Optimization of Robotized Welding in Aluminum Alloys with Pulsed Transfer Mode Using the Taguchi Method †




Abstract
:1. Introduction
2. Materials and Methods
Welding Aluminium Alloy
3. Experimental Working
3.1. Selection of Welding Parameters
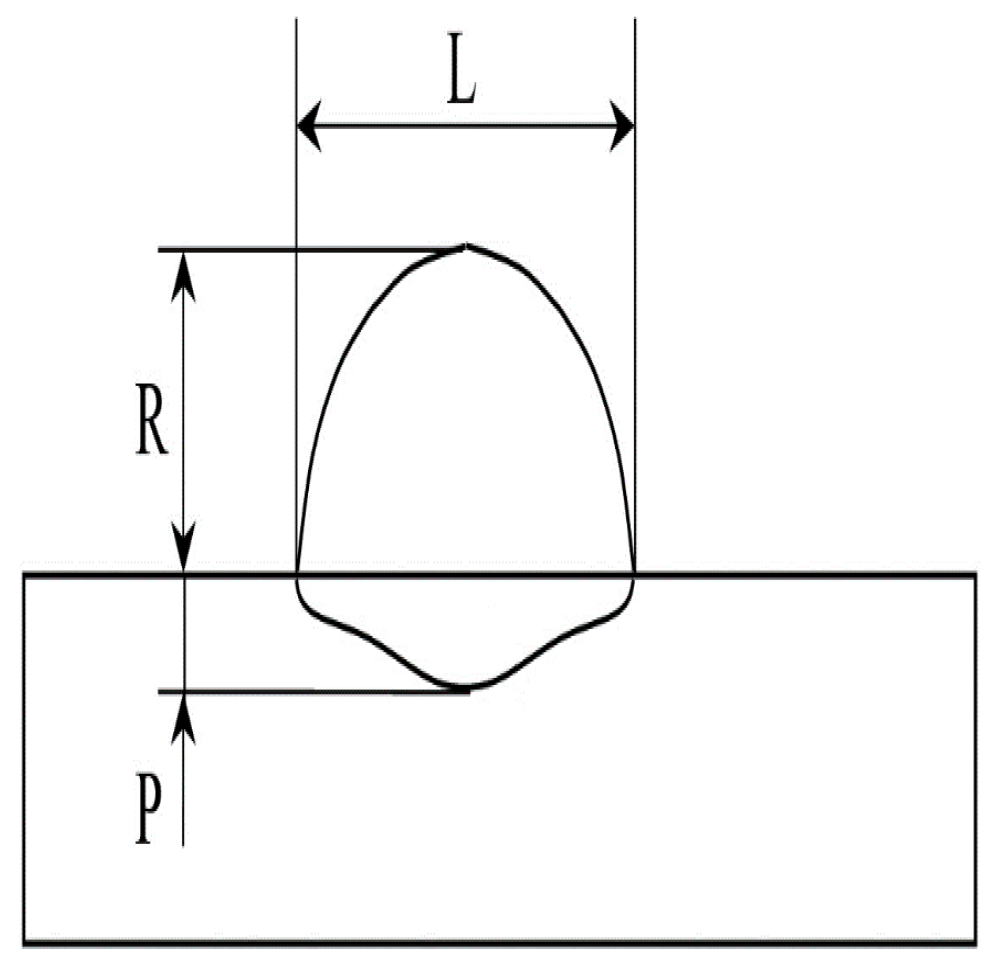
3.2. Making the Weld Beads
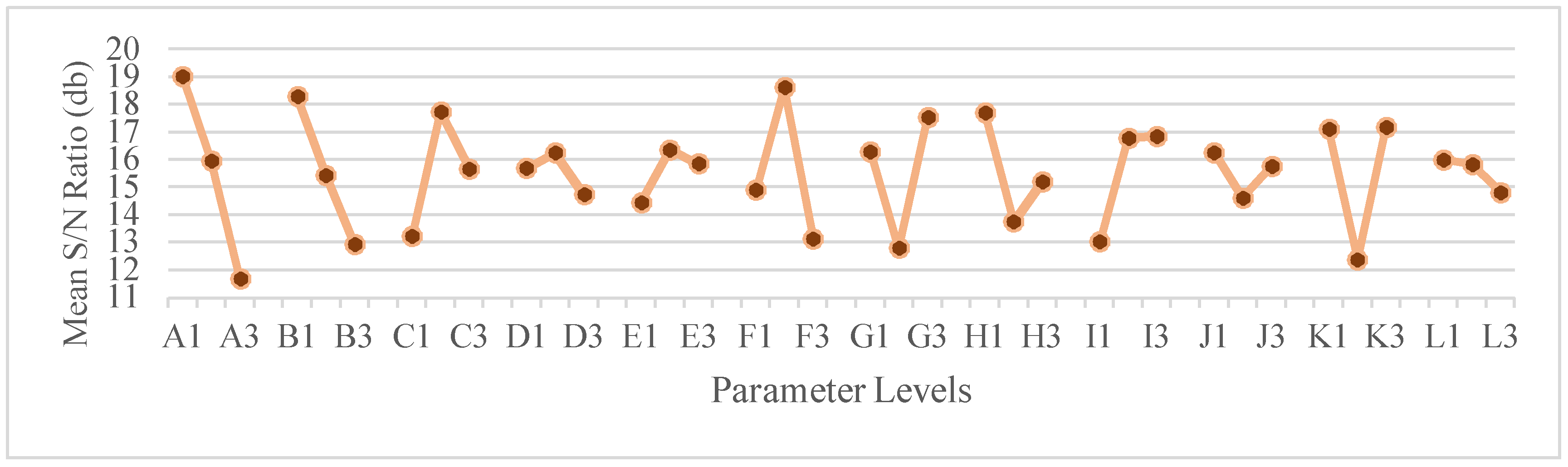
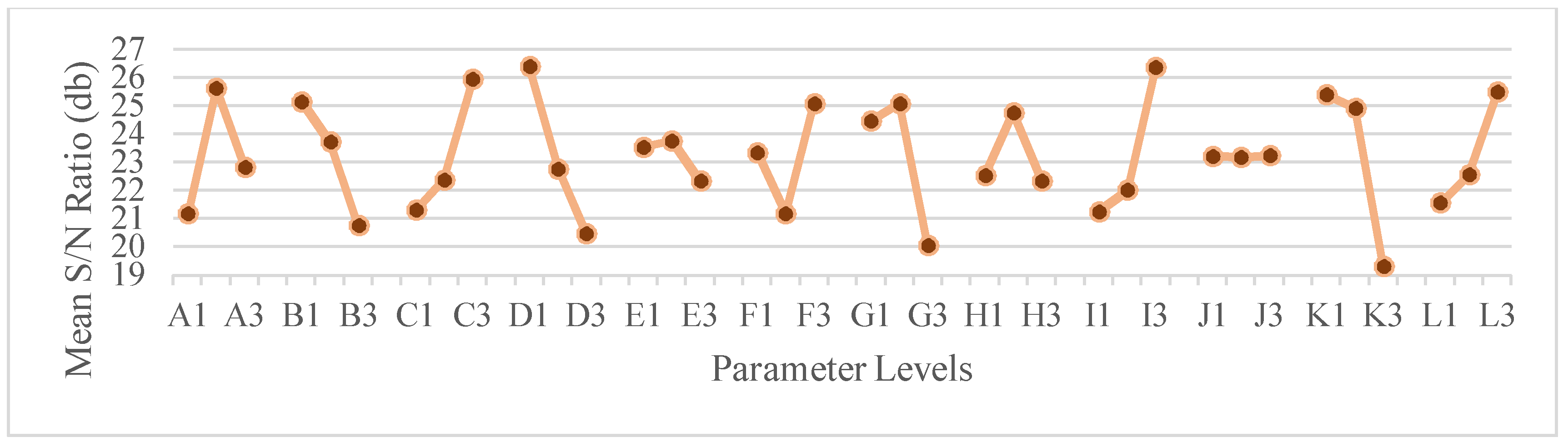
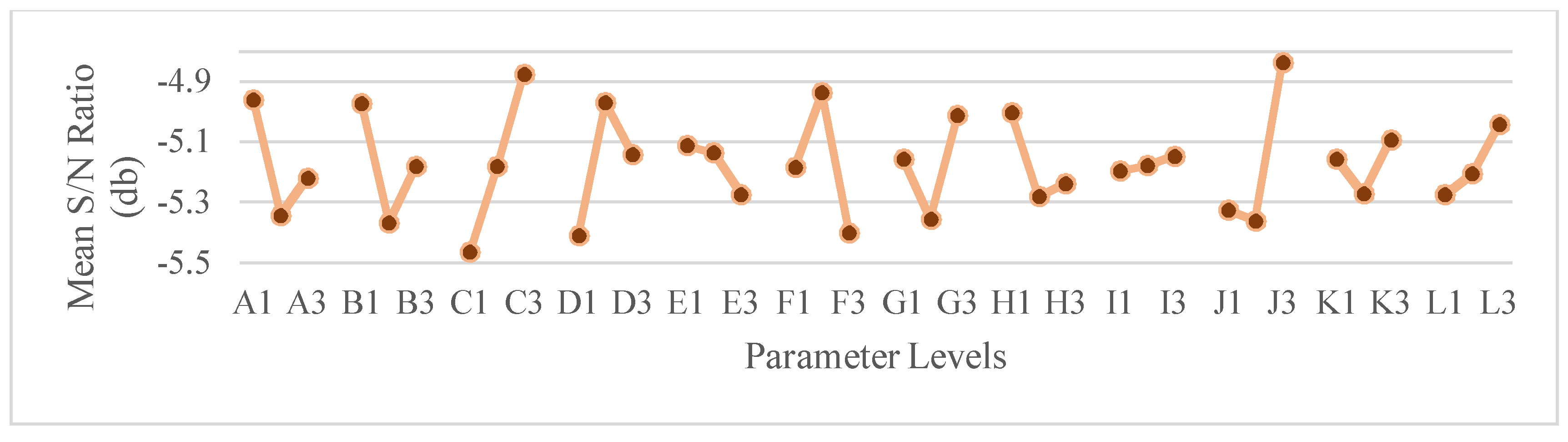
3.3. Signal-to-Noise Ratio
3.4. ANOVA Analysis
4. Conclusions
Acknowledgments
References
- Toros, S.; Ozturk, F.; Kacar, I. Review of warm forming of aluminum–magnesium alloys. J. Mater. Process. Technol. 2008, 207, 1–12. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.K.; Balasubramanian, V.; Elangovan, K. Effect of welding processes on tensile properties of AA6061 aluminium alloy joints. Int. J. Adv. Manuf. Technol. 2009, 40, 286–296. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Balasubramanian, V. Effect of welding processes on AA2219 aluminium alloy joint properties. Trans. Nonferrous Metals Soc. China 2011, 21, 962–973. [Google Scholar] [CrossRef]
- Barnes, T.A.; Pashby, I.R. Joining techniques for aluminium spaceframes used in automobiles: Part I—Solid and liquid phase welding. J. Mater. Process. Technol. 2000, 99, 62–71. [Google Scholar] [CrossRef]
- Carle, D.; Blount, G. The suitability of aluminium as an alternative material for car bodies. Mater. Des. 1999, 20, 267–272. [Google Scholar] [CrossRef]
- Maddox, S.J. Review of fatigue assessment procedures for welded aluminium structures. Int. J. Fatigue 2003, 25, 1359–1378. [Google Scholar] [CrossRef]
- James, M.N.; Hughes, D.J.; Chen, Z.; Lombard, H.; Hattingh, D.G.; Asquith, D.; Yates, J.R.; Webster, P.J. Residual stresses and fatigue performance. Eng. Fail. Anal. 2007, 14, 384–395. [Google Scholar] [CrossRef]
- Tarng, Y.S.; Juang, S.C.; Chang, C.H. The use of grey-based Taguchi methods to determine submerged arc welding process parameters in hardfacing. J. Mater. Process. Technol. 2002, 128, 1–6. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Mode | Welding Current [A] | Welding Voltage [V] | Wire Feed Speed [m/min] | Arc Travel Speed [m/min] |
|---|---|---|---|---|
| Pulsed spray | 130 | 19.8 | 11 | 15 |
| Nº | Symbol | Parameter | Rate | Units | Levels | ||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | |||||
| 1 | A | Pre-gas flow | [0–9.9] | s | 0.1 | 0.5 | 0.9 |
| 2 | B | Pos-gas flow | [0–9.9] | s | 0.5 | 1.5 | 3.0 |
| 3 | C | Wire feed speed | [1–22] | m/min | 10.0 | 8.0 | 12.0 |
| 4 | D | Anti-adhesion correction | [−0.2–0–0.2] | s | −0.2 | 0 | 0.2 |
| 5 | E | Nominal gas value | [off–5–30] | l/min | 15.0 | 5.0 | 25.0 |
| 6 | F | Gas factor | [Auto–1–10] | Auto | 5.0 | 10.0 | |
| 7 | G | Initial current (ls) | [0–200] | % | 120.0 | 90.0 | 140.0 |
| 8 | H | Slope 1 (Sl1) | [0.1–9.9] | s | 0.3 | 0.1 | 1.0 |
| 9 | I | Finak current (le) | [0–200] | % | 70.0 | 50.0 | 100.0 |
| 10 | J | Initial time (ts) | [Desl–0–9.9] | s | 0.7 | 0.5 | 1.5 |
| 11 | K | Final time (te) | [0.1–9.9] | s | 0.2 | 0.5 | 1.0 |
| 12 | L | Slope 2 (Sl2) | [0.1–9.9] | s | 0.1 | 0.5 | 1.0 |
| Source | GDL | Sq | Qm | F-Value | P-Value | Contribution (%) |
|---|---|---|---|---|---|---|
| A | 2 | 244,010 | 122,003 | 2.780 | 0.109 | 21.45 |
| C | 2 | 91,700 | 45,850 | 1.050 | 0.387 | 8.06 |
| D | 2 | 10,460 | 5229 | 0.120 | 0.889 | 0.92 |
| E | 2 | 17,560 | 8781 | 0.200 | 0.822 | 1.54 |
| F | 2 | 141,420 | 70,711 | 1.610 | 0.247 | 12.43 |
| G | 2 | 109,200 | 54,602 | 1.250 | 0.329 | 9.60 |
| H | 2 | 72,540 | 36,268 | 0.830 | 0.465 | 6.38 |
| J | 2 | 12,630 | 6,314 | 0.140 | 0.868 | 1.11 |
| Error | 10 | 438,170 | 43,817 | 38.51 | ||
| Total | 26 | 1137,680 | 100.00 |
| Source | GDL | Sq | Qm | F-Value | P-Value | Contribution (%) |
|---|---|---|---|---|---|---|
| A | 2 | 91,030 | 45,517 | 0.870 | 0.447 | 8.10 |
| C | 2 | 105,450 | 52,727 | 1.010 | 0.398 | 9.39 |
| D | 2 | 160,140 | 80,072 | 1.540 | 0.261 | 14.25 |
| E | 2 | 10,730 | 5363 | 0.100 | 0.903 | 0.96 |
| F | 2 | 68,230 | 34,114 | 0.660 | 0.540 | 6.07 |
| G | 2 | 134,580 | 67,289 | 1.290 | 0.317 | 11.98 |
| H | 2 | 32,840 | 16,419 | 0.320 | 0.736 | 2.92 |
| J | 2 | 0.020 | 0.012 | 0.000 | 1.000 | 0.00 |
| Error | 10 | 520,430 | 52,043 | 46.32 | ||
| Total | 26 | 1123,460 | 100.00 |
| Source | GDL | Sq | Qm | F-Value | P-Value | Contribution (%) |
|---|---|---|---|---|---|---|
| A | 2 | 0.685 | 0.342 | 2.360 | 0.145 | 8.36 |
| C | 2 | 1.572 | 0.786 | 5.410 | 0.026 | 19.19 |
| D | 2 | 0.890 | 0.445 | 3.060 | 0.092 | 10.85 |
| E | 2 | 0.134 | 0.067 | 0.460 | 0.643 | 1.64 |
| F | 2 | 0.978 | 0.489 | 3.370 | 0.076 | 11.93 |
| G | 2 | 0.531 | 0.265 | 1.830 | 0.211 | 6.48 |
| H | 2 | 0.399 | 0.199 | 1.370 | 0.297 | 4.87 |
| J | 2 | 1.554 | 0.777 | 5.350 | 0.026 | 18.97 |
| Error | 10 | 1452 | 0.145 | 17.72 | ||
| Total | 26 | 8194 | 100.00 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Izeda, A.E.; Pascoal, A.; Simonato, G.; Mineiro, N.; Gonçalves, J.; Ribeiro, J.E. Optimization of Robotized Welding in Aluminum Alloys with Pulsed Transfer Mode Using the Taguchi Method. Proceedings 2018, 2, 426. https://doi.org/10.3390/ICEM18-05294
Izeda AE, Pascoal A, Simonato G, Mineiro N, Gonçalves J, Ribeiro JE. Optimization of Robotized Welding in Aluminum Alloys with Pulsed Transfer Mode Using the Taguchi Method. Proceedings. 2018; 2(8):426. https://doi.org/10.3390/ICEM18-05294
Chicago/Turabian StyleIzeda, A. Eduardo, Arlindo Pascoal, Guilherme Simonato, Nuno Mineiro, José Gonçalves, and João E. Ribeiro. 2018. "Optimization of Robotized Welding in Aluminum Alloys with Pulsed Transfer Mode Using the Taguchi Method" Proceedings 2, no. 8: 426. https://doi.org/10.3390/ICEM18-05294
APA StyleIzeda, A. E., Pascoal, A., Simonato, G., Mineiro, N., Gonçalves, J., & Ribeiro, J. E. (2018). Optimization of Robotized Welding in Aluminum Alloys with Pulsed Transfer Mode Using the Taguchi Method. Proceedings, 2(8), 426. https://doi.org/10.3390/ICEM18-05294