1. Introduction
The iron ore beneficiation process is currently wet, except for some industrial plants that are migrating their unitary iron ore treatment operations to natural moisture. Moisture is a quantity that directly influences this production chain’s final cost, especially concerning safety, transport, controllability, and efficiency. The problems involved in transport result in an increased risk of Bulk carriers’ shipwrecks, when the transportable moisture limit is exceeded; in a lack of controllability due to inefficient monitoring of process moisture, which decreases the efficiency of the dewatering subprocesses; and in the cost raise to processing a large quantity of moist material, which directly impacts production and transportation itself.
Therefore, an efficient monitoring and control of moisture is necessary because it allows the proper intervention in the subprocesses upstream of the ore loading, neutralizing the mentioned consequences [
1]. Currently, there are three usual methodologies to industrially measure moisture: (i) the standard oven method, which has extremely accurate results, but low representativeness, may take up to 24 h to present the result of a sample [
2,
3]; (ii) instrumentation that operates by the microwave principle, which despite having high representativeness, presents an absolute maximum error of 0.86% of moisture in belt conveyor application [
4]; and (iii) a capacitive circuit based on a current-voltage converter using a transimpedance amplifier, which presented an absolute maximum error of 0.64% moisture but with limited representativeness because it consists of a benchtop equipment [
5,
6].
This work seeks to mitigate the lack of a method that configures a qualitative and quantitative solution for iron ore moisture measurement. For this, a capacitive transducer of non-invasive coplanar electrodes is presented. The main differences of this research in relation to other works on the existing area and commercial equipments are: (i) the embedded construction of all elements of the measurement system in a single compact hardware; (ii) the arrangement of the electrodes in a coplanar form that assists in system coupling to ore flow monitoring applications; and (iii) the oscillating circuit method [
7,
8,
9] applied to iron ore moisture monitoring, which adds a high cost-benefit ratio compared to other techniques, such as those using high frequency.
2. Materials and Methods
2.1. Coplanar Electrode Development
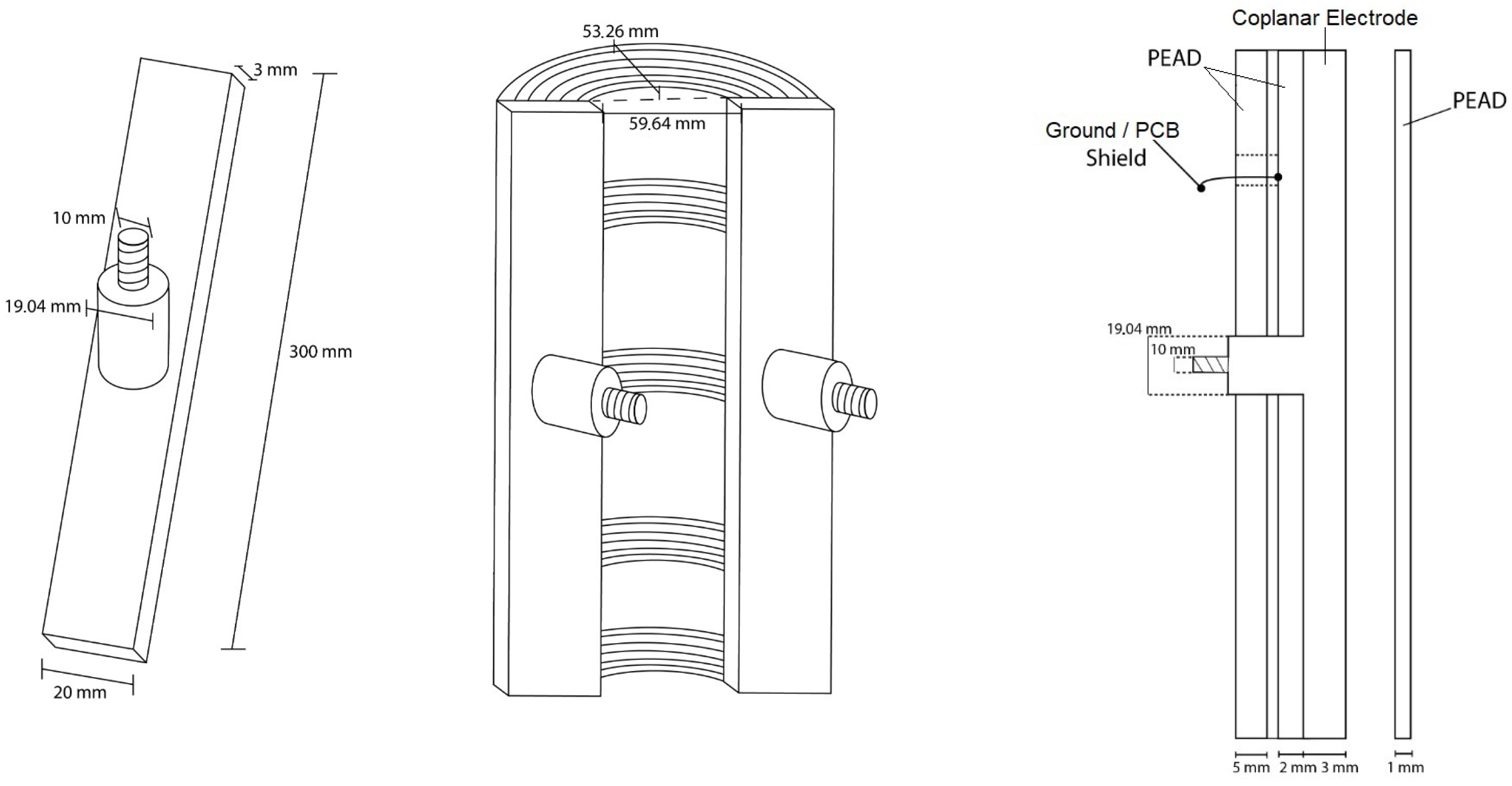
Phenolite, a plastic laminated material used as an electrical insulator, double-sided, was utilized as a driven shield of the sensor element. The electrodes were made of 3 mm thick hard copper plates welded to massive 3/8
diameter copper billets. At one end of each welded billet, a 10 mm male threaded insert was machined. The width and length measurements of the electrodes were 300 mm long and 20 mm wide, respectively. The width of the electrode was fixed at 20 mm to accommodate the weld fit of the solid billet that electrically connects to the PCB by pressure [
7]. According to [
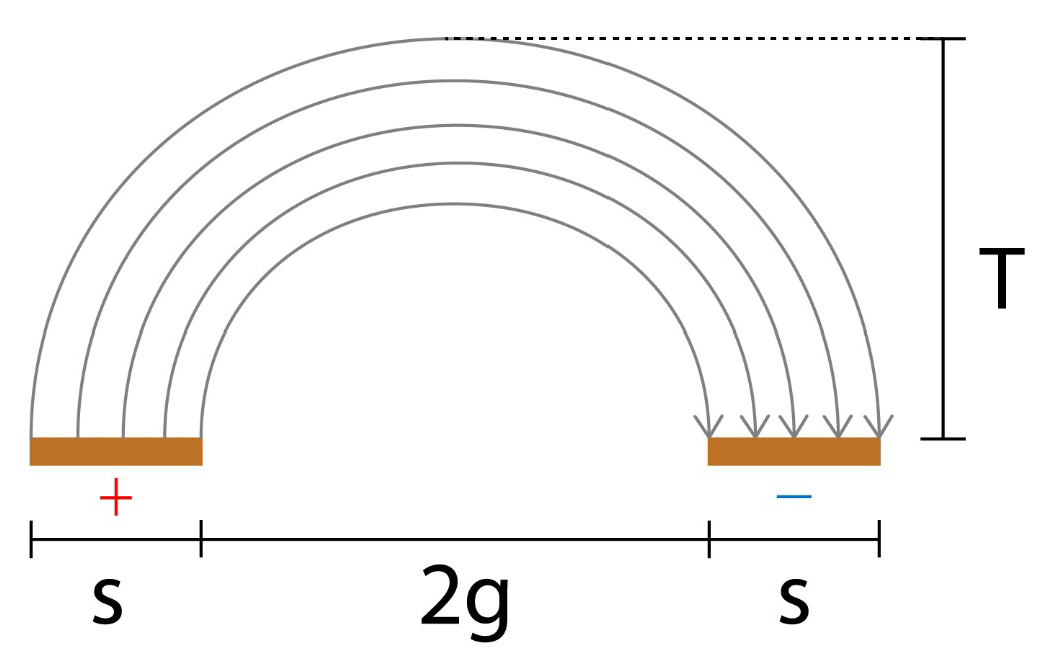
10], with the set width parameter (
s), the desired depth was achieved by adjusting the distance between the electrodes (
), following the equation given by
where
T,
g, and
s are given in millimeters [mm].
Figure 1 illustrates the physical arrangement of the variables presented and
Figure 2 shows the physical dimensions, expressed in millimeters.
The material used to coat the conductive electrodes and the reservoir, for the calibration procedure, was High-Density Polyethylene (HDPE). Motivated by the almost zero absorption of moisture and easy handling, HDPE has characteristics of highly linear electrical insulator, higher crystallinity when compared to other polyethylene of the same family, besides excellent resistance and low friction coefficient [
11].
2.2. Electronic Selection and Configuration
To produce the electronic signal conditioning unit, the PCI16F873A, 28-pin, dual in-line pin package (DIPP) controller was selected. By configuring the Capture function of the CPP module controller, the frequency signal from the oscillator circuit was acquired.
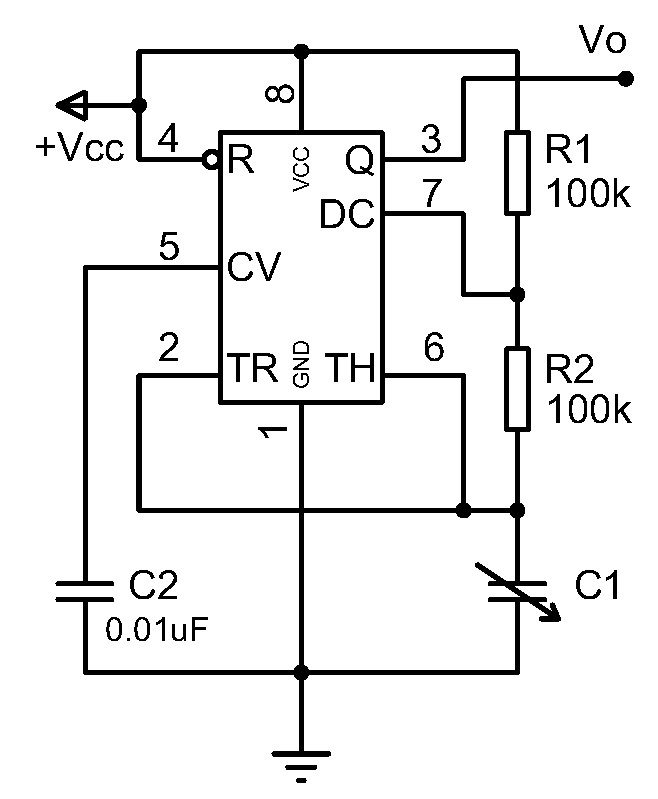
The 555 timer, in astable configuration, functioned as the oscillator circuit of this research.
Figure 3 shows the configuration of the electronic elements that design the circuit, where the output voltage
is given in volts [V];
is the variable capacitance of the sensor, given in farads [F];
is the fixed capacitor, also given in farads [F]; and
and
are the fixed resistors, given in ohms [
].
The oscillation frequency (
), given in hertz [Hz], of the output voltage (
) determines the theoretical frequency of the 555 timer astable setting and is given by
2.3. Transducer Calibration
The sensor edges were internally and externally sealed with cold silicone glue and some adhesive tape. A compaction criteria was applied in an attempt to minimize the measurements standard deviation effect. The criteria consisted of maximum manual compression. A hammer was used as a compression tool, sequencing the fill in layers and compressing the ore volume inserted into the box in five parts, to produce as close a higher level of compaction as possible. After the fifth compacted layer, scraping was performed on the surface of the sample on which the assemblies rested, thus preventing the formation of unwanted voids. The transducer was positioned and secured with plastic clamps for immobilization. The
Figure 4 illustrates the calibration procedure done in the laboratory.
Before insertion of the samples into the calibration box, the wet-base moisture verification aliquots were removed by a scaled-down quenching procedure, i.e., each sample was divided into several portions and an aliquot was extracted from each portion. The aliquots were grouped into a single final verification aliquot for each initial sample.
3. Results and Discussion
A linear response of the sensor was observed by a statistical analysis of each set of indications. Measurement results for the determination of the reference moisture value (conventional true value) were based on the standard oven method, using mineral aliquots obtained from the samples and a precision balance, as shown in
Figure 5.
Each value measured by the system was obtained using the arithmetic mean of 50 indications, subsequently applying a smoothing of the sample behavior by a moving average, where the system considers the last four frequency measurements (
) as a result of the final measurement. According to the Equation (
3), in which
where
i is the index indicating the change in arithmetic averages,
n is the total amount of arithmetic averages considered,
A is the value of each arithmetic average, and
is the result of the moving average itself. For LCR measurements, the same analysis was employed but using an arithmetic mean of 10 indications.
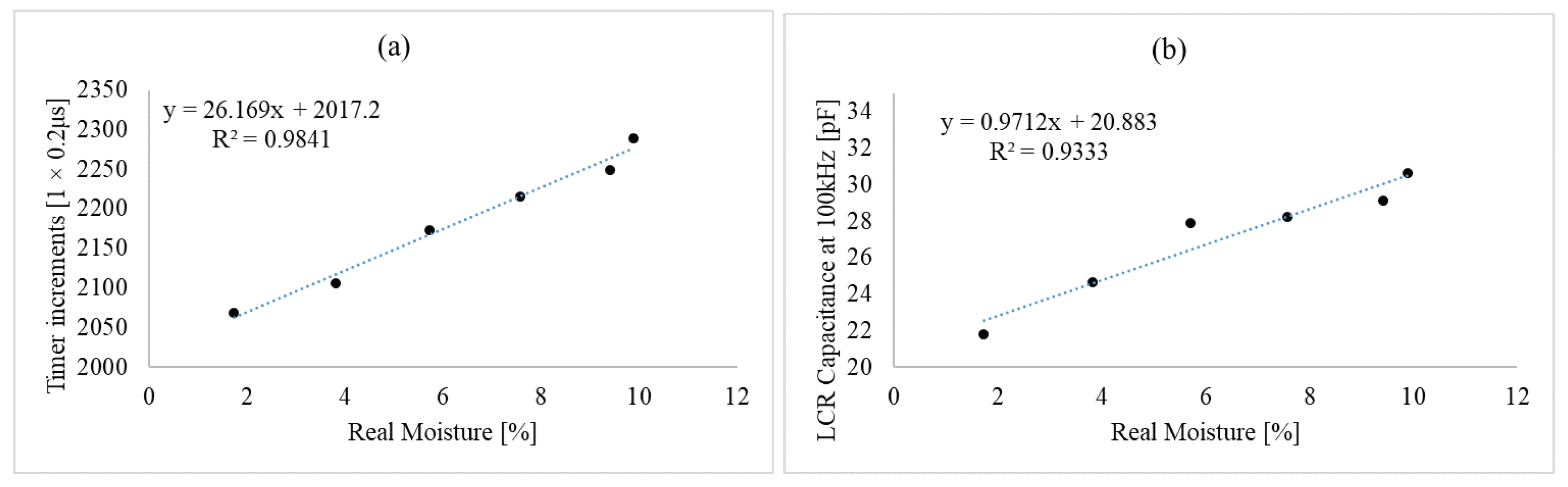
The graphs shown in the
Figure 6 are based on the results of the measurements of a LCR at 100 kHz excitation frequency and the respective indications of the developed measurement system.
Figure 1 presents the values, together with the dissipation factor measured simultaneously by the LCR, expressed with their respective associated uncertainties.
The determination coefficient obtained for LCR measurements reached 93.33% and the developed measurement system reached 98.41%. In both experiments, a linear and increasing response was observed as moisture increased.
4. Conclusions
The performance of the built system, according to the data obtained with the calibration procedure, reached a high accuracy and resolution for the analyzed moisture range. The average resolution achieved was approximately % of moisture per increment, and the system produced a maximum systematic error of % of moisture.
The standard deviation of the measurements was experimentally analyzed, and it could be directly concluded that the presence of voids in the material under test (MUT) directly influences its amplitude. The insertion of the driven shield between the controller board and the electrode copper plates, as a way to enhance the sensitivity of the sensor face and minimize electromagnetic noise in the opposite sensible region, favored the built coplanar configuration. Threaded electrode coupling has minimized the formation of another possible noise source, as well as facilitated its coupling to the controller unit. The noninvasive approach maintained the physical integrity of all measurement components, particularly the sensor element electrodes. The mining moisture interest range, which is between 7% and 13%, encompassed the calibration range used.
For industrial equipment applied to the batch-operated iron ore beneficiation process that can be easily found currently in operation, the application of a system with the noninvasive capacitive transducer of coplanar electrodes for online iron ore moisture measurement can be employed by recalibrating it according to the installed location. Only one type of ore was tested, in which other different types should be analyzed to measure the instrument’s sensitivity to iron content. For the dynamic implantation of the built-in transducer, experiments are still required under real and continuous industrial conditions. Thus, the sensor has great potential for many future applications.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}