Experimental Validation of the Structural Integrity of Modular Horizontal Axis Wind Turbine Blades †


{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methodology
2.1. Blade Prototype Design and Construction
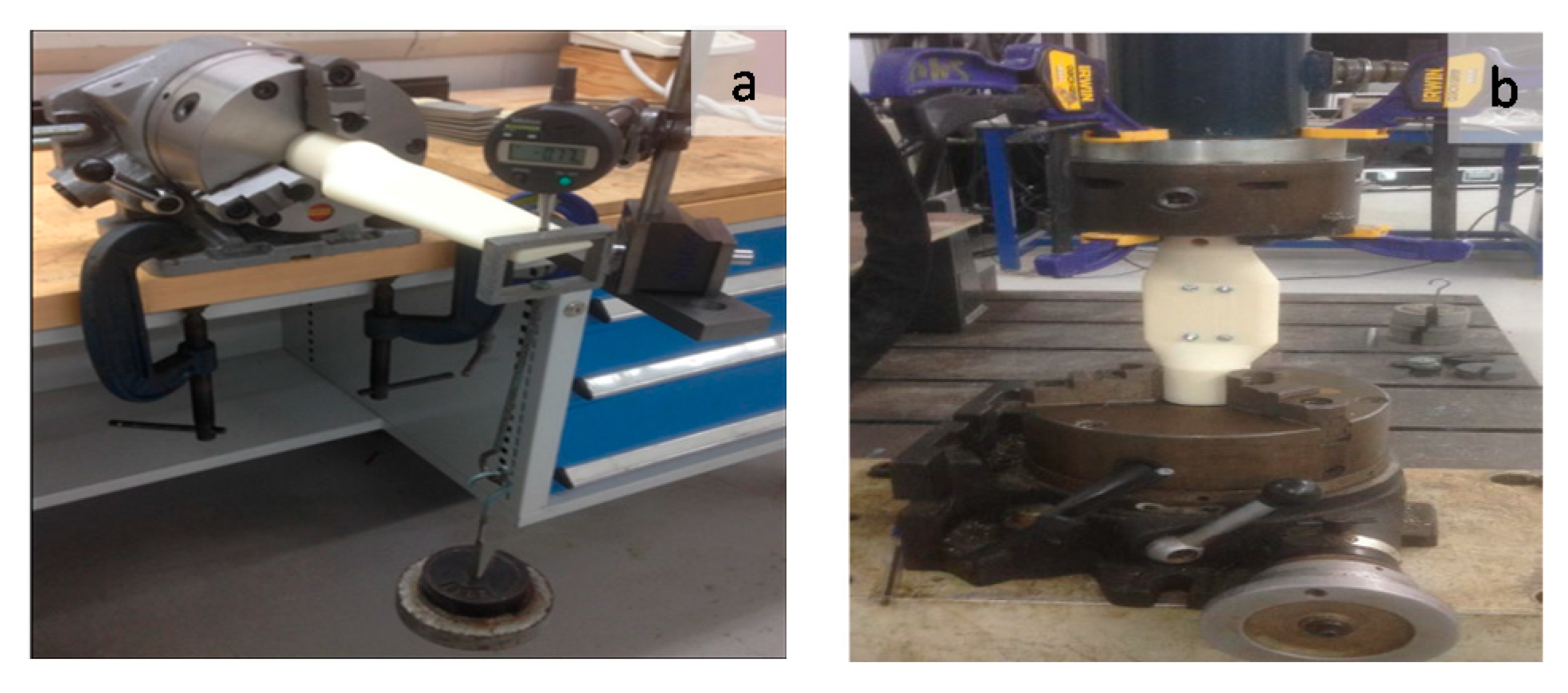
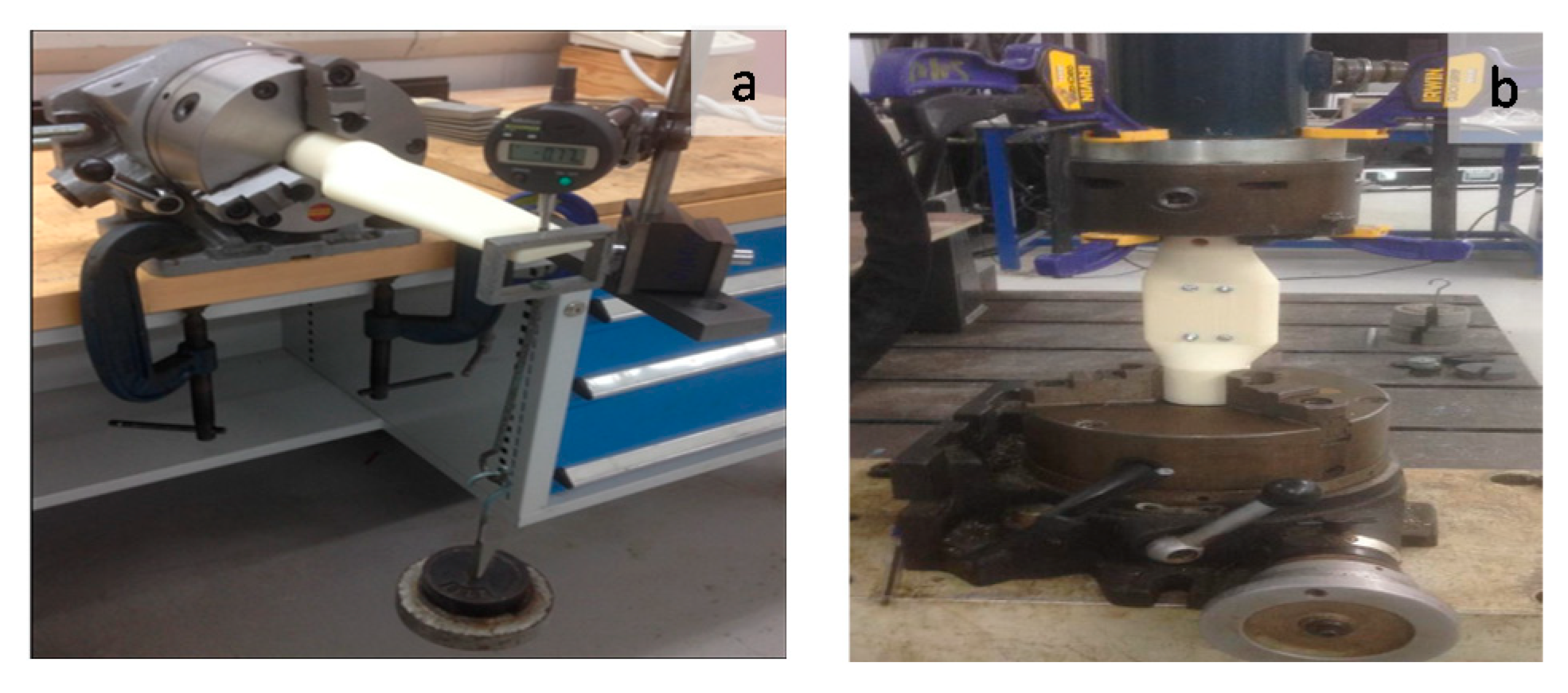
2.2. Experimental Methods
3. Results and Discussion
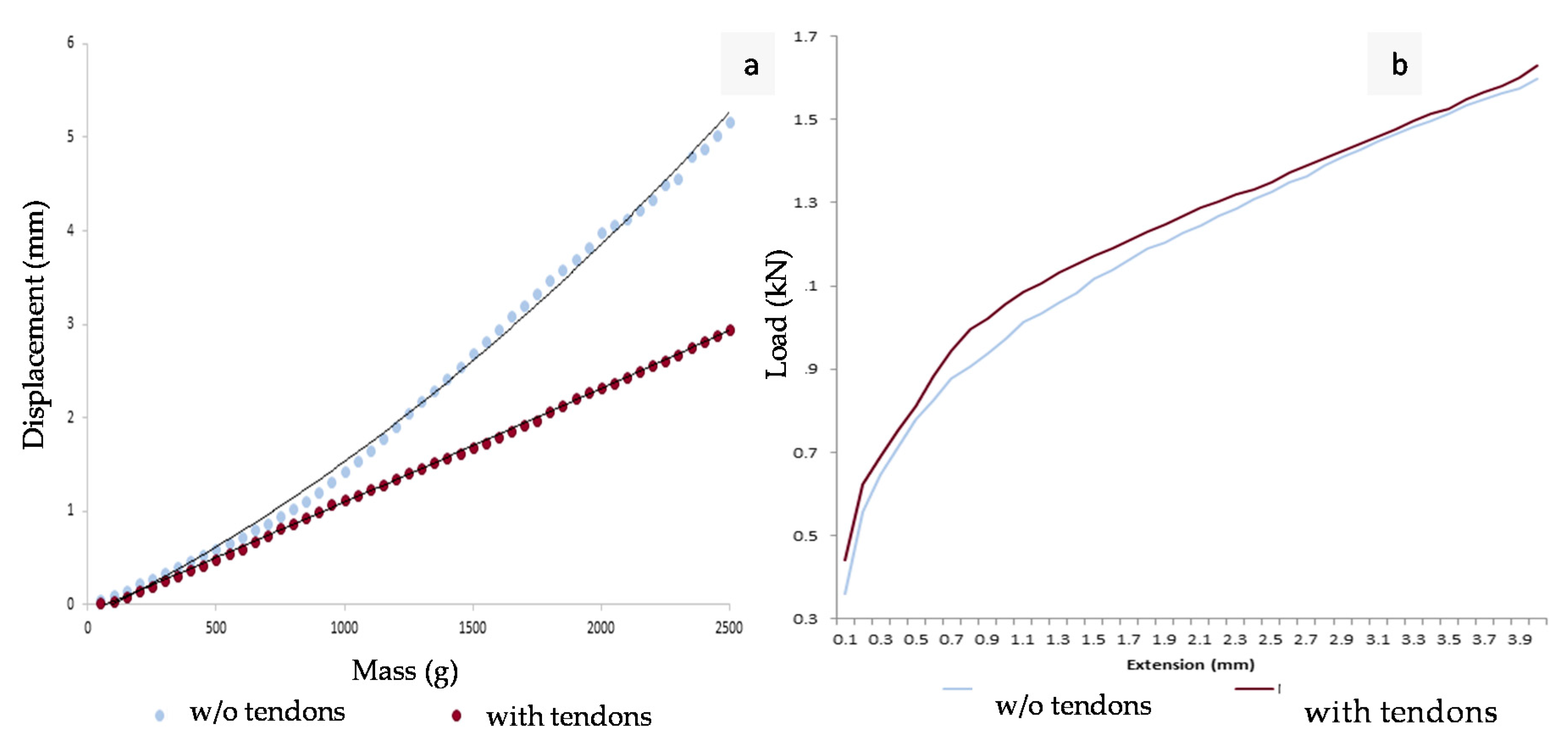
3.1. Cantilever and Cyclic Loading Test
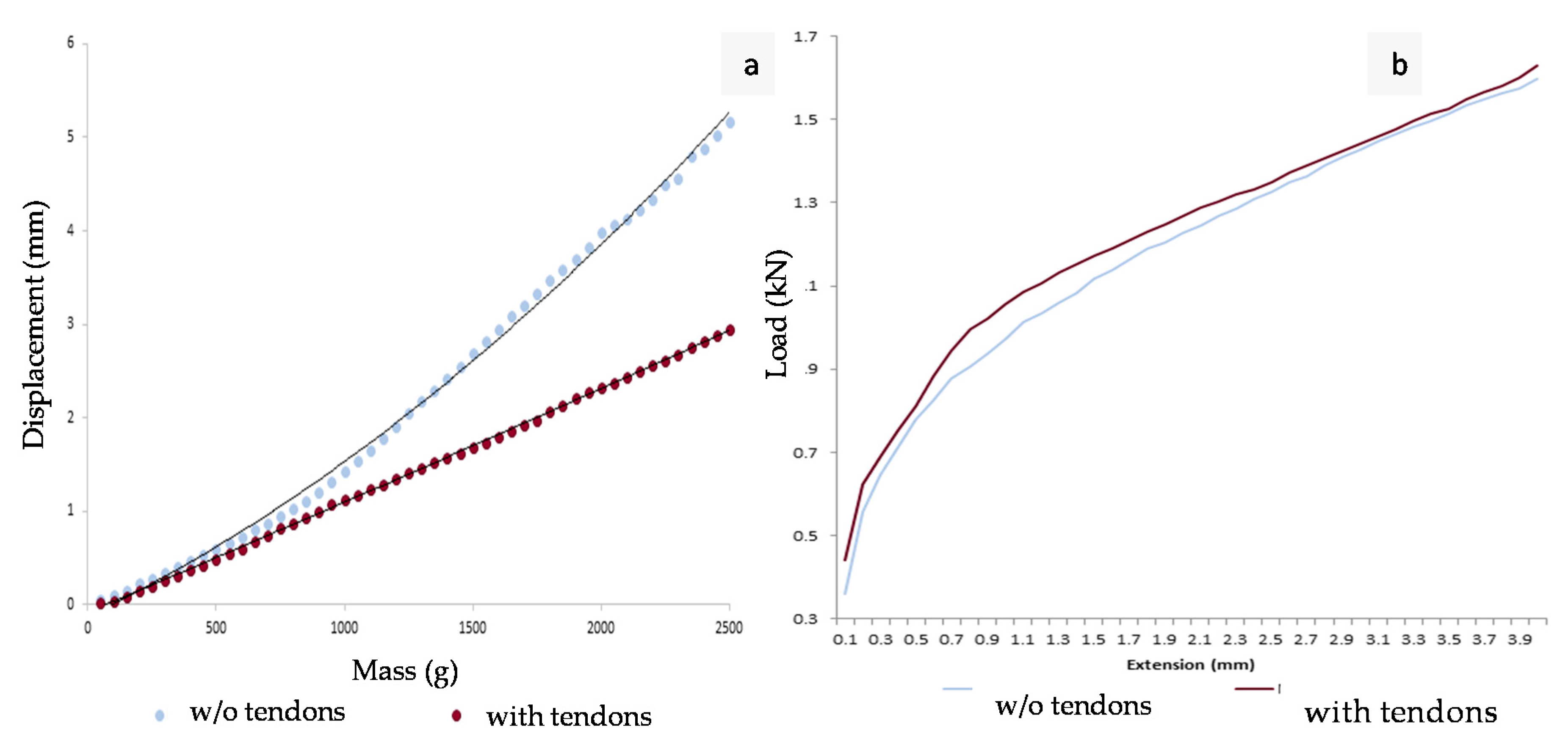
3.2. Tensile Tests
4. Conclusion
Author Contributions
Conflicts of Interest
References
- Institute of Mechanical Engineers. Available online: www.imeche.org/news/news-article/giant-7mw-fife-offshore-turbine-completed (accessed on 1 February 2017).
- Manwell, J.F.; McGowan, J.G.; Rogers, A.L. Wind Energy Explained: Theory, Design and Application; John Wiley & Sons Ltd: Chechester, UK, 2009; Volume 1. [Google Scholar]
- Hau, E. Wind Turbines: Fundamentals, Technologies, Applications, Economics, 2nd ed.; Springer-Verlag: Heidelberg, Berlin, 2006. [Google Scholar]
- Power Monthly. Available online: www.windpowermonthly.com/article/1000918/cutting-transport-costs-down-size (accessed on 17 March 2017).
- Wind Power Engineering & Development. Available online: www.windpowerengineering.com/blades/longer-blades-coming-industry-transport-problems-says-consultant/ (accessed on 13 March 2017).
- Navigant Research. Available online: www.windpowerengineering.com/blades/longer-blades-coming-industry-transport-problems-says-consultant/ (accessed on 21 March 2017).
- Clean Technica. Available online: cleantechnica.com/2015/08/13/new-modular-blade-dynamics-wind-turbine-blade-begins-testing-blyth/ (accessed on 1 March 2017).
- Composites World. Available online: www.compositesworld.com/articles/modular-design-eases-big-wind-blade-build (accessed on 3 March 2017).
- Bhat, C.; Noronha, D.J.; Saldanha, F.A. Structural Performance Evaluation Of Modularized Wind Turbine Blade Through Finite Element Simulation. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2015, 9, 930–942. [Google Scholar]

© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asthana, A.; Mukherjee, S.; Mountney, S.; Griffiths, R. Experimental Validation of the Structural Integrity of Modular Horizontal Axis Wind Turbine Blades. Proceedings 2017, 1, 694. https://doi.org/10.3390/proceedings1070694
Asthana A, Mukherjee S, Mountney S, Griffiths R. Experimental Validation of the Structural Integrity of Modular Horizontal Axis Wind Turbine Blades. Proceedings. 2017; 1(7):694. https://doi.org/10.3390/proceedings1070694
Chicago/Turabian StyleAsthana, Abhishek, Sanjay Mukherjee, Sara Mountney, and Ryan Griffiths. 2017. "Experimental Validation of the Structural Integrity of Modular Horizontal Axis Wind Turbine Blades" Proceedings 1, no. 7: 694. https://doi.org/10.3390/proceedings1070694
APA StyleAsthana, A., Mukherjee, S., Mountney, S., & Griffiths, R. (2017). Experimental Validation of the Structural Integrity of Modular Horizontal Axis Wind Turbine Blades. Proceedings, 1(7), 694. https://doi.org/10.3390/proceedings1070694