Multidirectional Pin-on-Disk Testing Device to Evaluate the Cross-shear Effect on the Wear of Biocompatible Materials


Abstract
:1. Introduction
2. Materials and Methods
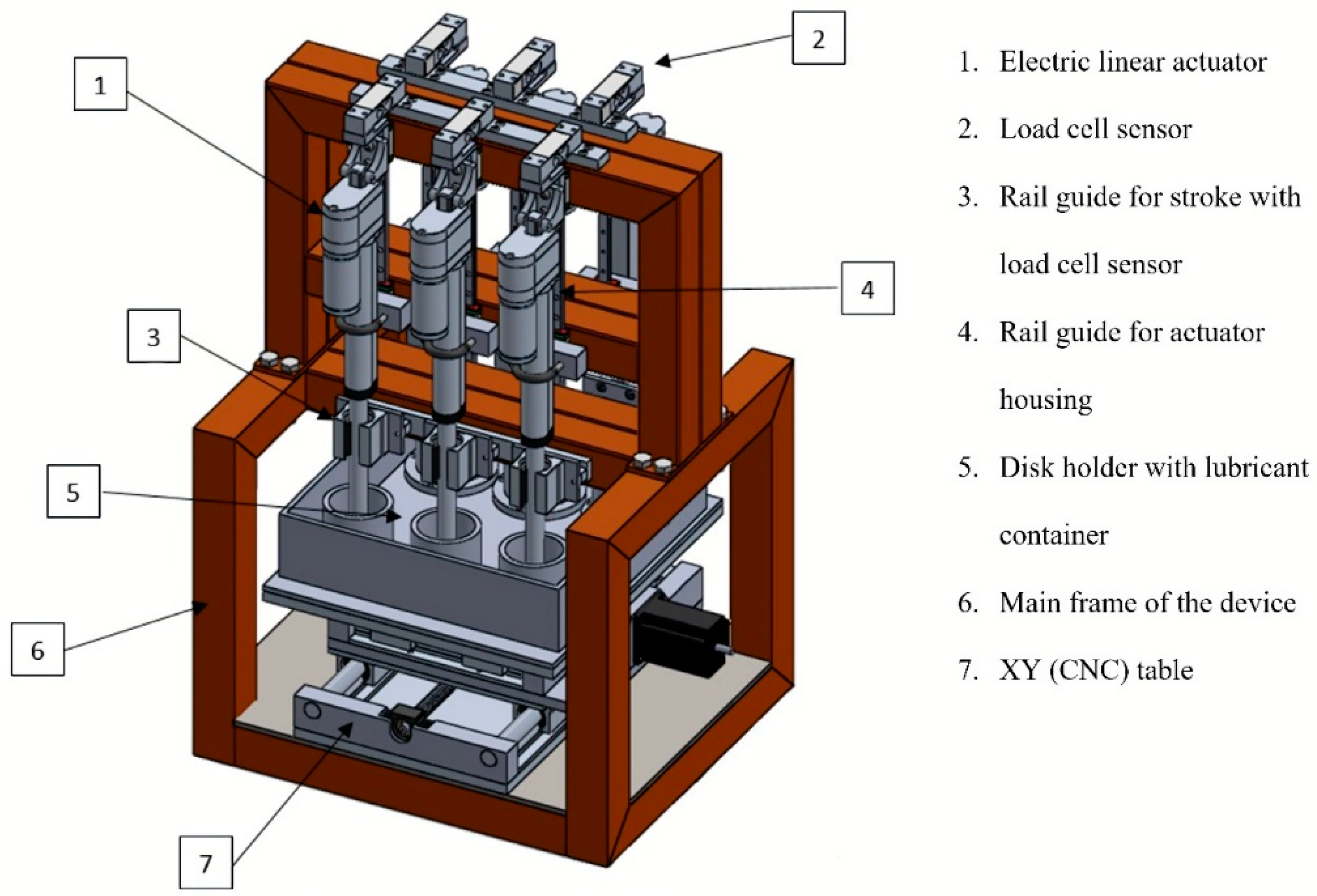
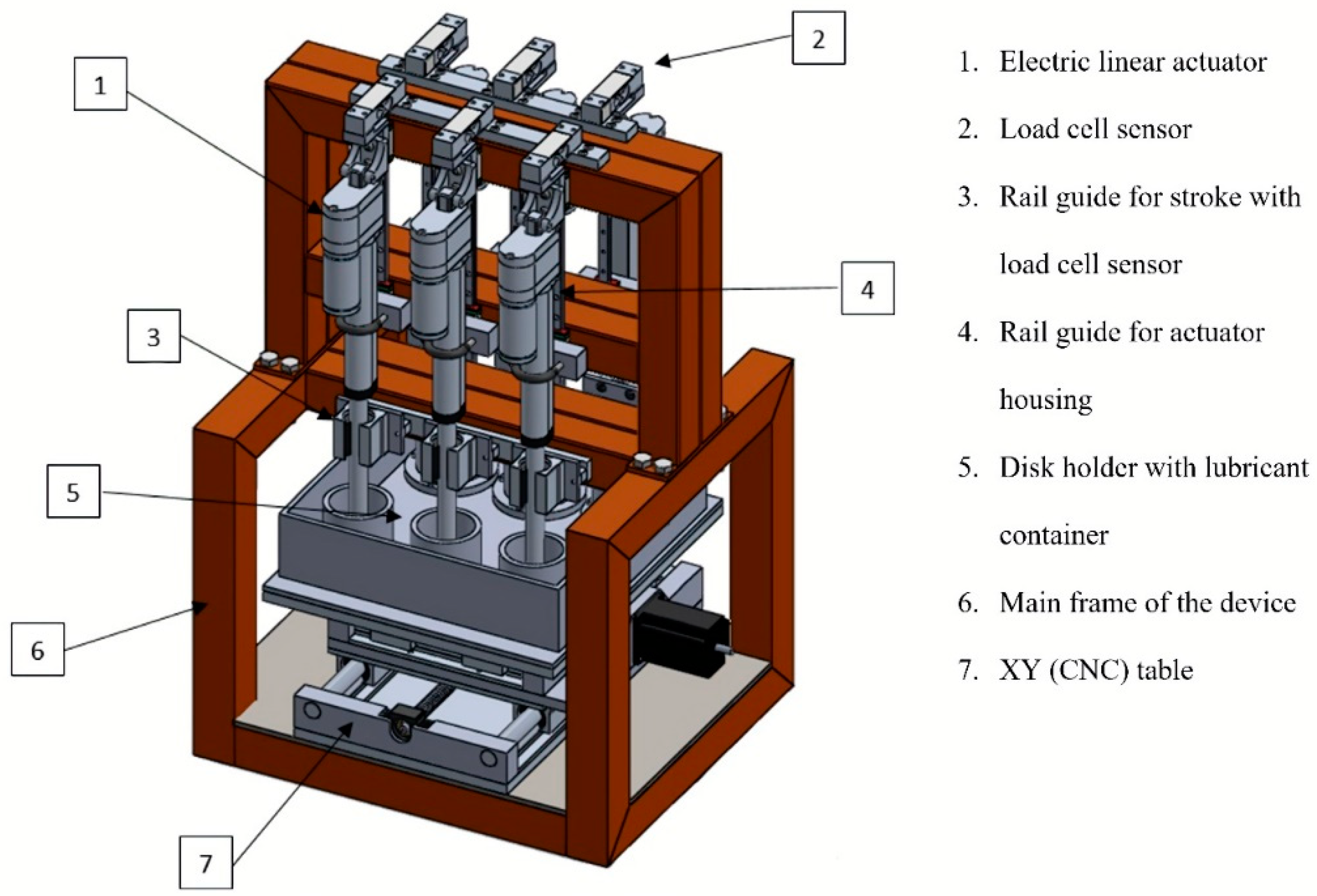
2.1. The Computer-Numerical-Control Pin-On-Disk (CNC-POD) Wear Testing Device
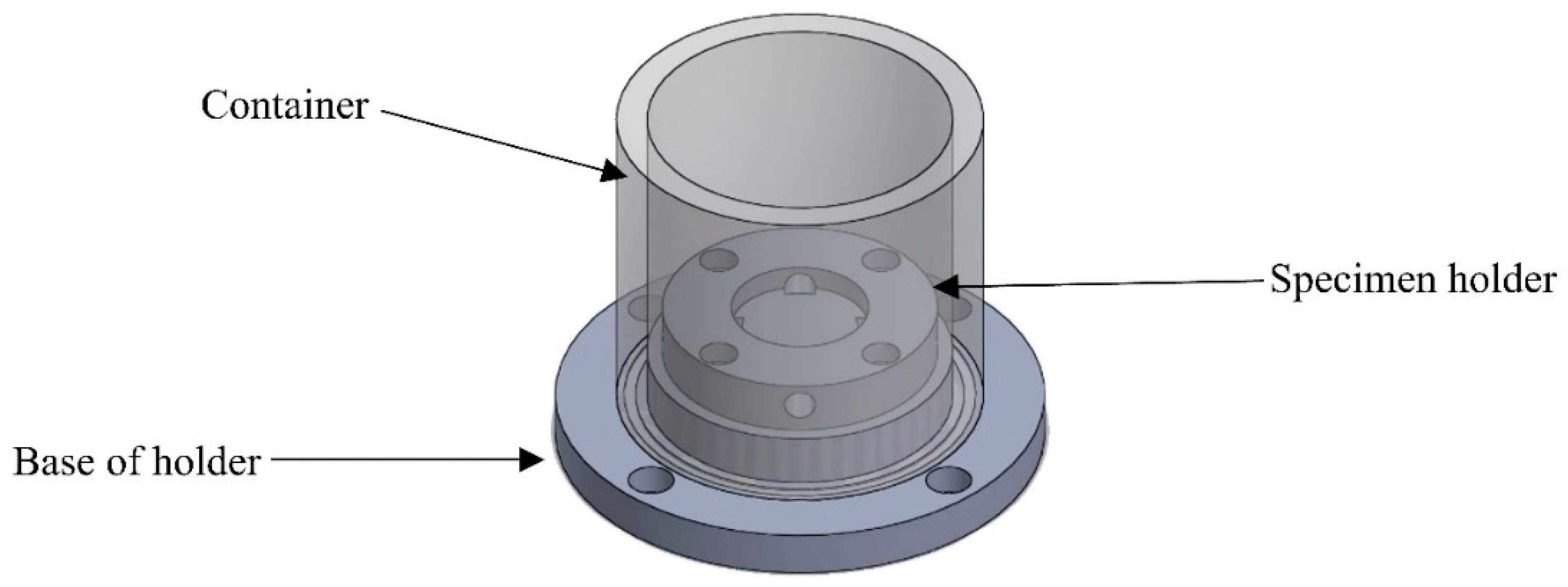
2.1.1. Specimen Holders
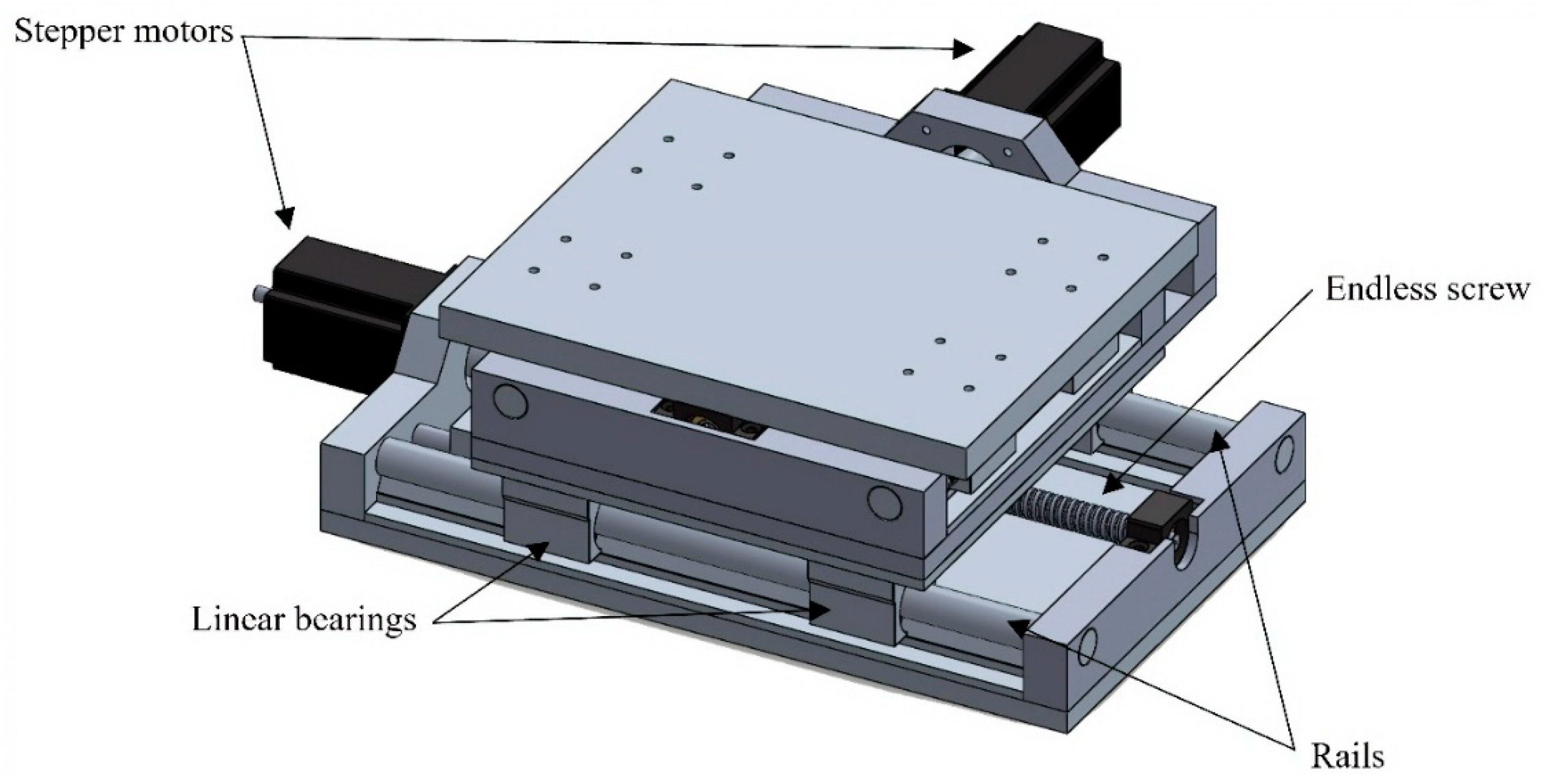
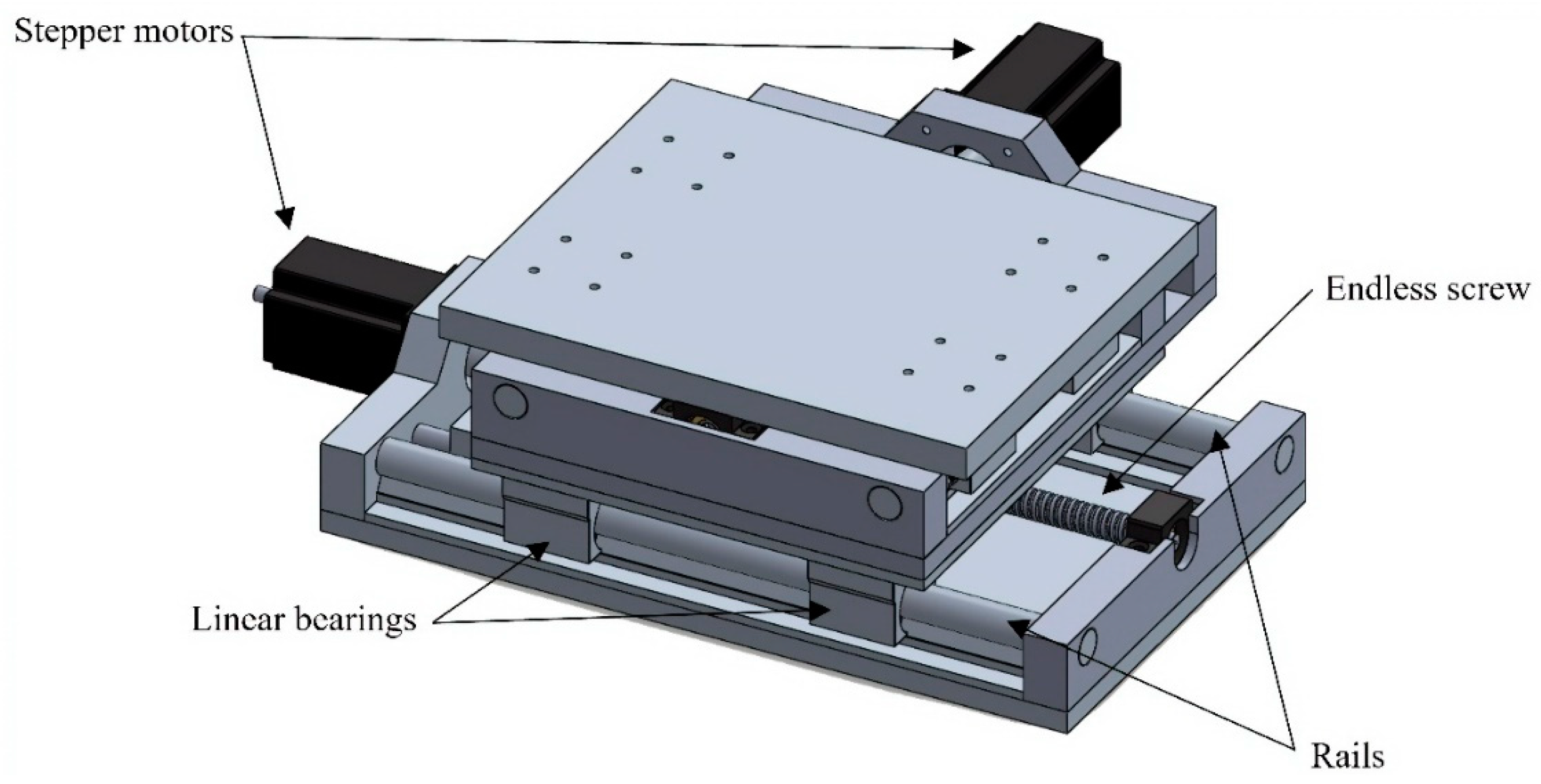
2.1.2. Motion System
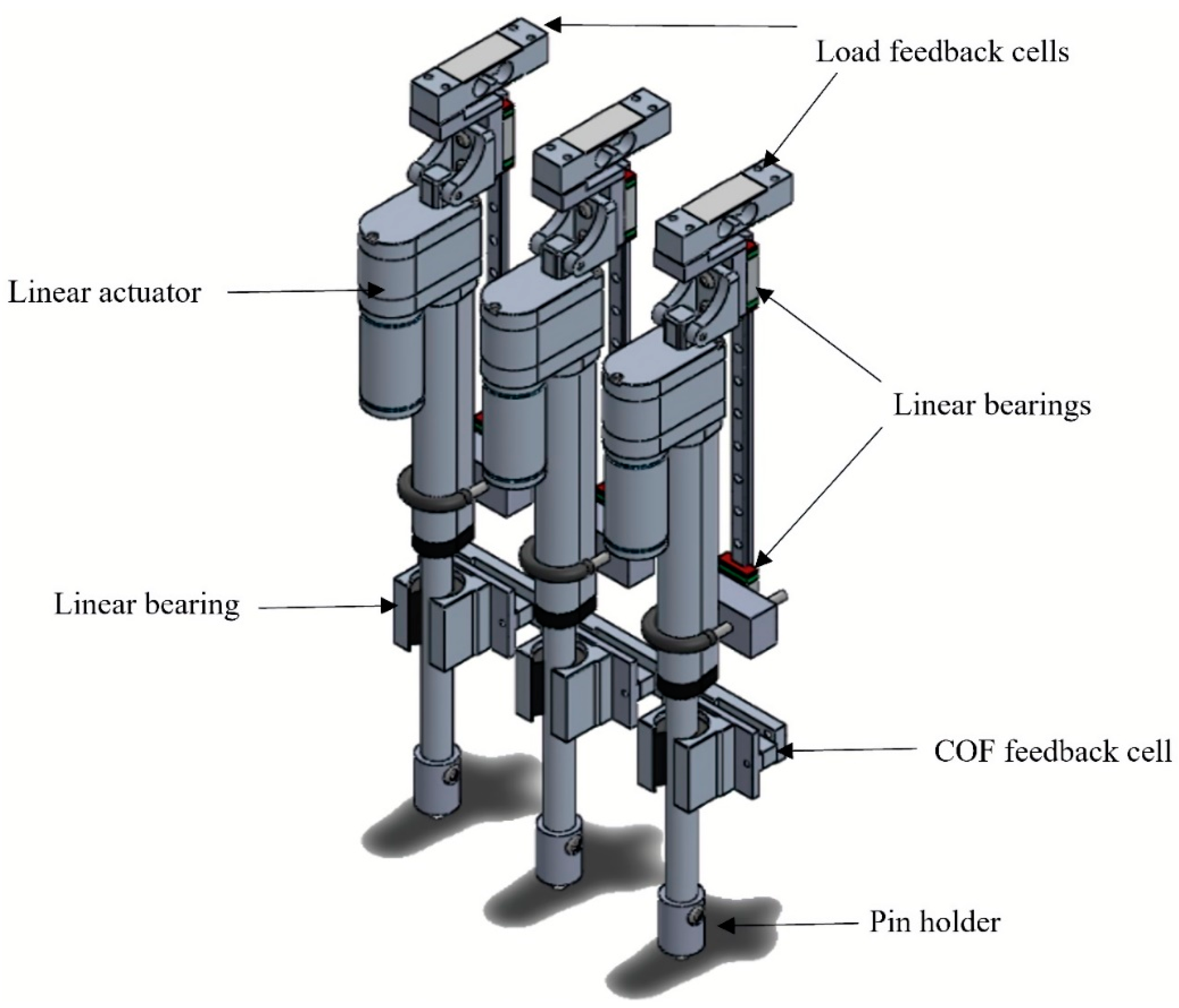
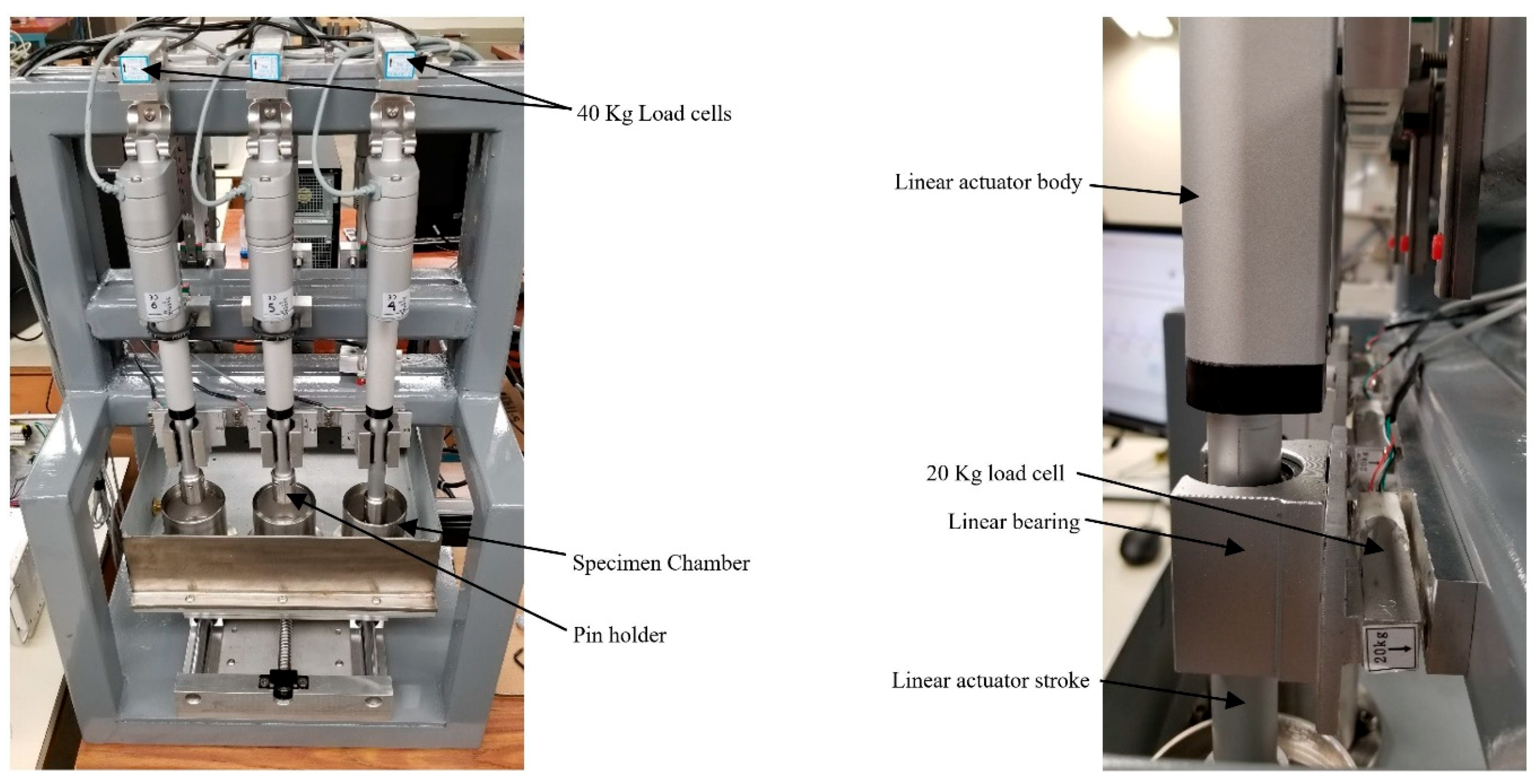
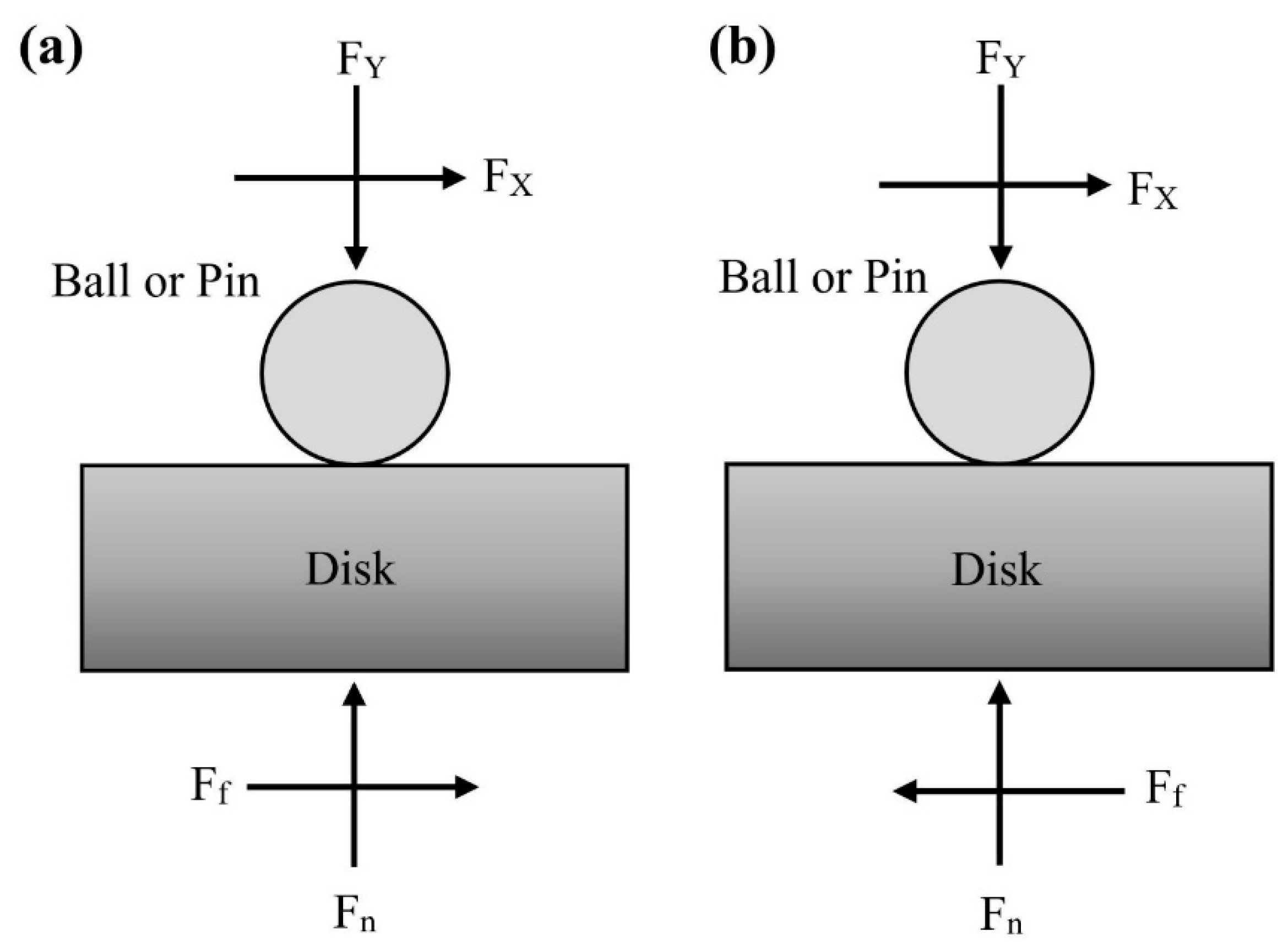
2.1.3. Load System
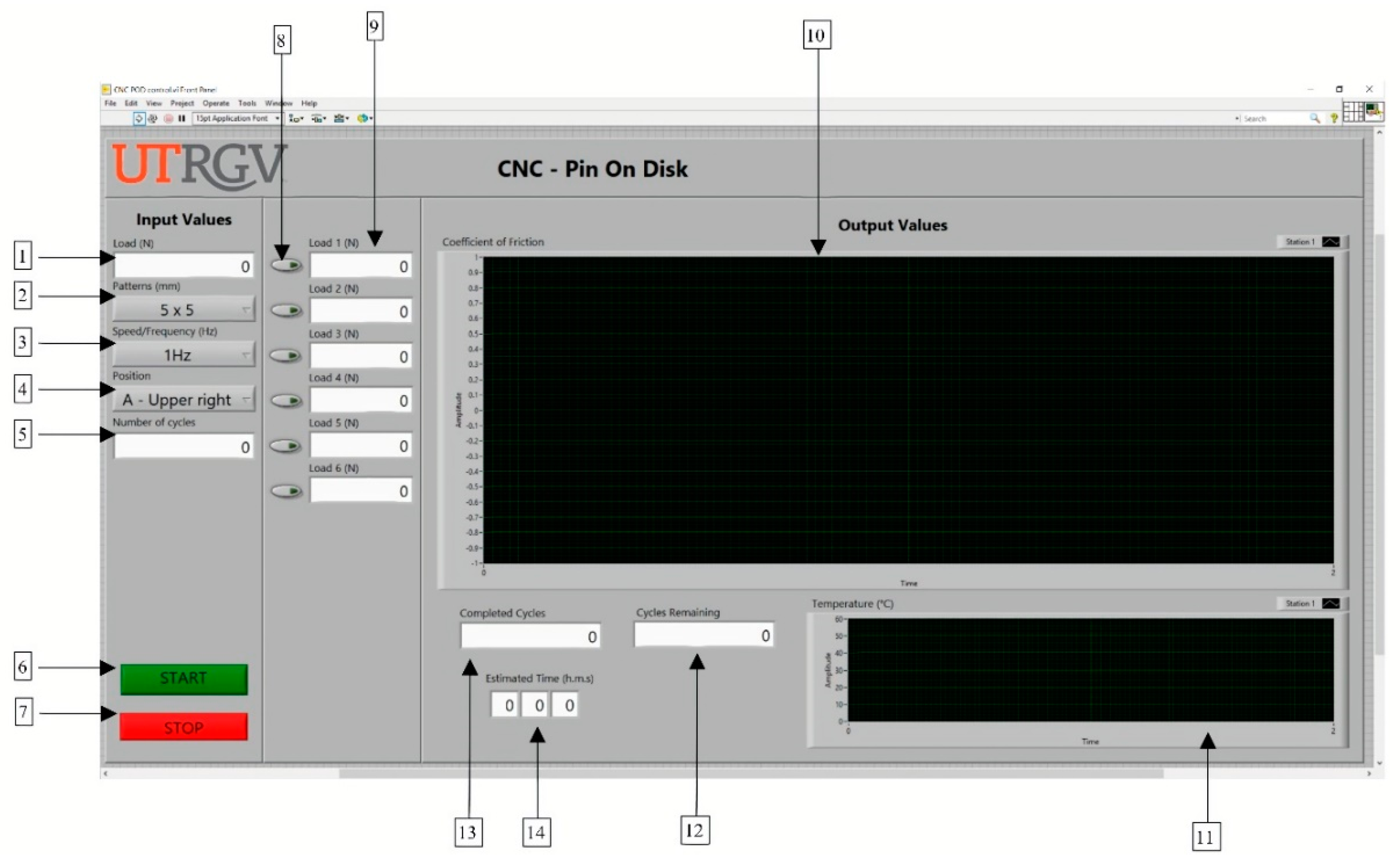
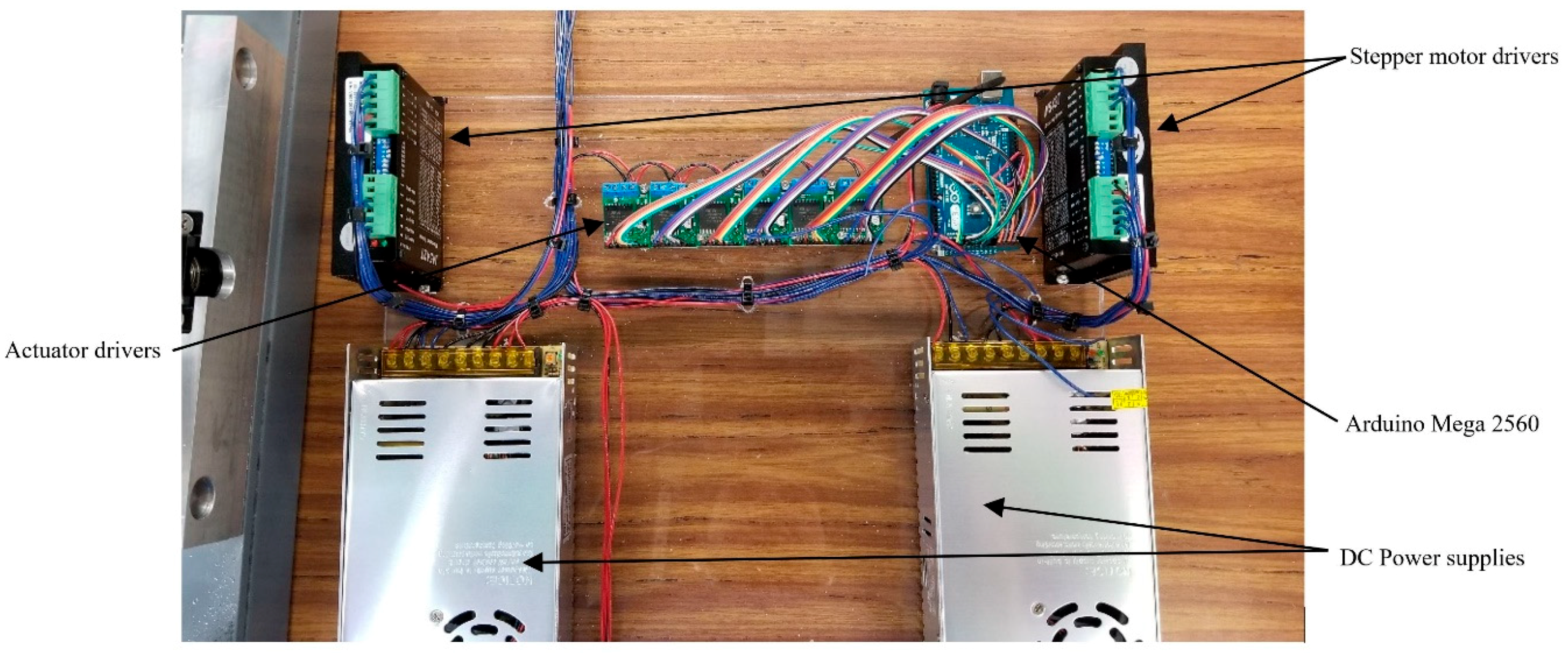
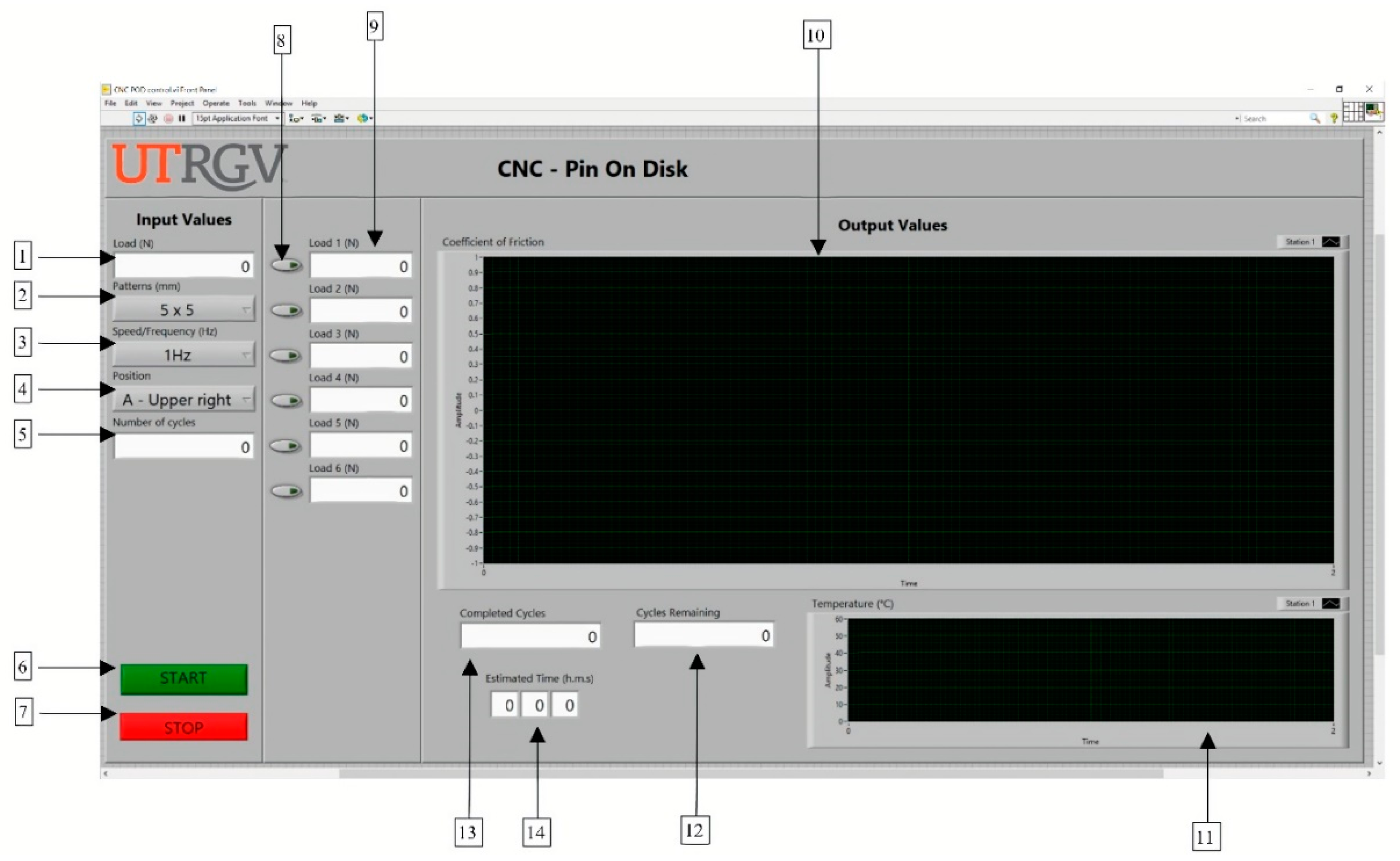
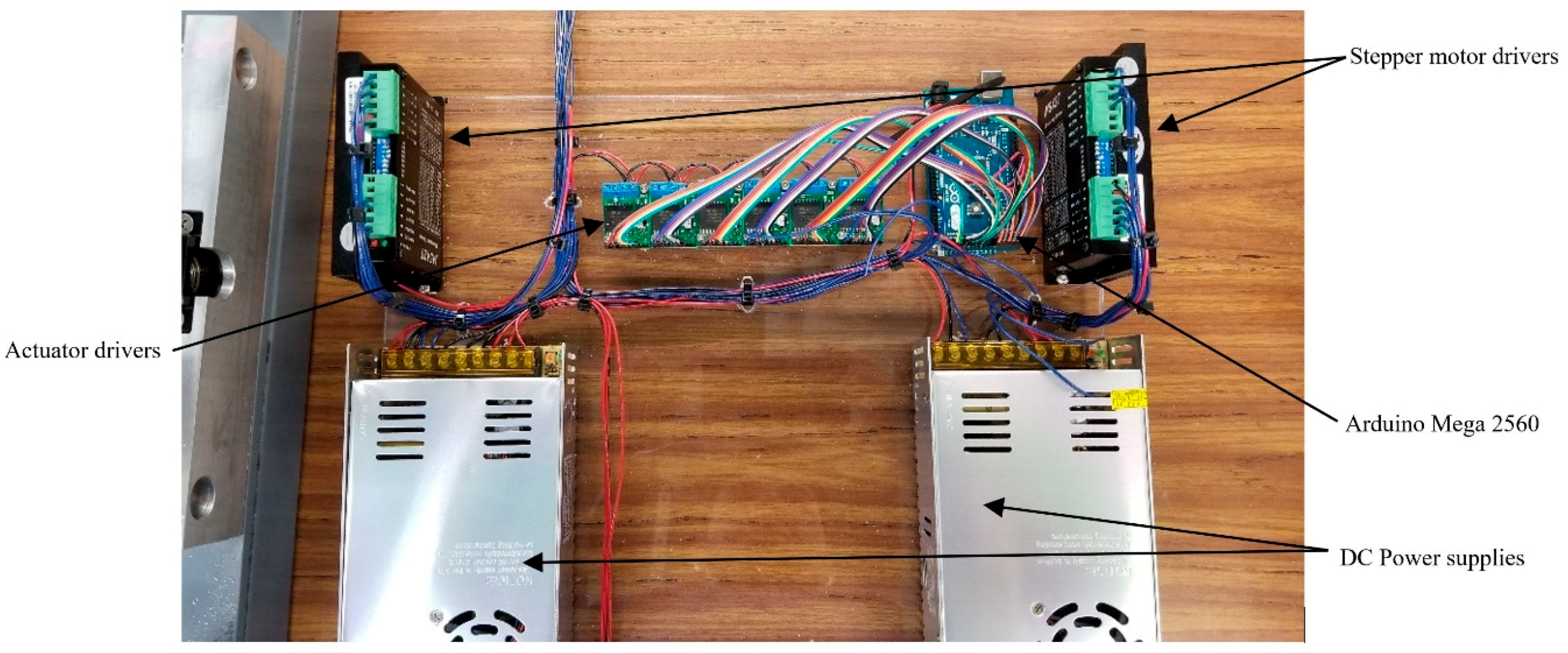
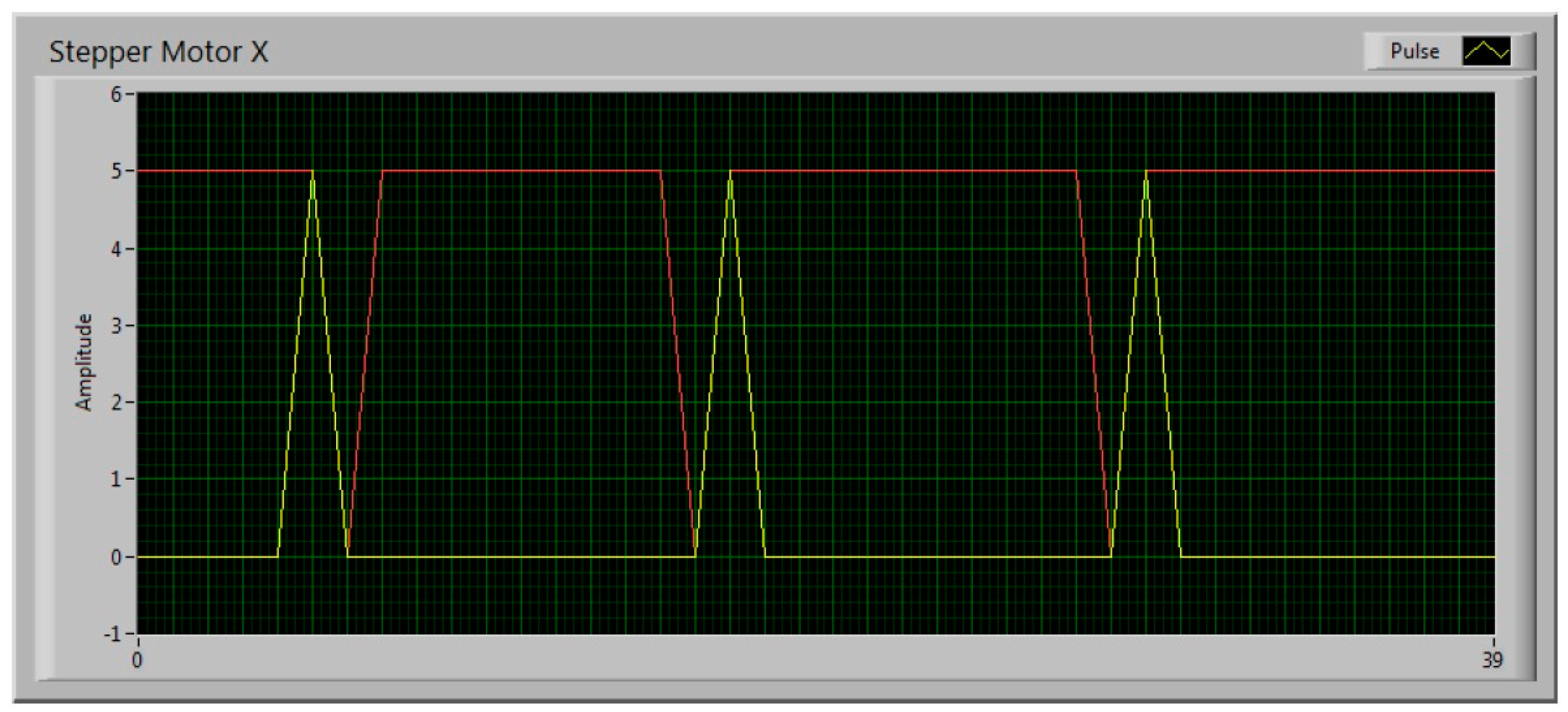
2.1.4. Control System
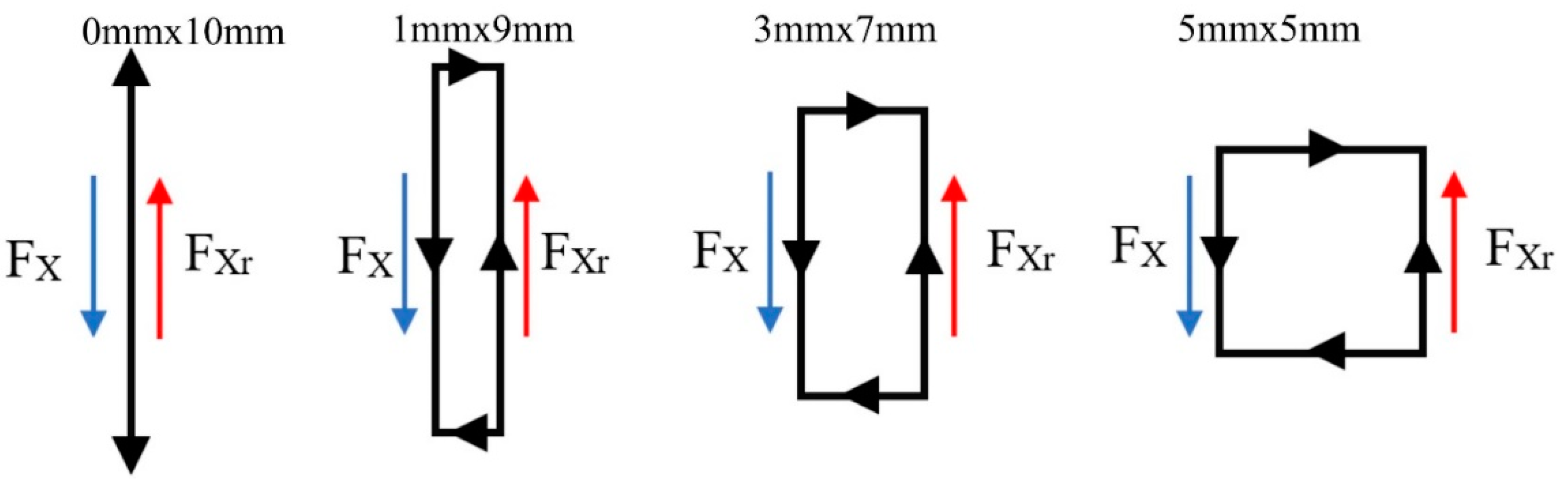
2.2. Tribological Tests
3. Results
3.1. Design
3.2. Tribological Results
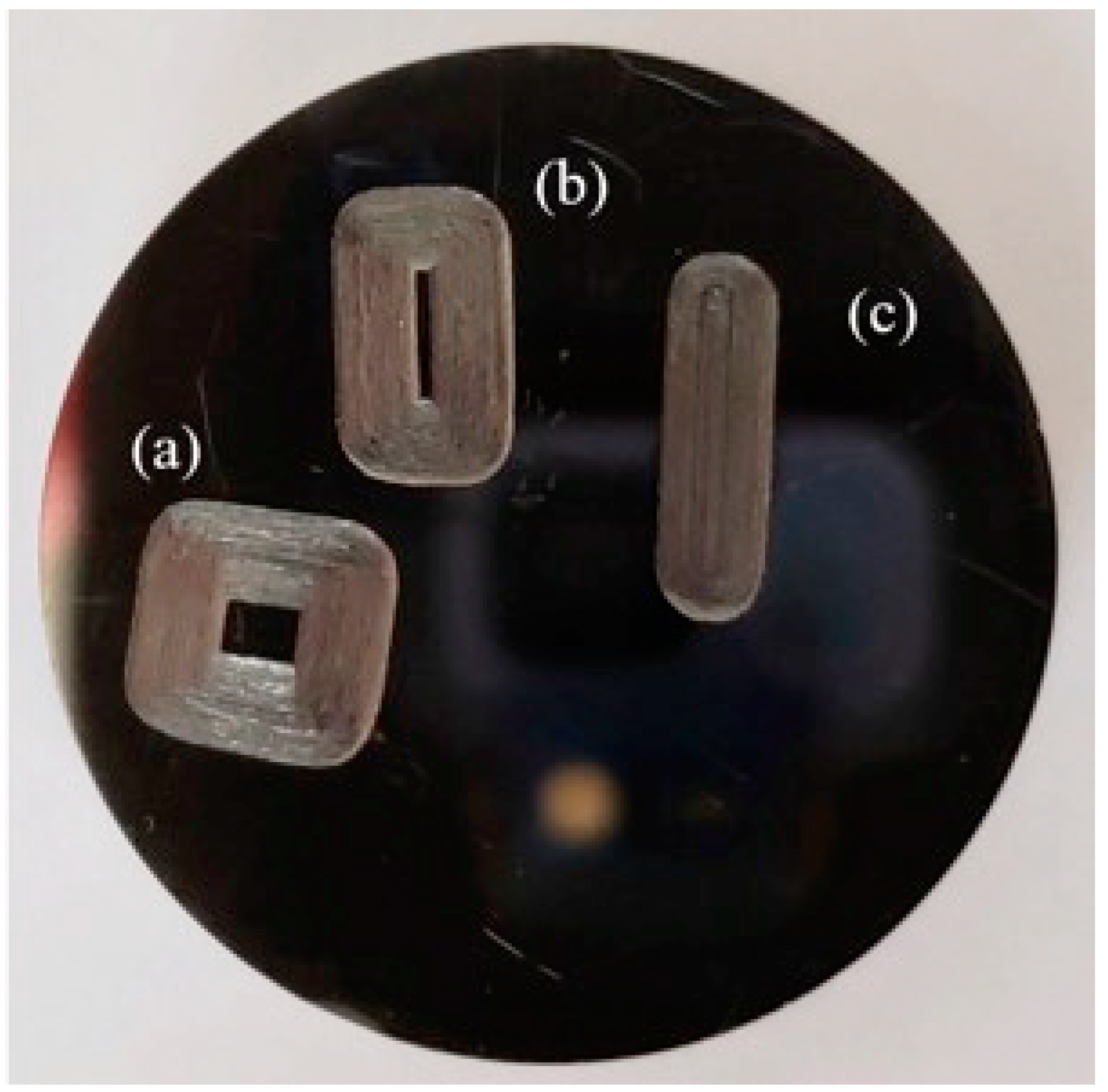
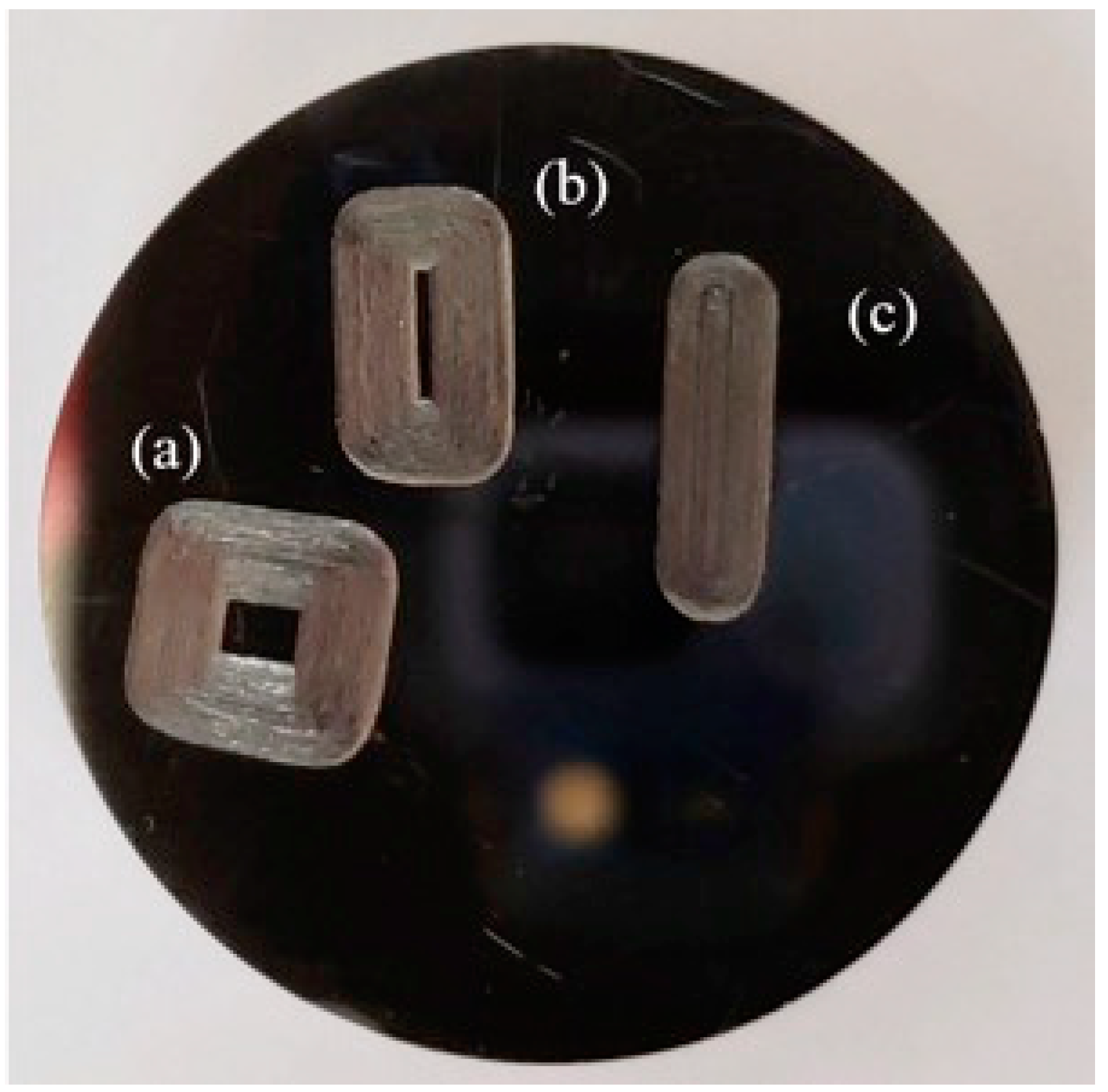
3.2.1. Gross Observation
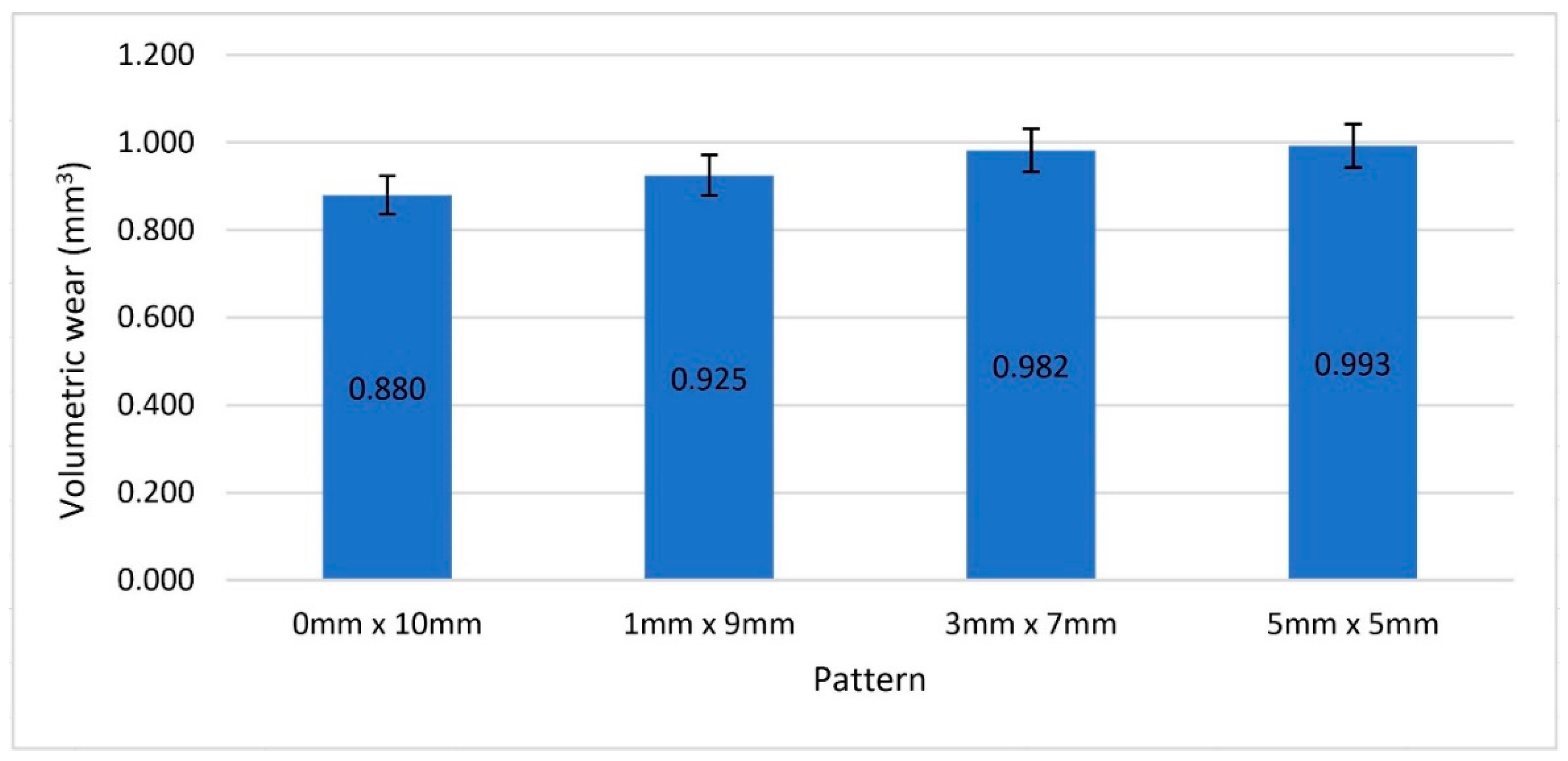
3.2.2. Volumetric Wear
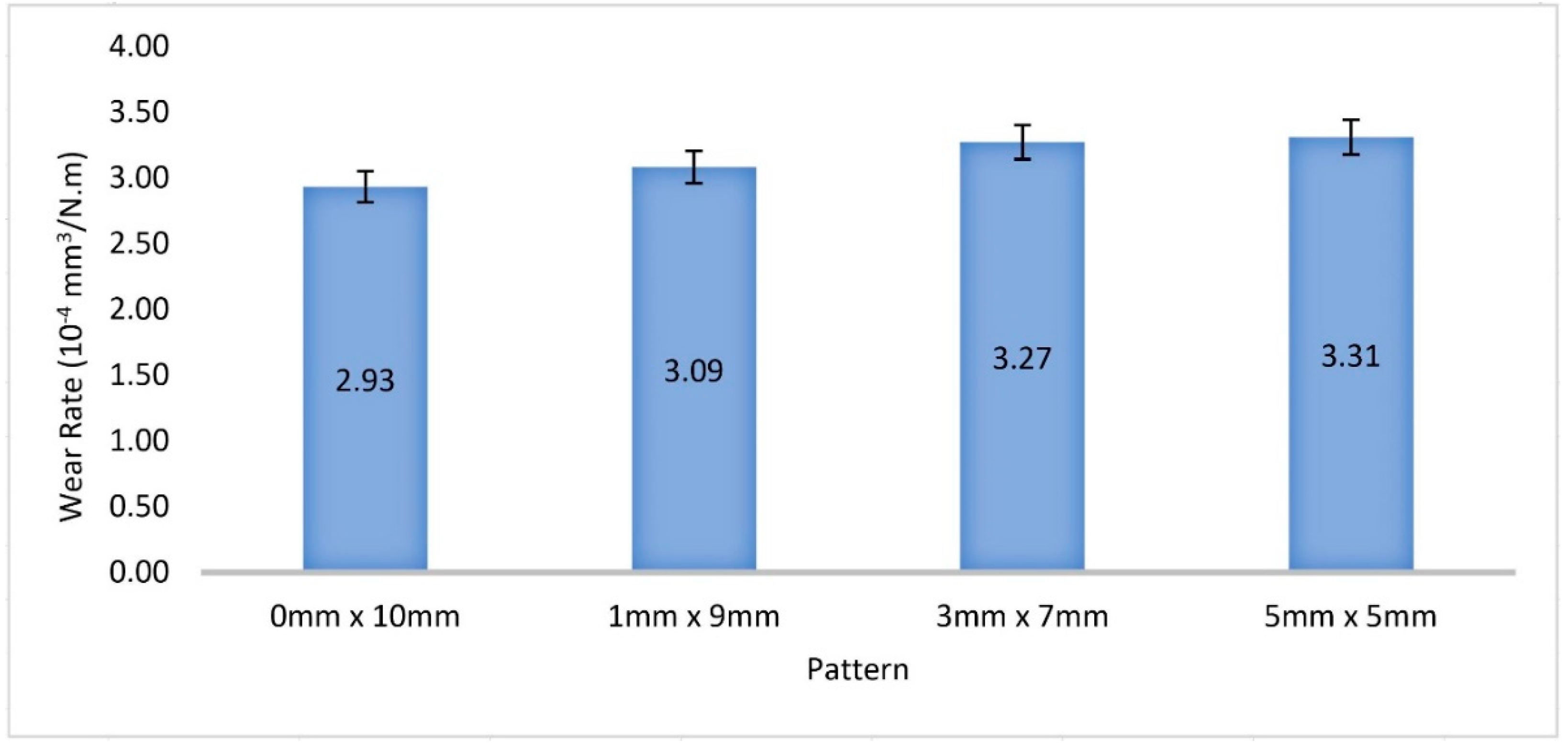
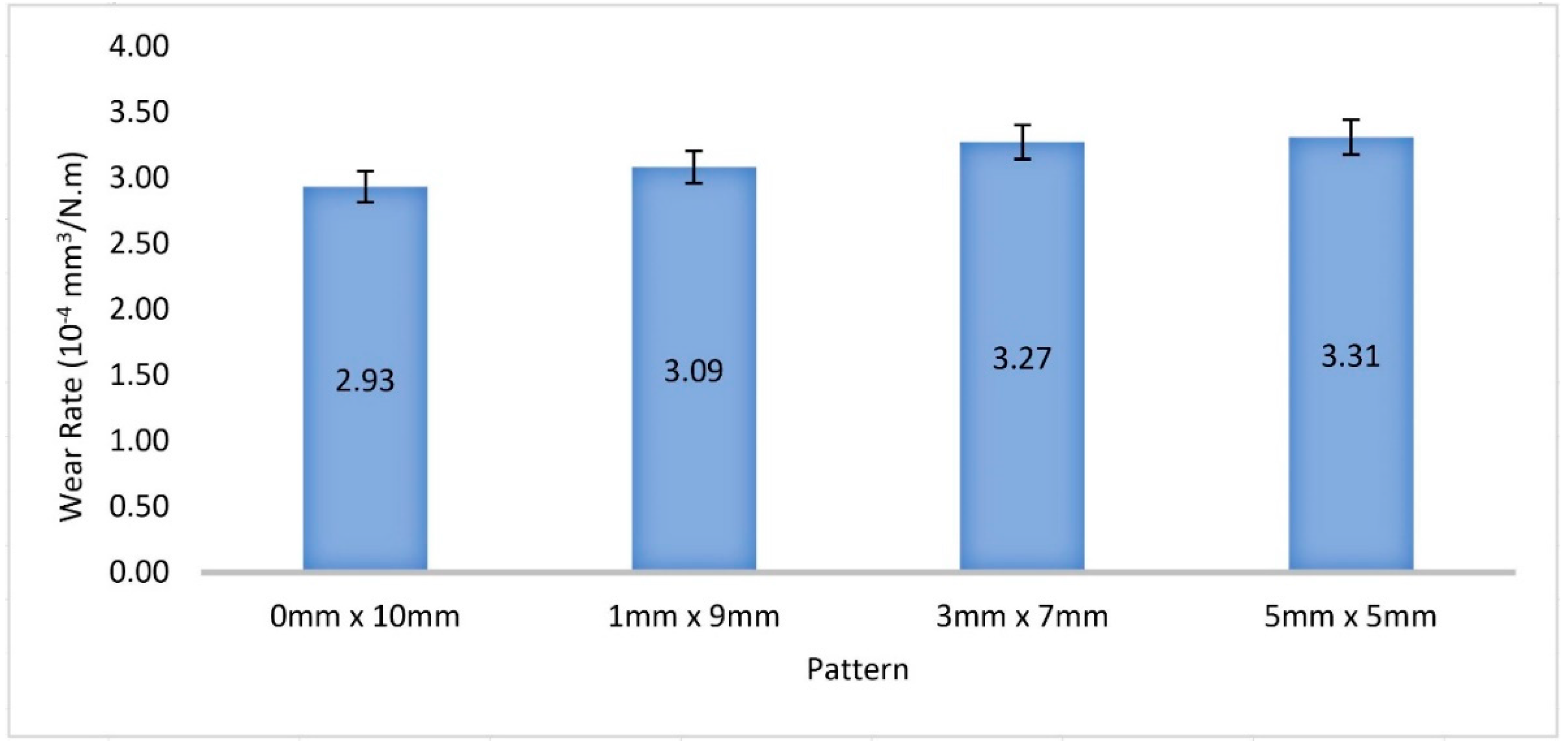
3.2.3. Wear Rate Calculation
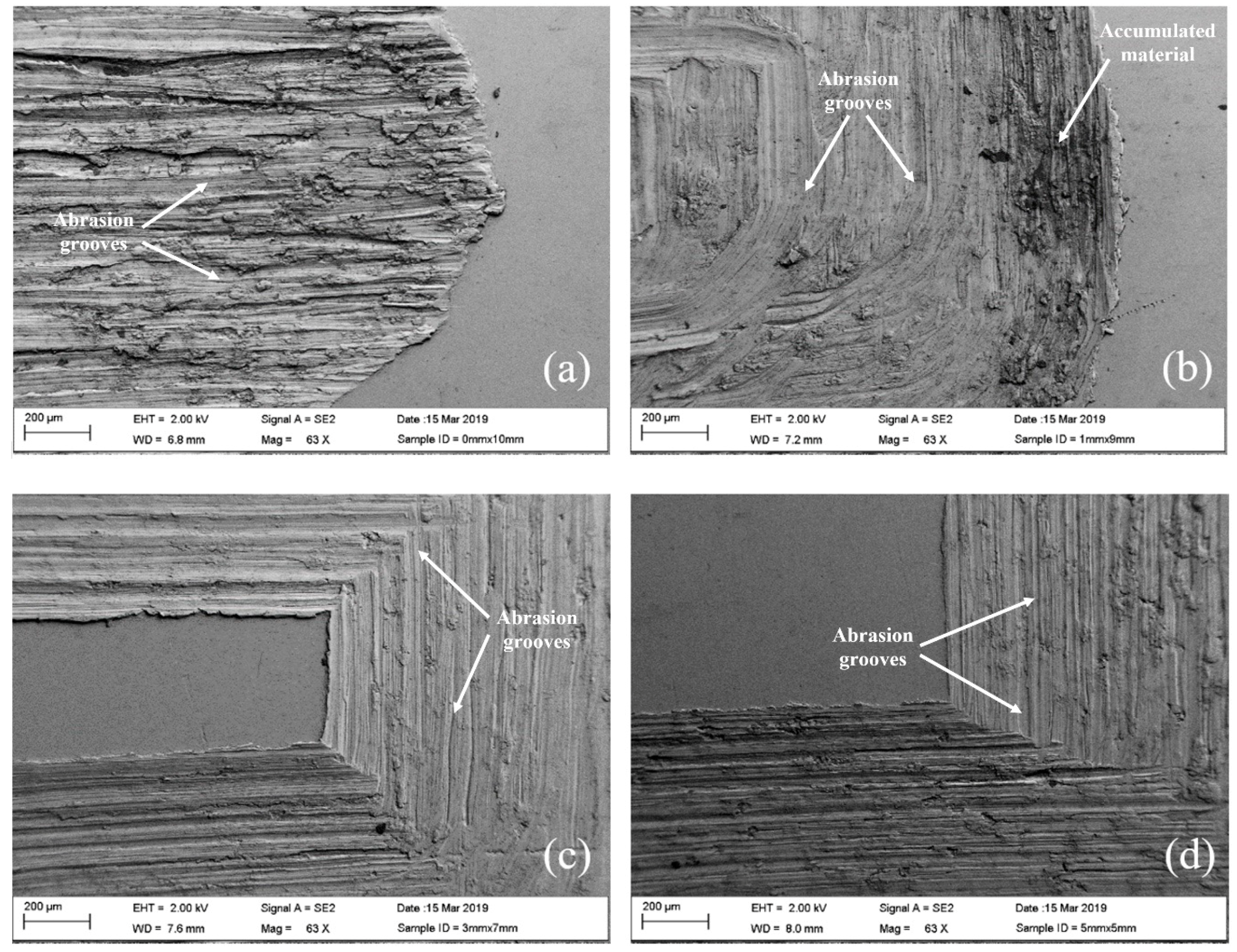
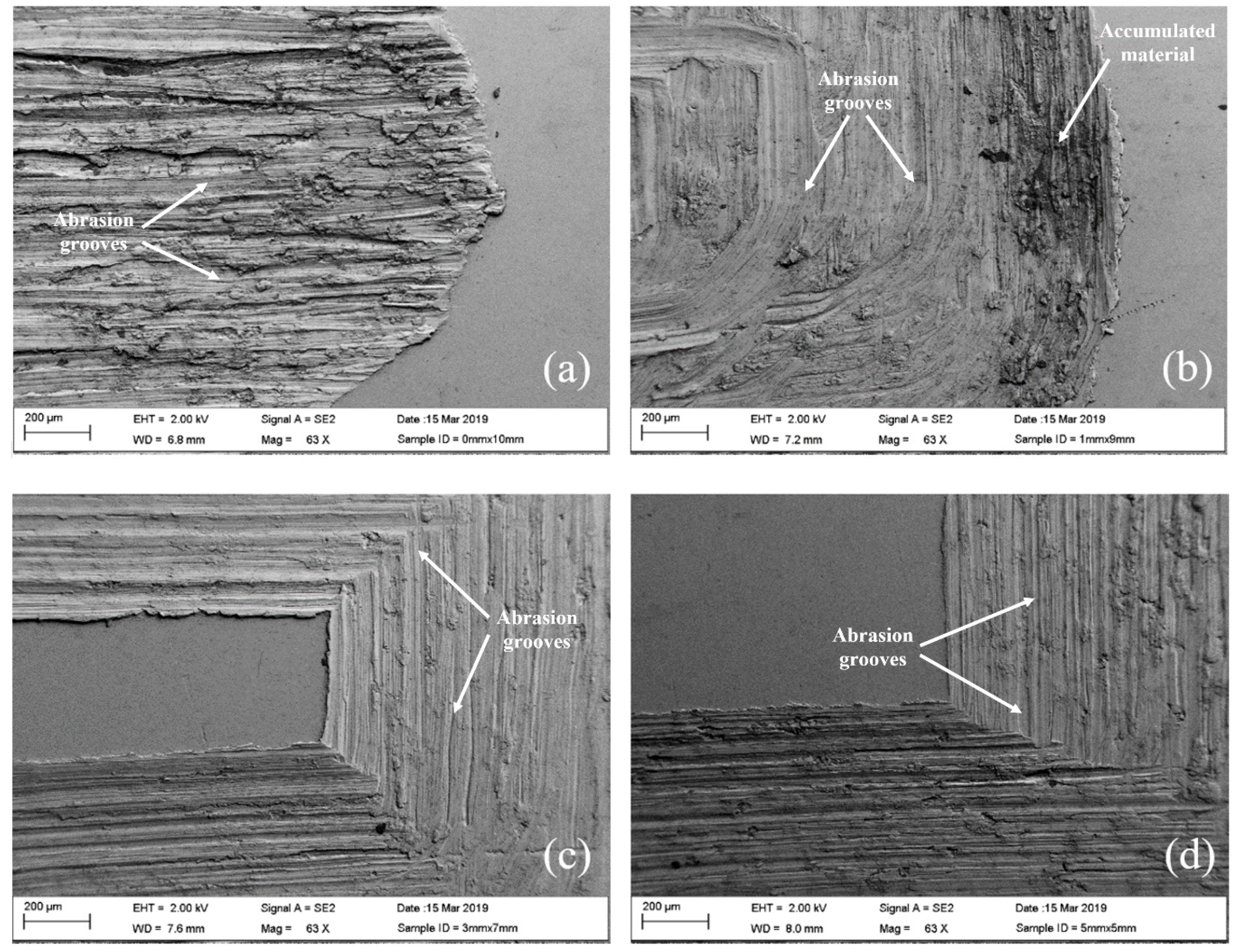
3.2.4. Scanning Electron Microscopy Analysis
3.2.5. Coefficient of Friction
4. Conclusions
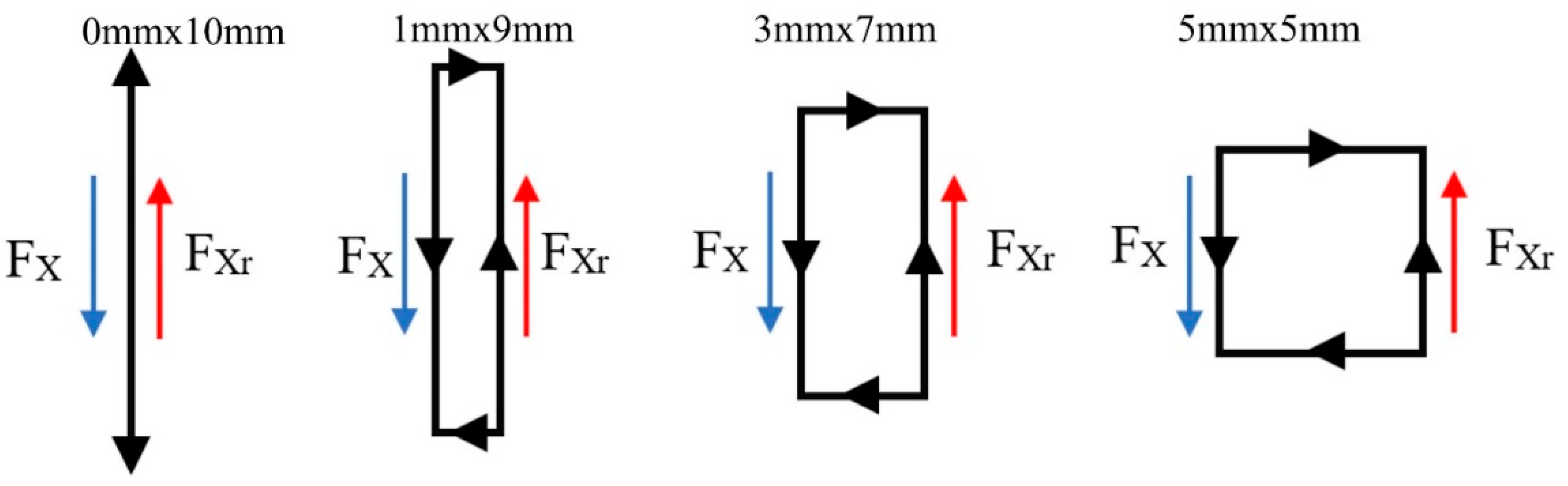
- The x-y stage included in the motion system allows the device to reproduce a wide range of two-dimensional patterns in the millimeter scale under a specific load.
- A maximum load of 500 Newtons (112 pounds) can be applied to each testing station through linear actuators, which can be programmed individually.
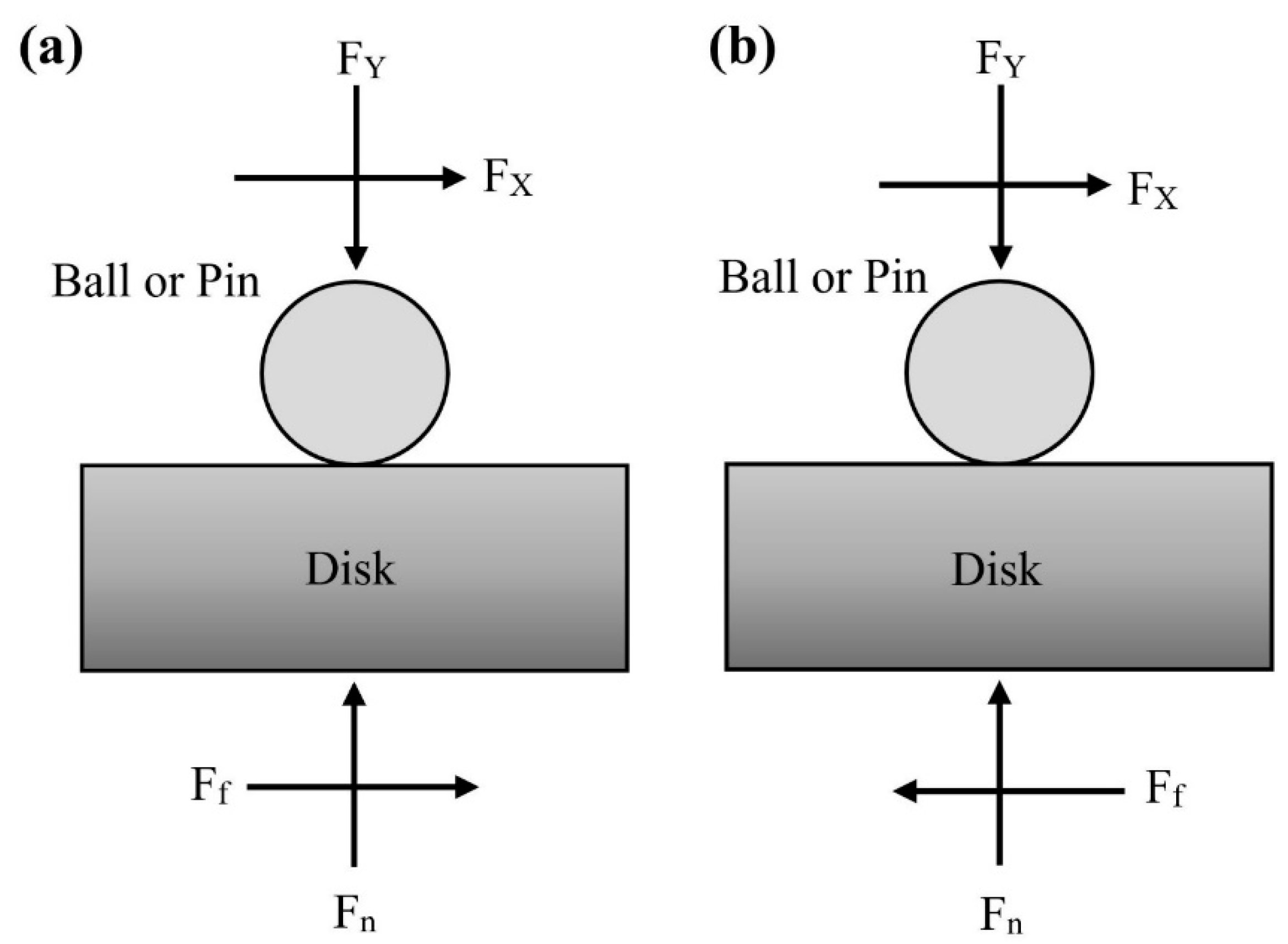
- The CNC-POD is capable of measuring friction force during testing, and the coefficient of friction can be calculated on each testing station.
- Motions and loads are fully programmable through LabView.
- Six testing stations were included in the design of the CNC-POD in order to perform up to six wear tests simultaneously.
- Multidirectional motion seems to have an impact on the wear rate of the biocompatible alloy Ti-6Al-4V ELI. However, more extensive experimentation is required to confirm these results in metals.
Author Contributions
Funding
Conflicts of Interest
References
- Bai, W.Q.; Li, L.L.; Xie, Y.J.; Liu, D.G.; Wang, X.L.; Jin, G.; Tu, J.P. Corrosion and Tribocorrosion Performance of M (MTa, Ti) Doped Amorphous Carbon Multilayers in Hank’s Solution. Surf. Coat. Technol. 2016, 305, 11–22. [Google Scholar] [CrossRef]
- Souza, J.C.M.; Henriques, M.; Teughels, W.; Ponthiaux, P.; Celis, J.-P.; Rocha, L.A. Wear and Corrosion Interactions on Titanium in Oral Environment: Literature Review. J. Bio Tribo Corros. 2015, 1, 13. [Google Scholar] [CrossRef] [Green Version]
- Balla, V.K.; Soderlind, J.; Bose, S.; Bandyopadhyay, A. Microstructure, Mechanical and Wear Properties of Laser Surface Melted Ti6Al4V Alloy. J. Mech. Behav. Biomed. Mater. 2014, 32, 335–344. [Google Scholar] [CrossRef] [PubMed]
- Yerokhin, A.L.; Nie, X.; Leyland, A.; Matthews, A. Characterisation of Oxide Films Produced by Plasma Electrolytic Oxidation of a Ti–6Al–4V Alloy. Surf. Coat. Technol. 2000, 130, 195–206. [Google Scholar] [CrossRef]
- Khorasanian, M.; Dehghan, A.; Shariat, M.H.; Bahrololoom, M.E.; Javadpour, S. Microstructure and Wear Resistance of Oxide Coatings on Ti–6Al–4V Produced by Plasma Electrolytic Oxidation in an Inexpensive Electrolyte. Surf. Coat. Technol. 2011, 206, 1495–1502. [Google Scholar] [CrossRef]
- Kang, S.; Tu, W.; Han, J.; Li, Z.; Cheng, Y. A Significant Improvement of the Wear Resistance of Ti6Al4V Alloy by a Combined Method of Magnetron Sputtering and Plasma Electrolytic Oxidation (PEO). Surf. Coat. Technol. 2019, 358, 879–890. [Google Scholar] [CrossRef]
- Tsunekawa, S.; Aoki, Y.; Habazaki, H. Two-Step Plasma Electrolytic Oxidation of Ti–15V–3Al–3Cr–3Sn for Wear-Resistant and Adhesive Coating. Surf. Coat. Technol. 2011, 205, 4732–4740. [Google Scholar] [CrossRef]
- Mu, M.; Liang, J.; Zhou, X.; Xiao, Q. One-Step Preparation of TiO2/MoS2 Composite Coating on Ti6Al4V Alloy by Plasma Electrolytic Oxidation and Its Tribological Properties. Surf. Coat. Technol. 2013, 214, 124–130. [Google Scholar] [CrossRef]
- Zhou, J.; Sun, Y.; Huang, S.; Sheng, J.; Li, J.; Agyenim-Boateng, E. Effect of Laser Peening on Friction and Wear Behavior of Medical Ti6Al4V Alloy. Opt. Laser Technol. 2019, 109, 263–269. [Google Scholar] [CrossRef]
- Simsek, I.; Ozyurek, D. Investigation of the Wear and Corrosion Behaviors of Ti5Al2.5Fe and Ti6Al4V Alloys Produced by Mechanical Alloying Method in Simulated Body Fluid Environment. Mater. Sci. Eng. C 2019, 94, 357–363. [Google Scholar] [CrossRef]
- Sáenz de Viteri, V.S.; Barandika, M.G.; de Gopegui, U.R.; Bayón, R.; Zubizarreta, C.; Fernández, X.; Igartua, A.; Agullo-Rueda, F. Characterization of Ti-C-N Coatings Deposited on Ti6Al4V for Biomedical Applications. J. Inorg. Biochem. 2012, 117, 359–366. [Google Scholar] [CrossRef] [PubMed]
- UHMWPE. Biomaterials Handbook: Ultra-High Molecular Weight Polyethylene in Total Joint Replacement and Medical Devices, 2nd ed.; Kurtz, S.M., Ed.; Elsevier Academic Press Inc: San Diego, CA, USA, 2009. [Google Scholar]
- Dumbleton, J.H.; Shen, C.; Miller, E.H. A Study of the Wear of Some Materials in Connection with Total Hip Replacement. Wear 1974, 29, 163–171. [Google Scholar] [CrossRef]
- Dumbleton, J.H. Wear and Its Measurement for Joint Prosthesis Materials. Wear 1978, 49, 297–326. [Google Scholar] [CrossRef]
- Wright, K.W.J.; Dobbs, H.S.; Scales, J.T. Wear Studies on Prosthetic Materials Using the Pin-on-Disc Machine. Biomaterials 1982, 3, 41–48. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Saikko, V.; Ahlroos, T. Type of Motion and Lubricant in Wear Simulation of Polyethylene Acetabular Cup. Proc. Inst. Mech. Eng. 1999, 213, 301–310. [Google Scholar] [CrossRef]
- Wang, A.; Polineni, V.K.; Essner, A.; Sokol, M.; Sun, D.C.; Stark, C.; Dumbleton, J.H. The Significance of Nonlinear Motion in the Wear Screening of Orthopaedic Implant Materials. J. Test. Eval. 1997, 25, 239–245. [Google Scholar] [CrossRef]
- Charnley, J. The Wear of Plastics Materials in the Hip-Joint. Plast. Rubber 1976, 1, 59–63. [Google Scholar]
- Walker, P.S.; Blunn, G.W.; Lilley, P.A. Wear Testing of Materials and Surfaces for Total Knee Replacement. J. Biomed. Mater. Res. 1996, 33, 159–175. [Google Scholar] [CrossRef]
- F04 Committee. Test Method for Wear Testing of Polymeric Materials Used in Total Joint Prostheses; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- G02 Committee. Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar] [CrossRef]
- G02 Committee. Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]
- Turell, M.; Wang, A.G.; Bellare, A. Quantification of the Effect of Cross-Path Motion on the Wear Rate of Ultra-High Molecular Weight Polyethylene. Wear 2003, 255, 1034–1039. [Google Scholar] [CrossRef]
- Turell, M.E.; Friedlaender, G.E.; Wang, A.; Thornhill, T.S.; Bellare, A. The Effect of Counterface Roughness on the Wear of UHMWPE for Rectangular Wear Paths. Wear 2005, 259, 984–991. [Google Scholar] [CrossRef]
- Baykal, D.; Siskey, R.S.; Haider, H.; Saikko, V.; Ahlroos, T.; Kurtz, S.M. Advances in Tribological Testing of Artificial Joint Biomaterials Using Multidirectional Pin-on-Disk Testers. J. Mech. Behav. Biomed. Mater. 2014, 31, 117–134. [Google Scholar] [CrossRef] [PubMed]
- Schmitz, T.L.; Action, J.E.; Burris, D.L.; Ziegert, J.C.; Sawyer, W.G. Wear-Rate Uncertainty Analysis. J. Tribol. 2004, 126, 802–808. [Google Scholar] [CrossRef]
- Burris, D.L.; Sawyer, W.G. Addressing Practical Challenges of Low Friction Coefficient Measurements. Tribol. Lett. 2009, 35, 17–23. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pattern | µ′f | σ (µ′f) | µ′r | σ (µ′r) | µ | σ (µ) |
|---|---|---|---|---|---|---|
| 0 mm × 10 mm | 0.2666 | 0.1470 | 0.3001 | 0.0350 | 0.2833 | 0.1075 |
| 1 mm × 9 mm | 0.2996 | 0.0345 | 0.2998 | 0.1246 | 0.2997 | 0.0975 |
| 3 mm × 7 mm | 0.2921 | 0.0350 | 0.2903 | 0.0326 | 0.2912 | 0.0351 |
| 5 mm × 5 mm | 0.3068 | 0.1102 | 0.2784 | 0.0383 | 0.2926 | 0.1088 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cortes, V.; Rodriguez Betancourth, C.A.; Ortega, J.A.; Huq, H. Multidirectional Pin-on-Disk Testing Device to Evaluate the Cross-shear Effect on the Wear of Biocompatible Materials. Instruments 2019, 3, 35. https://doi.org/10.3390/instruments3030035
Cortes V, Rodriguez Betancourth CA, Ortega JA, Huq H. Multidirectional Pin-on-Disk Testing Device to Evaluate the Cross-shear Effect on the Wear of Biocompatible Materials. Instruments. 2019; 3(3):35. https://doi.org/10.3390/instruments3030035
Chicago/Turabian StyleCortes, Vicente, Carlos A. Rodriguez Betancourth, Javier A. Ortega, and Hasina Huq. 2019. "Multidirectional Pin-on-Disk Testing Device to Evaluate the Cross-shear Effect on the Wear of Biocompatible Materials" Instruments 3, no. 3: 35. https://doi.org/10.3390/instruments3030035
APA StyleCortes, V., Rodriguez Betancourth, C. A., Ortega, J. A., & Huq, H. (2019). Multidirectional Pin-on-Disk Testing Device to Evaluate the Cross-shear Effect on the Wear of Biocompatible Materials. Instruments, 3(3), 35. https://doi.org/10.3390/instruments3030035