
Modularisation Strategies for Individualised Precast Construction—Conceptual Fundamentals and Research Directions

 , , , , , , , , ,
, , , , , , , , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
1.1. Motivation
1.2. Research Goal and Outline
2. Modularisation in Construction and Precast Building Systems —A Historical Perspective
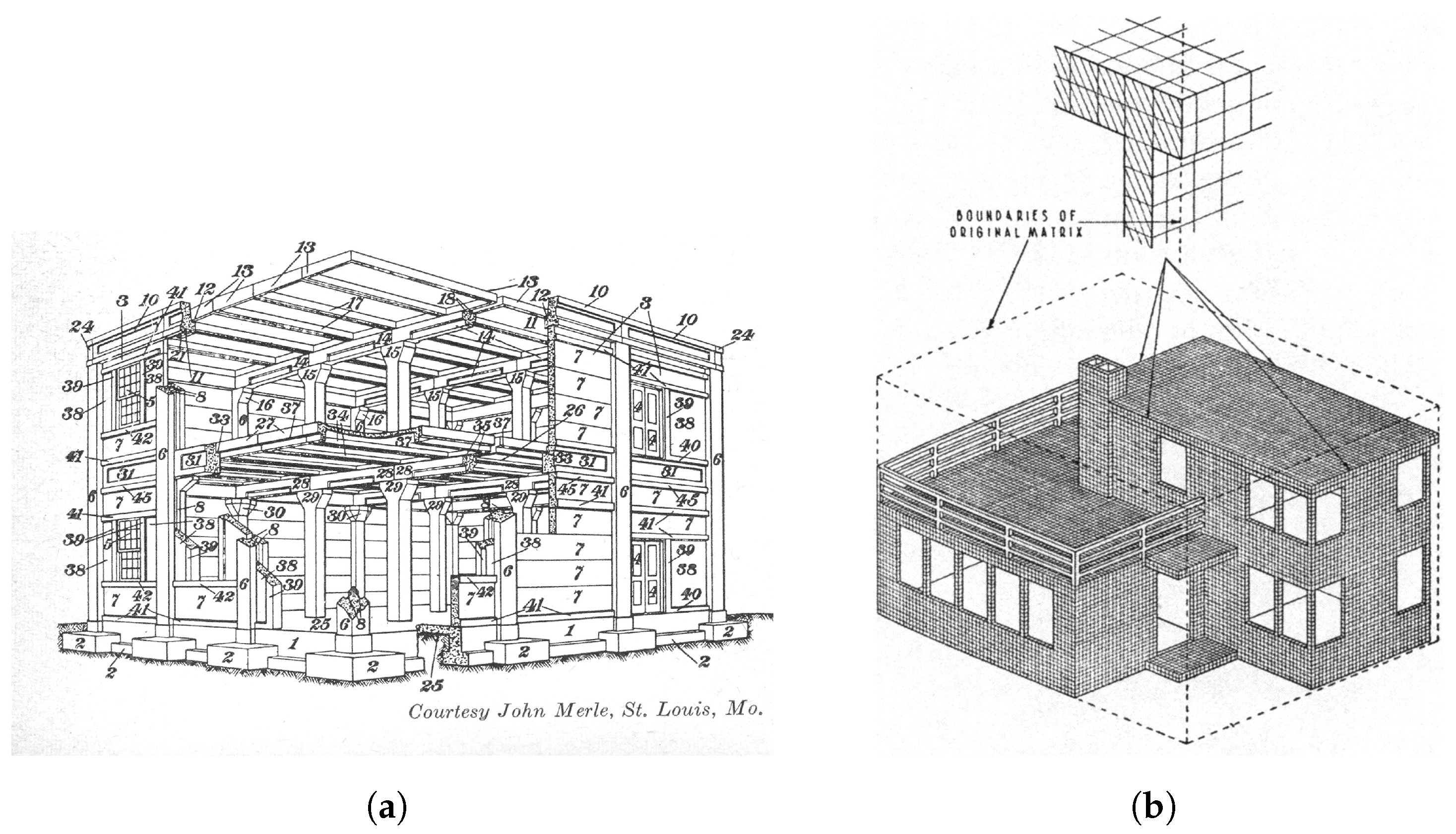
2.1. Early Precast Systems and Modularisation Concepts—From Element to System
2.2. The Second Half of the 20th Century—Mass Production and Standardisation
2.3. Modular Precast Construction in the 21st Century—Automation and Individualisation
3. Conceptual Fundamentals of Modular Construction
3.1. Specification of Generic Concepts
3.2. Modularity
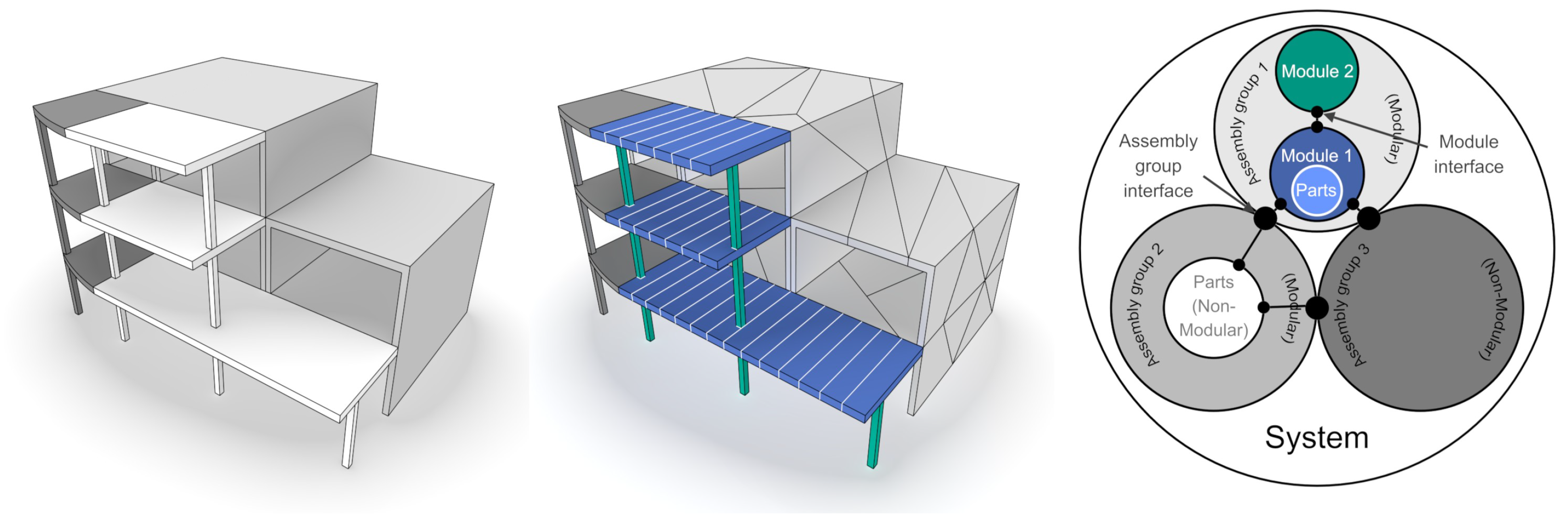
3.3. Modularisation
3.4. Modular System
3.5. Module
3.6. Modular Interfaces
3.7. Mass Customisation
4. Process-Related Fundamentals of Modular Precast Construction
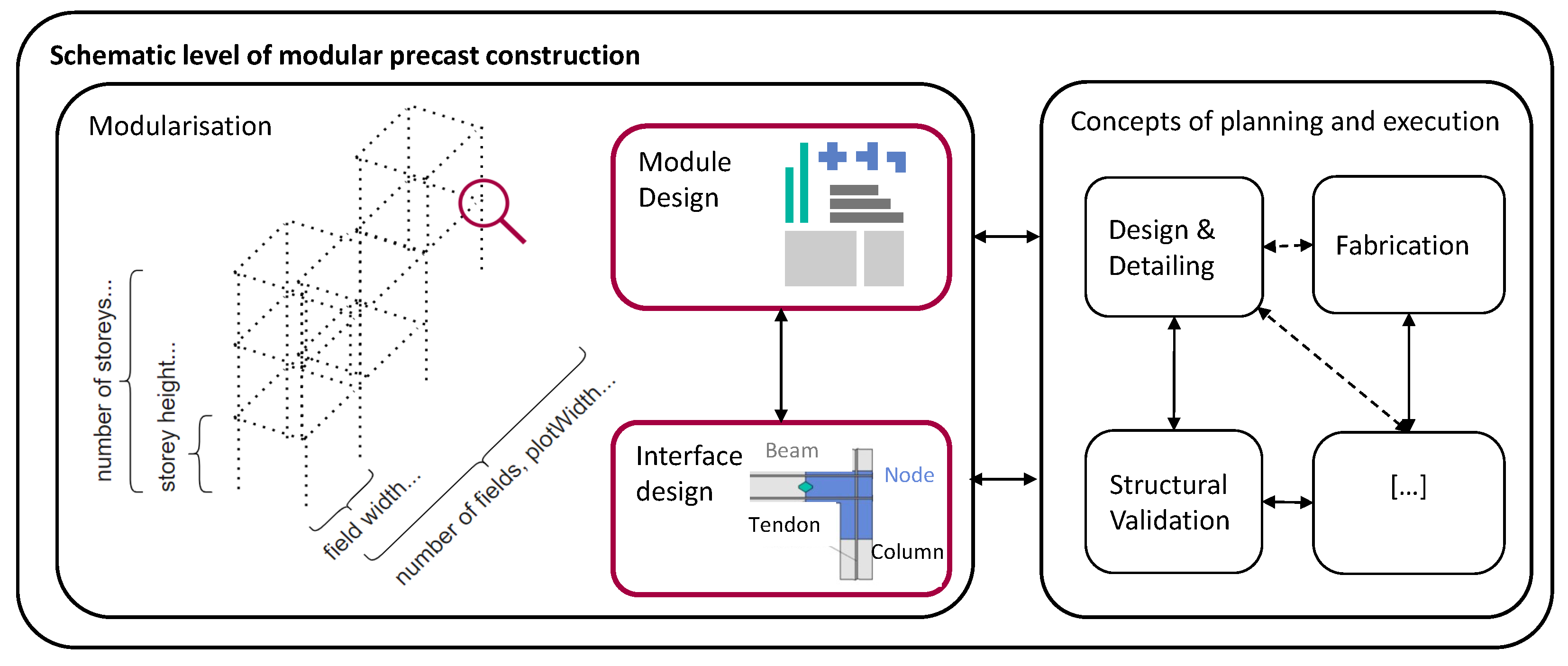
4.1. Scheme-Level Processes
4.1.1. Modularisation
4.1.2. Modular Interface Design
4.1.3. Adaptable Concepts of Planning and Execution of Construction Work
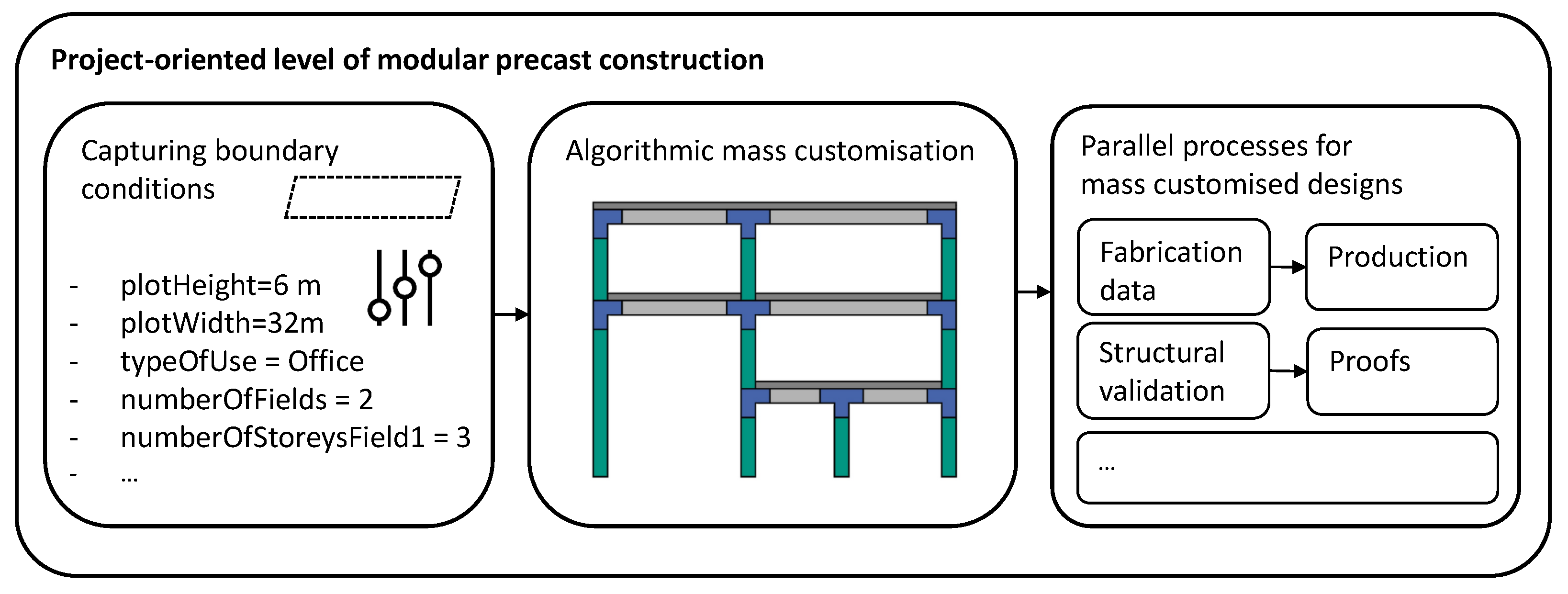
4.2. Project-Level Processes
4.2.1. Mass Customisation
4.2.2. Execution of Downstream Processes
5. Case Studies of Ongoing Research
5.1. Skeleton System
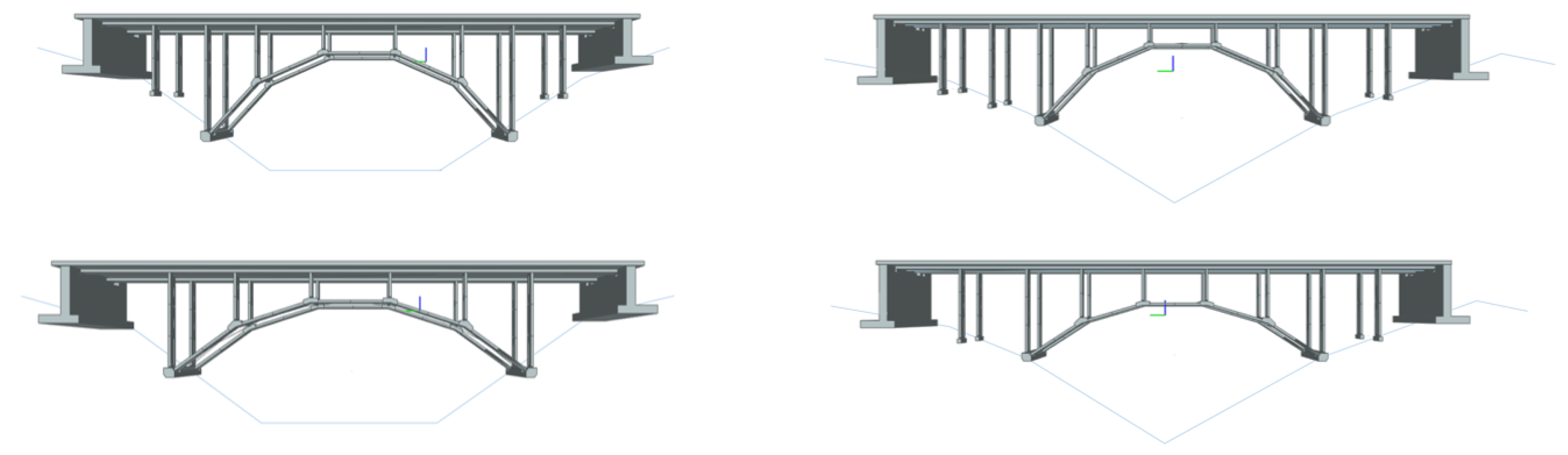
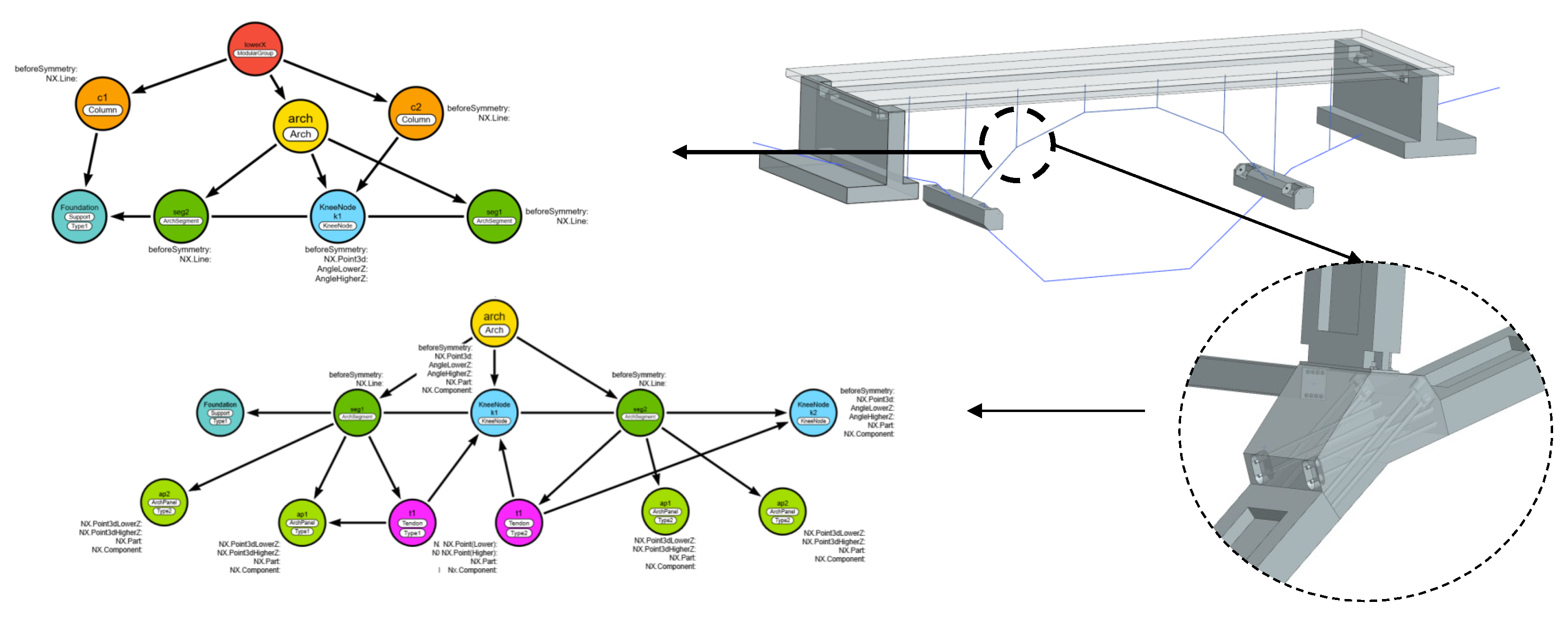
5.2. Arch Bridge System
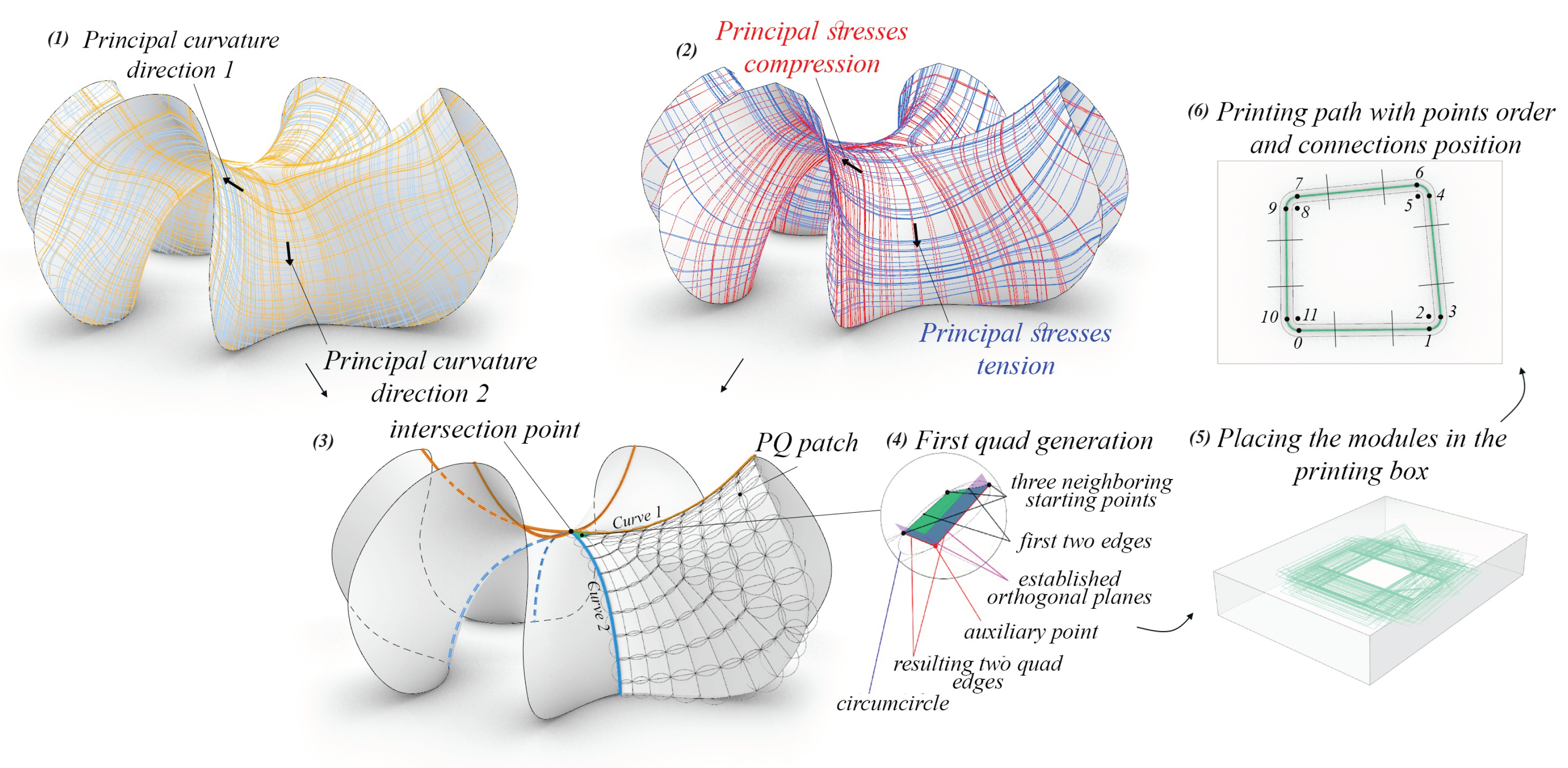
5.3. Double-Curved Shell Systems
6. Discussion
7. Conclusions
- In reflecting on the historical development of modular construction, an evolution is observed from the inflexibility of closed systems to open and individualised systems. This transition illustrates a significant industry shift, moving from uniform mass production towards the potential of mass customisation to allow architectural diversity while ensuring scale effects. While full automation in modular construction remains a developing frontier, the current trajectory suggests a future where digital and automated methodologies play a pivotal role in meeting the dynamic demands for sustainable and versatile buildings.
- Efficient production requires suitable modularisation methods that either modularise structures into identical modules or, conversely, build up structures from a set of standardised modules. Structural optimisation and data-oriented or mathematical methods (e.g., using NURBS) are appropriate for this purpose. The results are construction kits for structures that are suitable for mass customisation.
- From production must also be integrated into the modularisation methods. Restricting the module variability helps to limit the variety of developed construction kits. For example, the restriction to plane modules for shell structures takes into account the manufacturability complexity of non-planar baseplates when using additive manufacturing methods [68].
- The connection of load-bearing modules is of major importance. The development of interfaces must be considered throughout the entire engineering process during the development of modular construction. Future research needs to focus on the conversion and dismantling of modular buildings during the use and end of life, making it particularly important to develop detachable connections. Thereby, researchers should aim to prolong the service lives of modular buildings and weigh off proposed measures by means of LCA methods.
- Following the principles of DfMA, modular construction can essentially reduce CO2 emissions. For the global goal of carbon neutrality, the resuse of modular components [69] in future structures must be integrated in DfMA, e.g., via disassembly strategies and detachable interfaces of modules.
- A holistic digital representation of modular buildings is necessary to automate planning and prolong the life cycle of modular systems. The digital representation should combine design, production, and assembly data. The continuous expansion of digital planning support plays a major role and should include LCA and monitoring concepts. If industry-wide data standards can be introduced, digital tools can support engineers to manage consistently construction kits in the planning phase and a great number of modular projects in the use phase. In order to establish common digital standards, collaborators rely particularly on precise and consistent terminology.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- United Nations, Department of Economic and Social Affairs, Population Division. World Population Prospects; United Nations: New York, NY, USA, 2019.
- Sobek, W. Die Zukunft des Leichtbaus: Herausforderungen und mögliche Entwicklungen. Bautechnik 2015, 92, 879–882. [Google Scholar] [CrossRef]
- Charmpis, D.C.; Komodromos, P.; Phocas, M.C. Optimized earthquake response of multi-storey buildings with seismic isolation at various elevations. Earthq. Eng. Struct. Dyn. 2012, 41, 2289–2310. [Google Scholar] [CrossRef]
- Forcellini, D.; Kalfas, K.N. Inter-story seismic isolation for high-rise buildings. Eng. Struct. 2023, 275, 115175. [Google Scholar] [CrossRef]
- Wang, S.J.; Hwang, J.S.; Chang, K.C.; Lin, M.H.; Lee, B.H. Analytical and experimental studies on midstory isolated buildings with modal coupling effect. Earthq. Eng. Struct. Dyn. 2013, 42, 201–219. [Google Scholar] [CrossRef]
- Weidner, S.; Bechmann, R.; Sobek, W. Why urban mining is inevitable: Analyzing the resource consumption of urban structures. In Structures and Architecture a Viable Urban Perspective? CRC Press: Boca Raton, FL, USA, 2022; pp. 947–954. [Google Scholar]
- Bechmann, R.; Weidner, S. Reducing the Carbon Emissions of High-Rise Structures from the Very Beginning. CTBUH J. 2021, 4, 30–35. [Google Scholar]
- Thai, H.T.; Ngo, T.; Uy, B. A review on modular construction for high-rise buildings. In Structures; Elsevier: Amsterdam, The Netherlands, 2020; Volume 28, pp. 1265–1290. [Google Scholar]
- Lawson, R.M.; Ogden, R.G.; Bergin, R. Application of modular construction in high-rise buildings. J. Archit. Eng. 2012, 18, 148–154. [Google Scholar] [CrossRef]
- Haist, M.; Bergmeister, K.; Curbach, M.; Forman, P.; Gaganelis, G.; Gerlach, J.; Mark, P.; Moffatt, J.; Müller, C.; Müller, H.S.; et al. Nachhaltig konstruieren und bauen mit Beton. In BetonKalender 2022; Bergmeister, K., Fingerloos, F., Wörner, J.D., Eds.; Wiley: Hoboken, NJ, USA, 2022; Volume 17672, pp. 421–531. [Google Scholar] [CrossRef]
- Board, S.N.E. Concrete needs to lose its colossal carbon footprint. Nature 2021, 597, 593–594. [Google Scholar] [CrossRef]
- UNEP. Sand and Sustainability: Finding New Solutions for Environmental Governance of Global Sand Resources; WebPage; United Nations Environment Programme: Geneva, Switzerland, 2019; Available online: https://wedocs.unep.org/20.500.11822/28163 (accessed on 30 October 2023).
- United Nations. Paris Agreement, in Report of the Conference of the Parties to the United Nations Framework Convention on Climate Change (21st Session); WebPage; United Nations: Geneva, Switzerland, 2016. Available online: https://unfccc.int/resource/docs/2015/cop21/eng/10.pdf (accessed on 30 October 2023).
- Gaganelis, G.; Mark, P.; Forman, P. Optimization Aided Design: Reinforced Concrete, 1st ed.; Ernst & Sohn: Berlin, Germany, 2022. [Google Scholar]
- Forman, P.; Glock, C.; Mark, P. Fast-track construction – motivation, history & concepts [in German]. Beton Stahlbetonbau 2021, 116, 2–11. [Google Scholar] [CrossRef]
- Gan, V.J. BIM-based graph data model for automatic generative design of modular buildings. Autom. Constr. 2022, 134, 104062. [Google Scholar] [CrossRef]
- Rettinger, M.; Guhathakurta, J.; Gänz, P.; Simon, S.; Hückler, A. Assessment of Prestressed Dry Joints by X-ray Computed Tomography. In Proceedings of the 14th fib International PhD Symposium in Civil Engineering, Rome, Italy, 5–7 September 2022; pp. 337–344. [Google Scholar]
- Stindt, J.; Forman, P.; Lanza, G.; Mark, P. Geometric evaluation and optimization of module arrangement in load bearing structures–Towards adaptive manufacturing in civil engineering. Bautechnik 2021, 98, 662–670. [Google Scholar] [CrossRef]
- Krause, D.; Gebhardt, N. Methodische Entwicklung Modularer Produktfamilien; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar] [CrossRef]
- Shafiee, S.; Piroozfar, P.; Hvam, L.; Farr, E.; Huang, G.; Pan, W.; Kudsk, A.; Rasmussen, J.; Korell, M. Modularisation strategies in the AEC industry: A comparative analysis. Archit. Eng. Des. Manag. 2020, 16, 270–292. [Google Scholar] [CrossRef]
- Staib, G.; Dörrhöfer, A.; Rosenthal, M.J. Components and Systems: Modular Construction: Design, Structure, New Technologies/Staib, Dörrhöfer, Rosenthal; Birkhäuser: Basel, Switzerland, 2008. [Google Scholar]
- Sutherland, J.; Humm, D.; Chrimes, M. (Eds.) Historic Concrete: The Background to Appraisal; Thomas Telford Publishing: London, UK, 2001. [Google Scholar] [CrossRef]
- Fernández-Ordóñez Hernández, D. Early Developments of Concrete Prefabrication. In High Tech Concrete: Where Technology and Engineering Meet; Hordijk, D.A., Luković, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 2795–2801. [Google Scholar] [CrossRef]
- Steinle, A.; Bachmann, H.; Tillmann, M.; Thrift, P. Precast Concrete Structures, 2nd ed.; Ernst & Sohn: Berlin, Germany, 2019. [Google Scholar]
- Johnson, D.L. On Frank Lloyd Wright’s Concrete Adobe; Routledge: London, UK, 2016. [Google Scholar] [CrossRef]
- Seelow, A. The Construction Kit and the Assembly Line—Walter Gropius’ Concepts for Rationalizing Architecture. Arts 2018, 7, 95. [Google Scholar] [CrossRef]
- Guillén, M. The Taylorized Beauty of the Mechanical: Scientific Management and the Rise of Modernist Architecture. Adm. Sci. Q. 2007, 52, 492–496. [Google Scholar] [CrossRef]
- Bemis, A.F. The Evolving House; The Technology Press, Massachusetts Institute of Technology: Cambridge, MA, USA, 1936; Volume iii. [Google Scholar]
- Russell, A.L. Modularity: An Interdisciplinary History of an Ordering Concept. Inf. Cult. 2012, 47, 257–287. [Google Scholar] [CrossRef]
- Morse-Fortier, L.J. From Frank Lloyd Wrights Usionan Automatic Building System: Lessons and Limitations in a lost Paradigm. J. Archit. Plan. Res. 1994, 11, 274–293. [Google Scholar]
- Herbert, G. The Dream of the Factory-Made House; The MIT Press: Cambridge, MA, USA, 1984. [Google Scholar] [CrossRef]
- Garcia, R.G. Concrete Meccanos: Precast Constructions after the Second World War in the Netherlands. Nuts Bolts Constr. Hist. 2017, 3, 421–429. [Google Scholar]
- Erofeev, N. The I-464 housing delivery system: A tool for urban modernisation in the socialist world and beyond. Fabrications 2019, 29, 207–230. [Google Scholar] [CrossRef]
- Bullock, N. 4000 dwellings from a Paris factory: Le procédé Camus and state sponsorship of industrialised housing in the 1950s. Archit. Res. Q. 2009, 13, 59–72. [Google Scholar] [CrossRef]
- Wouters, I.; Van de Voorde, S.; De Kooning, E. 3D Variel modules in precast concrete in Belgium (1969–1981): The work of Fritz Stucky and Willy Van Der Meeren. In Proceedings of the 10th International Conference on Structural Analysis of Historical Constructions, Leuven, Belgium, 13–15 September 2016; Van Balen, K., Verstrynge, E., Eds.; CRC Press/Balkema (Taylor and Francis Group): Boca Raton, FL, USA, 2016; pp. 953–960. [Google Scholar]
- Zarecor, K.E. The local history of an international type: The structural panel building in Czechoslovakia. Home Cult. 2010, 7, 217–235. [Google Scholar] [CrossRef]
- Jenatsch, G.M.; Krucker, B. Werk Serie—Fritz Stucky, Architekt und Unternehmer; GTA Verlag: Zürich, Switzerland, 2006. [Google Scholar]
- Stucky, F.; Meuli, R. Mehrfamilienhaus nach System Elcon: Architekten: Fritz Stucky und Rudolf Meuli, Zug, Switzerland. 1966. Available online: https://www.e-periodica.ch/digbib/view?pid=wbw-002:1966:53::2321 (accessed on 30 October 2023).
- Stieler, D.; Schwinn, T.; Menges, A. Volumetric intersections: Modularization approaches for freeform prefab concrete construction. Civ. Eng. Des. 2022, 4, 3–13. [Google Scholar] [CrossRef]
- Prilhofer, C. The History of Precast Concrete Elements. WebPage. 2023. Available online: https://www.prilhofer.com/precast-history (accessed on 30 October 2023).
- Elliott, K.S.; Hamid, Z.A. (Eds.) Modernisation, Mechanisation and Industrialisation of Concrete Structures; Wiley Blackwell: Chichester, UK, 2017. [Google Scholar] [CrossRef]
- Sacks, R.; Eastman, C.M.; Lee, G. Parametric 3D modeling in building construction with examples from precast concrete. Autom. Constr. 2004, 13, 291–312. [Google Scholar] [CrossRef]
- Kosse, S.; Vogt, O.; Wolf, M.; König, M.; Gerhard, D. Digital Twin Framework for Enabling Serial Construction. Front. Built Environ. 2022, 8. [Google Scholar] [CrossRef]
- Kosse, S.; Forman, P.; Stindt, J.; Hoppe, J.; König, M.; Mark, P. Industry 4.0 Enabled Modular Precast Concrete Components: A Case Study. In Proceedings of the International RILEM Conference on Synergising Expertise towards Sustainability and Robustness of Cement-based Materials and Concrete Structures, Milos, Greece, 14–16 June 2023; Jędrzejewska, A., Kanavaris, F., Azenha, M., Benboudjema, F., Schlicke, D., Eds.; Springer Nature Switzerland: Cham, Switzerland, 2023; Volume 43, pp. 229–240. [Google Scholar] [CrossRef]
- Zhao, X.; Zayed, T.; Yumin, N. Comparative analysis of modular construction practices in mainland China, Hong Kong and Singapore. J. Clean. Prod. 2020, 245, 118861. [Google Scholar] [CrossRef]
- Mark, P.; Lanza, G.; Lordick, D.; Albers, A.; König, M.; Borrmann, A.; Stempniewski, L.; Forman, P.; Frey, A.M.; Renz, R.; et al. Industrializing precast productions. Civ. Eng. Des. 2021, 3, 87–98. [Google Scholar] [CrossRef]
- Forman, P.; Mark, P. Production tolerances of precast concrete components for modular construction. Beton Stahlbetonbau 2022, 117, 286–295. [Google Scholar] [CrossRef]
- Forman, P.; Penkert, S.; Kämper, C.; Stallmann, T.; Mark, P.; Schnell, J. A survey of solar concrete shell collectors for parabolic troughs. Renew. Sustain. Energy Rev. 2020, 134, 110331. [Google Scholar] [CrossRef]
- Fine, C.H. Clockspeed: Winning Industry Control in the Age of Temporary Advantage; Perseus Books: Reading, UK, 1998. [Google Scholar]
- Baldwin, C.Y.; Clark, K.B. Design Rules: The Power of Modularity; MIT Press: Cambridge, UK, 2014. [Google Scholar] [CrossRef]
- Albers, A.; Scherer, H.; Bursac, N.; Rachenkova, G. Model Based Systems Engineering in Construction Kit Development–Two Case Studies. Procedia CIRP 2015, 36, 129–134. [Google Scholar] [CrossRef][Green Version]
- Lindemann, U.; Maurer, M. Entwicklung und Strukturplanung individualisierter Produkte. In Individualisierte Produkte; Lindemann, U., Reichwald, R., Zäh, M., Eds.; VDI-Buch, Springer: Berlin/Heidelberg, Germany, 2006; pp. 41–62. [Google Scholar] [CrossRef]
- Cao, J.; Bucher, D.F.; Hall, D.M.; Lessing, J. Cross-phase product configurator for modular buildings using kit-of-parts. Autom. Constr. 2021, 123, 103437. [Google Scholar] [CrossRef]
- Winter, S. Bauen mit Weitblick: Systembaukasten für den Industrialisierten Sozialen Wohnungsbau: Abschlussbericht Forschungsvorhaben. 2018. Available online: https://www.zukunftbau.de/projekte/forschungsfoerderung/1008187-1555 (accessed on 30 October 2023).
- Scalice, R.K.; de Andrade, L.F.S.; Forcellini, F.A. A Design Methodology for Module Interfaces. In Collaborative Product and Service Life Cycle Management for a Sustainable World; Springer: London, UK, 2008; pp. 297–304. [Google Scholar] [CrossRef]
- Miller, T.D.; Elgard, P. Design for Integration in Manufacturing: Proceedings of the Thirteenth IPS Research Seminar, Fuglsø, Denmark, 20–21 April 1998; Department of Production Aalborg University: Aalborg, Denmark, 1998. [Google Scholar]
- Manny, A.; Stempniewski, L.; Albers, A.; Simons, K. Conceptual design and investigation of an innovative joint for the rapid and precise assembly of precast UHPC elements. Eng. Struct. 2022, 265, 114454. [Google Scholar] [CrossRef]
- Kolbeck, L.; Vilgertshofer, S.; Borrmann, A. Graph-based mass customisation of modular precast bridge systems -Methodology for kit development and algorithmic design. In Proceedings of the 30th workshop of the European Group for Intelligent Computing in Engineering. European Group for Intelligent Computing in Engineering, London, UK, 4–7 July 2023. [Google Scholar]
- Rettinger, M.; Lounis, A.; Hückler, A.; Schlaich, M. Druckversuche zur Ermittlung der Tragfähigkeit von ebenen und feinverzahnten Trockenfugen für modulare Segmentbrücken. Beton Stahlbetonbau 2023, 118, 662–675. [Google Scholar] [CrossRef]
- Zwicky, F. The Morphological Approach to Discovery, Invention, Research and Construction. In New Methods of Thought and Procedure; Zwicky, F., Wilson, A.G., Eds.; Springer: Berlin/Heidelberg, Germany, 1967; pp. 273–297. [Google Scholar] [CrossRef]
- Berndorfer, C. Hybride Bahnbrücke Bögl–wenn Innovation in Serie geht. Beton Stahlbetonbau 2021, 116, 73–78. [Google Scholar] [CrossRef]
- Bhatti, M.A. Practical Optimization Methods: With Mathematica® Applications; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Kolbeck, L.; Auer, D.; Fischer, O.; Vilgertshofer, S.; Borrmann, A. Modulare Brückenbauwerke aus carbon-faserbewehrtem Ultrahochleistungsbeton – Graph-basierter Entwurf und trajektoriensensitive Fertigung. Beton Stahlbetonbau 2021, 116, 24–33. [Google Scholar] [CrossRef]
- Rettinger, M.; Prziwarzinski, A.; Meyer, M.; Kolbeck, L.; Tošić, Z.; Hueckler, A.; Lordick, D.; Borrmann, A.; Haist, M.; Lohaus, L.; et al. Modulare Fußgängerbrücken aus seriell hergestellten Betonfertigteilen – Entwürfe aus dem DFG-Schwerpunktprogramm 2187. Beton Stahlbetonbau 2023, 118, 56. [Google Scholar] [CrossRef]
- Tošić, Z.; Eichenauer, M.F.; Ivaniuk, E.; Lordick, D.; Krasić, S.; Mechtcherine, V. Design and optimization of free-form surfaces for modular concrete 3D printing. Autom. Constr. 2022, 141, 104432. [Google Scholar] [CrossRef]
- Pottmann, H.; Schiftner, A.; Bo, P.; Schmiedhofer, H.; Wang, W.; Baldassini, N.; Wallner, J. Freeform surfaces from single curved panels. ACM Trans. Graph. 2008, 27, 1–10. [Google Scholar] [CrossRef]
- Gao, S.; Jin, R.; Lu, W. Design for manufacture and assembly in construction: A review. Build. Res. Inf. 2023, 118, 538–550. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Brütting, J.; Senatore, G.; Fivet, C. Form follows availability–Designing structures through reuse. J. Int. Assoc. Shell Spat. Struct. 2019, 60, 257–265. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolbeck, L.; Kovaleva, D.; Manny, A.; Stieler, D.; Rettinger, M.; Renz, R.; Tošić, Z.; Teschemacher, T.; Stindt, J.; Forman, P.; et al. Modularisation Strategies for Individualised Precast Construction—Conceptual Fundamentals and Research Directions. Designs 2023, 7, 143. https://doi.org/10.3390/designs7060143
Kolbeck L, Kovaleva D, Manny A, Stieler D, Rettinger M, Renz R, Tošić Z, Teschemacher T, Stindt J, Forman P, et al. Modularisation Strategies for Individualised Precast Construction—Conceptual Fundamentals and Research Directions. Designs. 2023; 7(6):143. https://doi.org/10.3390/designs7060143
Chicago/Turabian StyleKolbeck, Lothar, Daria Kovaleva, Agemar Manny, David Stieler, Martin Rettinger, Robert Renz, Zlata Tošić, Tobias Teschemacher, Jan Stindt, Patrick Forman, and et al. 2023. "Modularisation Strategies for Individualised Precast Construction—Conceptual Fundamentals and Research Directions" Designs 7, no. 6: 143. https://doi.org/10.3390/designs7060143
APA StyleKolbeck, L., Kovaleva, D., Manny, A., Stieler, D., Rettinger, M., Renz, R., Tošić, Z., Teschemacher, T., Stindt, J., Forman, P., Borrmann, A., Blandini, L., Stempniewski, L., Stark, A., Menges, A., Schlaich, M., Albers, A., Lordick, D., Bletzinger, K.-U., & Mark, P. (2023). Modularisation Strategies for Individualised Precast Construction—Conceptual Fundamentals and Research Directions. Designs, 7(6), 143. https://doi.org/10.3390/designs7060143