1. Introduction
It is essential to develop lithium-ion batteries (LIBs) with higher energy density, lower cost and better safety [
1]. One of the issues is that the capacity of intercalated carbon electrodes currently used in LIBs is limited to 372 mAh g
−1 [
2]. The growing demand for lighter, cheaper, and safer LIBs with higher energy density that can power electric vehicles and portable electronics has stimulated researchers to develop new electrodes materials [
3]. Many metals and metal oxides have been investigated for the next generation of high-capacity electrodes materials [
4].
The element aluminum (Al), as the third most abundant element in the Earth’s crust, has received increasing attention in the development of rechargeable LIBs in recent years due to its low price and stable electrochemical performance [
5]. However, in the metal–lithium alloying process or in the oxide–lithium conversion, a strong volume expansion of 100% and more [
6] leads to the pulverization of the electrode materials, resulting in a rapid decrease in capacity [
2,
7]. In addition, these powdered metals and metal oxides must be mixed with conductive additives, binders and solvents before they can be attached to the collector [
2]. This traditional multi-step mixing–pasting–pressing–baking process is not only complicated and costly but also limits electrical conductivity because there is little direct contact between the metal or metal oxide particles with each other and especially with the collector [
2].
The electrolytic deposition of micro- or nanostructures of active materials on collectors with large specific surface area is a very effective method to solve the above problems. The voids in the collector can buffer the volume expansion of the Al, and the direct contact between the active Al material and the collector greatly increases the conduction of electrons. However, during the deposition process, special morphologies such as nanowires [
8], leaf-like particles [
9] and rope-like wires [
10] are easily formed, and the Al layer is not uniform and often discontinuous. Dendritic Al may cause the instability of LIBs, especially short circuits [
11]. Al nanorods or thin films of different morphologies have been used to study the battery performance of Al electrodes in LIBs [
12]. The use of Al nanorods as electrode materials has been shown to reduce the battery cycling performance compared to Al thin films [
13]. Therefore, a detailed investigation of the process-friendly electrodeposition of dendrite-free and continuous Al films that can accommodate volume expansion and have good electrical conductivity is required.
Inspired by our experience in the ionometallurgical processing of oxides [
14] and electrochemical deposition of metals from ionic liquids (ILs) or similar solutions [
15,
16], we explored the electrodeposition of metallic Al from the aluminum trichloride (AlCl
3) containing room temperature Ils [BMIm]Br·2AlCl
3 and [HMIm]Br·2AlCl
3 ([BMIm]
+ = 1-butyl-3-methylimidazolium, [HMIm]
+ = 1-hexyl-3-methyl-imidazolium). We were interested in the ionic conductivity and the electrochemical stability of these solutions under electrodeposition conditions as well as the effects of temperature, potential and substrates on the morphology of the Al layers. To address the above issues of Al electrodes, we prepared an Al layer deposited from the above-mentioned ILs on three-dimensional copper foam (
3DCu) and carbon fabric (
3DCF) as Al/
3DCu or Al/
3DCF electrodes and tested its stability in LIBs.
2. Results and Discussion
A well-flowing room temperature IL (RTIL) was prepared from one equivalent of [BMIm]Br and two equivalents of AlCl
3 powder (
Figure S1) by stirring the solid components under inert conditions in an argon-filled glove box. The ionic conductivity of the RTIL is 1.02·10
−3 S cm
−1 at 30 °C. With increasing temperature, the electrochemical impedance spectrum (EIS) of the IL shows a decreasing impedance from about 95 Ω (30 °C) to 27 Ω (100 °C), which can be attributed to an increasing ion migration rate (
Figure 1a and
Figure S2a). The Arrhenius-type plot (Equations (S1)–(S3)) shows a linear dependence (
Figure 1b and
Table S1), from which the activation energy for the diffusion of ions from the bulk phase to the electrode–electrolyte interface was calculated to be
Ea = 17.1 kJ mol
−1 (
Table S2 and
Figure S2b) [
14].
According to the literature, the dominating anionic species in [BMIm]Cl·
nAlCl
3 with
n ≥ 2 is [Al
2Cl
7]
−, while [AlCl
4]
− and [Al
3Cl
10]
− ions are minor constituents [
17]. If bromide is in the system, it will bind to the aluminum cation by anion substitution (Equations (1) and (2)), as seen in the crystal structures of [Sb
7Se
8Br
2][Al
X4]
3 (
X = Cl
0.15(1)Br
0.85(1)) and [Sb
13Se
16Br
2][Al
X4]
5 (
X = Cl
0.80(1)Br
0.20(1)) [
18,
19]. Thus, anions [Al
2Cl
7–mBr
m]
− and [AlCl
4–mBr
m]
− with predominantly
m = 0 or 1 should be characteristic of the ILs used. The advantage over a pure chloride IL is the asymmetric environment of the Al
3+ cation and the easier cleavage of the Al–Br over the Al–Cl bond. Despite its negative overall charge, the [Al
2Cl
6Br]
– ion is sufficiently available at the also negatively charged cathode (working electrode), which is probably due to a Stern double layer. The reduction process is given in Equation (3) [
16]. The bromide also influences the electrochemical process at the anode (counter electrode). The oxidation of halide ions
X– to halogen molecules
X2 requires a lower electrochemical potential for
X = Br than for
X = Cl (Equation (4)). At higher oxidation potentials, BrCl and Cl
2 can be formed in addition to Br
2 [
19].
The cyclic voltammogram (CV) of the IL [BMIm]Br·2AlCl
3 shows that the onset potential of the Al reduction (Equation (3)) is about −1.63 V (vs. −1.85 V in [BMIm]Cl·2AlCl
3,
Figure S3a), independent of the scan rate (
Figure 1c,e and
Figure S3a–f). The Al oxidation peak that corresponds to the reverse reaction occurs at −1.33 V (at 50 mV s
−1). The oxidation peak current decreases with the increasing scan rate, which we attribute to insufficiently fast Al diffusion relative to the scan rate. The current increases significantly with increasing temperature (
Figure 1d and
Figure S3g), which is explained by the faster diffusion of ions in the IL [
14]. When scanning toward the negative potential (working electrode vs. reference electrode), a reduction reaction takes place at the working electrode. Simultaneously, the formation of Br
2 above 0.61 V (
Figure 1e) is experimentally observed and evidenced by a dark brown coloration of the IL at the anode (counter electrode). No further distinct oxidation peak was observed up to 3.5 V. Nevertheless, the broad oxidation peak could also include the formation of BrCl and Cl
2 [
20]. In the first cycle, the stabilization process at the interface between the electrode and the ionic liquids probably causes a difference between the aluminum oxidation peaks at about −1 V compared to the two other almost overlapping cycles.
For the electrodeposition of Al, we first used Cu foil as the working electrode. After 2.5 h at –1.70 V and 70 °C (
Figure S4), the Al layer completely and uniformly covers the Cu electrode (
Figure 2a and
Figure S5). At the micrometer scale, the Al layer exhibits a morphology of overlapping spheres (
Figure 2b) accompanied by some superficial fissures (
Figure S6). The latter increase when the growth rate is raised by setting the potential at –1.85 V (
Figure 2c). At the higher temperature of 90 °C, the deposited Al assumes a lumpy shape (
Figure 2d–f). In conjunction with this, the EDX image and the corresponding Cu and Al elemental distribution from the EDX signals are shown in
Figure S7.
During electrodeposition at the working electrode (–1.70 V vs. reference electrode), bubbles are formed in addition to Al deposition. Hydrogen is possibly generated most likely from the acid protons of the [BMIm]
+ cations or water impurity. An indication of such IL decomposition is the slightly deeper color of the solution (
Figure S8a vs.
Figure S1b). Since the voltage at the counter electrode is only 0.1–0.2 V (with respect to the reference electrode), no Br
2 should be generated at this time (
Figure 1e). The slightly upfield-shifted resonances in the
13C and
27Al NMR spectra (
Figure S8b,c) indicate the partial decomposition of the IL. Such hydrogen evolution should not occur when a C2-methylated IL such as [BDMIm]Cl is used ([BDMIm]
+: 1-butyl-2,3-dimethylimidazolium).
For comparison, we also tested the RTIL [HMIm]Br·2AlCl
3 (
Figure S9). Similarly, the CV shows the onset potential for the reduction of Al at about −1.63 V and the Al oxidation at about −1.32 V (
Figure S10a, black line of 70 °C). At both potentials, a uniform Al deposition is achieved (inset of
Figure S10a–d). The same morphology and fissures are observed (
Figure S10c vs.
Figure S10d). Therefore, we can conclude that the morphology of the Al layer is mainly affected by the temperature and overpotential, while the choice of [BMIm]
+ or [HMIm]
+ does not have a great influence.
Switching to three-dimensional Cu foam (
3DCu) as the working electrode (
Figure 3a) resulted in a considerable improvement in the morphology of the Al layer. In this case, the potential between the counter electrode and the reference electrode is about 0.5–2.8 V, which indicates that the oxidation reaction of halide ions
X– to halogen molecules
X2 (
X = Cl, Br) may occur on the counter electrode. The deposited Al is wrapped around the skeleton structure of
3DCu, forming an Al/
3DCu electrode (
Figure 3c–f vs.
Figure 3a). Al is tightly adhered to
3DCu and supported by it, forming an interface-compatible 3D structure (
Figure 3g–j). In contrast to the coated Cu foil, the morphology of the Al layer on
3DCu (deposited at –1.85 V) is dense and without visible cracks (
Figure 3k–n vs.
Figure 2d–f). In the cross-section, there are no gaps between Al and
3DCu (
Figure 3o–r). The dense Al layer with the thickness of about 12–19 μm may also reduce air oxidation to alumina, which is more prevalent in surface Al nanostructures with large specific surface areas (
Figure S11) [
7,
21]. We found no indication of crystalline Al oxo-compounds in the diffraction patterns (
Figure 3b).
The fissures in the Al layer on the flat Cu foil are probably a consequence of a strong metrical mismatch. While both elements crystallize in cubic close packing, their lattice parameters differ considerably:
a(Cu) = 361.49(1) pm [
22] and
a(Al) = 404.95(1) pm [
23]. Such a mismatch by more than 10% does not allow dislocation-free growth and creates large mechanical stress at the interface. Consequently, the adhesion of the Al layer to the Cu substrate is poor, and dislocations can combine to form macroscopic cracks. A rounded surface, as provided by the
3DCu substrate, has a continuously varying surface structure and curvature that provides additional options for relieving mechanical stress than dislocation formation. Moreover, the curvature makes the electrical field at the electrode inhomogeneous, which should lead to a more defined nucleation of Al on the Cu surface. In addition, the specific surface area of the
3DCu sponge is much larger than that of the
2DCu foil, which reduces the electric field strength for a given current density. All together, this results in a more controlled Al deposition and a dense Al coating.
Epitaxial growth indeed seems to be important for a stable Al coating, as shown by a test using 3D carbon fabric (
3DCF,
Figure S12a–d) as electrode substrate. Although
3DCF exhibits much poorer wettability by the IL, the electrodeposition of pure Al could be achieved (
Figure S12e). However, the morphology of the Al layer is lumpy and does not envelop the fibers of the
3DCF, which leads to poor adhesion of the Al layer on
3DCF (
Figure S12f–l).
In the next step, we used Al/
3DCu electrodes in LIBs of coin cell type (
Figure 4a). The electrolyte was a solution of LiPF
6 in ethylene carbonate and diethyl carbonate. The two assembled Al/
3DCu||Li batteries had substantially overlapping open circuit voltage curves during 4.7 h and 9.7 h of rest, respectively, and eventually stabilized under 2.5 V, indicating the stability of the Al/
3DCu electrode (
Figure 4b). The PXRD of the discharged electrode shows a substantial broadening of the reflections of Al as well as additional reflections at 2
θ angles of about 40° and 47° (CuK
α1) that indicate the formation of Li
xAl alloys (
Figure 4c and
Figure S13a) [
24]. It can be assumed that
x decreases from the surface into the volume. In the CV curves, there are two sharp reduction peaks at 0.08 and 0.01 V, corresponding to the alloying reaction between Al and Li
+ (
Figure 4d vs.
Figure 4c) [
7]. These two sharp reductive peaks may be due to the different alloying depths of Al, for instance, LiAl, Li
3Al
2 or Li
9Al
4 [
25]. In the anodic scan, only one peak near 0.51 V was observed from the first to the third cycle, which can be ascribed to the electrochemical release of Li
+ from the Li
xAl alloy (
Figure 4d vs.
Figure 4c) [
7]. The high degree of superposition of peaks in terms of sharpness, intensity, and position in the following CV cycles suggests good reversibility of the electrochemical reactions. As the scan rate increases, the two adjacent reduction peaks merge into one due to the presence of polarization, but the oxidation peak remains clearly discernible (
Figure 4e). The burr peak in the high voltage range is due to a slight decomposition of the electrolyte. After CV testing, there was a slight increase in the EIS of the Al/
3DCu||Li battery from 91.4 Ω to 133.5 Ω, which was likely due to the formation of a solid electrolyte interphase (SEI) film (
Figure 4f) [
7].
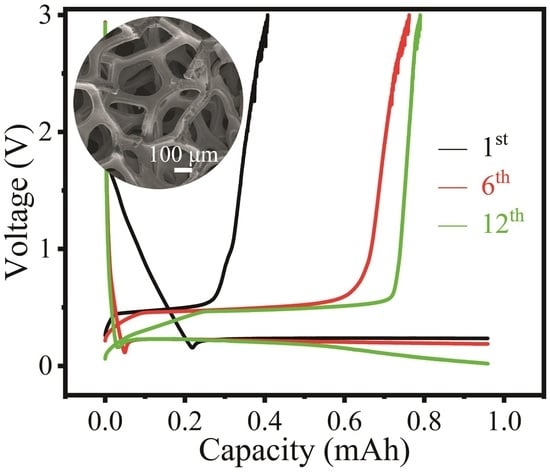
The cycling performance of the Al/
3DCu electrode was further evaluated at 21 mA g
−1. An Al/
3DCu electrode with 12 mg Al obtained in air delivered a first discharge (to 0 V) capacity of 5.7 mAh (475 mAh g
−1 vs. 993 mAh g
−1 of LiAl, black line in
Figure 4g) in a coin cell. This electrode already exceeds the theoretical specific capacity of a carbon electrode (372 mAh g
−1). However, an Al/
3DCu electrode with 10.5 mg Al obtained in an argon-filled glovebox delivered an even higher first discharge (to 0 V) capacity of 10.3 mAh (981 mAh g
−1 vs. 993 mAh g
−1 of LiAl, red line in
Figure 4g). This demonstrates that the surface passivation of Al in air may strongly hinder electrochemical alloying. It is therefore highly advisable to ensure inert conditions throughout the assembly process.
The cell maintained its performance over 12 cycles of 7 h each with a depth of discharge of approximately 1 mAh per cycle. The reason for the smaller charging capacity of the first cycle could be the formation of an SEI on the Al/
3DCu electrode and the battery activation. The Coulombic efficiency was 82.4% after 12 cycles (
Figure 4h). These performance indicators suggest the stable reversibility of Al/
3DCu as electrode material in LIBs. Encouragingly, the alloying process during discharge of the battery did not result in visible powder shedding on the surface (
Figure 5a–d) or interface (
Figure 5e–h) of the Li
xAl/
3DCu electrode. The formed Li
xAl alloy remains intimately attached to the
3DCu skeleton and exhibits good interfacial stability, convincingly illustrating volume expansion tolerance (
Figure 5e–h vs.
Figure 3o–r). After the charging process, i.e., the release of Li
+ from the Li
xAl alloy, the Al coating remains compactly attached to
3DCu (
Figure 5i–p and
Figure S13b,c). It is worth pointing out that the angle of the sample taping is not perpendicular. Therefore, the Al signals shown are those of the surface and not of detached Al (
Figure 5g,o).
Moreover, the achieved capacity corresponds to a quantitative alloying of the available Al to LiAl. We therefore also tested an Al/3DCu electrode with 2.6 times the loading (27.5 mg Al). This corresponds to about 30% of a solid Al electrode with the same dimensions. Substantially higher loadings led to a shedding of Al. With this higher loading, the specific capacity was 19.5 mAh (709.7 mAh g−1, Li0.71Al); i.e., it did not increase linearly with the available Al. To check whether this is a matter of diffusion or available space for LiAl formation, the latter is calculated. The used 3DCu foam has a total volume of 0.03 cm × 1.13 cm2 = 0.034 cm3 and weighs 64.2 mg. The specific density of the 3DCu mesh is thus 1.89 g cm−3, which corresponds to 21% of the density of bulk copper (8.92 g cm−3). Taking into account that LiAl has about twice the molar volume of Al, theoretically, half of the empty volume, i.e., 0.013 cm3, can be filled with Al (density 2.70 g cm−3) without losing the advantage of the special electrode morphology. This highest functional loading corresponds to 36 mg Al. Since the Al mass used was lower, the diffusion and accessibility of the inner regions of the pores throughout the process appear to be the limiting factors for alloying the Al electrode.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




