
Design and Performance Verification of Bionic Octopus Sucker Sealing Structure for Solenoid Valves


 ,
,  and
and 
Abstract
1. Instruction
2. Morphological Feature Extraction and Bionic Design
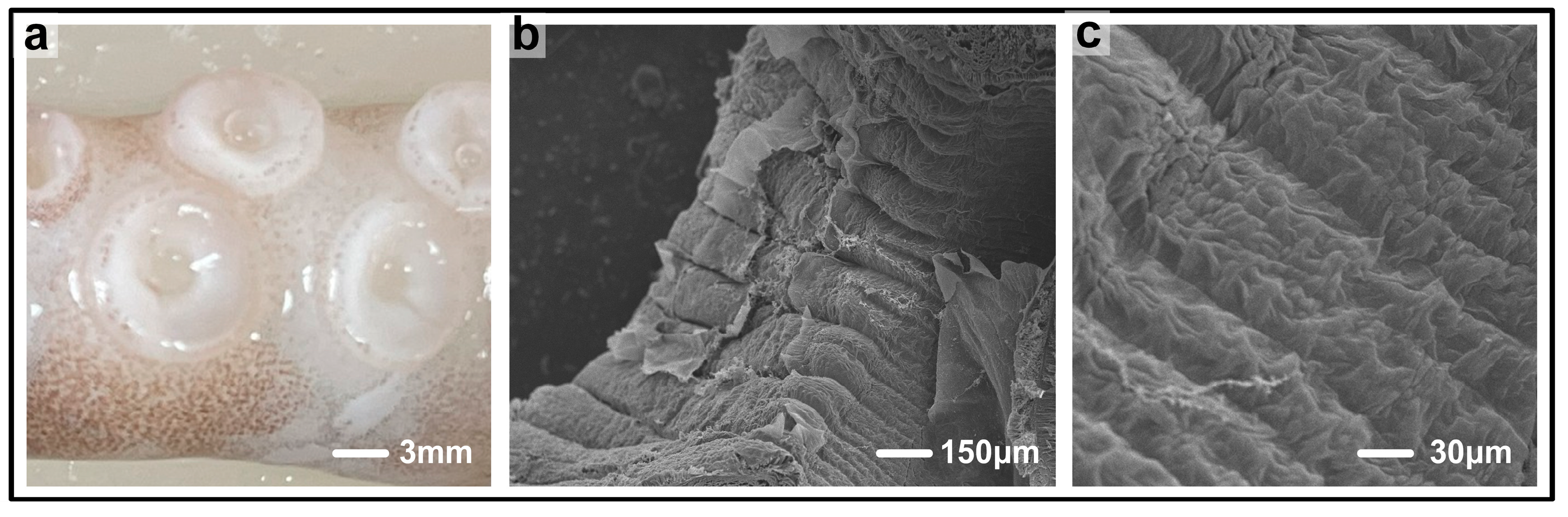
2.1. Analysis of Octopus Sucker Morphology
2.2. Parameterized Design of Bionic Structures
2.3. Bionic Model Construction
3. Results and Analysis of Finite Element Simulation and Experiments
3.1. Abaqus Model Construction
- (1)
- The introduction of a zero-thickness adhesive layer was intended to simulate the “ideal contact” characteristics of the sealing interface, avoiding errors caused by artificially setting thickness during geometric modeling. This approach aligned with the actual interface contact state during the assembly of the sealing ring.
- (2)
- The maximum nominal stress criterion was chosen because interface failure in pull-out tests was observed to initiate in regions of normal stress concentration. This criterion uses normal stress as the damage initiation index, which is highly consistent with experimental observations.
- (3)
- The linear softening characteristics of the triangular traction–separation criterion (as shown in Figure 4b) can succinctly describe the progressive process from elastic deformation to complete failure of the interface. Compared to exponential or trapezoidal criteria, the triangular model allows parameters to be directly fitted using the stress–strain curve from tensile tests, requiring fewer computational iterations and achieving better convergence efficiency.
3.2. Experimental Setup and Procedures
3.2.1. Testing Platform
3.2.2. Test Process
3.3. Simulation Results and Experimental Analysis
3.3.1. Simulation Results
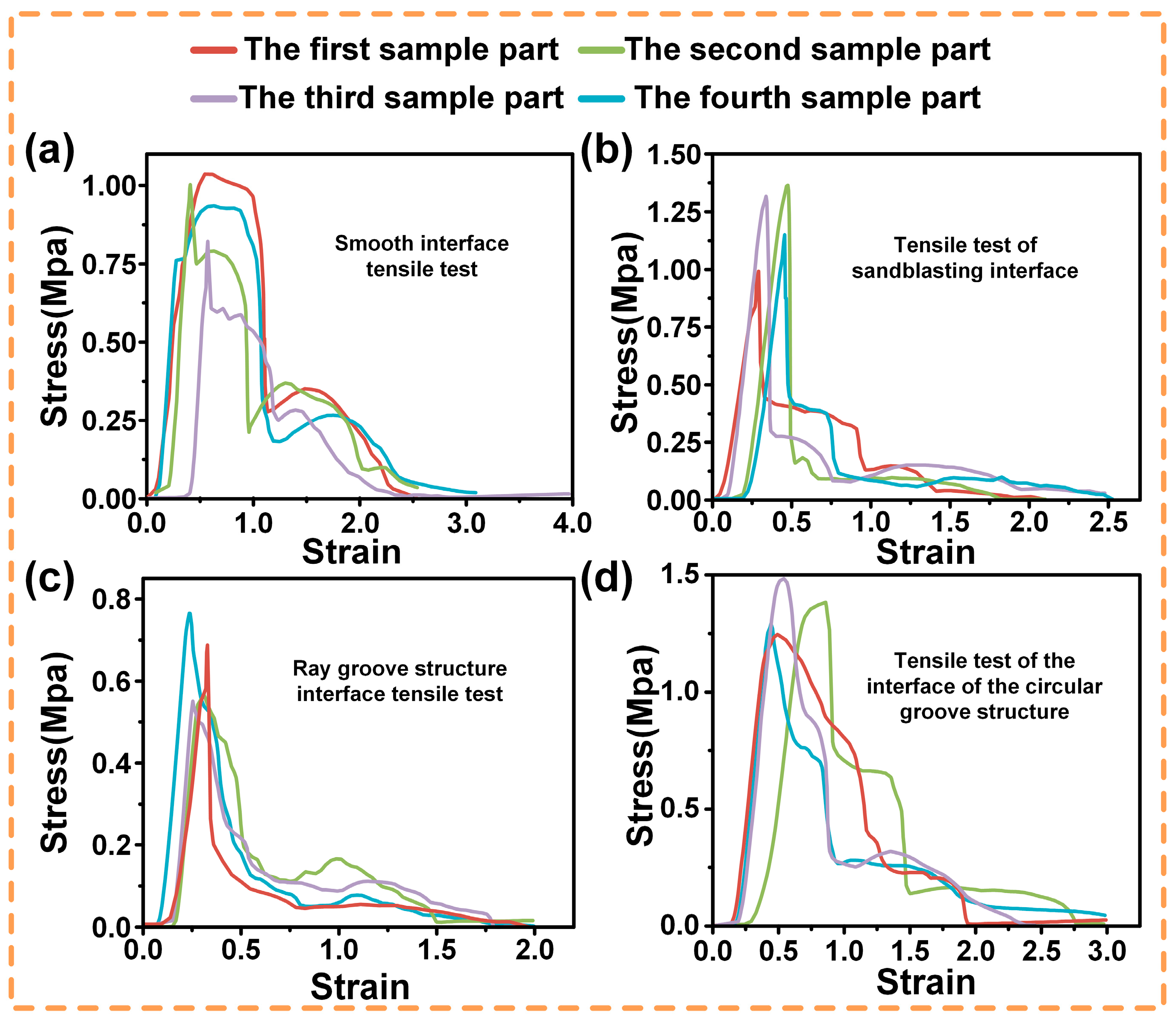
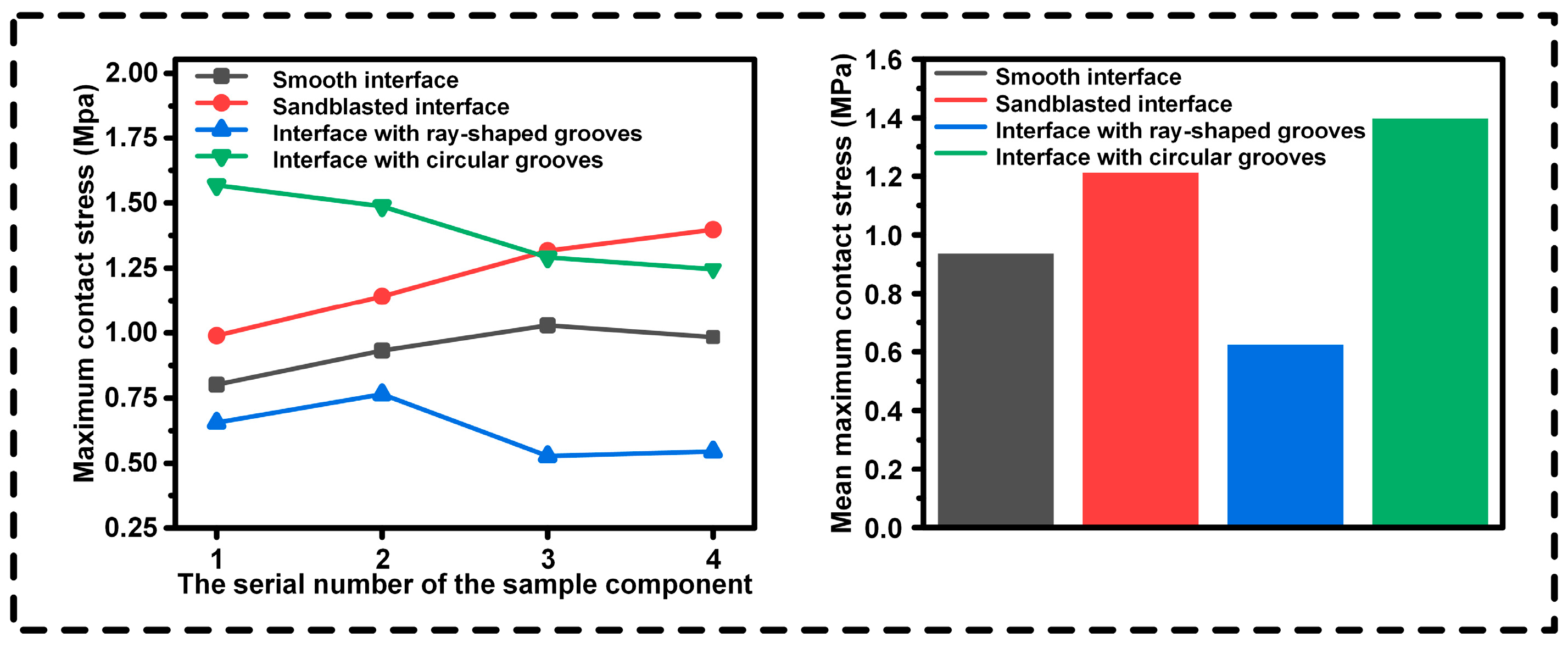
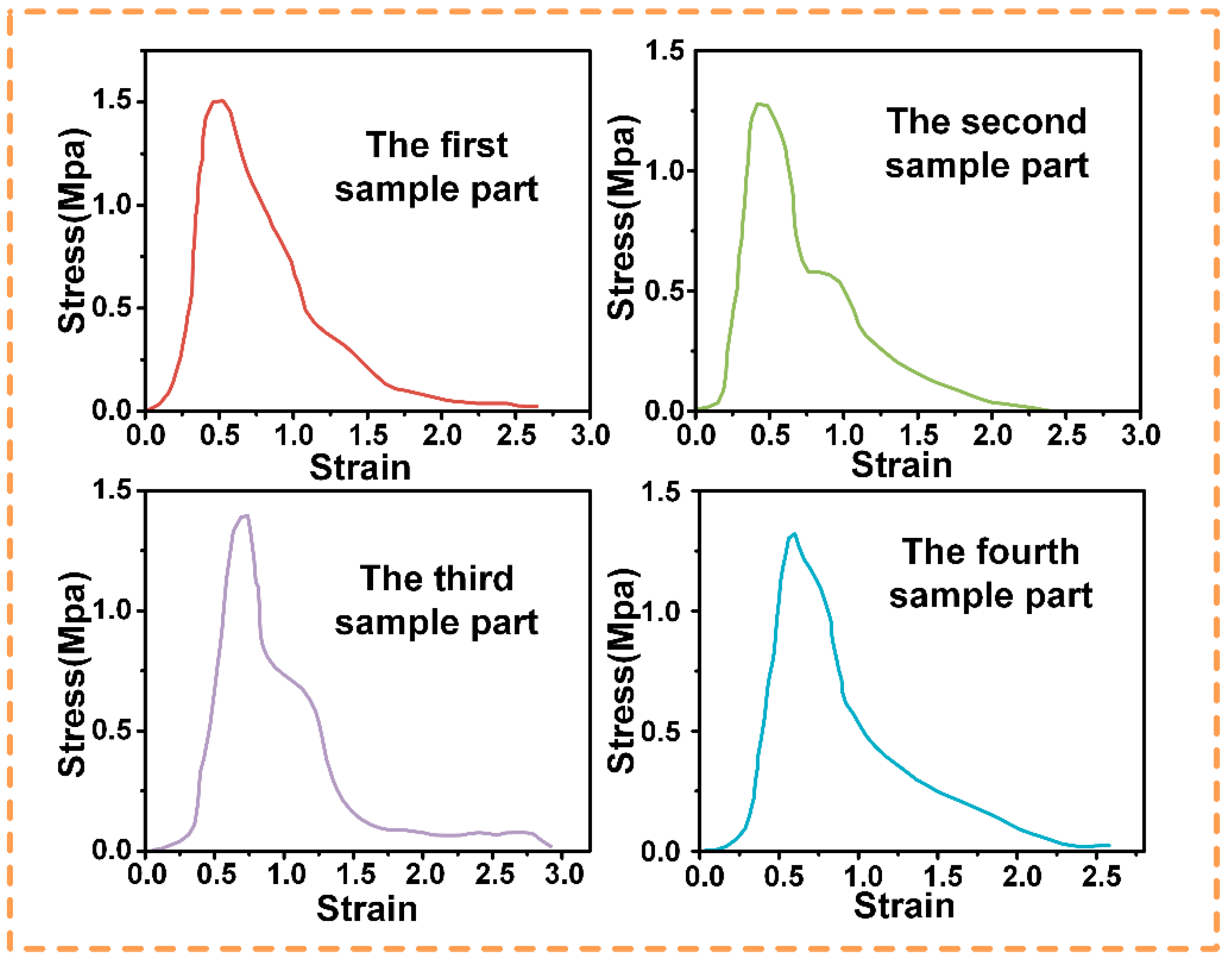
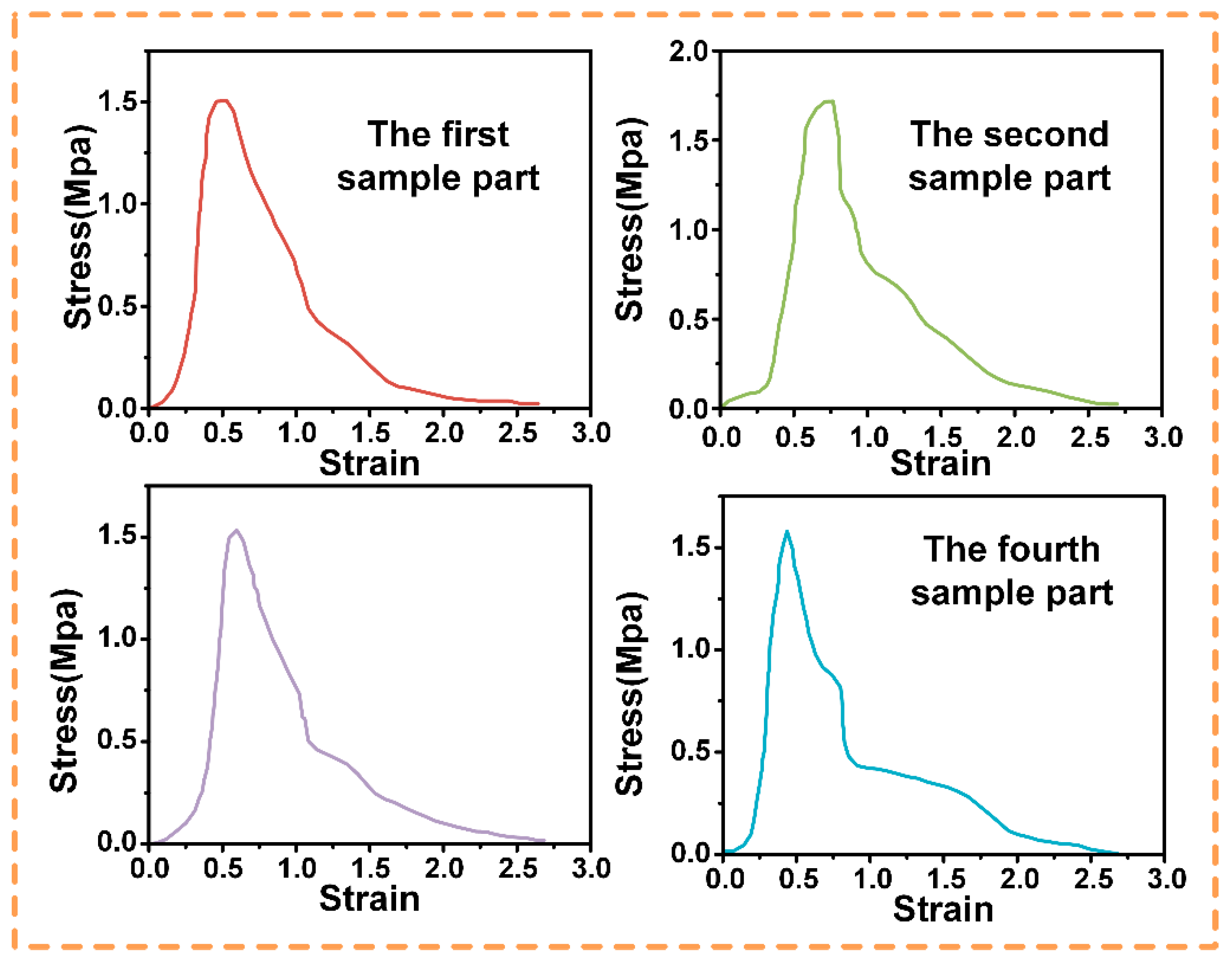
3.3.2. Experimental Results
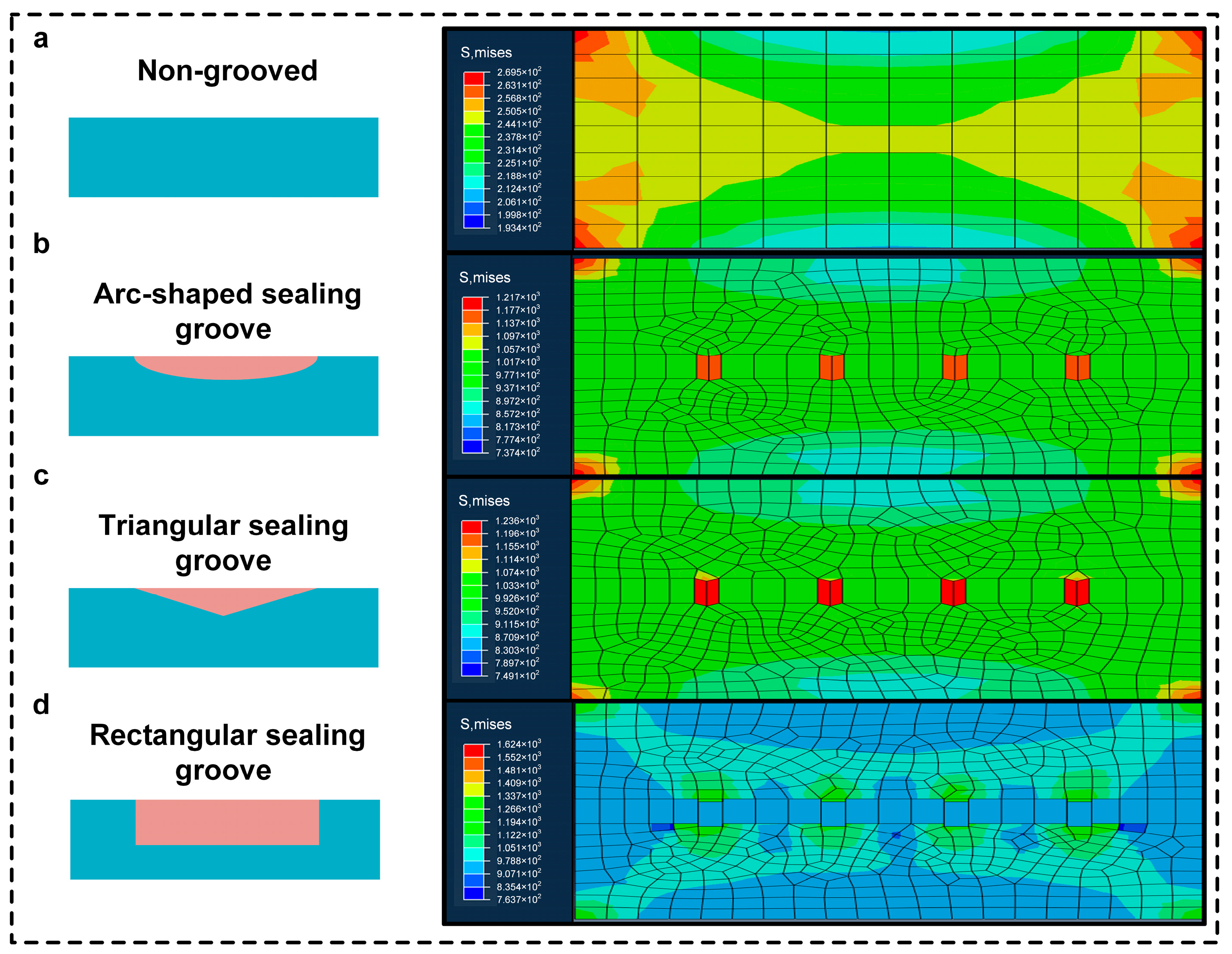
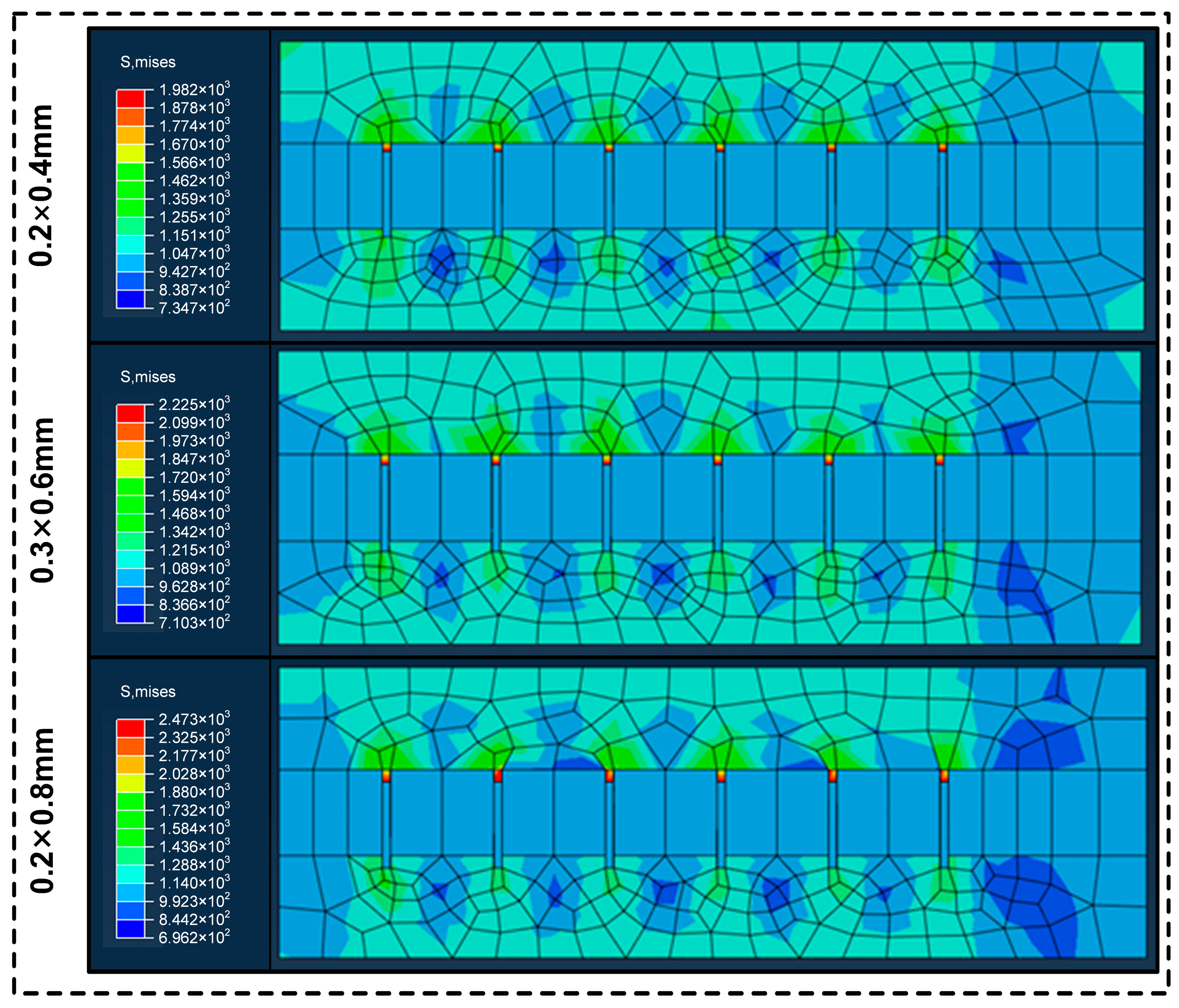
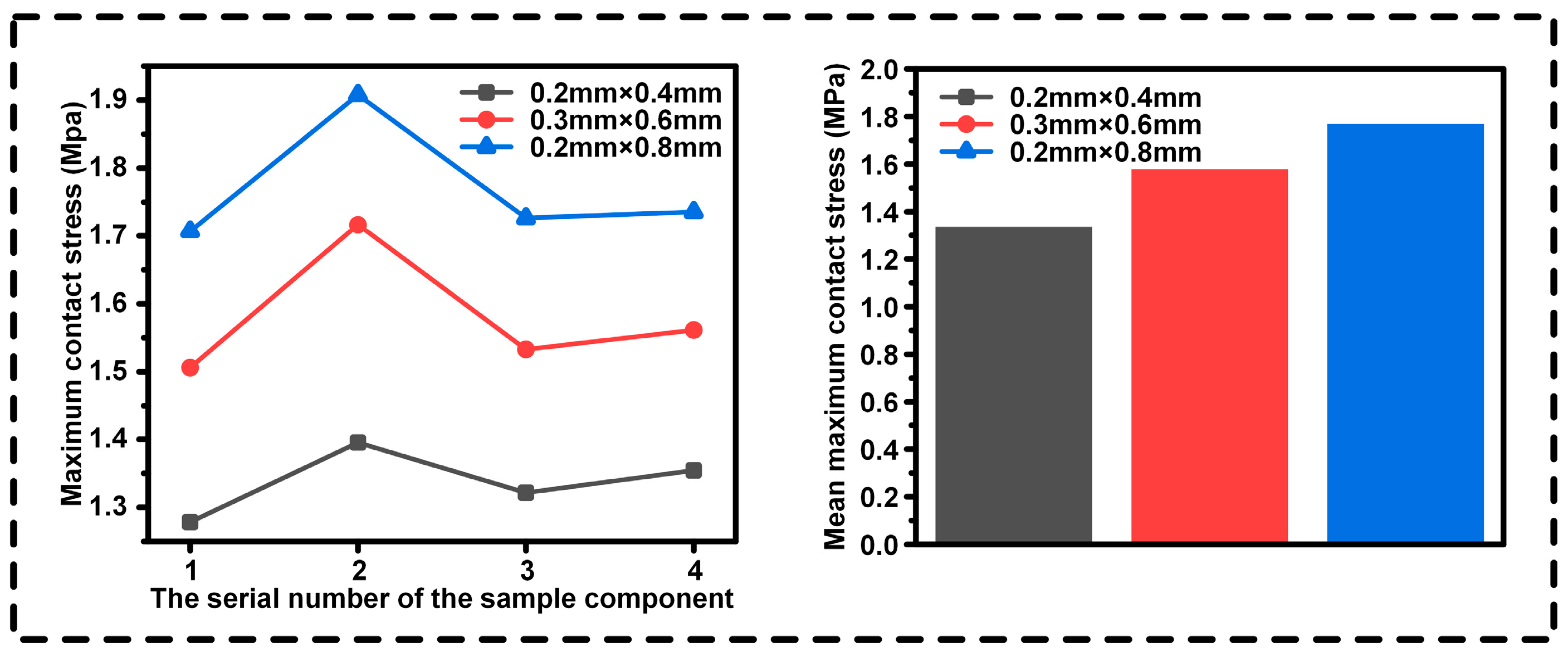
3.4. Further Optimization: Investigating Different Cross-Sectional Shapes, Groove Depths, Groove Widths, and Quantities
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yan, C.; Long, K.; Huang, C.; Gan, G.; Dang, M.; Ai, C.; Zhou, S. Evaluation of High Temperature Performance of Asphalt Mastic Sealing Layer for Hydraulic Engineering. Constr. Build. Mater. 2025, 489, 142183. [Google Scholar] [CrossRef]
- Hou, Z.; Meng, X.; Zhao, W.; Wang, M.; Peng, X. Inertia and Phase Change Effects on Hydrodynamic-Hydrostatic Mechanical Seals under Cryogenic Conditions. Tribol. Int. 2025, 211, 110883. [Google Scholar] [CrossRef]
- Le Floch, P.; Meixuanzi, S.; Tang, J.; Liu, J.; Suo, Z. Stretchable Seal. ACS Appl. Mater. Interfaces 2018, 10, 27333–27343. [Google Scholar] [CrossRef] [PubMed]
- Liao, C.; Chen, H.; Lu, H.; Dong, R.; Sun, H.; Chang, X. A Leakage Model for a Seal-on-Seal Structure Based on Porous Media Method. Int. J. Press. Vessel. Pip. 2020, 188, 104227. [Google Scholar] [CrossRef]
- Yu, Y.; Cui, Y.; Zhang, H.; Wang, D.; Zhong, J. Evaluation Analysis on Leakage Performance for Beam Seal with Two Sealing Areas. IEEE Access 2022, 10, 29916–29924. [Google Scholar] [CrossRef]
- Li, J.; Ning, B.; Qiu, D.; Ou, F.; Geng, L.; Xu, P.; Kou, B. Sealing Characteristics Analysis of New Subsea Wellhead Sealing Device. Processes 2024, 12, 2124. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, X.; Huang, Y.; Zhang, X. An Experimental Study of the Leakage Mechanism in Static Seals. Appl. Sci. 2018, 8, 1404. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, T.; Li, J. The Effect of the O-Ring on the End Face Deformation of Mechanical Seals Based on Numerical Simulation. Tribol. Int. 2016, 97, 278–287. [Google Scholar] [CrossRef]
- Cheng, H.; Chen, X.; Chen, X.; Liu, H. Research on Key Factors of Sealing Performance of Combined Sealing Ring. Appl. Sci. 2022, 12, 714. [Google Scholar] [CrossRef]
- Pengyun, S.; Kuangmin, C.; Zongyun, D. A Theoretical Analysis of the Lateral Pressure Coefficients in a Soft-Packed Stuffing-Box Seal. Tribol. Int. 1997, 30, 759–765. [Google Scholar] [CrossRef]
- Szczypinski-Sala, W.; Lubas, J. Tribological Characteristic of a Ring Seal with Graphite Filler. Materials 2020, 13, 311. [Google Scholar] [CrossRef] [PubMed]
- Ding, X.; Wang, L.; Cai, J.; Wang, Z.; Zhang, Z.; Fan, X. The Sealing Performance and Failure Analysis of Marine Valve Packing Seal Structures Based on Dimensionless Function Definition. Ocean Eng. 2025, 316, 119939. [Google Scholar] [CrossRef]
- Shen, X.; Yuan, D.; Cao, L.; Fu, Y.; Jin, D.; Gao, Z. Experimental Investigation of the Dynamic Sealing of Shield Tail Grease under High Water Pressure. Tunn. Undergr. Space Technol. 2022, 121, 104343. [Google Scholar] [CrossRef]
- Huang, W.; Feng, G.; He, H.-L.; Chen, J.-Z.; Wang, J.-Q.; Zhao, Z. Development of an Ultra-High-Pressure Rotary Combined Dynamic Seal and Experimental Study on Its Sealing Performance in Deep Energy Mining Conditions. Pet. Sci. 2022, 19, 1305–1321. [Google Scholar] [CrossRef]
- Zheng, S.; Xiao, X.; Ma, X.; Li, Z.; Liu, Y.; Li, J.; Wang, D.; Li, X. Research on Dynamic Sealing Performance of Combined Sealing Structure under Extreme Working Conditions. Appl. Sci. 2023, 13, 10100. [Google Scholar] [CrossRef]
- Chai, L.; Liu, Y.; Chen, G.; Sun, Q.; Gao, W.; Dou, Z. Reliability Analysis of Dynamic Sealing Performance in the Radial Hydraulic Drilling Technique. Processes 2024, 12, 807. [Google Scholar] [CrossRef]
- Szymański, A.; Wróblewski, W.; Frączek, D.; Bochon, K.; Dykas, S.; Marugi, K. Optimization of the Straight-Through Labyrinth Seal With a Smooth Land. J. Eng. Gas Turbines Power 2018, 140, 122503. [Google Scholar] [CrossRef]
- Kim, J.-H.; Ahn, J. Large Eddy Simulation of Leakage Flow in a Stepped Labyrinth Seal. Processes 2021, 9, 2179. [Google Scholar] [CrossRef]
- Wang, N.; Cao, Y.; Sun, Z.; Tang, S.; Choi, S.-B. Leakage Characteristics and Experimental Research of Staggered Labyrinth Sealing. Lubricants 2024, 12, 369. [Google Scholar] [CrossRef]
- Pouzar, J.; Kostal, D.; Westerberg, L.-G.; Nyberg, E.; Krupka, I. Labyrinth Seal Design for Space Applications. Vacuum 2025, 232, 113882. [Google Scholar] [CrossRef]
- Lattime, S.B.; Braun, M.J.; Choy, F.K. Design Considerations towards the Construction of Hybrid Floating Brush Seal (HFBS). Tribol. Int. 2004, 37, 159–167. [Google Scholar] [CrossRef]
- Li, G.; Zhang, Q.; Huang, E.; Lei, Z.; Wu, H.; Xu, G. Leakage Performance of Floating Ring Seal in Cold/Hot State for Aero-Engine. Chin. J. Aeronaut. 2019, 32, 2085–2094. [Google Scholar] [CrossRef]
- Mahdavi, A.; Ferreira, L.; Sundback, C.; Nichol, J.W.; Chan, E.P.; Carter, D.J.D.; Bettinger, C.J.; Patanavanich, S.; Chignozha, L.; Ben-Joseph, E.; et al. A Biodegradable and Biocompatible Gecko-Inspired Tissue Adhesive. Proc. Natl. Acad. Sci. USA 2008, 105, 2307–2312. [Google Scholar] [CrossRef] [PubMed]
- Wasay, A.; Sameoto, D. Gecko Gaskets for Self-Sealing and High-Strength Reversible Bonding of Microfluidics. Lab Chip 2015, 15, 2749–2753. [Google Scholar] [CrossRef]
- Weng, W.; Tenjimbayashi, M.; Hu, W.H.; Naito, M. Evolution of and Disparity among Biomimetic Superhydrophobic Surfaces with Gecko, Petal, and Lotus Effect. Small 2022, 18, 2200349. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Meng, H.; Qian, Z.; Fan, N.; Choi, W.; Zhao, F.; Lee, B.P. A Moldable Nanocomposite Hydrogel Composed of a Mussel-Inspired Polymer and a Nanosilicate as a Fit-to-Shape Tissue Sealant. Angew. Chem. Int. Ed. 2017, 56, 4224–4228. [Google Scholar] [CrossRef]
- Cui, B.; Ding, X.; Wang, S.; Zhang, L.; Chen, B.; Wu, B.; Wang, B. Numerical Simulation of Fishtail Biomimetic Groove for Dry Gas Seals. Processes 2024, 12, 1494. [Google Scholar] [CrossRef]
- Jiang, J.; Peng, X.; Li, J.; Chen, Y. A Comparative Study on the Performance of Typical Types of Bionic Groove Dry Gas Seal Based on Bird Wing. J. Bionic. Eng. 2016, 13, 324–334. [Google Scholar] [CrossRef]
- Jiang, J.-B.; Peng, X.-D.; Li, J.-Y.; Chen, Y. Leakage and Stiffness Characteristics of Bionic Cluster Spiral Groove Dry Gas Seal. Chin. J. Mech. Eng. 2018, 31, 21. [Google Scholar] [CrossRef]
- Cong, Q.; Zhang, D.; Xu, J.; Chen, T.; Jin, J.; Liu, C. Design the Bionic Sucker with High Adsorption Performance Based on Sinogastromyzon szechuanensis. Extrem. Mech. Lett. 2024, 73, 102273. [Google Scholar] [CrossRef]
- Xi, P.; Qiao, Y.; Nie, X.; Cong, Q. Bionic Design and Adsorption Performance Analysis of Vacuum Suckers. Biomimetics 2024, 9, 623. [Google Scholar] [CrossRef] [PubMed]
- Tramacere, F.; Kovalev, A.; Kleinteich, T.; Gorb, S.N.; Mazzolai, B. Structure and Mechanical Properties of Octopus vulgaris Suckers. J. R. Soc. Interface. 2014, 11, 20130816. [Google Scholar] [CrossRef] [PubMed]
- Tramacere, F.; Beccai, L.; Kuba, M.; Gozzi, A.; Bifone, A.; Mazzolai, B. The Morphology and Adhesion Mechanism of Octopus vulgaris Suckers. PLoS ONE 2013, 8, e65074. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number of the Octopus Sucker | Groove Depth, H (mm) | Groove Width, L (mm) |
|---|---|---|
| 1 | 0.13 | 0.19 |
| 2 | 0.25 | 0.17 |
| 3 | 0.35 | 0.42 |
| 4 | 0.27 | 0.20 |
| 5 | 0.16 | 0.26 |
| 6 | 0.45 | 0.36 |
| 7 | 0.29 | 0.17 |
| 8 | 0.39 | 0.32 |
| 9 | 0.31 | 0.20 |
| 10 | 0.41 | 0.35 |
| Serial Number | Dimensions (Width, Depth (mm)) | Shape | Number |
|---|---|---|---|
| 1 | 0.02 | Linear shape | 16 |
| 2 | 0.02 | 32 | |
| 3 | 0.02 | 48 | |
| 4 | 0.04 | 16 | |
| 5 | 0.04 | 32 | |
| 6 | 0.04 | 48 | |
| 7 | 0.08 | 16 | |
| 8 | 0.08 | 32 | |
| 9 | 0.08 | 48 | |
| 10 | 0.02 | Circular shape | 4 |
| 11 | 0.02 | 6 | |
| 12 | 0.02 | 8 | |
| 13 | 0.04 | 4 | |
| 14 | 0.04 | 6 | |
| 15 | 0.04 | 8 | |
| 16 | 0.08 | 4 | |
| 17 | 0.08 | 6 | |
| 18 | 0.08 | 8 |
| Type | Maximum Contact Stress (Mpa) |
|---|---|
| Smooth interface | 2.695 × 102 |
| Interface of the ray-grooved structure | 1.236 × 103 |
| Interface of the circular-grooved structure | 1.217 × 103 |
| Type | Maximum Contact Stress (Mpa) |
|---|---|
| Non-grooved | 2.695 × 102 |
| Rectangular sealing groove | 1.624 × 103 |
| Triangular sealing groove | 1.236 × 103 |
| Arc-shaped sealing groove | 1.217 × 103 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Zhang, X.; Mu, Z.; Guan, X.; Liu, J.; Pan, Z.; Wang, J.; Ye, X.; Qi, Z.; Dong, J.; et al. Design and Performance Verification of Bionic Octopus Sucker Sealing Structure for Solenoid Valves. Biomimetics 2025, 10, 425. https://doi.org/10.3390/biomimetics10070425
Wang Z, Zhang X, Mu Z, Guan X, Liu J, Pan Z, Wang J, Ye X, Qi Z, Dong J, et al. Design and Performance Verification of Bionic Octopus Sucker Sealing Structure for Solenoid Valves. Biomimetics. 2025; 10(7):425. https://doi.org/10.3390/biomimetics10070425
Chicago/Turabian StyleWang, Zhihong, Xinbin Zhang, Zhengzhi Mu, Xiang Guan, Junchi Liu, Zhipeng Pan, Junchong Wang, Xiangrui Ye, Zhenghai Qi, Jianyang Dong, and et al. 2025. "Design and Performance Verification of Bionic Octopus Sucker Sealing Structure for Solenoid Valves" Biomimetics 10, no. 7: 425. https://doi.org/10.3390/biomimetics10070425
APA StyleWang, Z., Zhang, X., Mu, Z., Guan, X., Liu, J., Pan, Z., Wang, J., Ye, X., Qi, Z., Dong, J., Yao, Y., & Zhou, L. (2025). Design and Performance Verification of Bionic Octopus Sucker Sealing Structure for Solenoid Valves. Biomimetics, 10(7), 425. https://doi.org/10.3390/biomimetics10070425