1. Introduction
Nowadays, in a global context of constant research for new and alternative energy sources aimed at tackling polluting emissions effects [
1], the continued development of ever more complex technologies and control strategies for the improvement of internal combustion engines (ICEs) and their sustainability still represents a central target [
2]. This applies to the two main types of such power units, i.e., spark ignition (SI) and compression ignition (CI) engines. Coupling with one or more electric motors (i.e., hybrid architecture) remains a viable intermediate solution for improving the efficiency of automotive powertrains before complete replacement [
3,
4], a process that would take several years and will not necessarily cover all road sectors [
5]. An internal combustion engine is characterized by a multitude of parameters that define its working conditions and related output performance [
6]. Crankshaft rotation speed, intake and exhaust valve timing, and injection and ignition strategies are just some of the control parameters that exert a direct influence on the quality of combustion and emission processes. For studying the phenomena related to ICE operation, dedicated rigs are often designed and set up, with a focus on the degree of understanding intended for the actual application [
7]. Characterizing engine performance can be performed in motored and firing conditions [
8,
9] that is usually achieved by coupling the power unit to an electric machine (EM). The detailed understanding of underlying phenomena such as intake pressure profile, ignition strategy, and injection timing can ensure additional margins to improve the accuracy of numerical models within which the sensitivity of the single control components can be studied in a cost-effective way through simulations [
10]. In addition, within the context of a need for reducing emissions, the correct characterization of related phenomena is fundamental for addressing the environmental impact of ICEs [
11,
12]. This aspect is becoming ever more prominent for diesel power units, with particulate matter and related control systems becoming ever more complex [
13].
As previously mentioned, ICEs are often connected to an EM and for most cases, there are two configurations that can be considered: using two crankshafts connected on the same axis or using a belt-driven solution [
14]. The first category allows to directly connect the two power units, normally using a metallic/rubber joint component [
15] or employing a clutch-based system [
16]. A joint configuration is normally preferred thanks to its relatively easy assembly concept and low design costs, even if several aspects need to be covered such as the analysis of joints used for sub-ensembles [
17]. On the other hand, the latter limits the rotational speed of the engine to that of the electric machine and does not allow mechanical decoupling. A clutch-based solution features the characteristic of the same rpm for the two components, and has the advantage that it ensures the decoupling of the shafts, but it requires a more complex design [
18,
19]. The literature widely covers its design and structural validation for practical applications [
20,
21] but shows limited use for engine test benches [
22]. As for the belt-coupling configuration, its main advantage comes from the possibility of using pulleys with different gear ratios, thus ensuring the option of combining ICEs and EMs with a different rpm range. This advantage can be of significant importance for, e.g., small-size engines that need to be run at high rpm [
23] but usually feature reduced torque and can therefore be coupled with cost-effective high-torque/low-rpm EMs. The actual design of belt-coupling solutions has remained essentially unchanged for decades [
24], even if their main limitation is the belt slip phenomenon that hinders its widespread diffusion in large displacement power units (e.g., for trucks).
Regarding the EM component, the extensive application of magnetic bearings has been the subject of different studies aimed to predict their dynamic behavior and structural strength. The absence of contact, friction, and lubrication makes this component suitable for high-speed operations, with a relatively reduced design complexity. On the other hand, depending on the type of magnetic bearings, i.e., active/non active, AC/DC driving current, it is necessary to employ an optimized control strategy, which still represents the main complexity in their control. In this regard, the available literature includes a large number of studies in which different algorithms were used to reduce the finite element analysis (FEM) computational efforts while experimental tests ensured the improved reliability and performance of the entire test bench [
25,
26].
In this work, given the need to mechanically couple a small-size spark ignition (SI) engine capable of reaching high rotational speeds, two mechanical configurations were considered, i.e., clutch and belt-driven assemblies. Compared to studies present in the literature, this manuscript proposes the design of two cost-effective configurations with the lowest number of components possible, characterized by relatively simple geometries. In addition, the belt-driven configuration involved the design of a single metallic flange, while the clutch assembly demonstrated the suitability of using additive manufacturing for mechanical applications with a significant containment of cost. Once the new components were designed, a finite element analysis (FEM) was performed in order to assess the capacity to guarantee reliable safety factors for the various operating conditions in which they are intended to operate. The validation phase entailed the study of “worst case scenarios” in terms of applying load on the most critical sections of the new components. The two new configurations, i.e., a clutch-based system and a belt-driven solution with a gear ratio of 1 to 5, showed good reliability with safety factors well beyond the critical threshold, i.e., 4.0 for the clutch and around 2.9 for the belt-driven option. They were used to fully characterize the thermal unit so as to gain comprehensive understanding on air flow characteristics and in-cylinder processes, with data recorded for 42 operating points, including 7 firing conditions.
2. Experimental Setup
The experimental setup used for the current study included a small-size spark ignition (SI) engine (Honda GHX50) directly connected to a 1 kW electric generator (fitted with an inverter for a variable-speed generation of electricity); the power unit was capable of delivering a maximum output power of 1.6 kW at 7000 rpm and a torque of 2.7 Nm at 2500 rpm. The specifications of the thermal unit are listed in
Table 1. In-cylinder and intake pressure were the two essential parameters used for characterization. Measurement devices included a low (absolute) pressure Bosch piezo-resistive sensor (0 261 230 029) that was mounted along the intake line after the throttling valve; accuracy was ±1% and this signal was used for referencing the in-cylinder pressure. Measurements inside the combustion chamber were performed with a piezo-electric pressure sensor integrated in the spark plug (AVL, ZI22) that features a pressure range of up to 200 bar and a linearity of ±0.3%. The second component of the setup was an electric generator capable of delivering 4 kW power at 1500 rpm when powered at 380 V; the inverter used for the trials was a 220 V unit that employs single-phase current to drive the three-phase electric motor. Even if the combination of the 220 V inverter with the electric motor results in peak power derating, the requirements for motoring the SI unit were more than covered.
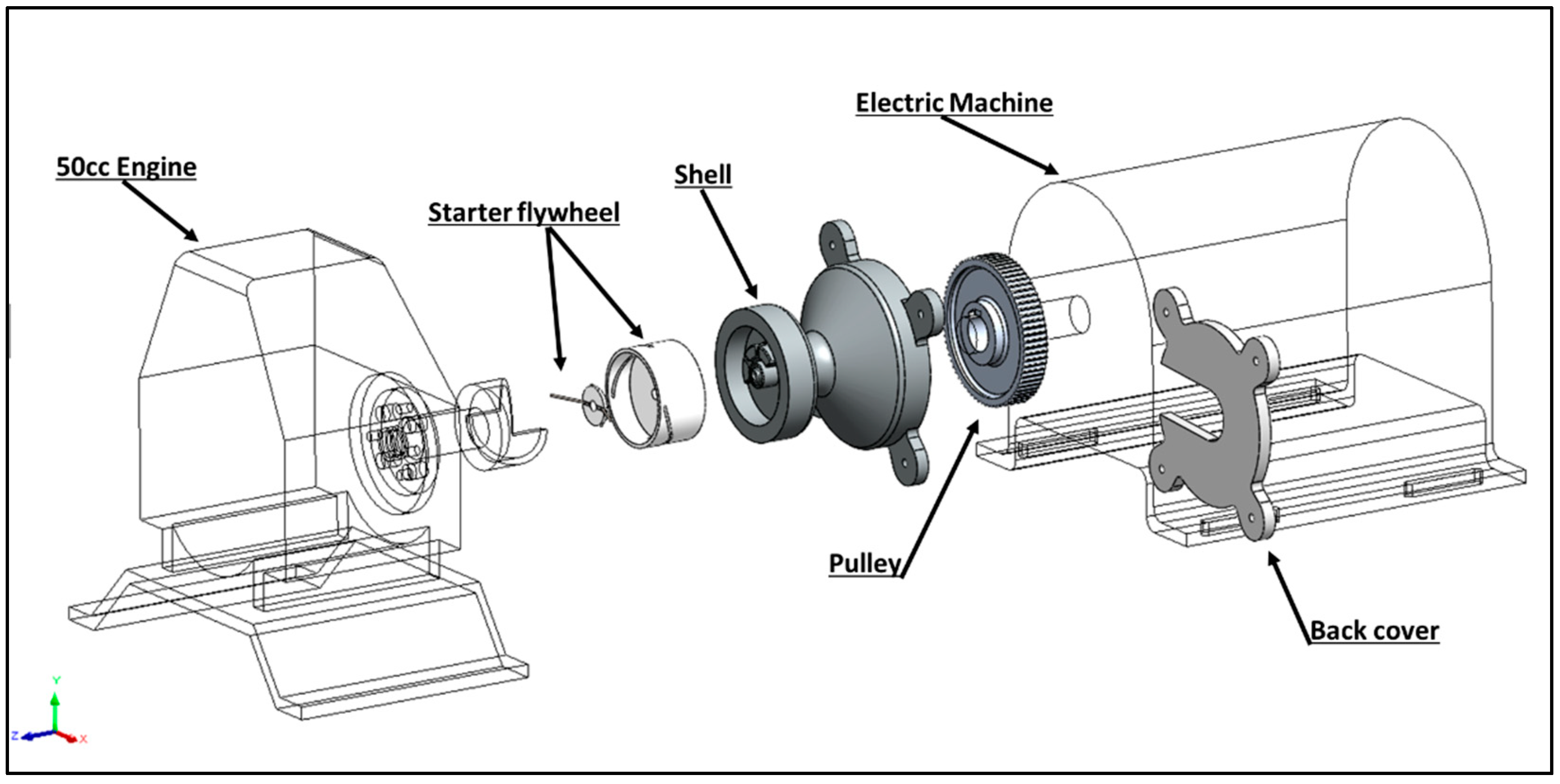
The design of a mechanical connection between the engine and electric motor was approached by defining the operating conditions. Two regimes were identified: cranking (with relatively low rpm) and motoring (with a wide range of crankshaft rotational speeds). A simple evaluation of frequency during engine cranking with a pull starter revealed that an rpm of around 1000 rev/min ensures appropriate combustion initiation at temperatures as low as 15 °C even without closing the choke valve. As such, the direct coupling of the engine and motor would ensure the cranking regime; it was evident, however, that once the engine started, the two components would have to be decoupled. This mode of operation would ensure automated engine start-up, an essential advantage in light of applications such as powering remote appliances without supervision.
Motoring, on the other hand, cannot be ensured within the entire range of the engine without rpm multiplication. Therefore, a pulley-belt assembly would be appropriate for motoring the SI unit even up to the peak power speed of 7000 rpm; in theory, this setup could also be used during firing, but attempts in this direction revealed that the control unit of the engine–generator assembly could not achieve stable operation. This was due to the fact that once the engine was started, the inverter that controls the motor would go into over-run mode and shutdown; the additional load of the electric motor (mainly due to its cooling fan) was simply too high for the engine control unit to successfully achieve stable operation. Even if the wide rpm range could be achieved only in motored mode, the information that was recorded in this way allowed the calibration of the throttle valve flow coefficient.
4. 0/1D Numerical Model
Once the structural integrity of the new components was verified, they were manufactured and the experimental campaign was implemented. A 0D/1D model of the engine was built by using the GT-Suite software [
32] so as to illustrate the potential of calibration and validation data that can be obtained with the two setups that were designed.
In order to achieve a satisfying accuracy, the engine was disassembled and the dimensions of each component were measured. The thermal unit features a single camshaft that determines the valve timings of both intake and exhaust sides. Therefore, the latter was hand-rotated, and the lift profiles measured step-by-step. Furthermore, particular attention was paid to the reproduction of the air filter behavior by changing the number and size of holes of the orifice component (
Figure 9) in order to match the intake pressure traces as well as possible. The muffler mounted at the end of the exhaust line was simply modelled as an orifice component and, similar to the air filter, the number and size of holes were varied to simulate the backpressure action. However, it should be noted that once the muffler geometrical properties were calibrated, they were kept the same for all tests.
Figure 9 shows the components that were used in the model to represent the engine gas path (e.g., the intake line, passing through the cylinder and to the exhaust line) and the interaction with the crank train. The data recorded in motored conditions up to 1500 rpm were used for model validation by employing the simulated in-cylinder and intake traces. Several operative conditions with different degree of throttle valve opening were used to characterize the forward and reverse discharge flow coefficients. The choke valve was not included in the model, as it was open at all times during the experiments.
Considering the single-cylinder architecture, it was essential to correctly setup the length of subcomponents along the intake line, so as to best match the airflow fluctuations. The discharge coefficient (C
d) profile of the throttle component was adjusted to match the measured intake pressure trace, and then the compression ratio was varied to match the in-cylinder pressure traces recorded during motored operation (i.e., it is reasonable to assume that the effective compression ratio is lower due to increased piston-liner clearance).
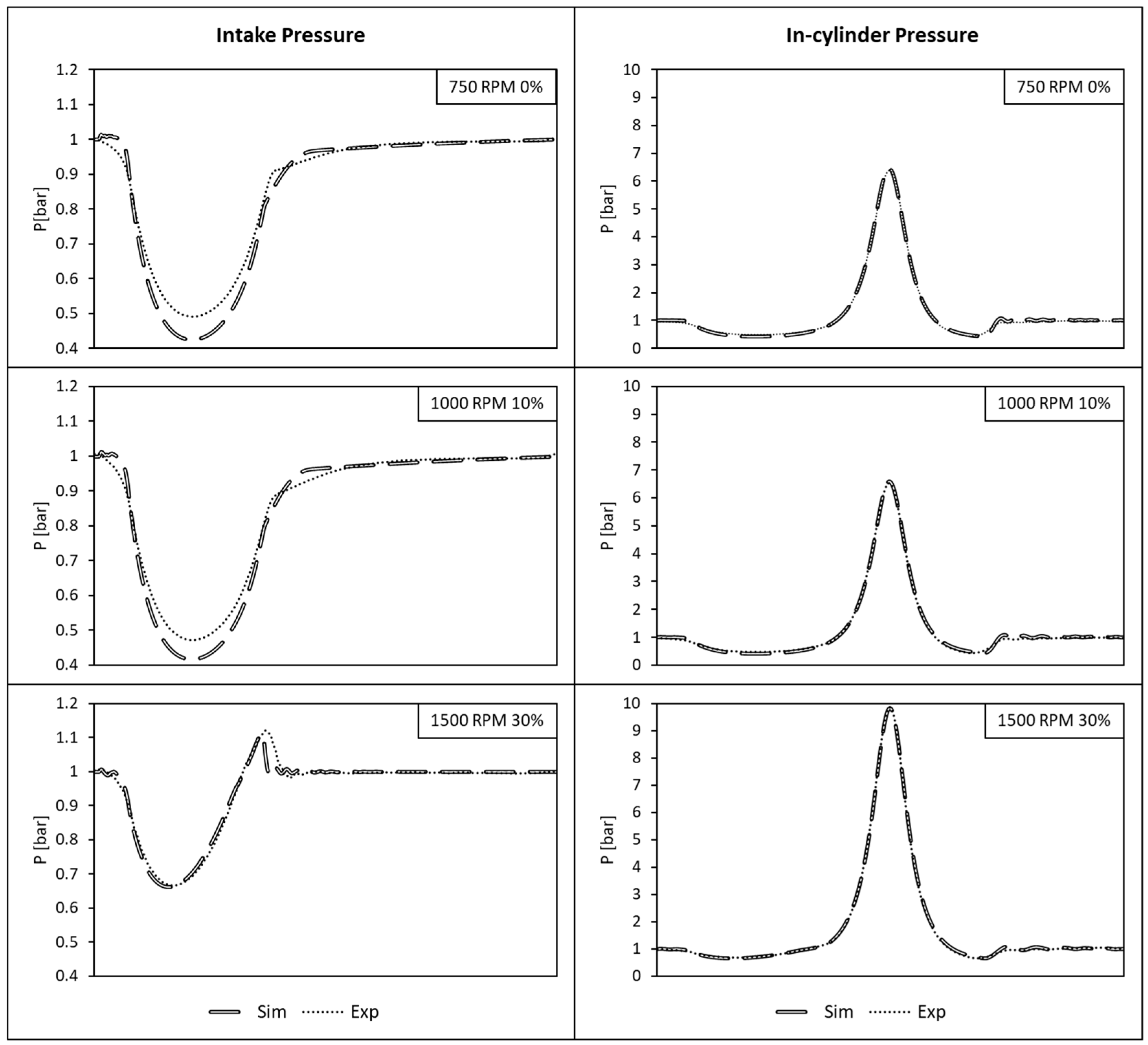
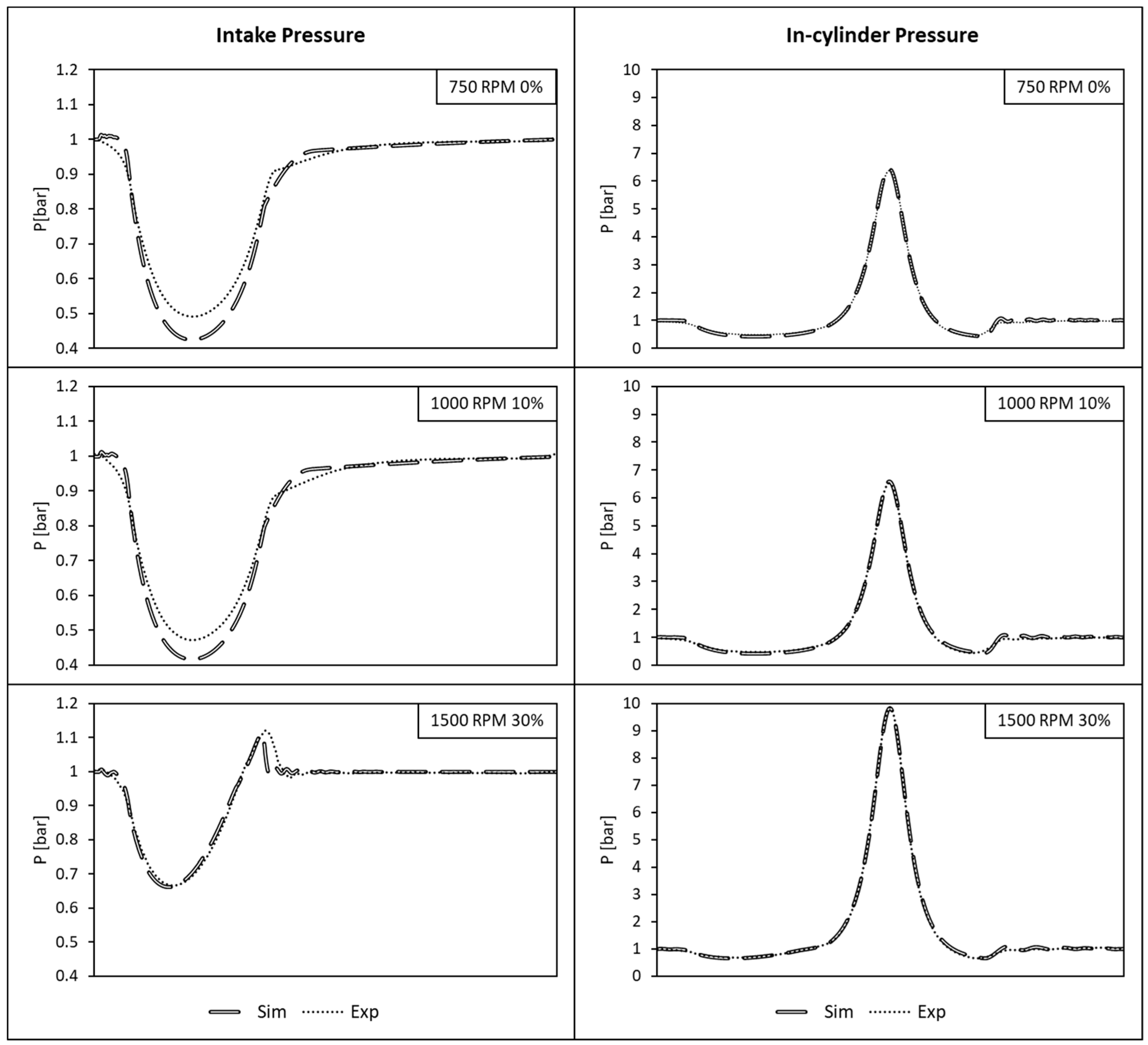
Figure 10 shows the comparison of measured and simulated in-cylinder and intake pressure traces, highlighting the good accuracy of the predicted results.
Indeed, focusing on the throttled conditions, it can be noted that the model correctly predicts the increasing pressure drop during the intake stroke as the throttle is closed. With respect to the intake pressure traces, the completely closed throttle situation features a maximum difference of around 65 mbar, while for the 30% opening, the two traces are almost identical. The accuracy of in-cylinder simulations was found to be more than acceptable for all three cases.
5. Cranking/Motoring Results
In this section, several engine tests are discussed, highlighting the benefits of using both mechanical connection layouts to fully characterize the thermal unit. For the sake of brevity, only the experimental data are shown. The principle behind the experimental campaign was to characterize a wider rpm range in motored conditions (e.g., data valuable for calibrating the parts of the model related to non-combustion predictions) and demonstrate cranking capabilities that ensured data in firing conditions.
Table 2 lists the conditions during which the intake and in-cylinder pressure were measured. One characteristic of the SI unit is that it features the electric actuation of the throttle. This is required by the variable generation mode, which ensures significant fuel economy benefits, especially during part load. Essentially, the throttle is controlled based on generator voltage feedback and rpm readings. More to the point, if load is applied to the generator, voltage tends to drop and the electronic control unit (ECU) responds by opening the throttle valve. If engine rpm drops below 4000 rpm (idle setting), the control unit also responds by opening the throttle. Actuation is achieved through a stepper motor and therefore there is no actual feedback on throttle position. During motored trials, the impulses from the OEM ECU were replaced with impulses generated using a National Instruments PCI DAQ, and the throttle position was estimated by dividing the number of pulses sent from a fully closed valve with the number of pulses required for opening the valve from 0 to 100%. Engine speed was calculated based on the signal generated by the ignition pulser; this signal was also used for cycle phasing, given that the unit features fixed ignition timing at 30° bTDC. The crank angle was interpolated by using a signal recorded on the generator line that features a sine wave with 14 zero crossings for each turn. Even if the accuracy of these measurements does not allow the precise determination of indicated performance, it ensures a good estimate of indicated mean effective pressure (IMEP).
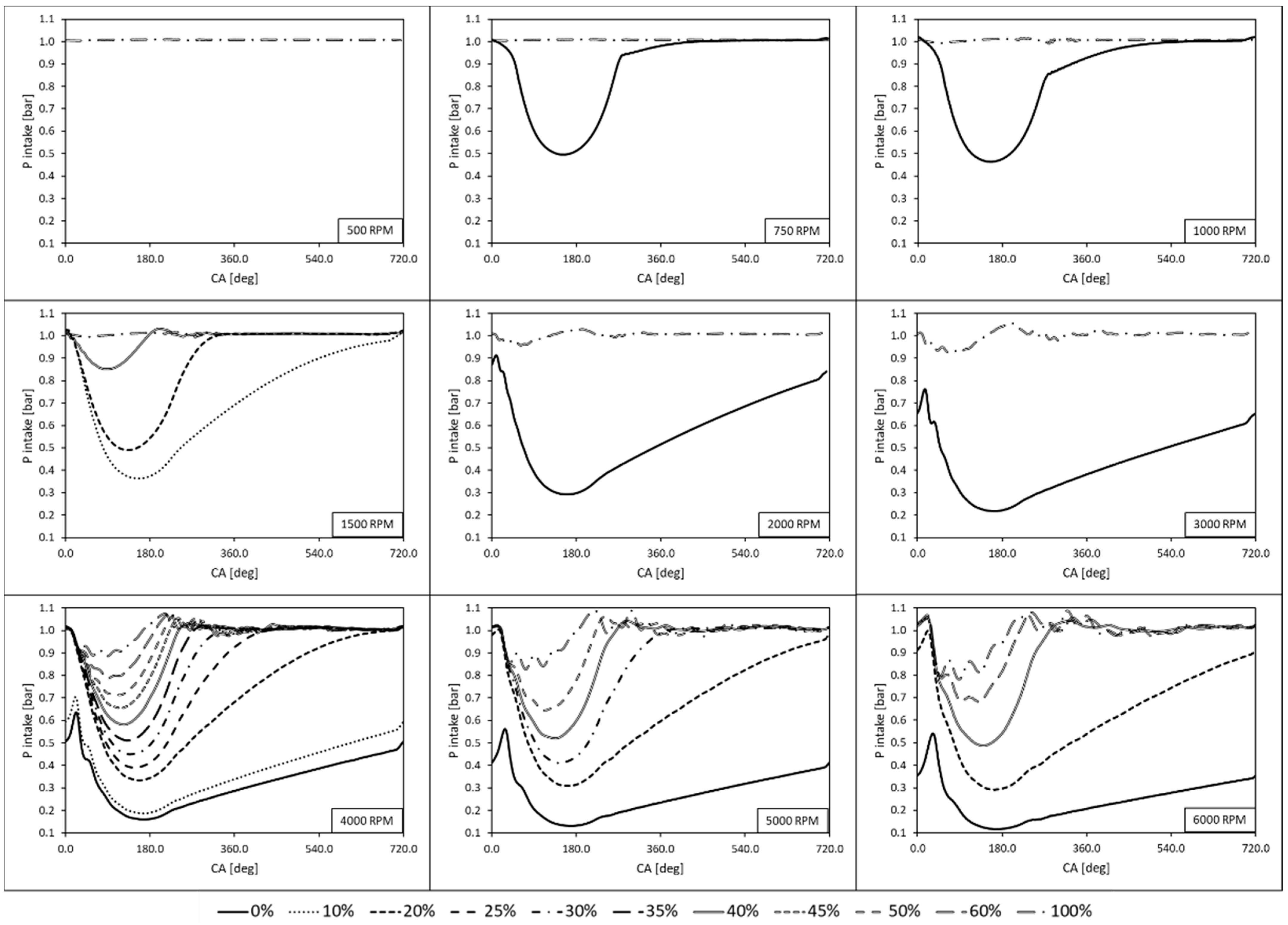
Figure 11 illustrates the intake pressure traces obtained by varying the throttle valve opening degree at different velocities of the crankshaft, with the engine motored by using the belt-coupling layout. As expected, the lower limit value reached by the pressure decreases as the velocity increases. This is mainly due to the lamination effect and the subsequent local low-pressure area which is found when throttling the engine. One interesting observation is that as velocity increases, the pressure fluctuation features various harmonics, even in wide open throttle conditions. This phenomenon can be mainly attributed to the combined effects of pressure waves coming from the cylinder chamber and the presence of the valve central body, the influence of which becomes increasingly evident as the speed increases. This also illustrates the highly pulsating nature of air flow due to the single-cylinder layout.
Once the intake pressure traces were acquired throughout the intended rpm range, the profiles shown in
Figure 11 were used to obtain an estimate of throttle opening during firing conditions. This is essential in light of the specific cost-effective nature of small-size engine applications. More to the point, once the motored data can be used for estimating intake pressure (and, indirectly, engine load), a control strategy can be implemented for, e.g., fuel injection adjustment with an intake pressure sensor or throttle positioning sensor (or, to be more precise, by implementing a virtual sensor approach [
33]). Once the data are employed for calibrating the 0D/1D model, a complete digital twin can be envisaged so as to develop control strategies and test their response in a wide range of possible situations.
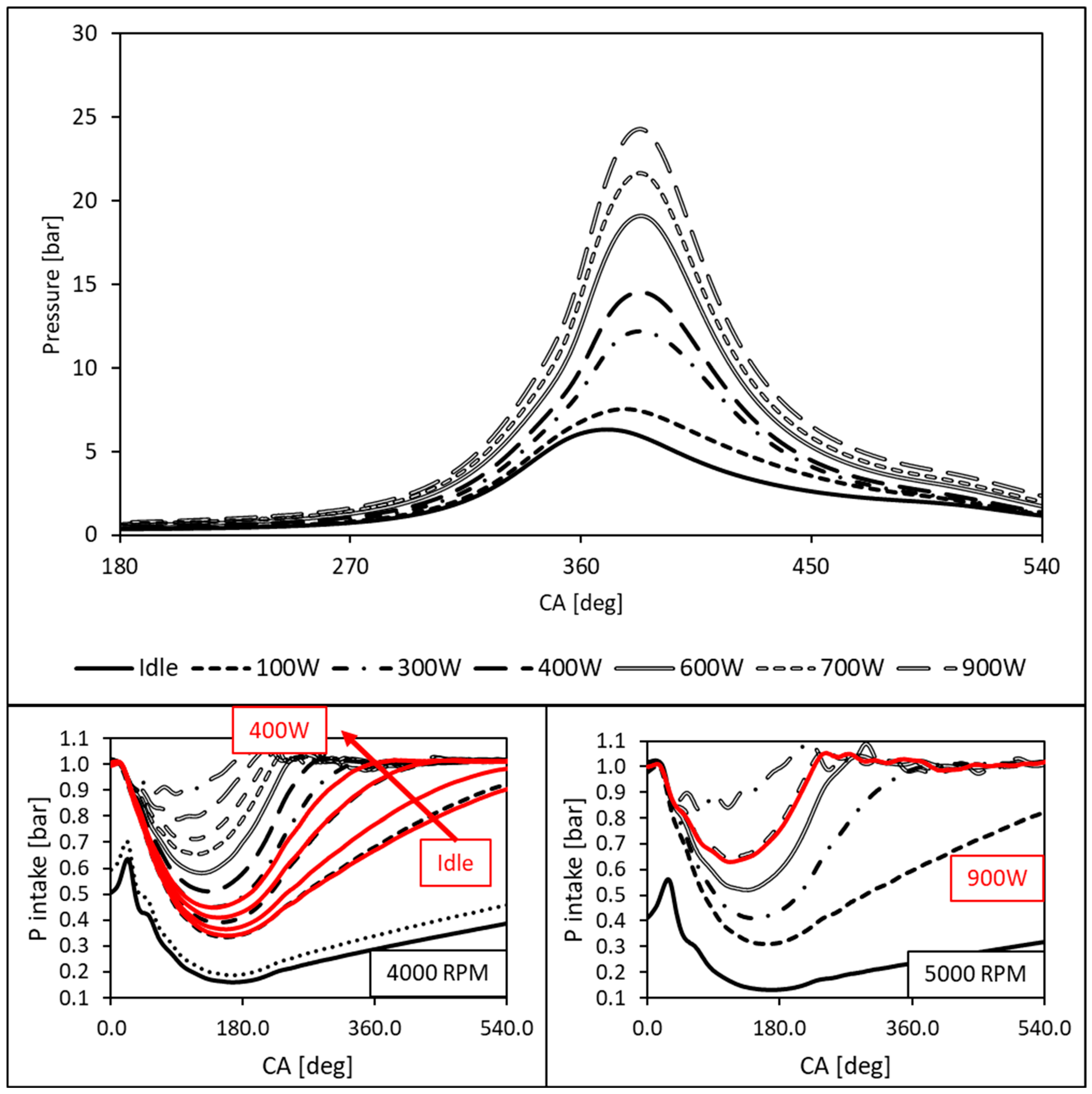
Figure 12 shows the in-cylinder pressure profiles (top) and intake traces (red solid lines, bottom) acquired with engine running in firing mode. An interesting result is that the intake pressure profile is within a narrow range with respect to the investigated motored trials. The idle, 100, 300, and 400 W load conditions correspond to the intake profiles between 20 and 30% valve opening, while the case of 900 W load corresponds to the 50% trace. A bilinear interpolation would be required for the other two cases at 600 and 700 W that were acquired with an engine speed of around 4500 rpm. However, as a first approximation and considering the relatively small variation in the intake pressure profiles when switching from 4000 to 5000 rpm (
Figure 11), the 600 and 700 W traces fall in the range between 35 and 40% valve opening. The throttle position-intake pressure map for the complete rpm range can therefore be used for developing a virtual sensor that estimates engine load. This calculated parameter can be employed for adjusting fuel delivery more precisely compared to the carburetor, with important possible benefits in terms of fuel economy. A modified ignition system that adjusts spark timing could also be used for obtaining further benefits in terms of brake efficiency compared to the fixed timing approach.
SI engines that drive gensets are usually operated in throttled conditions, so as to ensure enough power excess (of around 30%) that provides the required control margins and the possibility of accelerating the engine even when the generator is at full load.
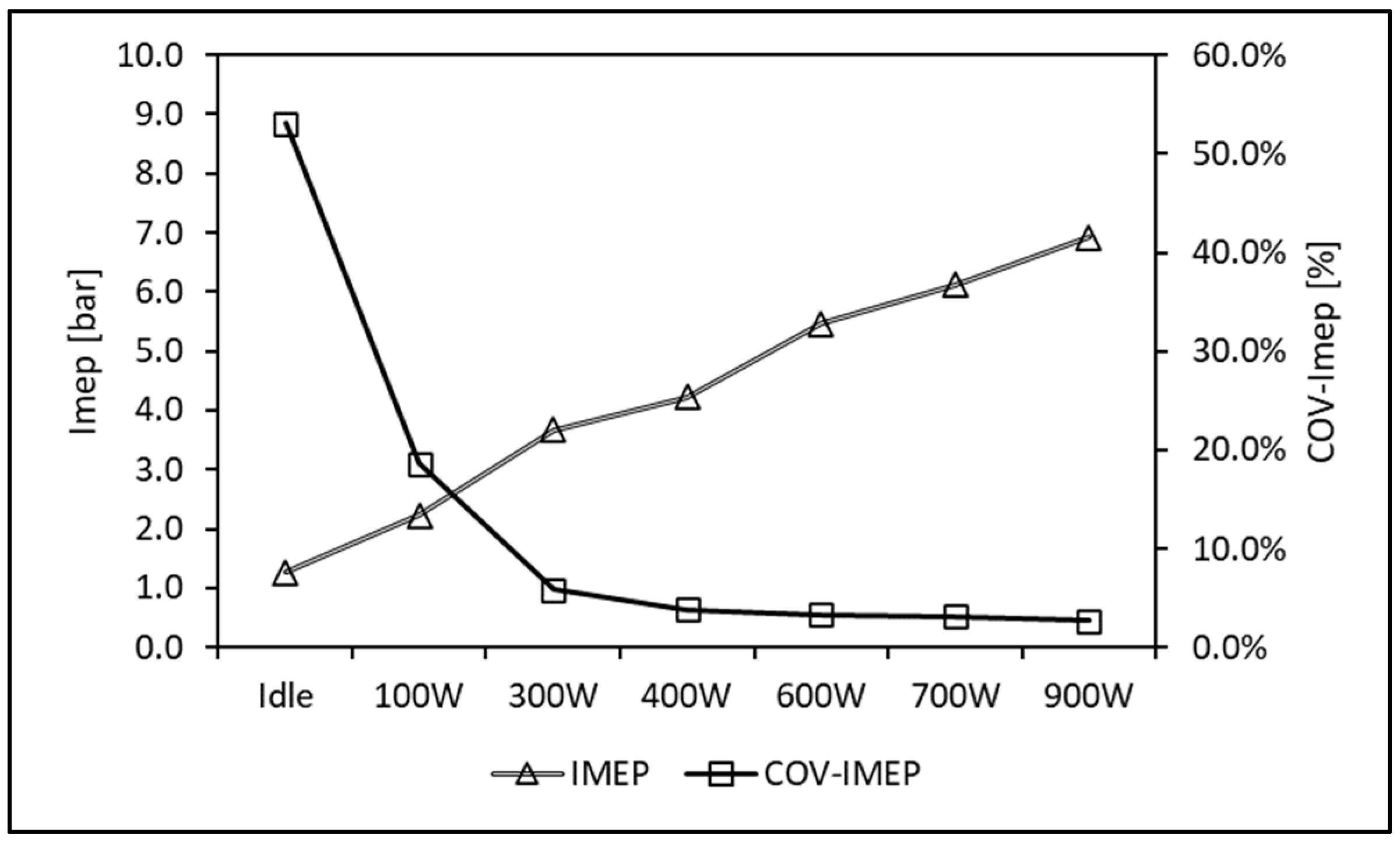
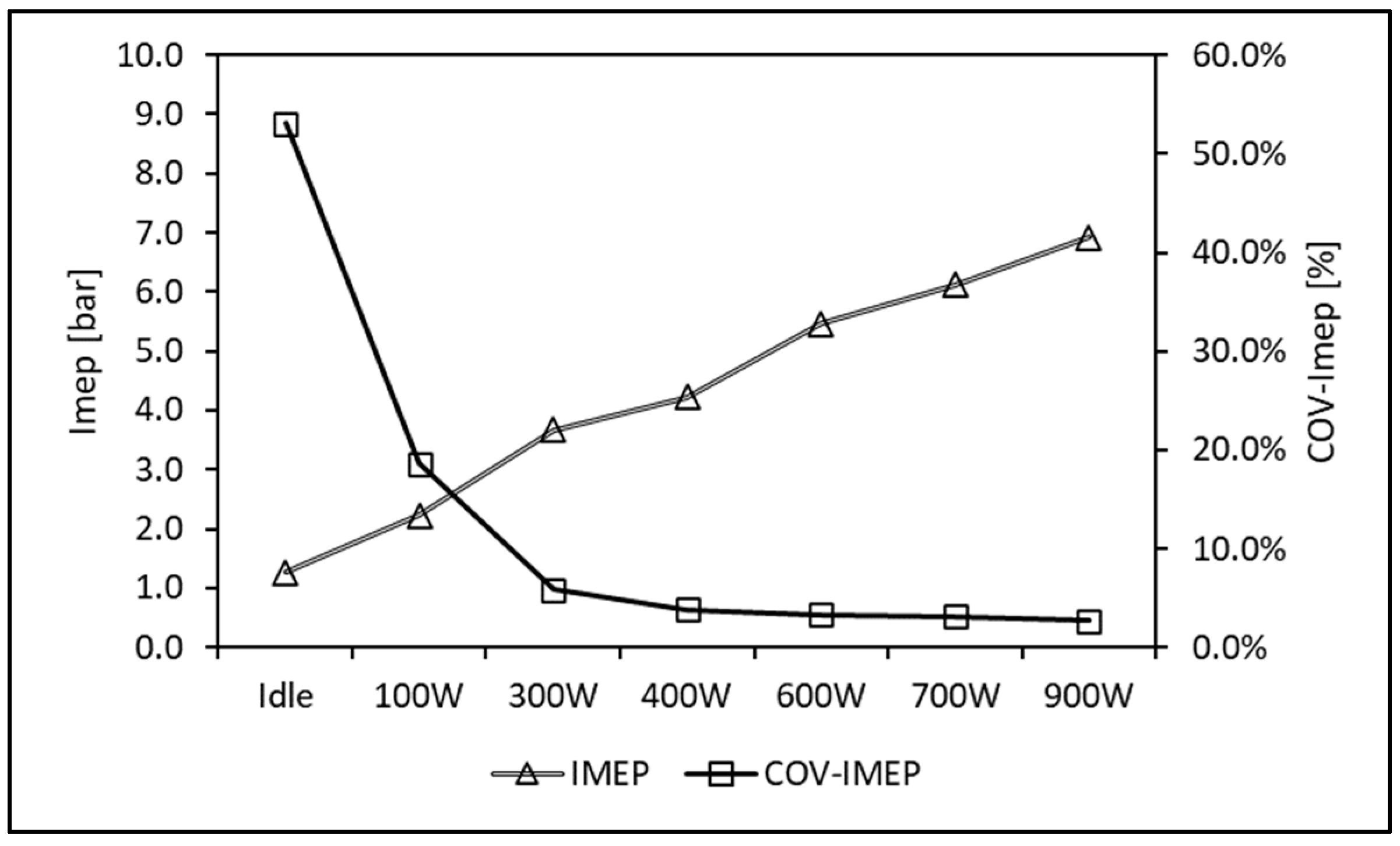
Figure 13 illustrates the indicated mean effective pressure and related COV trends as the electric load applied to the generator increases. IMEP augments from 1.27 bar for the idling condition up to almost 7 bar at 900 W. As expected, the corresponding COV was very high for the minimum operating point, with a value above 50%, which rapidly fell below the conventional threshold of 5% (the value adopted to determine the achievement of stable firing operations) between 300 and 400 W.
Another interesting investigation that can be implemented by using the clutch assembly is to record data during the transient phase subsequent to the first ignition pulses without any external load to influence the behavior of the OEM ECU. It should be noted that due to the mode used for acquiring rpm signals, it was not possible to record the true first firing engine cycles, because below a certain speed, the sine waveform was too close to zero.
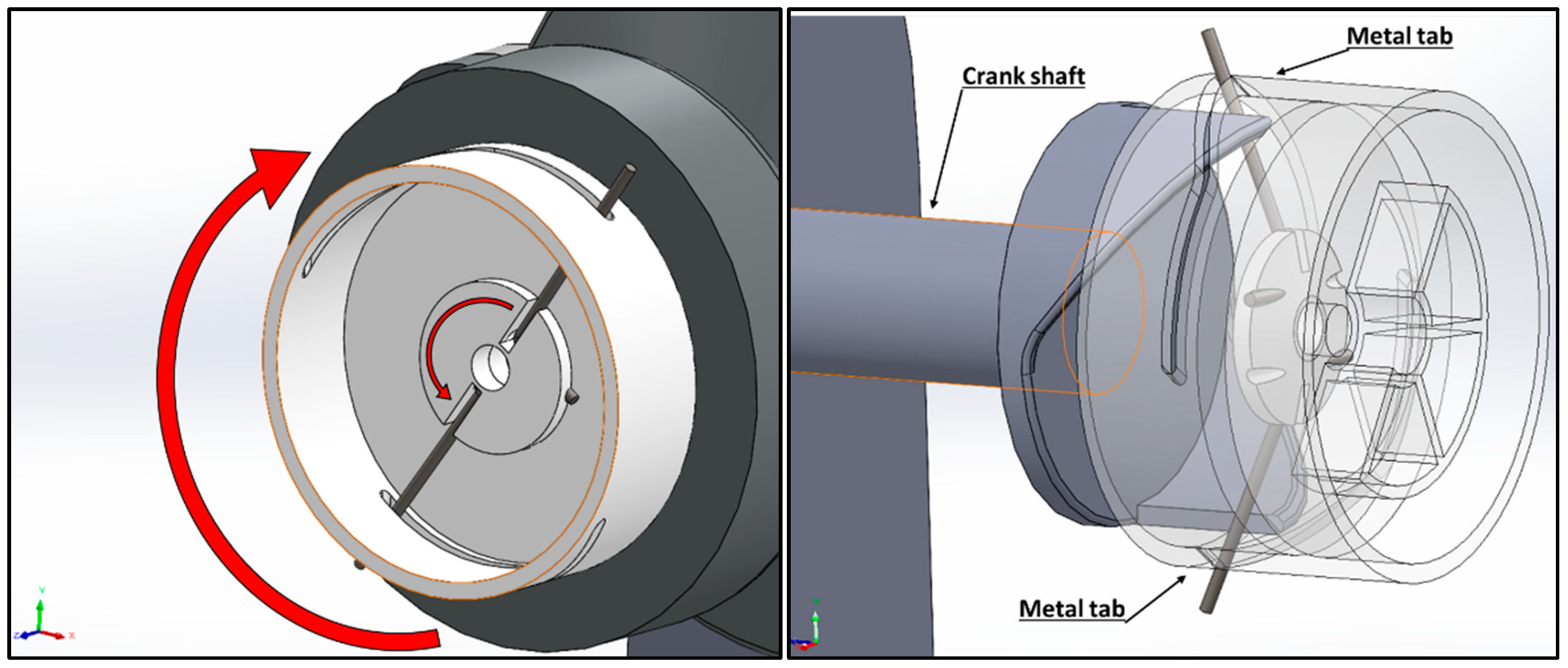
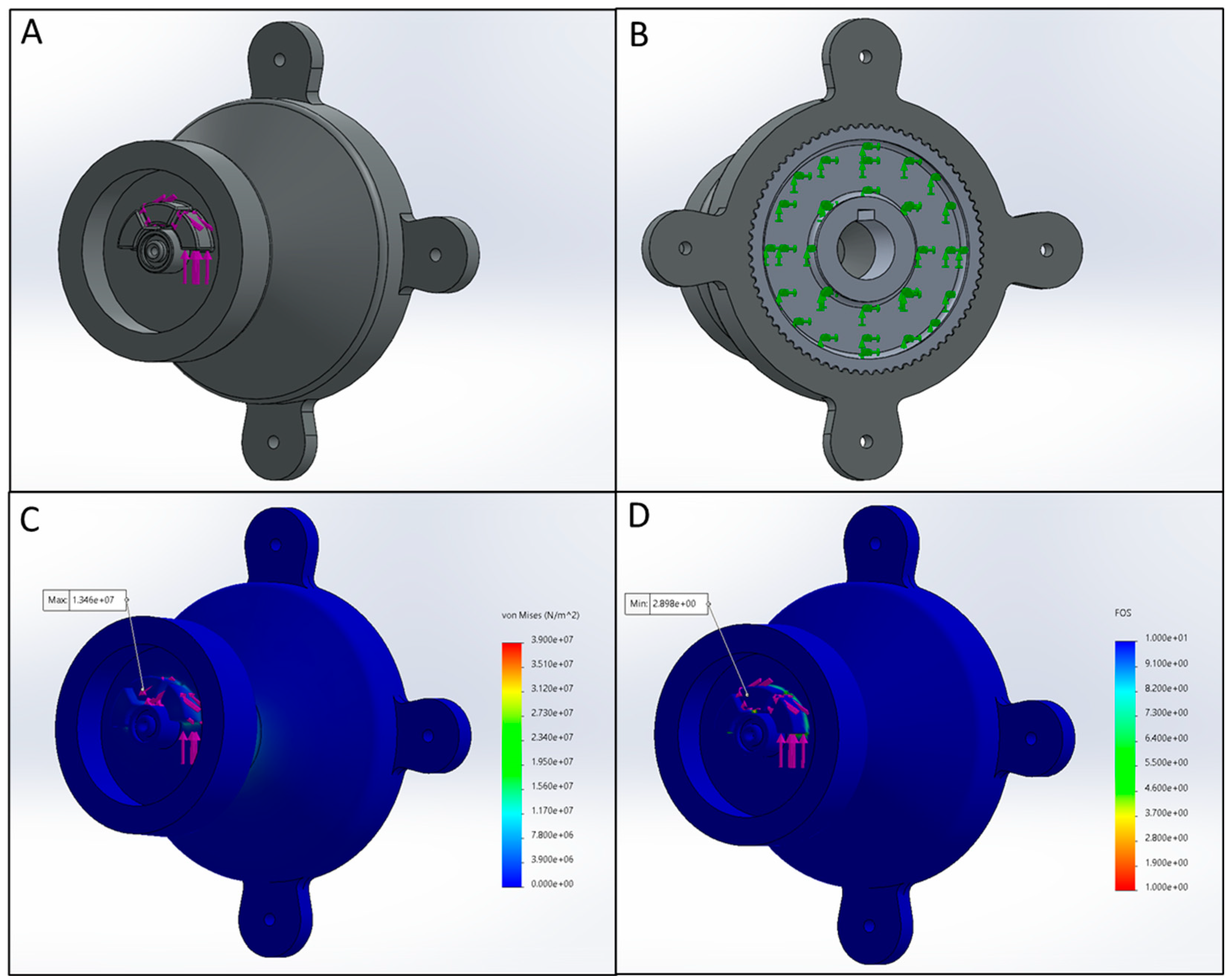
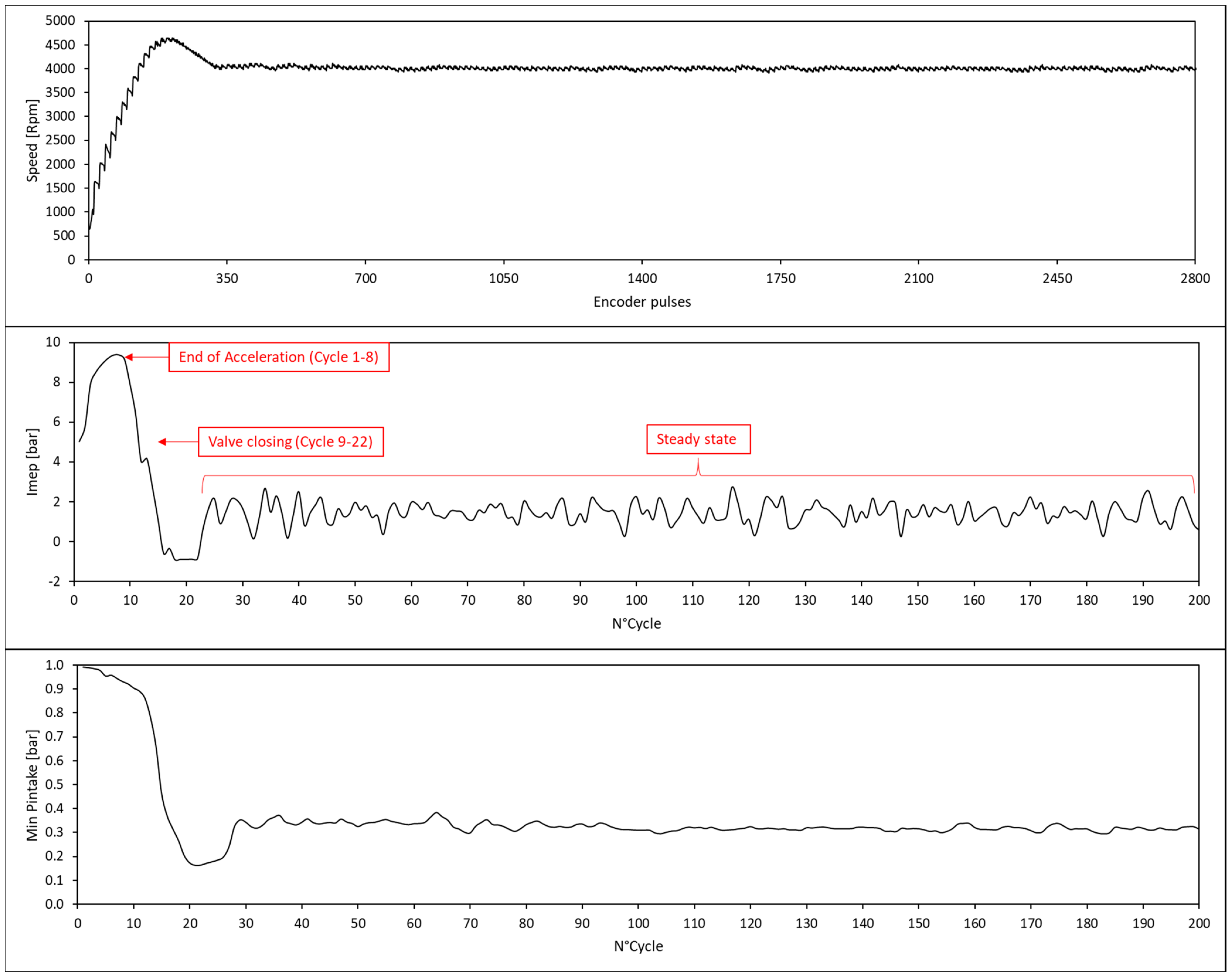
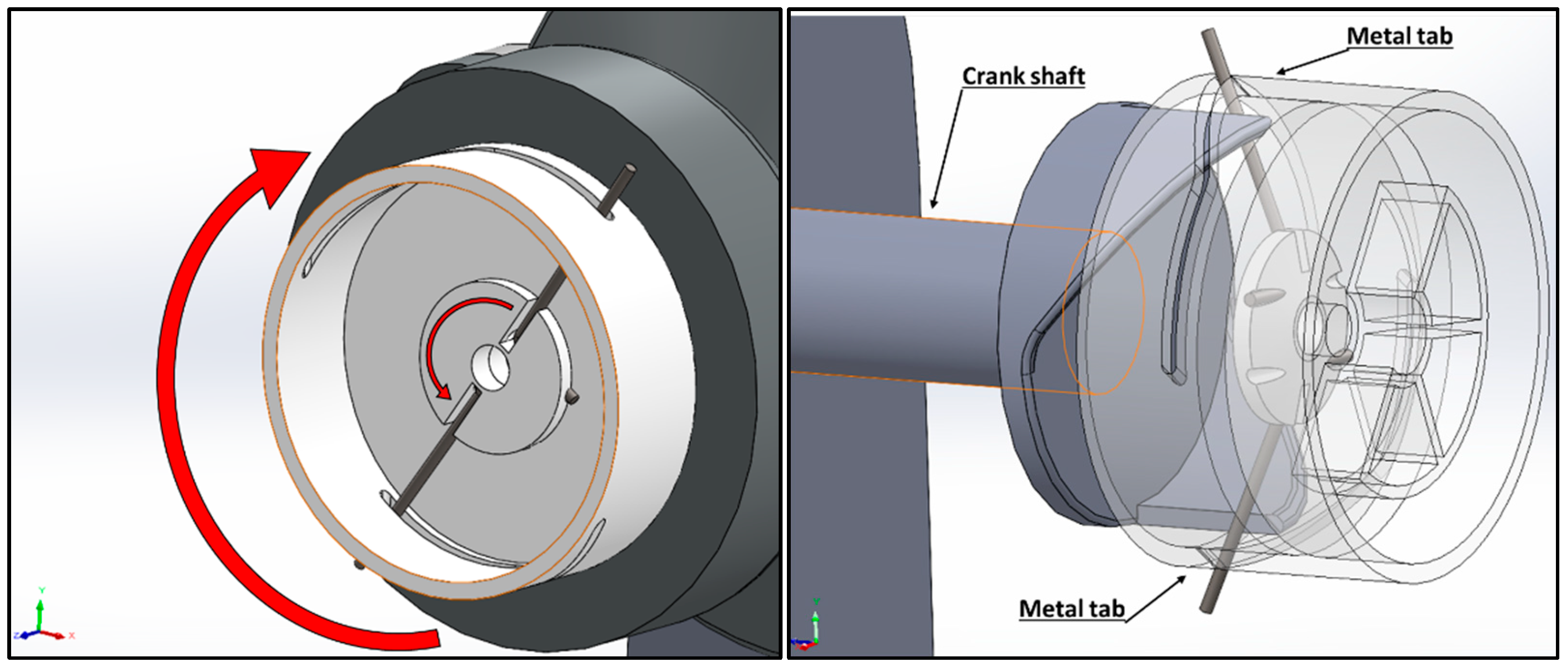
Figure 14 shows the rpm, IMEP, and minimum intake pressure value (taken as representative air flow) during the first 200 cycles that were recorded during engine start. The seemingly noisy rpm trace is due to the way in which it was determined, i.e., with turn-to-turn resolution resulting in higher rpm during the expansion-exhaust strokes and lower values during intake-compression strokes. It can be noted that in a first phase, the OEM ECU detects a low speed and responds by opening the throttle completely (the idling speed target is 4000 rpm), thus resulting in a peak IMEP of around 9.2 bar. At this stage, the engine delivers a torque of almost 4 Nm, that is well beyond the rated value that can be achieved in steady state conditions, but well below the one used to set up the FEM analysis. Naturally, at this stage, the two shafts are decoupled (i.e., the higher engine speed with respect to that of the EM moved the metal tabs in their uncoupled position). Afterwards, the ECU closes the throttle valve in an attempt to reach the target engine speed, with a subsequent decrease in IMEP and intake pressure. Before reaching the steady state idling condition, the engine needed a few more than 20 cycles, but more relevant are the data on the performance that further confirm the structural assessment previously performed.
6. Conclusions
The current work proposes the development of two mechanical connection layouts for coupling a small-size SI engine with an EM. The two designs, structural strength, and operative range are analyzed and discussed in detail. The need for a complete characterization of a small-size spark ignition engine led to the definition of a clutch assembly and a belt-coupling solution. The design and validation phase implemented through the finite element analysis confirmed the reliability of the new components and their capacity to ensure safe running conditions over a wide range of engine speeds and torques.
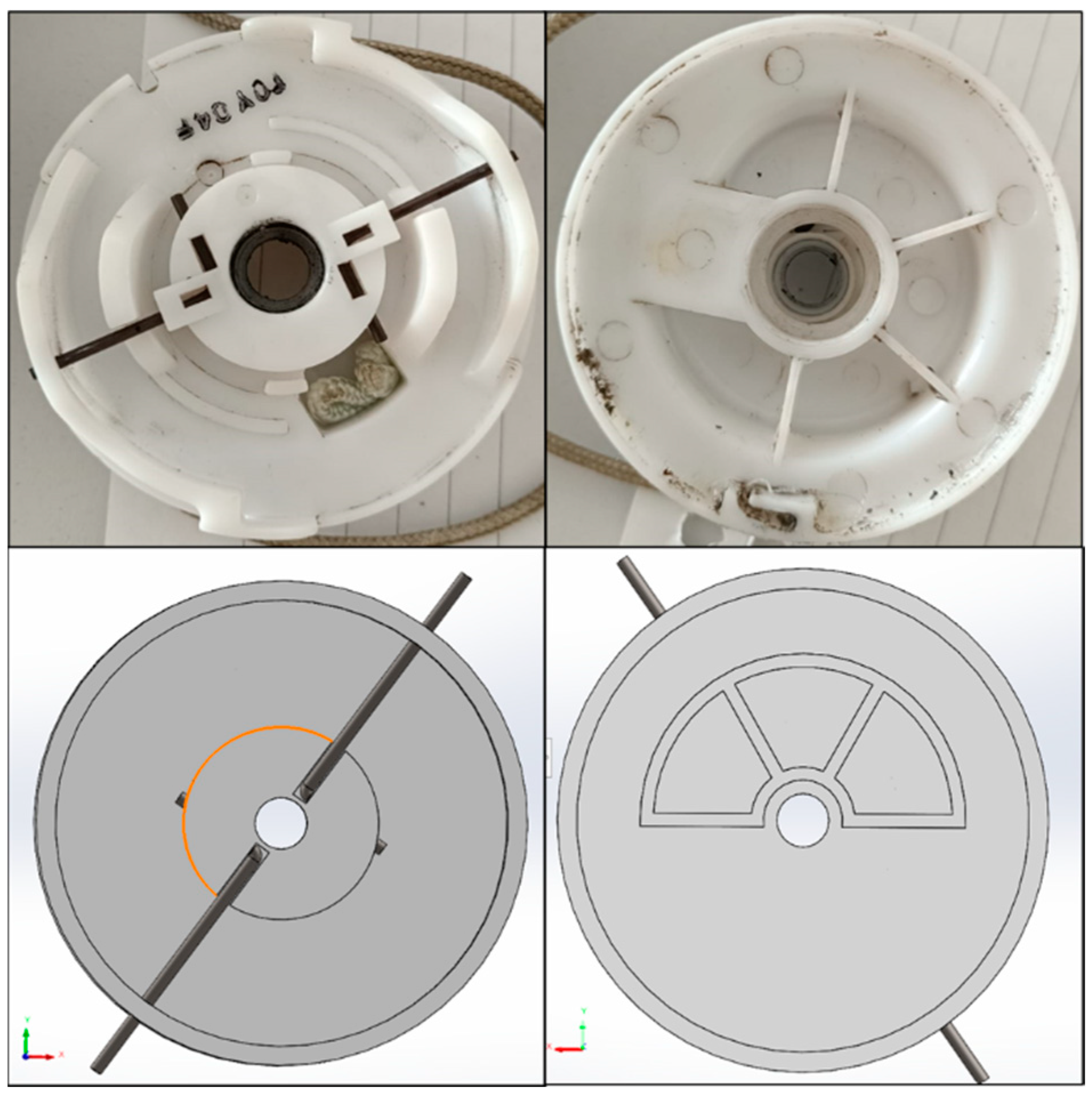
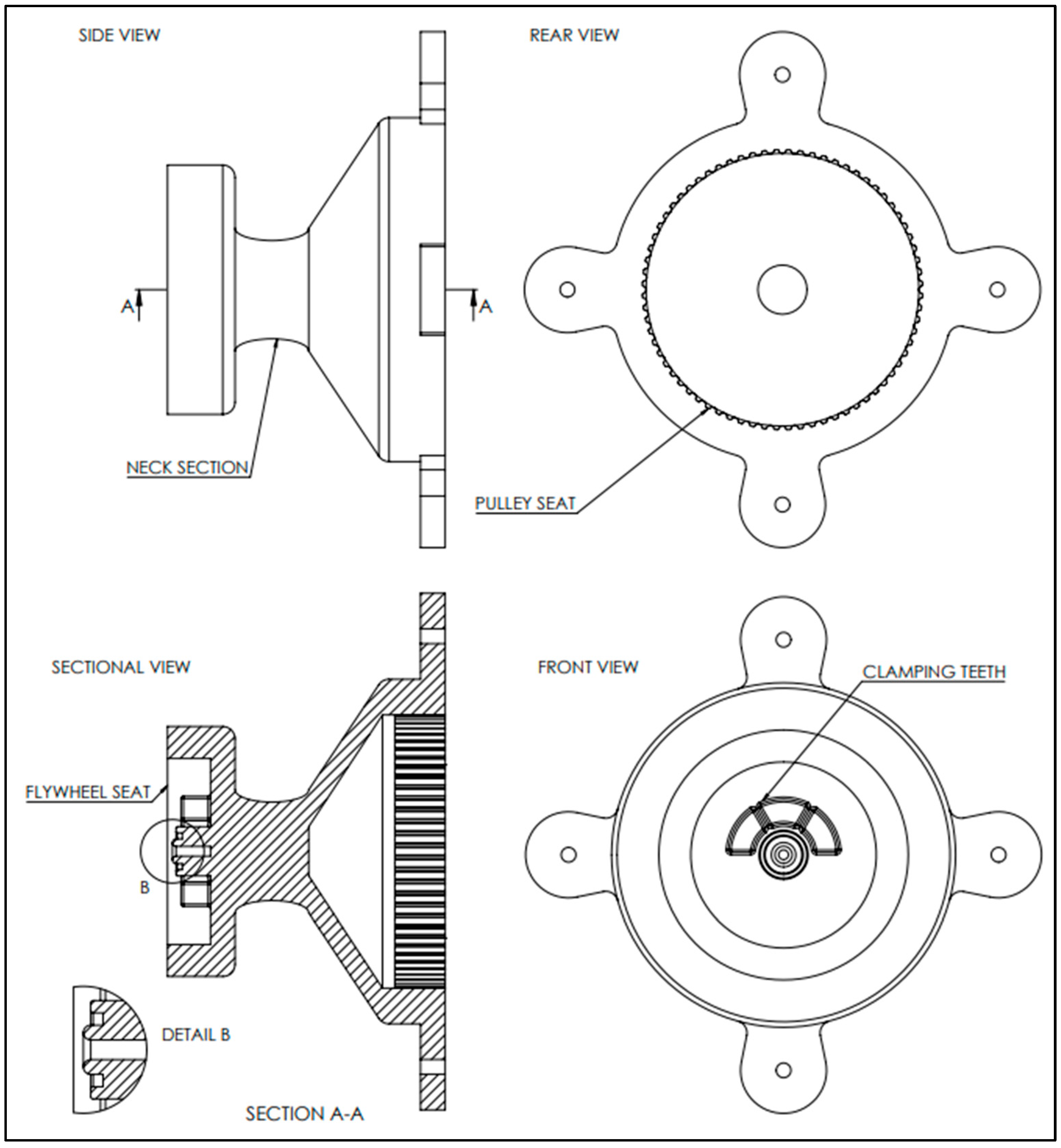
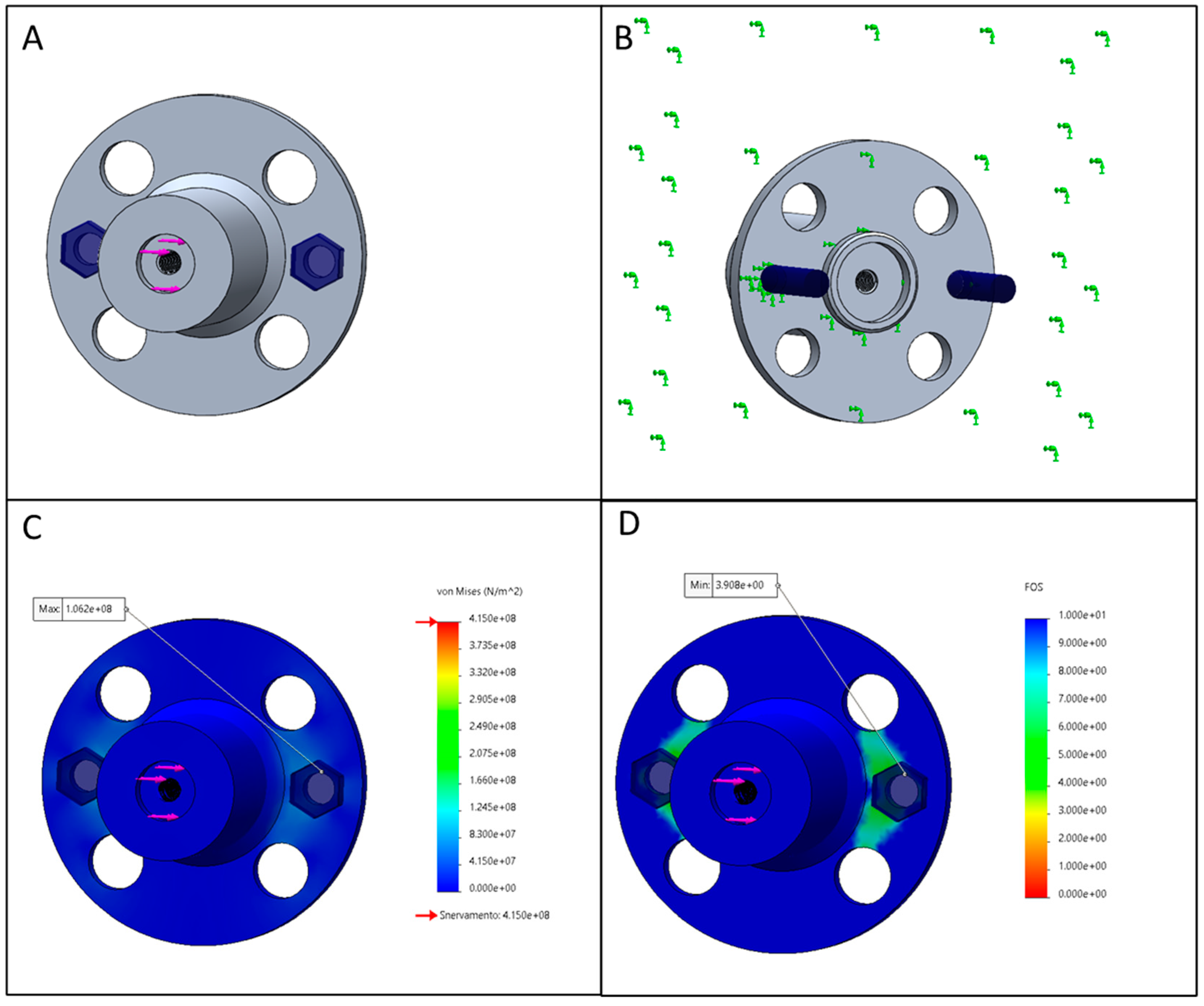
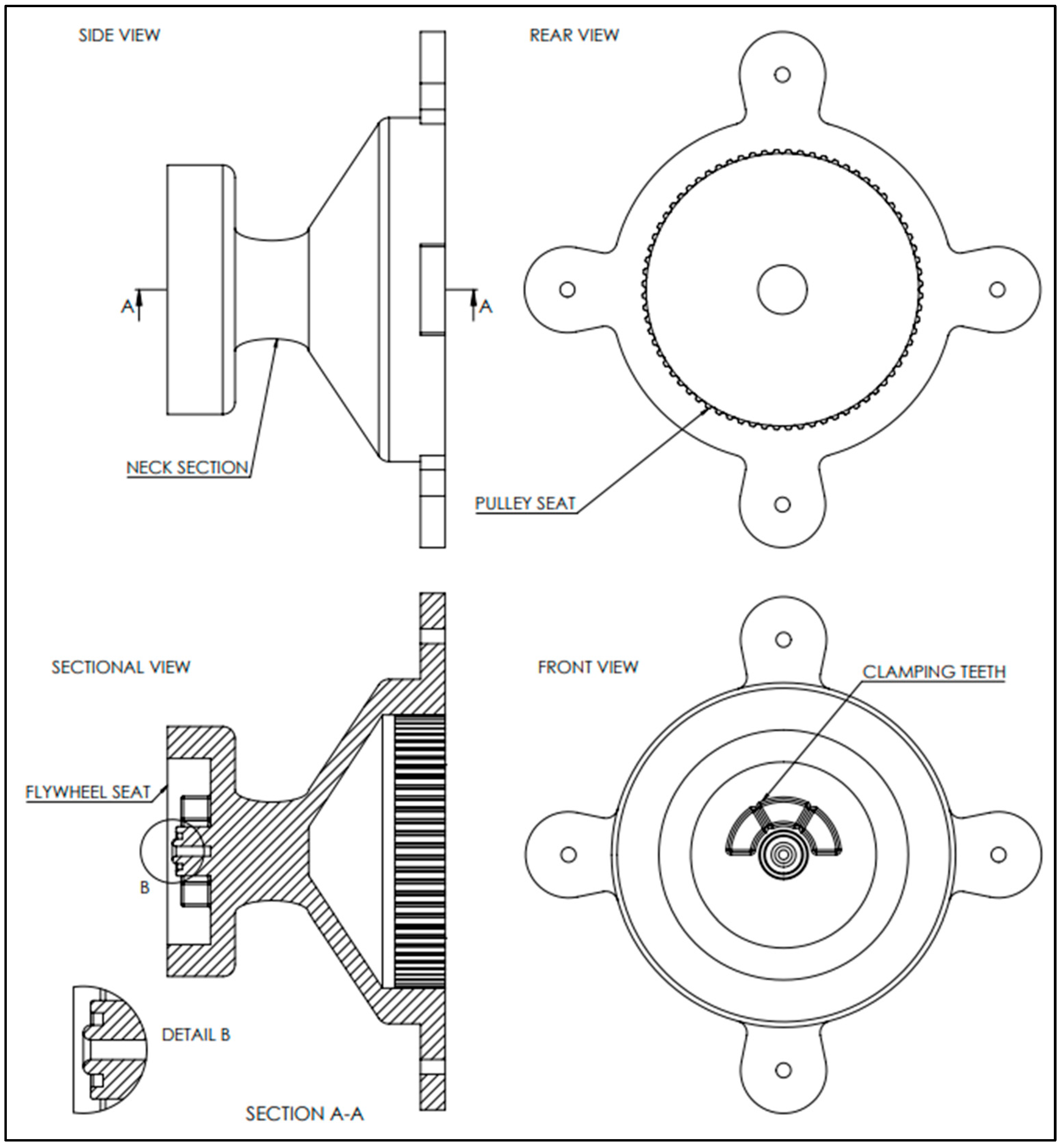
The clutch configuration involved the manufacturing of a plastic component through the use of 3D printer technology, thus assessing its capability to ensure safe and reliable operative conditions also for mechanical applications (paving the way for innovative geometries that would not be possible to produce by conventional mechanical processes). Given the uncertainties about the plastic material properties, it was not possible to perform a fatigue analysis. Nevertheless, taking into account how the load is applied to the shell, it is credible to assume that the whole neck section of the component is more than oversized to withstand the torsion involved in the starting phase of the engine. For the belt-driven layout, the flange was made of aluminum alloy (2014-T6), and it fully accomplished the target purpose for which it was intended. Both layouts showed safety factor values well beyond the critical threshold, respectively around 2.9 for the clutch assembly and 4.0 for the belt-driven layout. Then, several experimental data in motored conditions were used for model calibration with respect to throttle valve behavior and other parameters such as the compression ratio, by performing 0D/1D simulations. This analysis allowed a thorough analysis of the control unit action on the intake line over a wide range of engine speeds and even during the transient phases after engine cranking. As an overall conclusion, it can be stated that the new designs fully accomplish the goal of allowing a complete characterization of the thermal unit, matching all functionality and safety requirements.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}