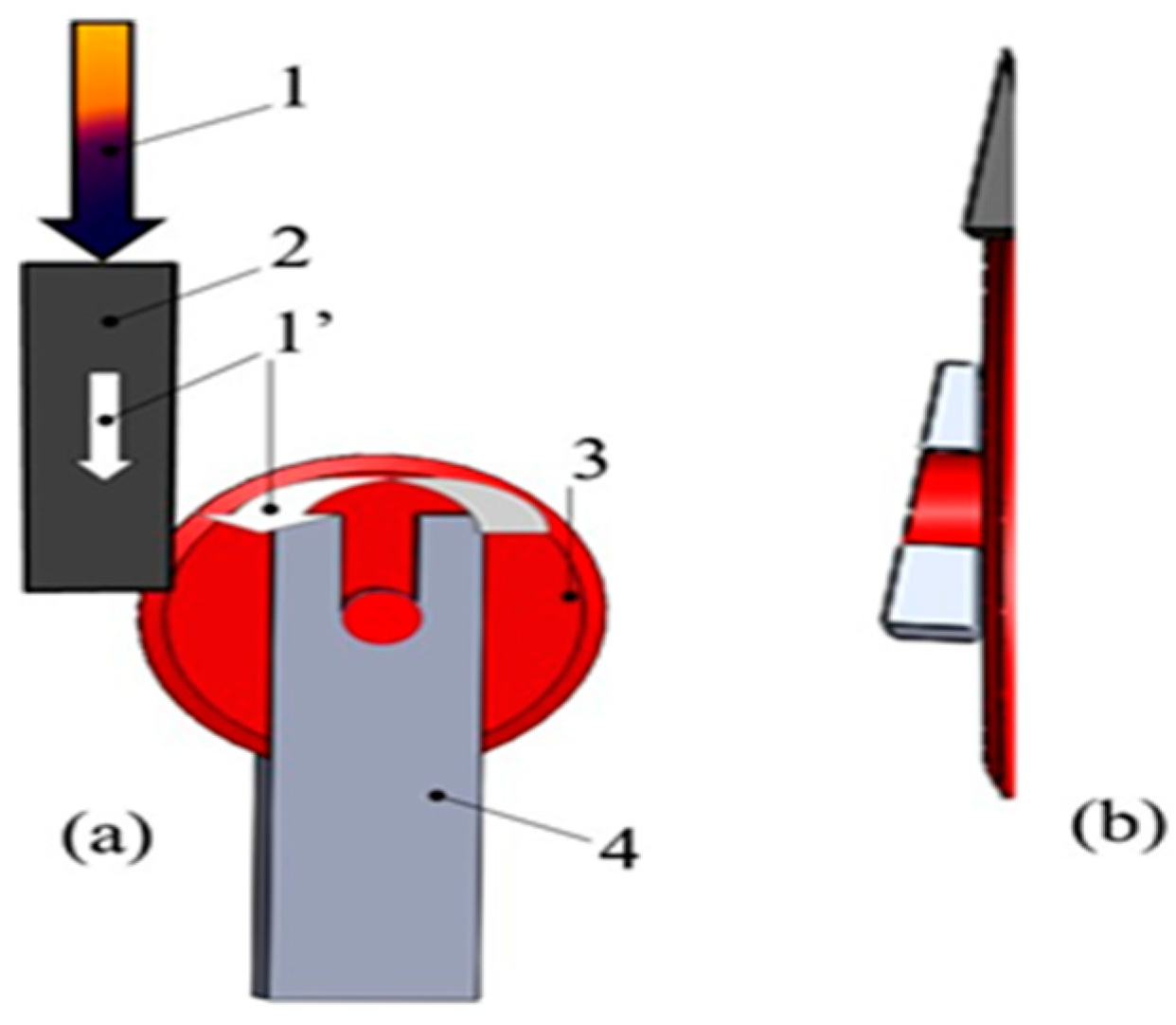
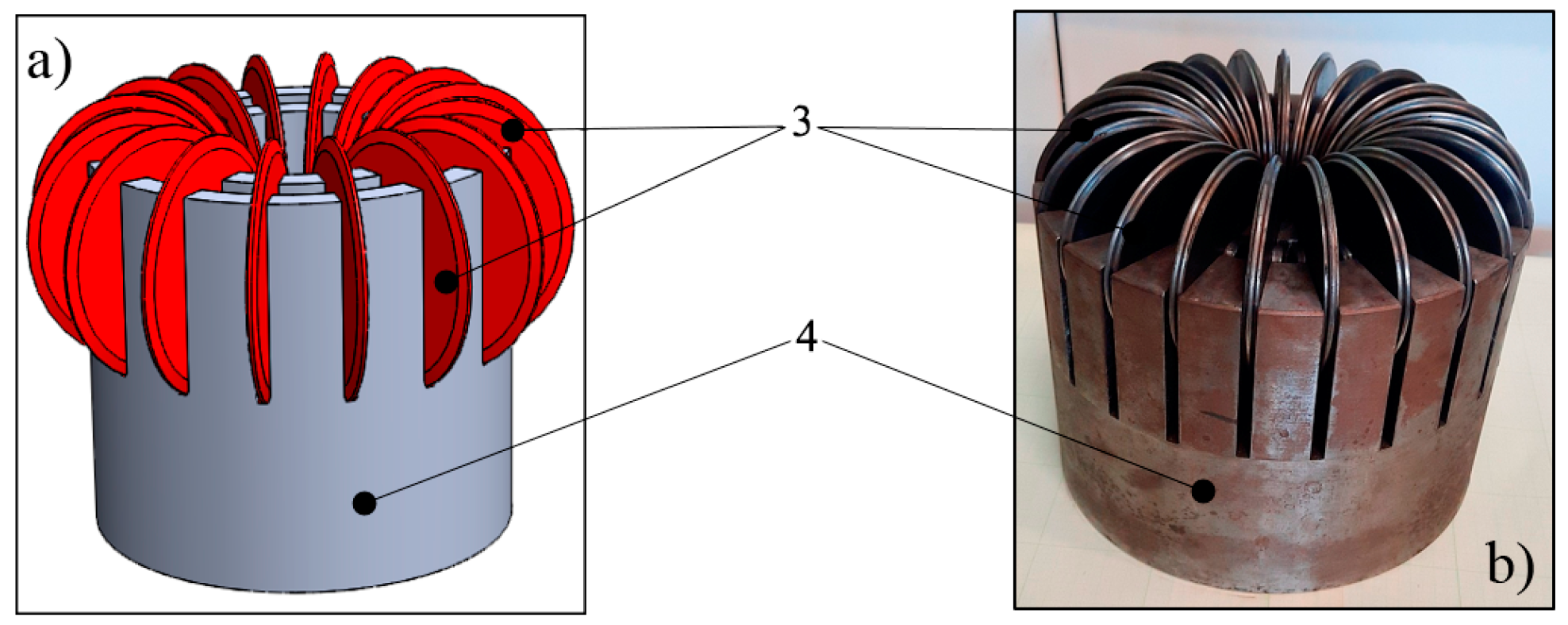
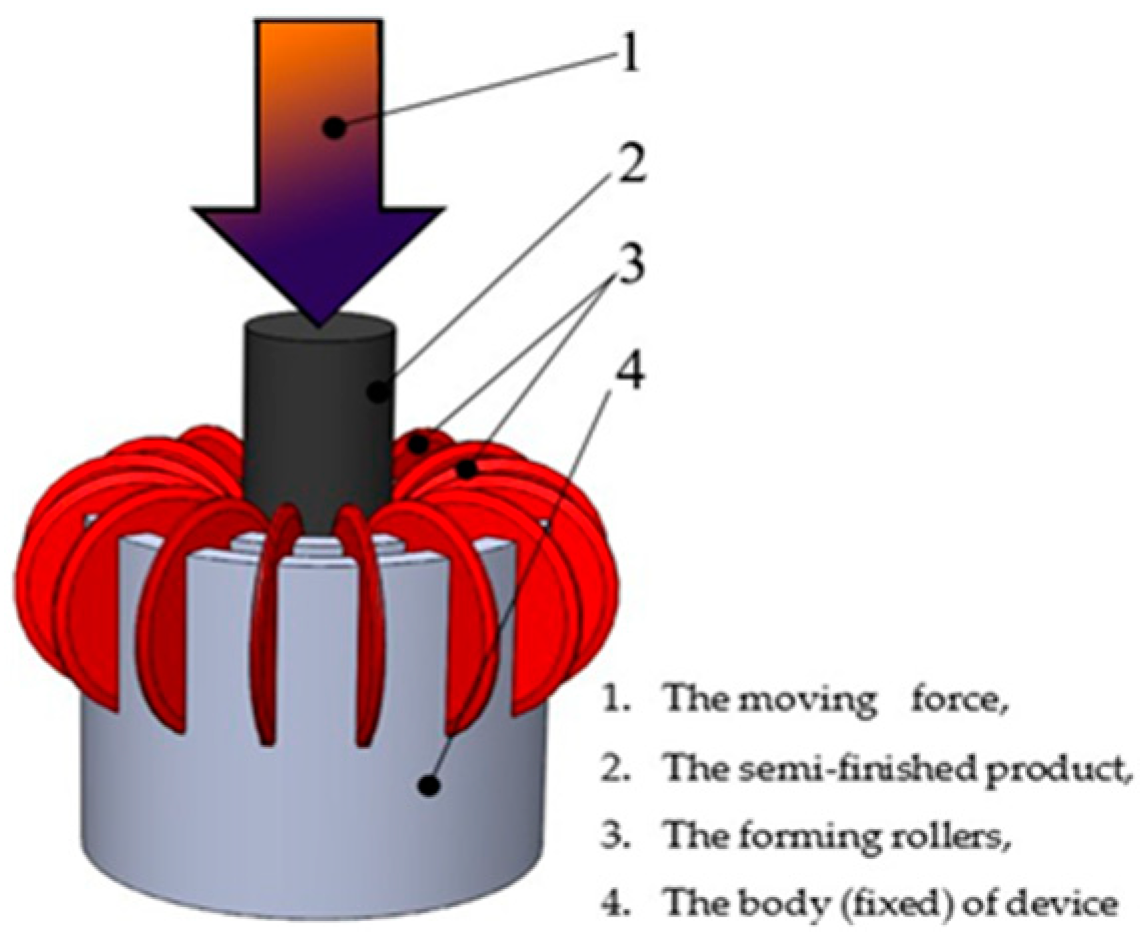
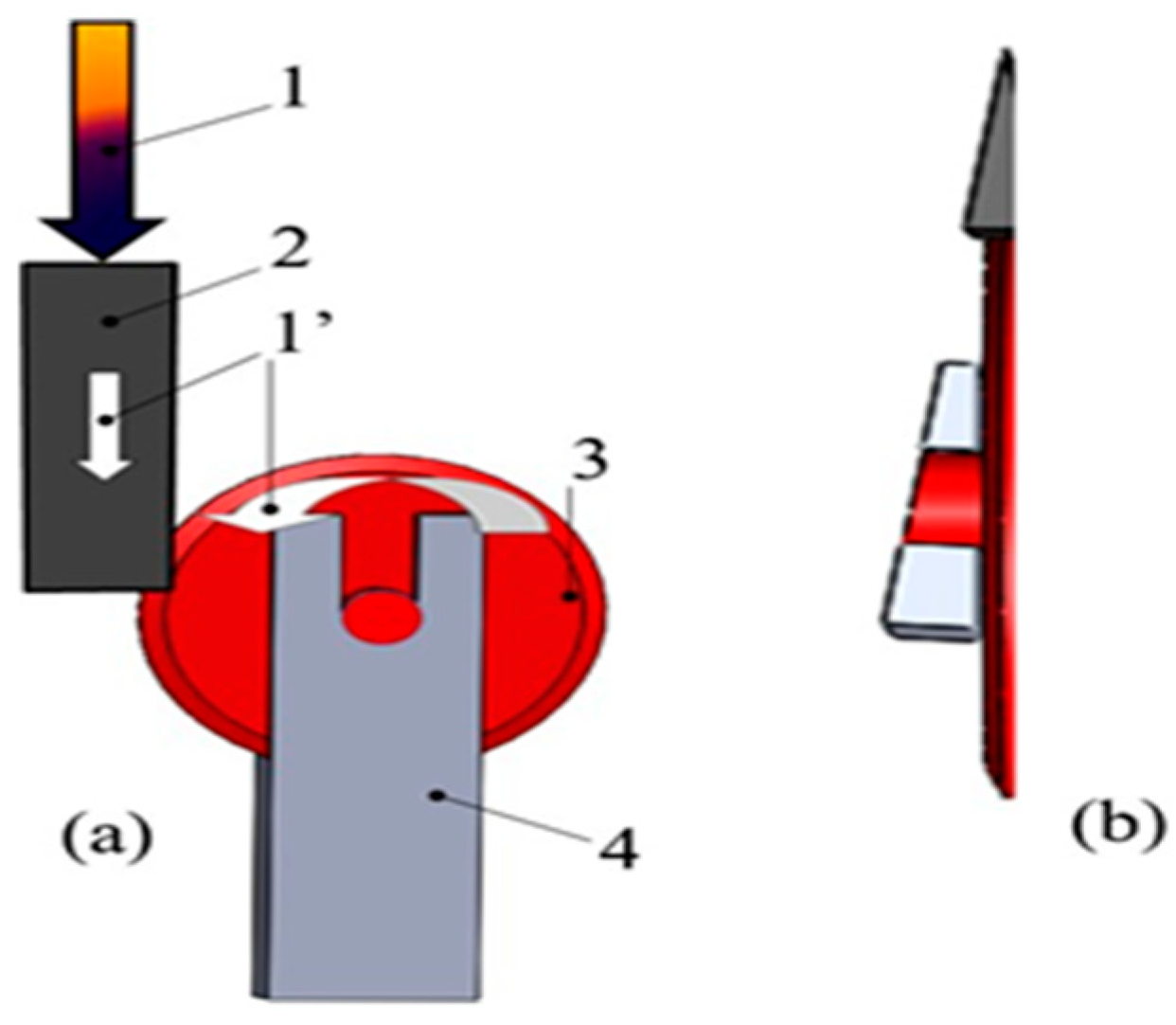
3. The Device Description
4. Simulation
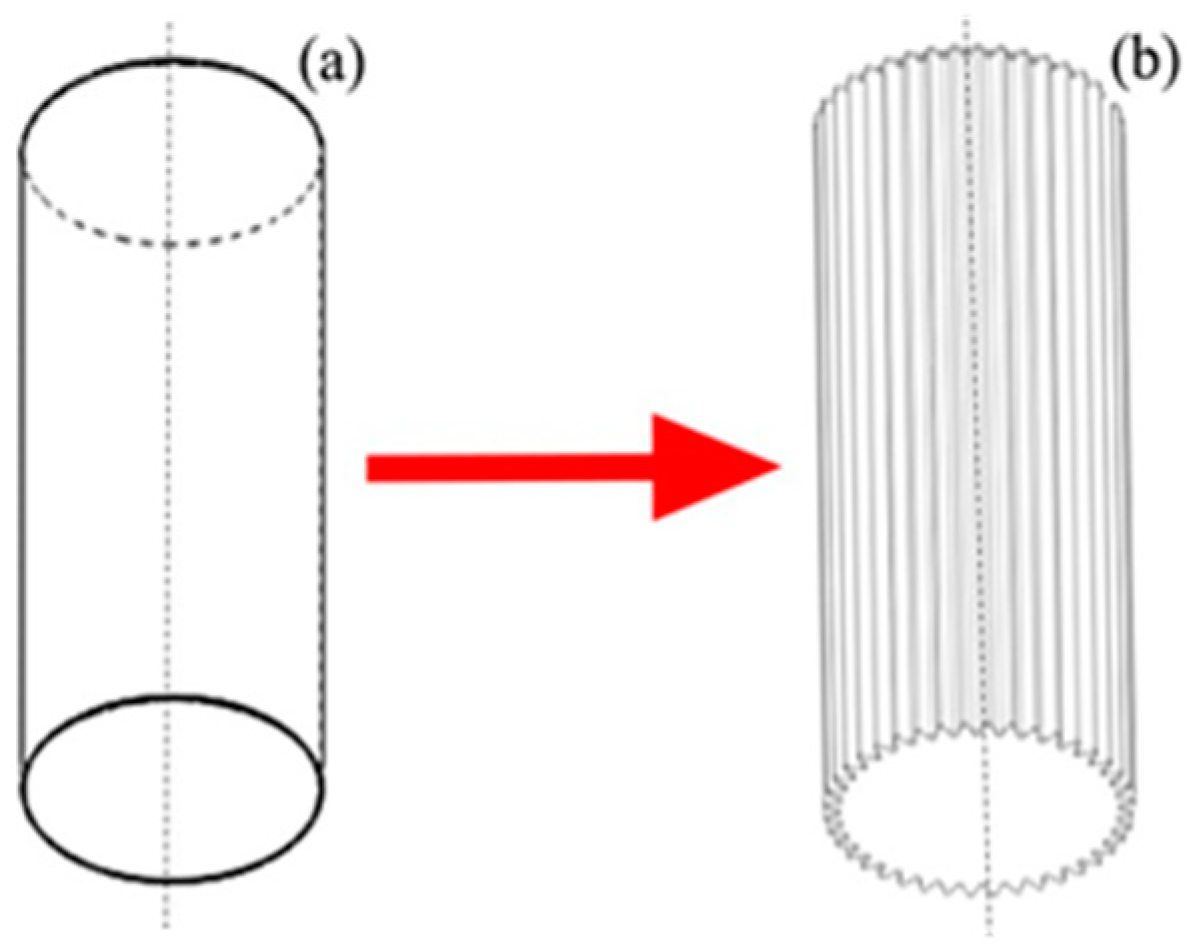
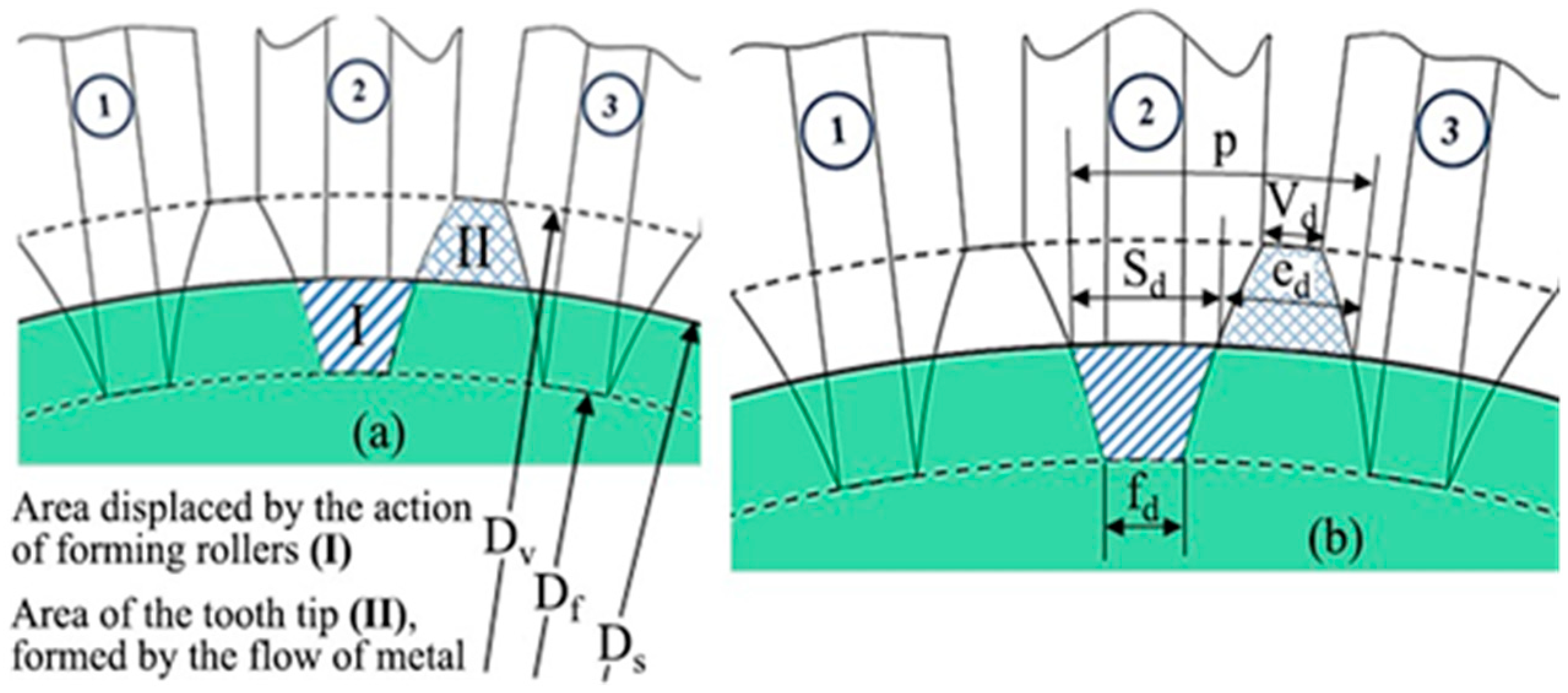
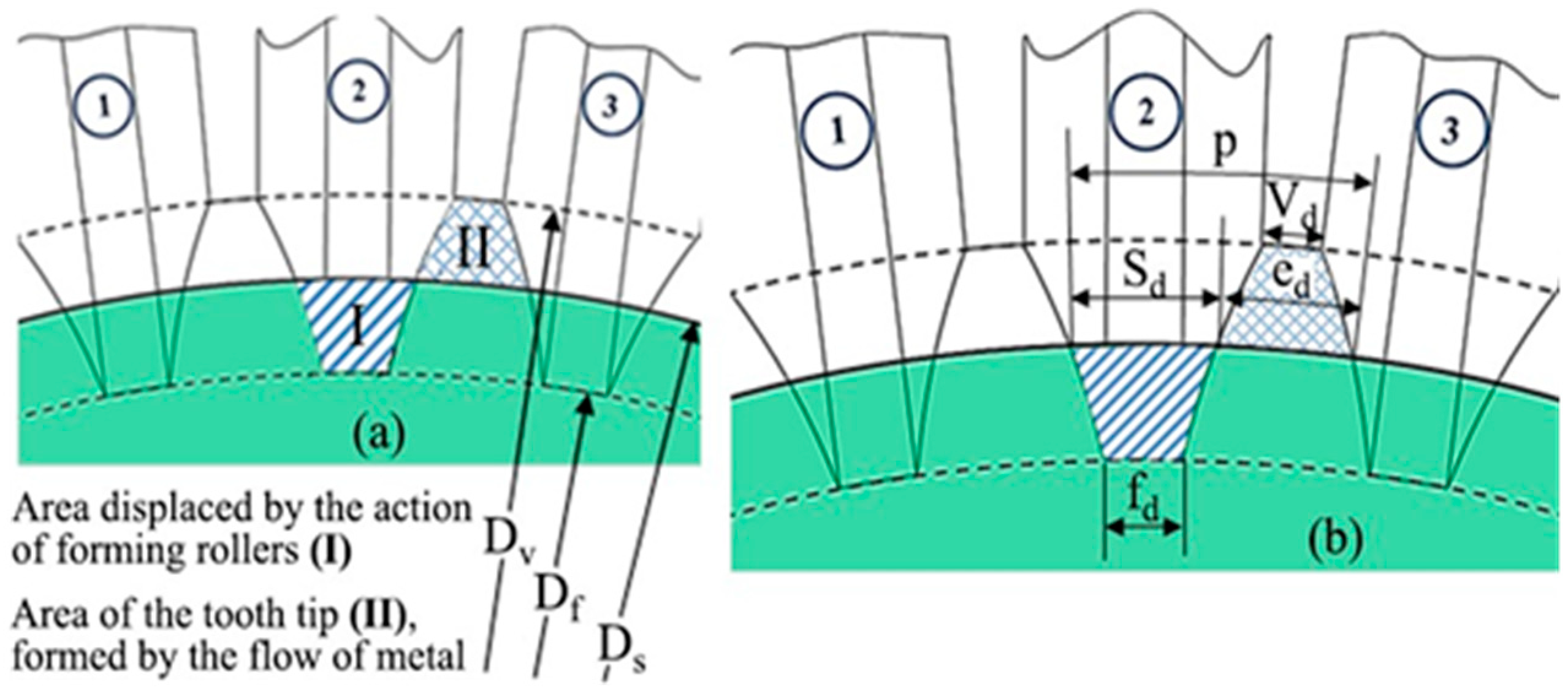
4.1. The Dimension Assessment of the Initial Semi-Finished Product
- SI
- the area displaced by the action of the deforming rollers [mm2]
- SII
- the area of the tooth tip, formed by the flow of material [mm2]
- Ds
- the diameter of the initial semi-finished product [mm]
- Df
- the diameter of the dedendum circle [mm]
- Dv
- the diameter of the addendum circle [mm]
- sd
- tooth thickness [mm]
- ed
- tooth space [mm]
- p
- circular pitch [mm]
- fd
- tooth space peak thickness [mm]
- vd
- tooth peak thickness [mm]
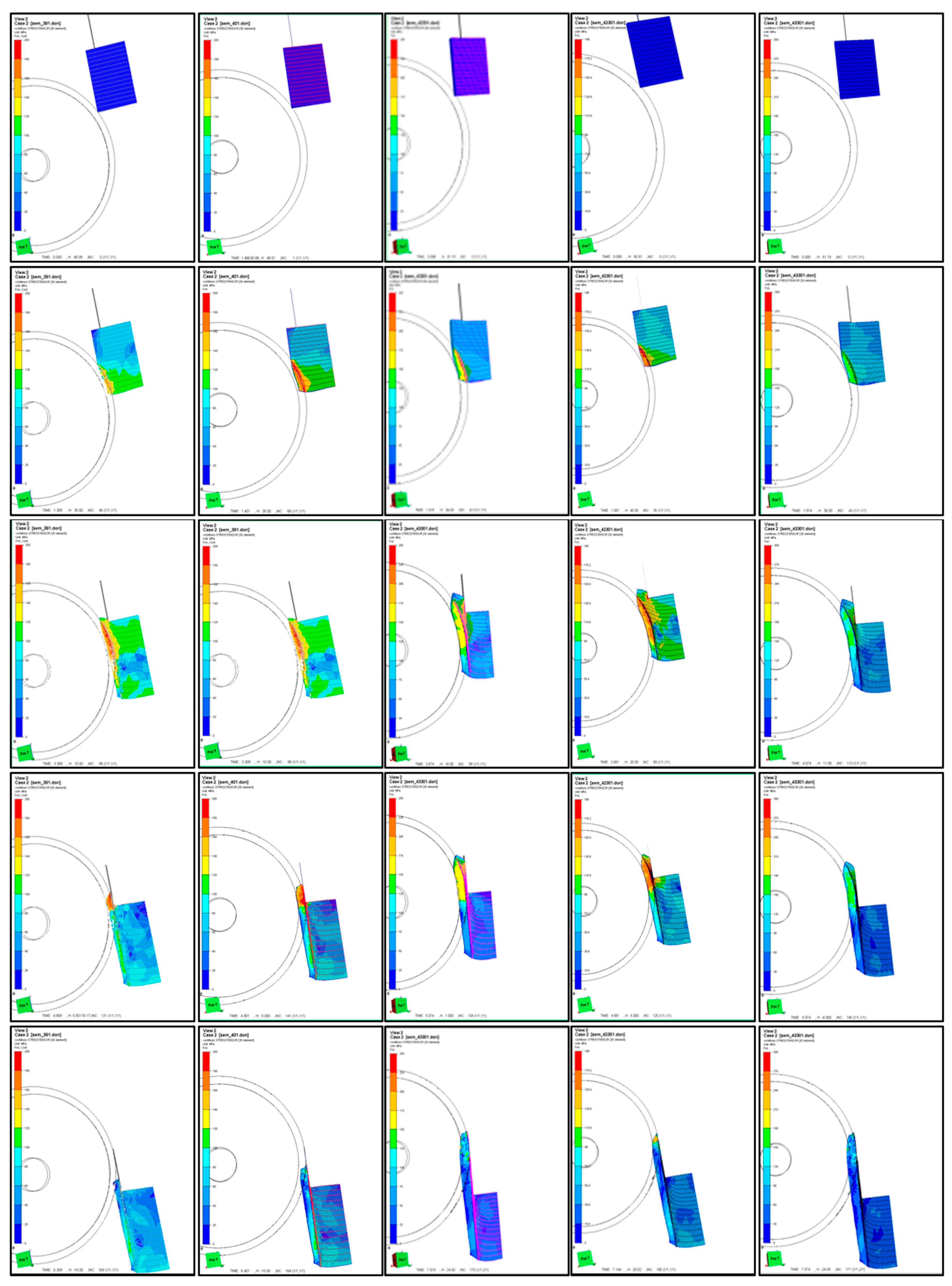
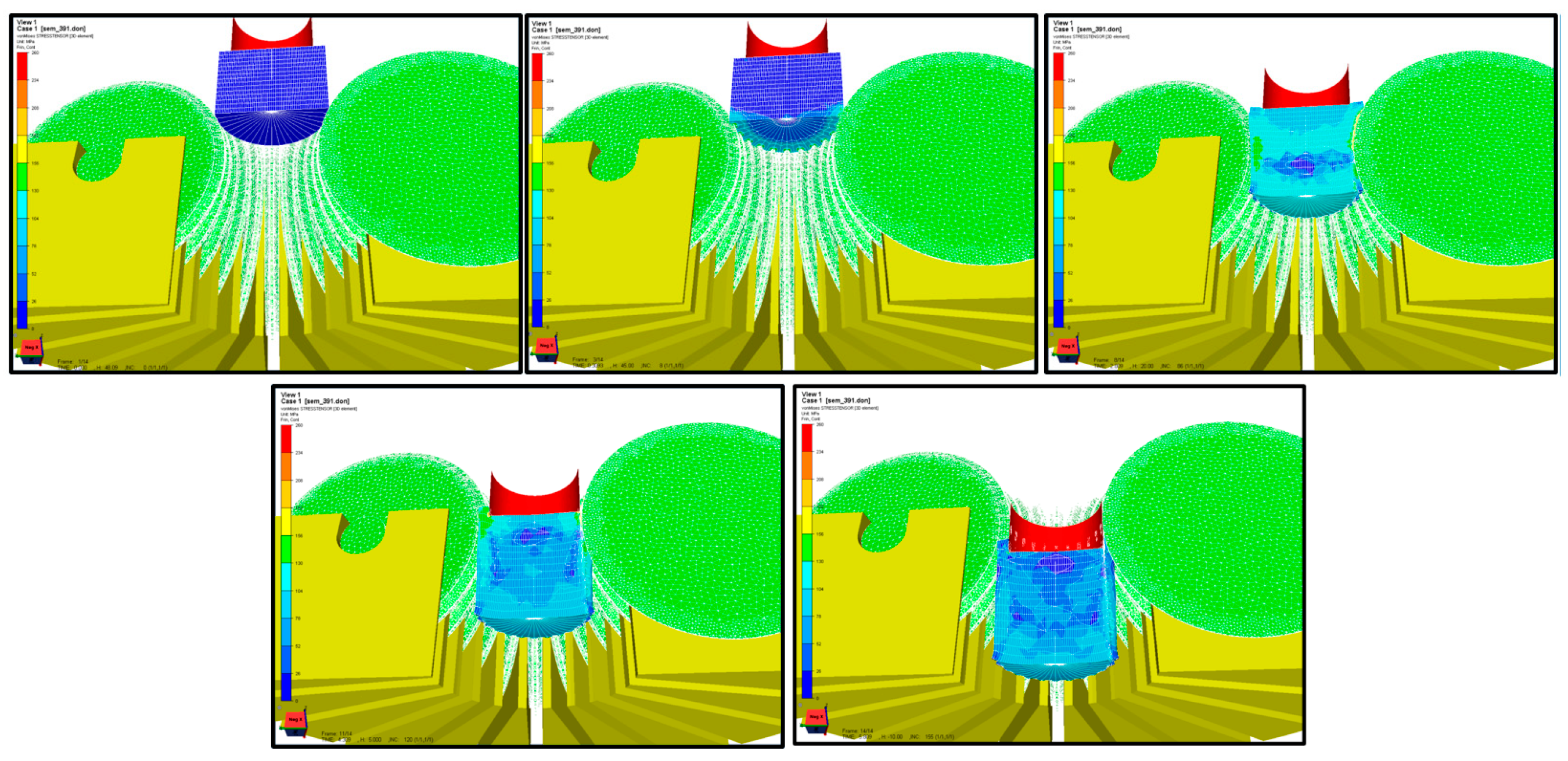
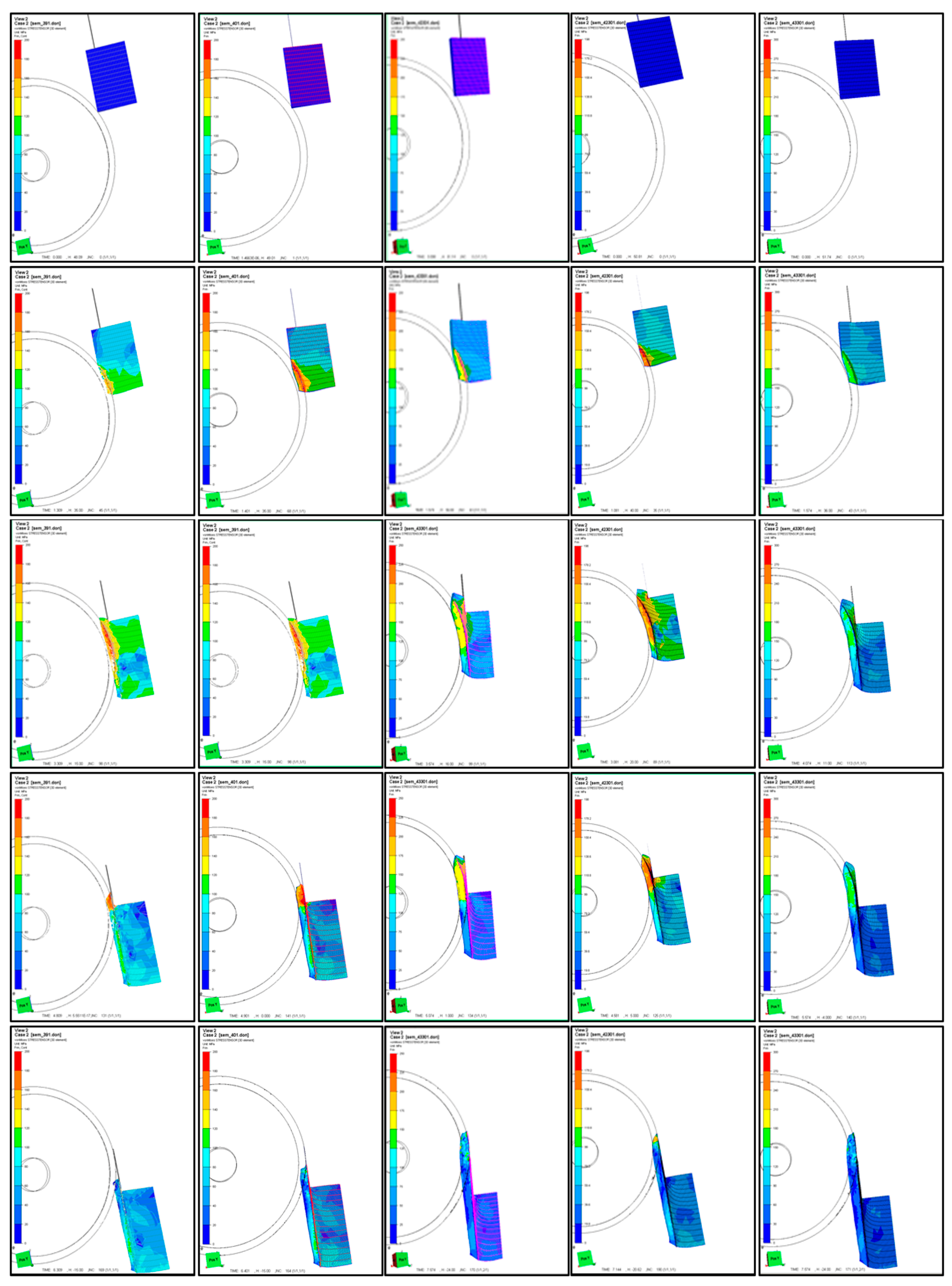
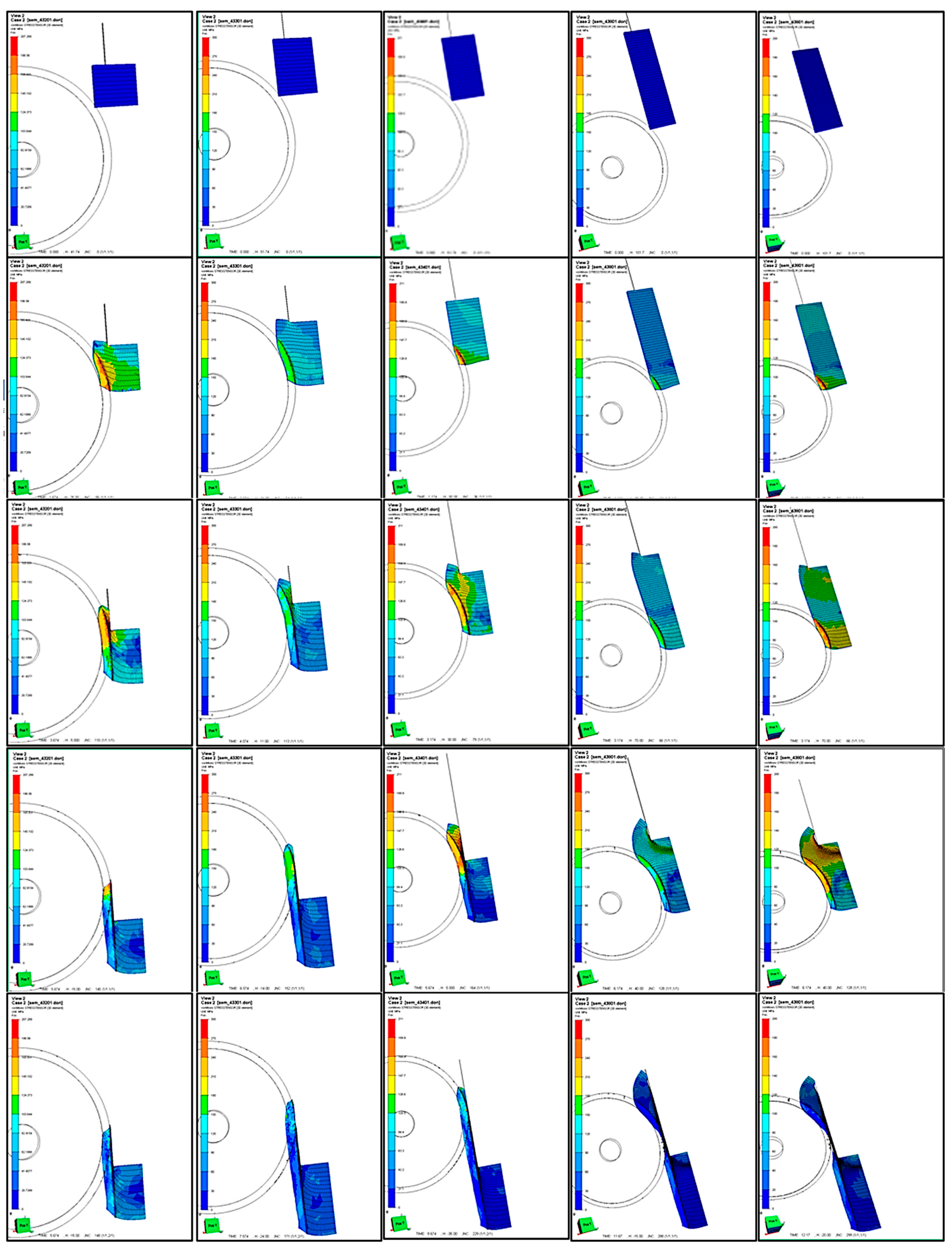
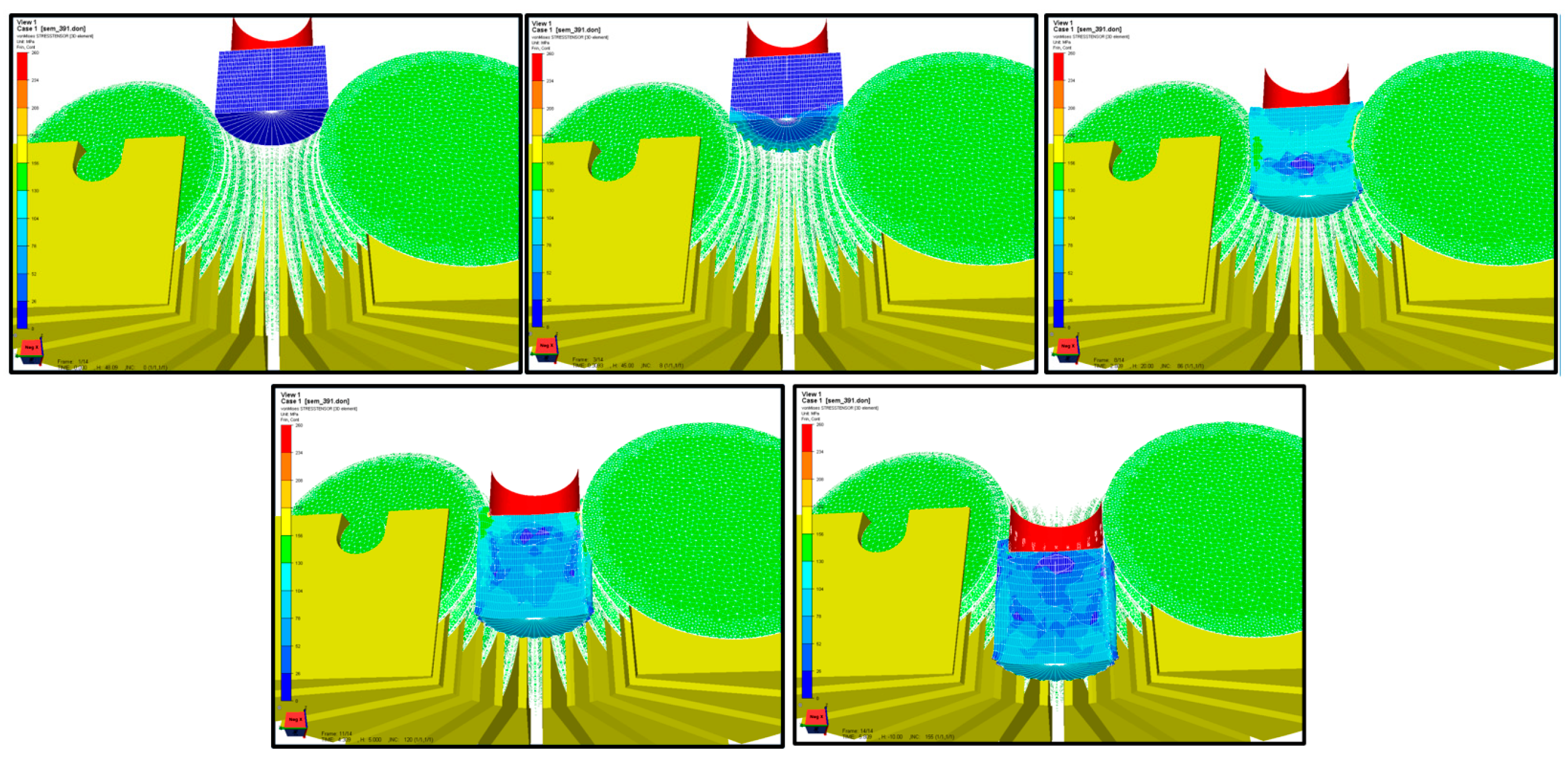
4.2. The Von Mises Stress Determination
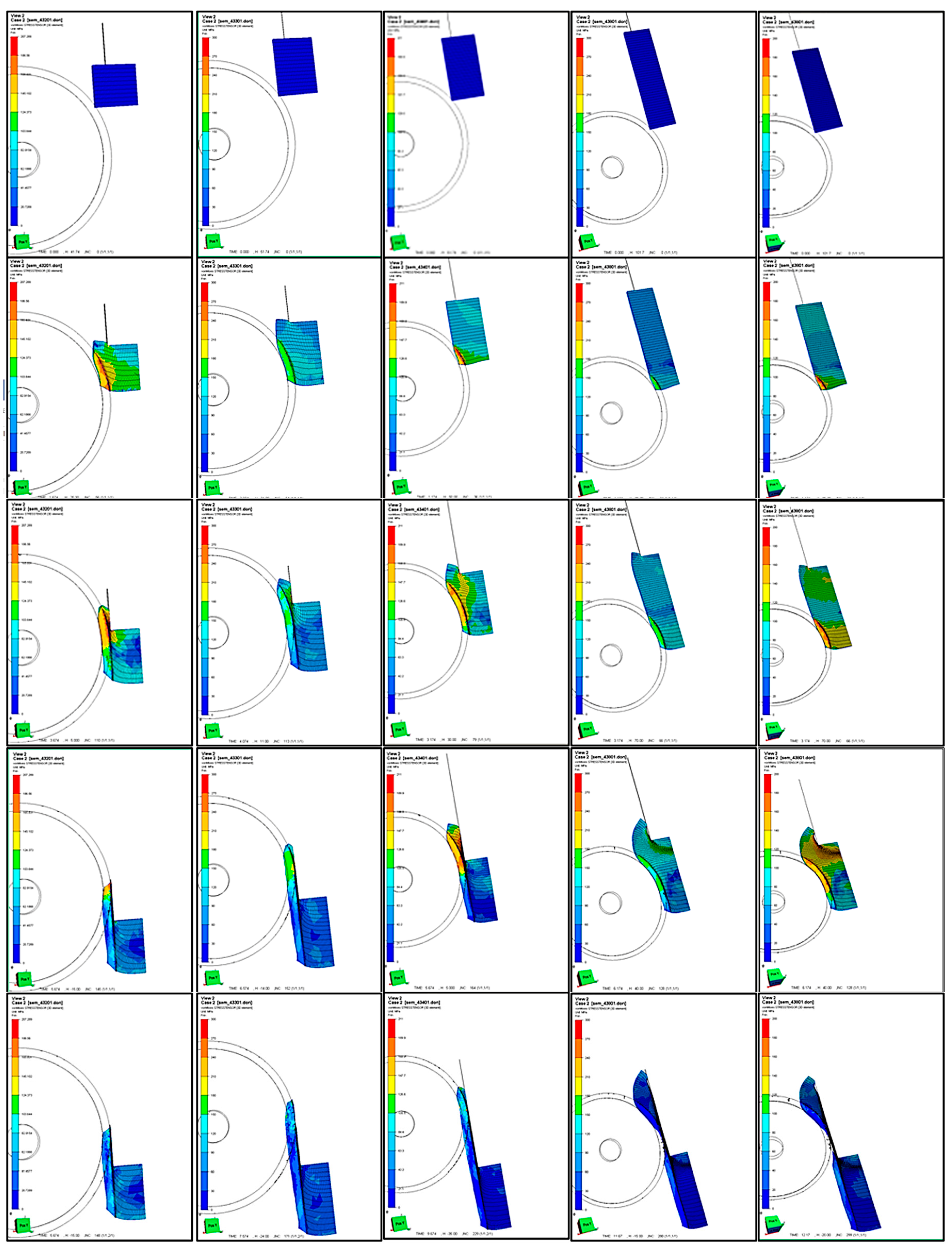
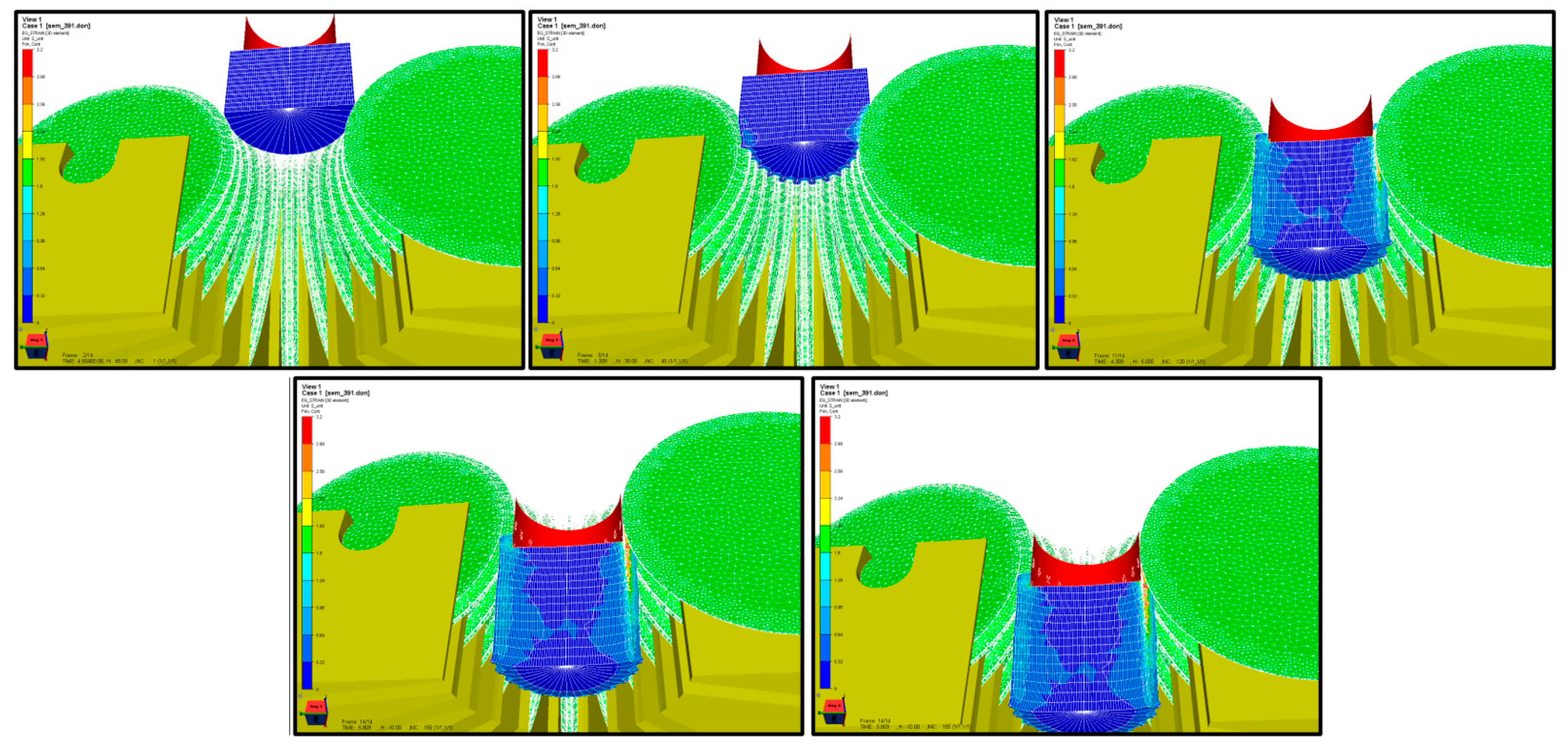
4.3. The Semi-Finished Product Deformations
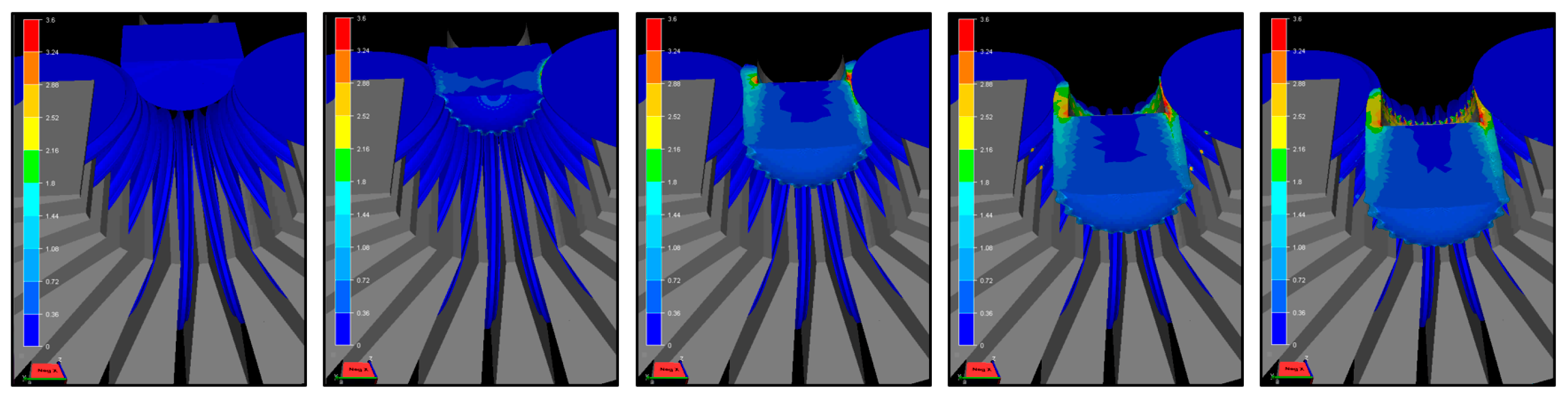
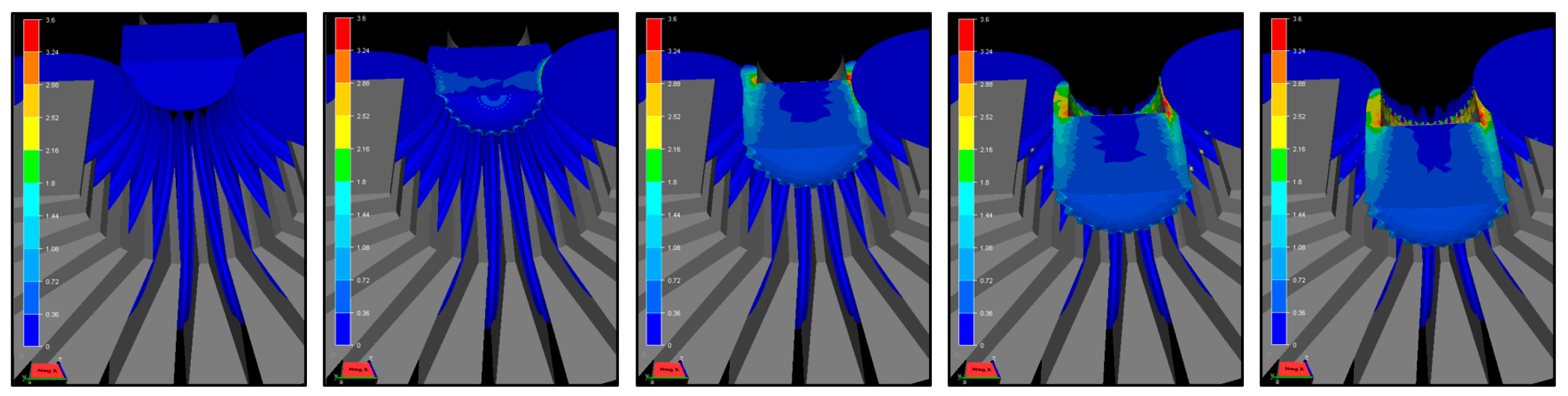
4.4. The Flow of the Semi-Finished Material
5. Conclusions
Funding
Conflicts of Interest
References
- Pop, M. Plastic Deformations; Editura Mega: Cluj-Napoca, Romania, 2014; ISBN 978-606-543-509-4. [Google Scholar]
- Wright, N.R. Wire Technology. Process Engineering and Metallurgy; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 978-0-12-382092-1. [Google Scholar]
- Rodriguez-Alabanda, O.; Guerrero-Vaca, G.; Romero, P. Machining time estimation using the geometrics features of the 2.5D pocket contour. Procedia Manuf. 2019, 41, 508–515. [Google Scholar] [CrossRef]
- Neugebauer, R.; Putz, M.; Hellfritzsch, U. Improved Process Design and Quality for Gear Manufacturing with Flat and Round Rolling. CIRP Ann. 2007, 56, 307–312. [Google Scholar] [CrossRef]
- André Weiß, A.; Liewald, M.; Weiß, A.; Missa, N. Manufacture of face gearing—A new production method by means of determined material pre-distribution. Procedia Manuf. 2018, 15, 511–518. [Google Scholar] [CrossRef]
- Armentania, E.; Mattera, A.; Sepe, R.; Esposito, L.; Naclerio, F.; Bocchini, G.F. Dies for pressing metal powders to form helical gears. Procedia Struct. Integr. 2018, 12, 457–470. [Google Scholar] [CrossRef]
- Linke, H.; Börner, J.; Heß, R. Manufacturing of Cylindrical Gearings. In Cylindrical Gears; Hanser: Munich, Germany, 2016; pp. 605–707. [Google Scholar] [CrossRef]
- ASM Handbook Volume 5: Surface Engineering; ASM International: Novelty, OH, USA, 1994; ISBN 978-0-87170-384-2.


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tintelecan, M.; Iluțiu-Varvara, D.-A.; Rodriguez-Alabanda, O.; Sas-Boca, I.M.; Marian, I.; Gustavo, A.S.M. Achieving a Toothed Gear on Presses. Proceedings 2020, 63, 57. https://doi.org/10.3390/proceedings2020063057
Tintelecan M, Iluțiu-Varvara D-A, Rodriguez-Alabanda O, Sas-Boca IM, Marian I, Gustavo ASM. Achieving a Toothed Gear on Presses. Proceedings. 2020; 63(1):57. https://doi.org/10.3390/proceedings2020063057
Chicago/Turabian StyleTintelecan, Marius, Dana-Adriana Iluțiu-Varvara, Oscar Rodriguez-Alabanda, Ioana Monica Sas-Boca, Ionuț Marian, and Aristides Santana Martinez Gustavo. 2020. "Achieving a Toothed Gear on Presses" Proceedings 63, no. 1: 57. https://doi.org/10.3390/proceedings2020063057
APA StyleTintelecan, M., Iluțiu-Varvara, D.-A., Rodriguez-Alabanda, O., Sas-Boca, I. M., Marian, I., & Gustavo, A. S. M. (2020). Achieving a Toothed Gear on Presses. Proceedings, 63(1), 57. https://doi.org/10.3390/proceedings2020063057