The aim of this work is to evaluate the effects of different flow conditions, resulting from both the operational setup and the module geometry, on the material distribution and the resulting material strain in the extruder. In this way, it is possible to obtain localized process data, such as filling ratio, residence time and shear stress, which help to describe material-specific changes.
3.1. Material Transport Efficiency
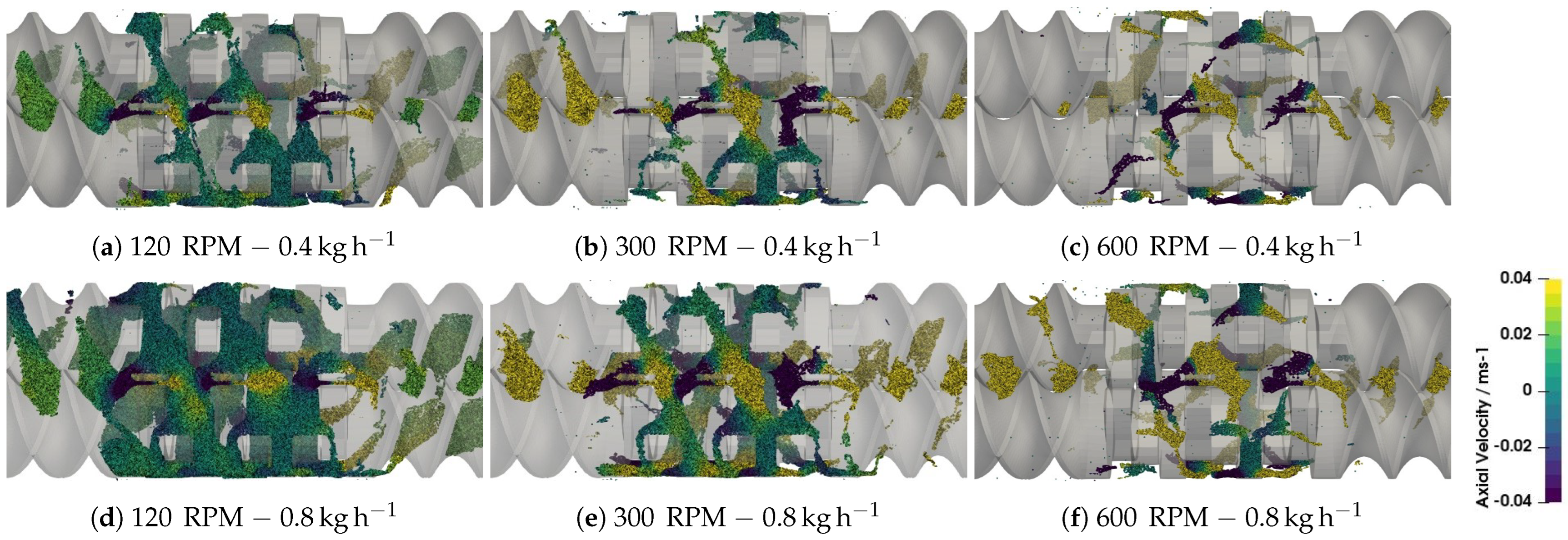
Material flow in the extruder is analyzed through flow simulations of the process. Accordingly, depending on the screw configuration, material is retained locally, resulting in different filling ratios across the screw. Examples of the resulting flow profiles (for selected process parameter combinations) are shown in
Figure 2 for the screw configuration with backward elements (SC3).
Figure 2 shows the axial component of the velocity field in the screw section at steady state (10 s simulation time) for the simulated process setups. The simulations show the flow behavior at 120, 300 and 600 rpm for mass flow rates of both 0.4 and 0.8
. Based on the resulting flow patterns, it can be observed that material tends to accumulate in the kneading zones, resulting in different filling ratios across the screw. In addition, due to the geometry of the kneader, material that is flowing primarily in the extrusion direction in the kneading zone can partially experience reverse flow, resulting in overall higher flow resistance, which enhances the mixing effects of the kneading zones. Similarly, in the conveying zones, the material flows unaltered in the extrusion direction, resulting in high conveyance but almost no mixing. Furthermore, as shown in
Figure 2, lower screw speeds and higher flow rates enhance the material accumulation in the kneading zone.
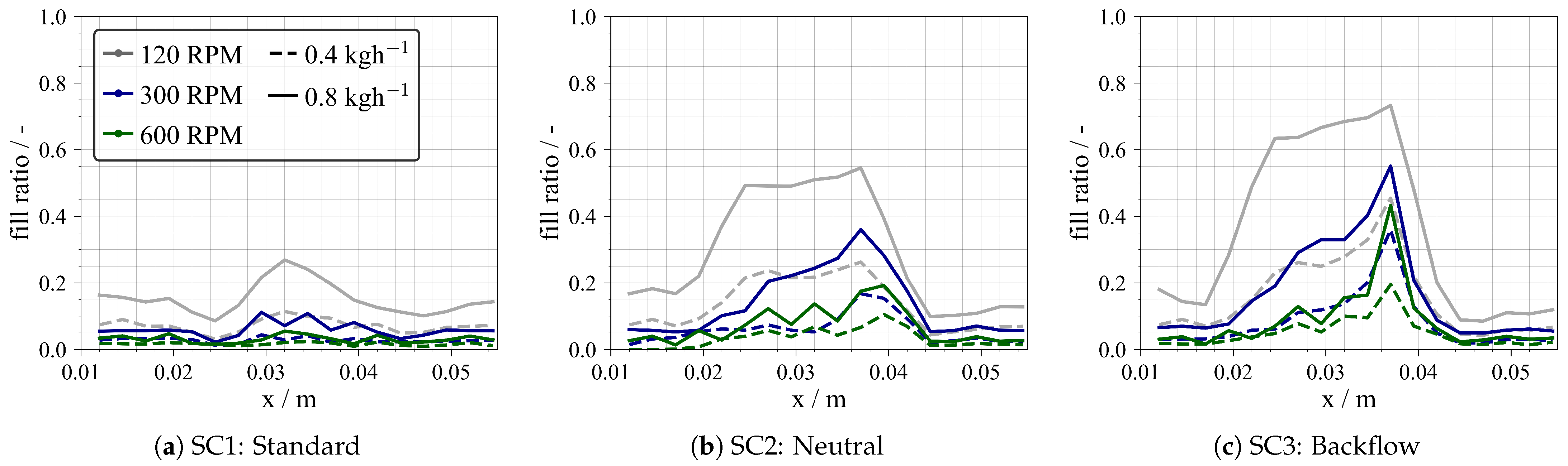
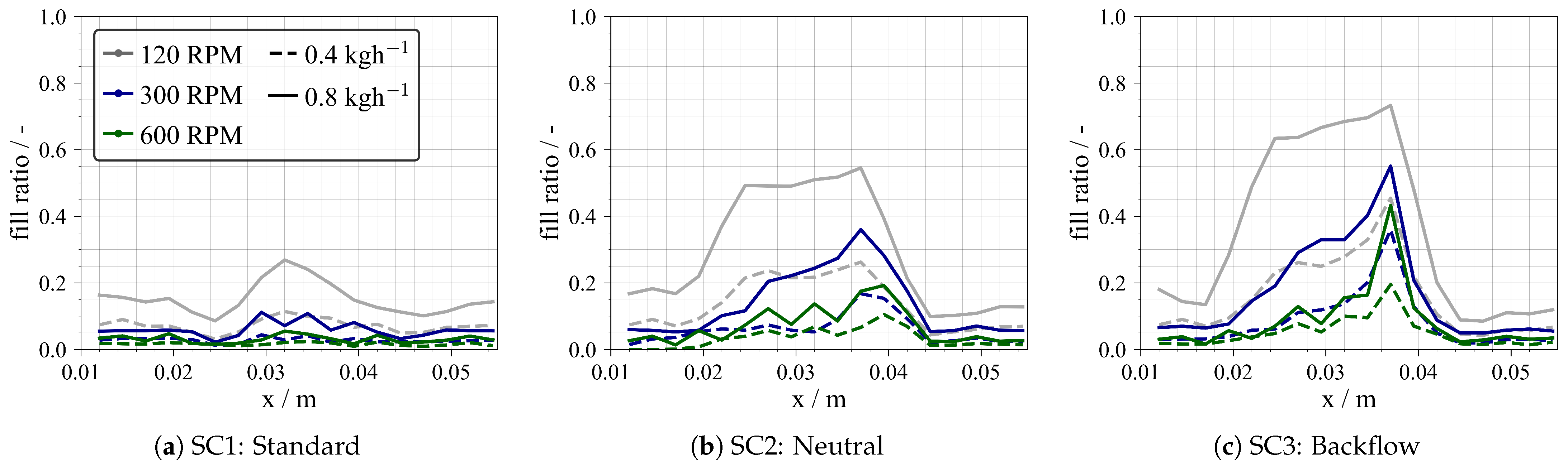
To quantify the resulting local filling ratio, the screws were discretized uniformly into 2.5 mm wide sections, which stands for the width of the single kneading disks. The fill ratio is then locally determined by the number of SPH particles in each discretized section divided by the maximum number of particles that would fit in a given screw section. This was numerically found to be approximately
particles/mm at the used particle spacing of
mm. The resulting filling profiles for the investigated screw configurations are shown in
Figure 3.
The profiles show that the screw configuration has a significant effect on the material transport behavior. The use of a backward kneading block arrangement (
Figure 3c) leads to overall higher filling of the kneading section. In addition, the material accumulates in front of the backward flow element, causing more uneven material distribution in the kneading zone. A higher filling ratio is also obtained by using a neutral kneading block, as shown in
Figure 3b, where the kneading section is, in contrast, filled more evenly. For SC1, material retention is less appreciable, resulting in less-filled sections. Furthermore, for all evaluated screw sections, a higher fill ratio is achieved by using a lower screw rotational speed or higher flow rate. Therefore, in order to process more material without reaching exceedingly high filling ratios, the screw speed can be increased to extend the conveying capacity of the screw. However, this is subject to process limitations and also affects the residence time and material strain, which will be discussed below.
The residence time of the material in the extruder can be described by the response time of the device. Due to the flow conditions in the extruder and the interaction between the two shafts, material can be retained longer locally or can flow faster, depending on the screw design. As a result, the time it takes for particles entering the feed zone to reach the outlet cannot be described by a single value but rather as a frequency distribution. The residence time of individual particles affects the overall mixing efficiency of the extruder and, consequentially, the particle dispersion. As discussed above, the geometric differences of different screw elements introduce different local flow resistances, resulting in different local flow conditions within the extruder. Such local information is virtually impossible to measure experimentally. However, flow simulations of the screw sections allow analysis of local residence times and characterization of the effects of process changes such as screw speed, flow rates and screw configuration.
The calculation follows a Monte Carlo approach and is based on tracking a sample of individual particles as they enter the kneading zone and measuring the time it takes them to leave the kneader. However, depending on the flow conditions and screw design, different amounts of particles flow through the screw sections, causing variance in the sample size. Therefore, the sample size for each setup was set to be
% of the particles entering the kneading section, or at least 100 particles to provide a representative sample size. Sampling occurs at steady state or when no further changes in the filling level of the kneading zone are detected.
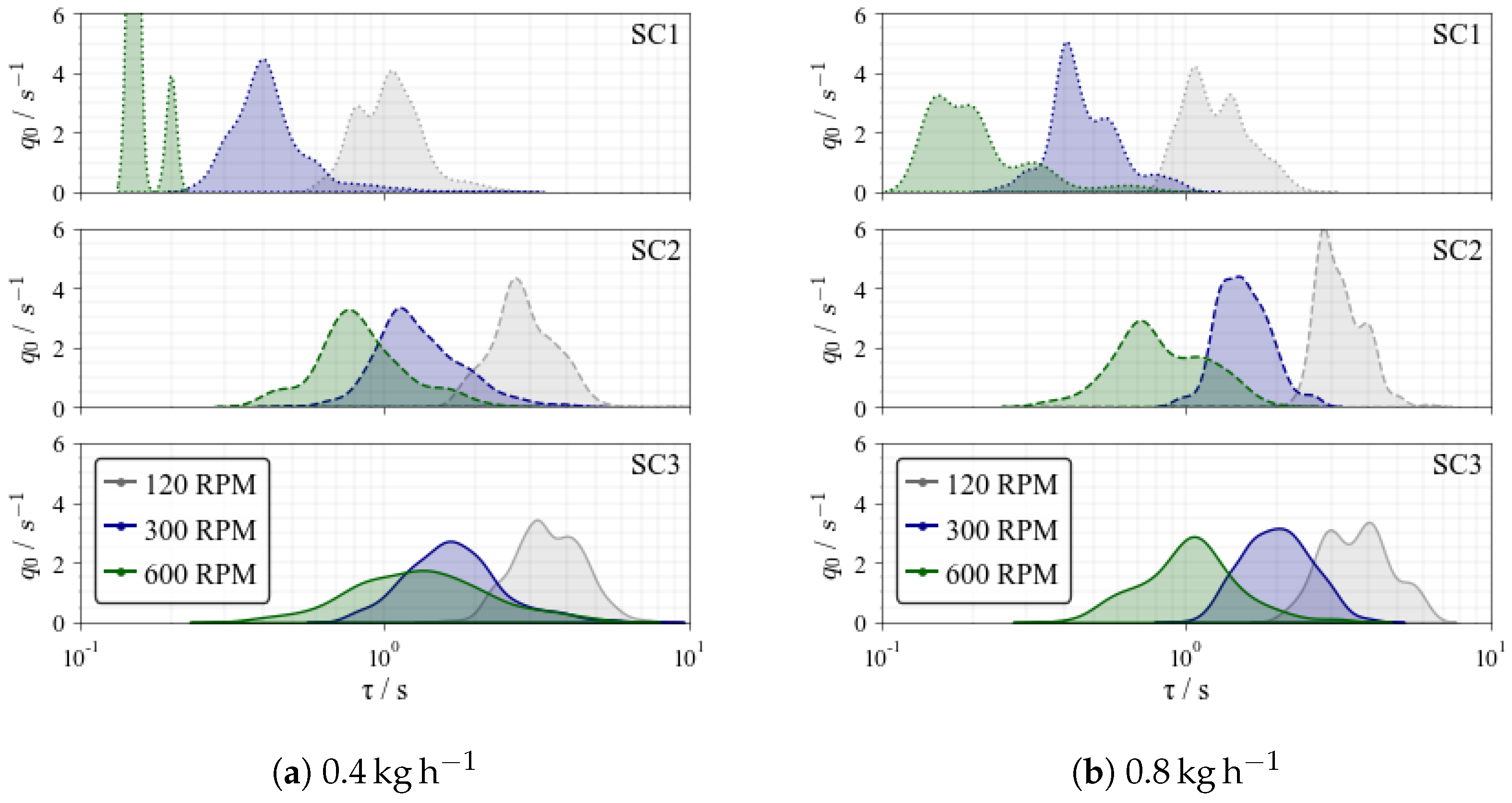
Figure 4 shows the resulting frequency distributions
of the residence time
in the kneading zone for all investigated process setups.
It can be observed that the screw configuration has a significant effect on the material residence time. The trends correlate with the ones discussed above for the filling ratio: according to the calculated filling ratios, particles are retained longer in the kneading section with backward elements (SC3) or neutral elements (SC2) compared to SC1. Lower screw speeds and higher mass flow rates additionally increase the residence time. Moreover, since all simulations resulted in partially filled screw sections, the screw speed has a larger effect on the residence time than the mass flow rate. This is in agreement with discussions from Kohlgrüber [
11], wherein an analytical correlation for the mean residence time
for both partially and fully filled screw sections was presented. The mean residence time can be approximated by
where
correspond to the free volume of the extruder section,
is the volume flow rate, and
is the filling ratio. Equation (
5) explains the variation in residence time for an increasing mass (or volume) flow rate. In the case of a fully filled screw section (
) the equation is reduced accordingly. However, for partially filled sections, the filling ratio term can be correlated to the screw speed, resulting in an inversely proportional relationship between the screw speed
n and the residence time
. Since all simulations resulted in partially filled screw sections, this explains the observed effects of screw speed. Thus, the results are in good agreement with theory [
11]. Although a direct validation of the SPH studies is currently impossible due to the lack of analytical tools inside the extruder, this highlights that the obtained results are physically viable and that SPH is able to deliver trustworthy information on the flow conditions.
3.2. Specific Material Strain
The process variations and the resulting flow conditions influence the amount of strain that the material undergoes during production. The relationship between fill ratio and shear rate for individual screw elements was discussed in our previous work based on a larger extruder [
17]. In the present work, we further characterize the resulting material strain in relation to process parameters, but we also consider different screw configurations. This approach aims to understand the resulting strain conditions due to the interactions between different screw element combinations. Shear rates are calculated according to Equation (
4) for all simulation cases based on 20 simulation frames (1 s real time) after reaching steady material flow in the kneader.
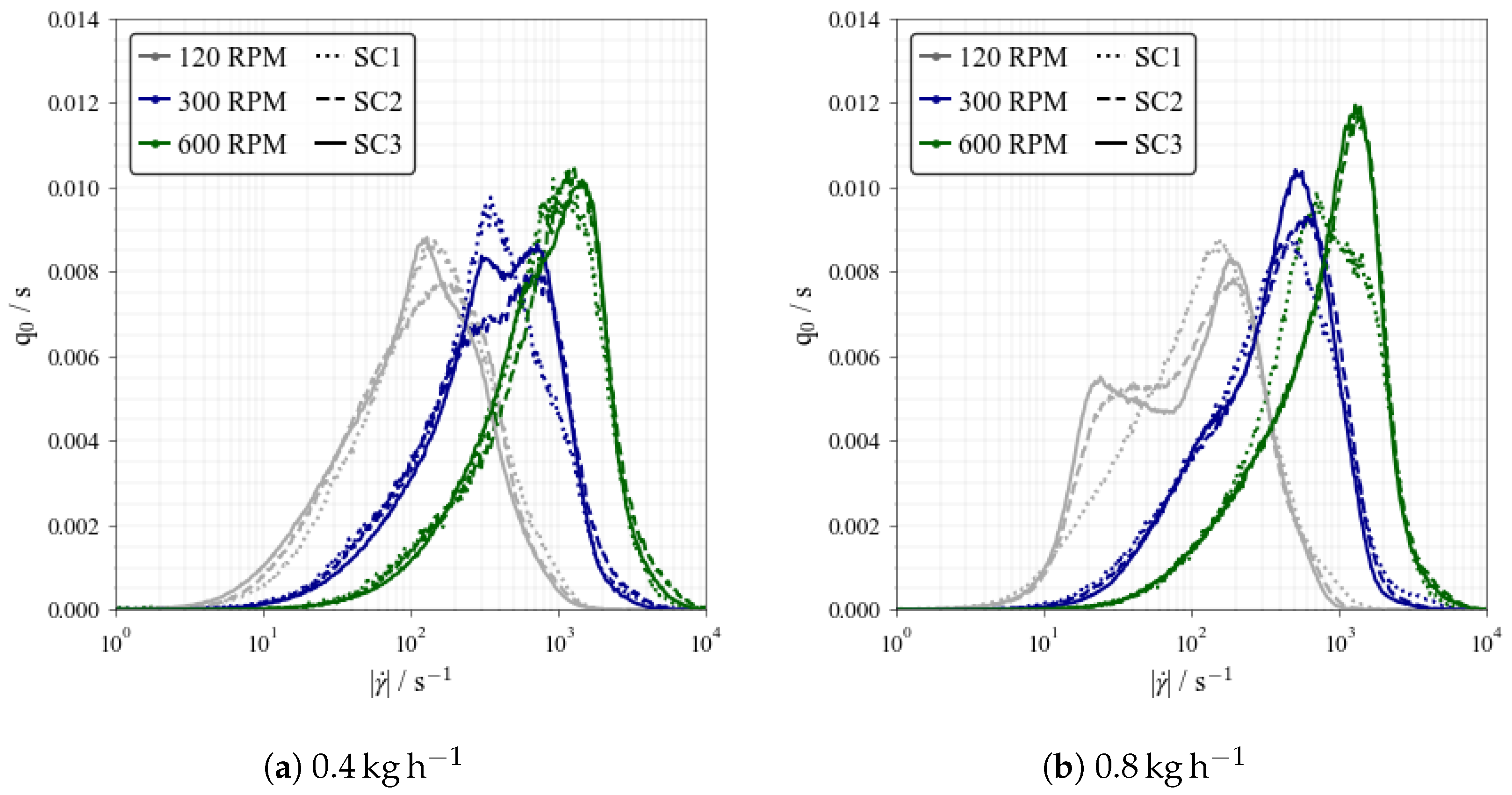
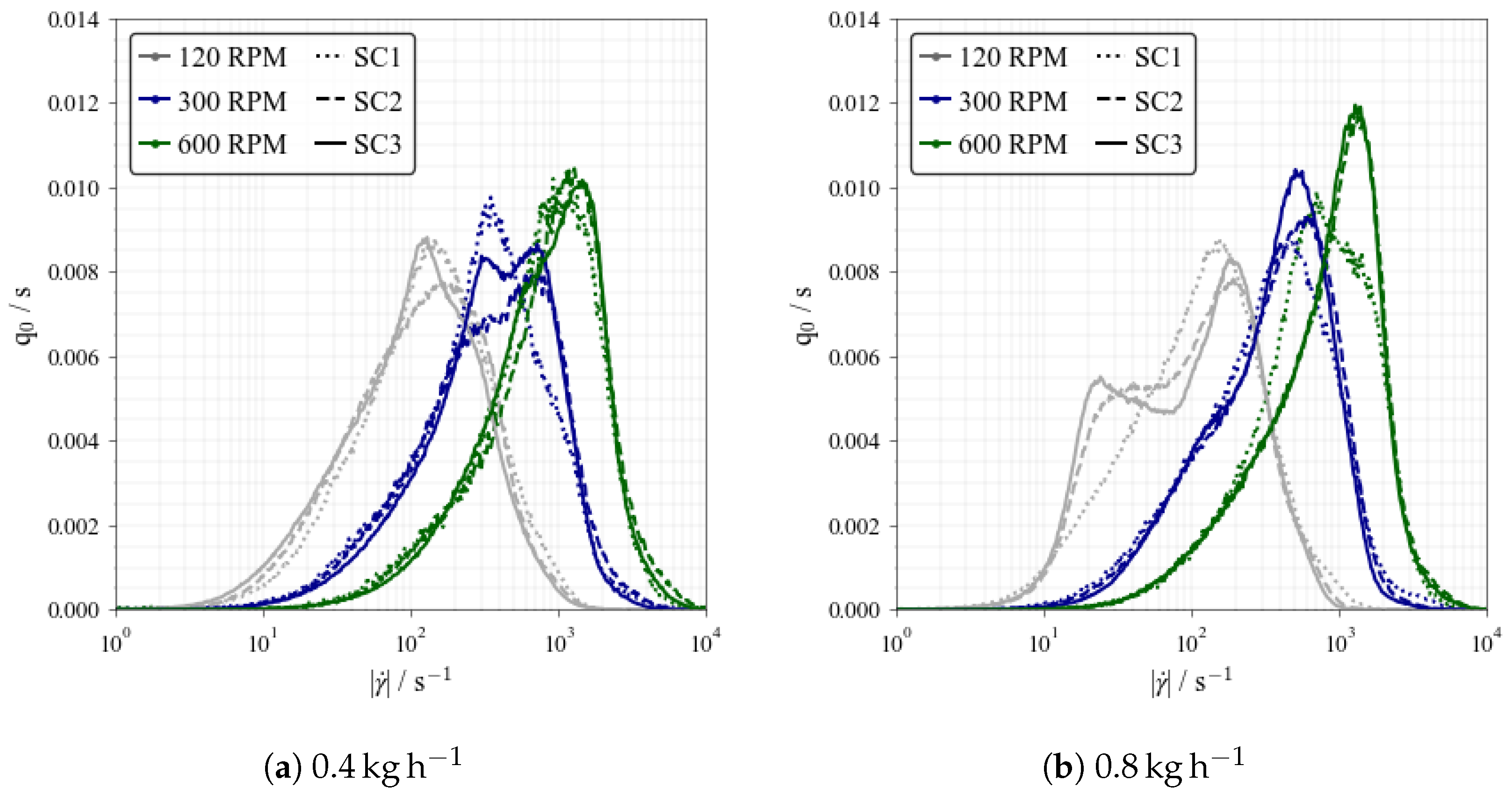
Figure 5 shows the resulting shear rate distributions withing the kneading zone for the simulated process setups.
Considering changes to the screw speed at a constant flow rate, a shift of the curves to higher shear rate values with increasing screw speed can be observed. This behavior is consistent with the expectations based on analytical models of the mean shear rate for single-screw extruders [
24]
where the dependence is described linearly. The term
h is the gap size between screw and extruder barrel, and
is the screw diameter. The influence of the screw speed in twin-screw extruders is similar to that in single-screw extruders, yet the effects of possible pressure gradients with twin screws lead to a more complex relationship, as discussed by Vergnes et al. [
24]. For the evaluated twin-screw extruder with the applied process setups, the modes of the distributions increase linearly with the screw speed. Slight deviations from linear behavior can be explained by the effects of the screw speed on the filling ratio in the twin-screw section, as previously discussed. Again, this emphasizes the validity of the performed SPH simulations, as the observed trends are in agreement with theory.
Figure 5 illustrates that at a lower mass flow rate (0.4
), smaller differences between the strain profiles are obtained, while at a higher mass flow rate (0.8
), especially at lower screw speeds, the screw configuration causes larger differences in the material strain. This also correlates with the obtained filling ratios for these conditions. At lower mass flow rates, low filling ratios are obtained, causing higher material strain due to the predominant extruder wall and screw tip interaction. In contrast, as the mass flow rate increases, the material begins to fill the larger free spaces in the extruder cross section, resulting in lower strain rates for most of the additional material. Thus, the high-shear zones are already occupied by material, and the average strain is reduced. This effect dominates at lower screw speeds, where the effects of the filling ratio are more appreciable. Finally, considering that the investigated kneading zones have the same size, it can be observed that the arrangement of the kneading blocks in general slightly affects the material strain. However, no clear trends can be deduced, as the effects are highly dependent on the process parameters and are presumably related to the resulting filling ratios.
From the calculated shear rate distributions for the different process setups, further process-relevant values are derived. First, the mean specific shear stress (
)
is evaluated as the mean value of the local shear stress
divided by the mass flow rate
. Additionally, the specific energy input was evaluated according to Equation (
2). Thereby, the SEI includes the sum of all local drive power values evaluated according to Equation (
3) that occur in the simulation for one second or 20 time steps. Therefore, the SEI represents a more global performance parameter of the individual screw configurations, and
represents the mean local stress in the extruder.
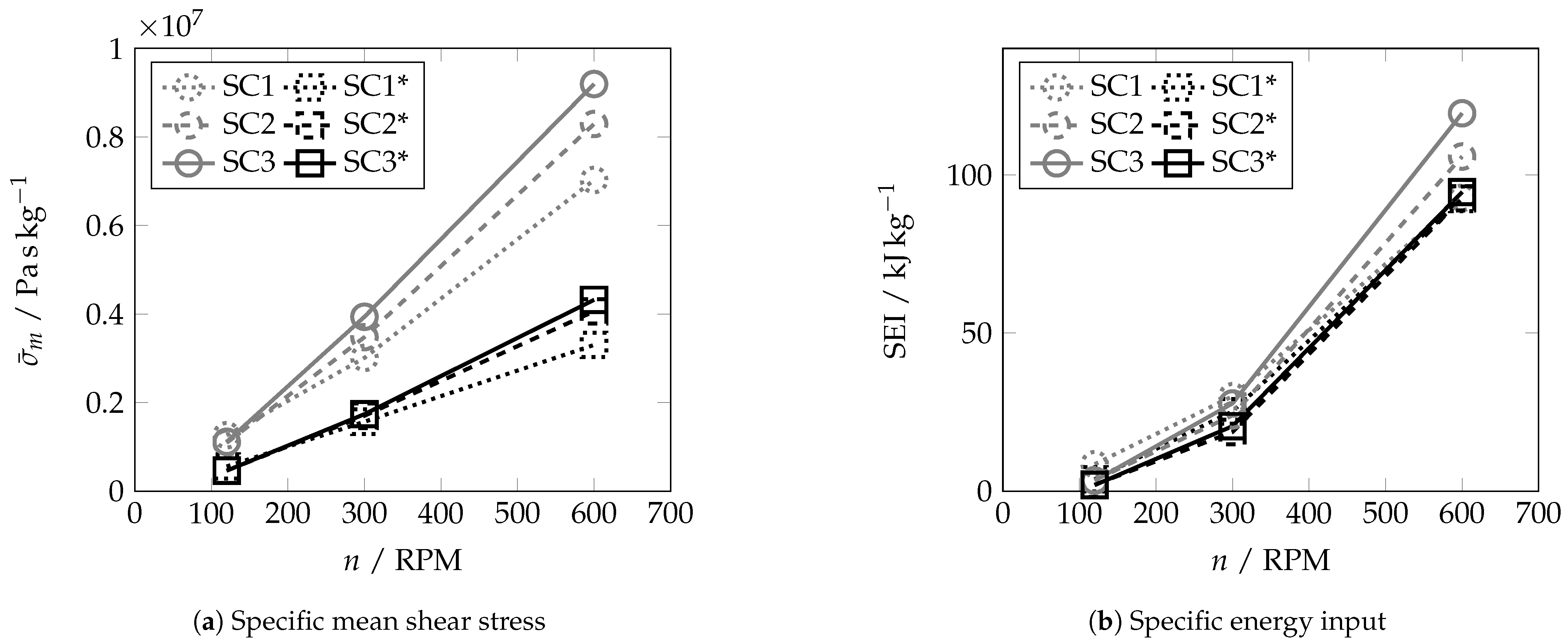
Figure 6 shows both the specific mean shear stress and the specific energy input in the kneading zone as a function of the screw speed for various screw configurations and mass flow rates.
As shown in
Figure 6a, the specific mean shear stress
increases with screw speed. In addition, the results indicate that the increase in stress depends on the screw configuration and the mass flow rate. Generally, the screw configuration with backwards elements (SC3) produces the highest stress, followed by SC2 and SC1, respectively. At higher mass flow rates, the differences in
caused by the screw configuration are less pronounced than at lower flow rates. Additionally, since a lower mass flow rate results in a lower fill ratio and, thereby, less material being processed, the average stress induced by the screw on the material becomes higher. Similarly,
Figure 6b shows that the simulated specific energy input (SEI) also increases with screw speed. Although the dependency on the screw configuration is less pronounced, SEI is still higher at lower flow rates due to the lower filling ratios in the extruder. SEI corresponds to the integral energy input; therefore, SEI includes the high- and low-stress areas in one value, resulting in similar values between screw configurations. Note that both
and SEI are based on the shear rate calculations, with
showing larger differences regarding the process setup and screw configuration; this value, however, reflects the mean stress and neglects the width of the shear rate distribution, which may be important for further dispersion evaluation.
3.3. Battery Dispersion Efficiency
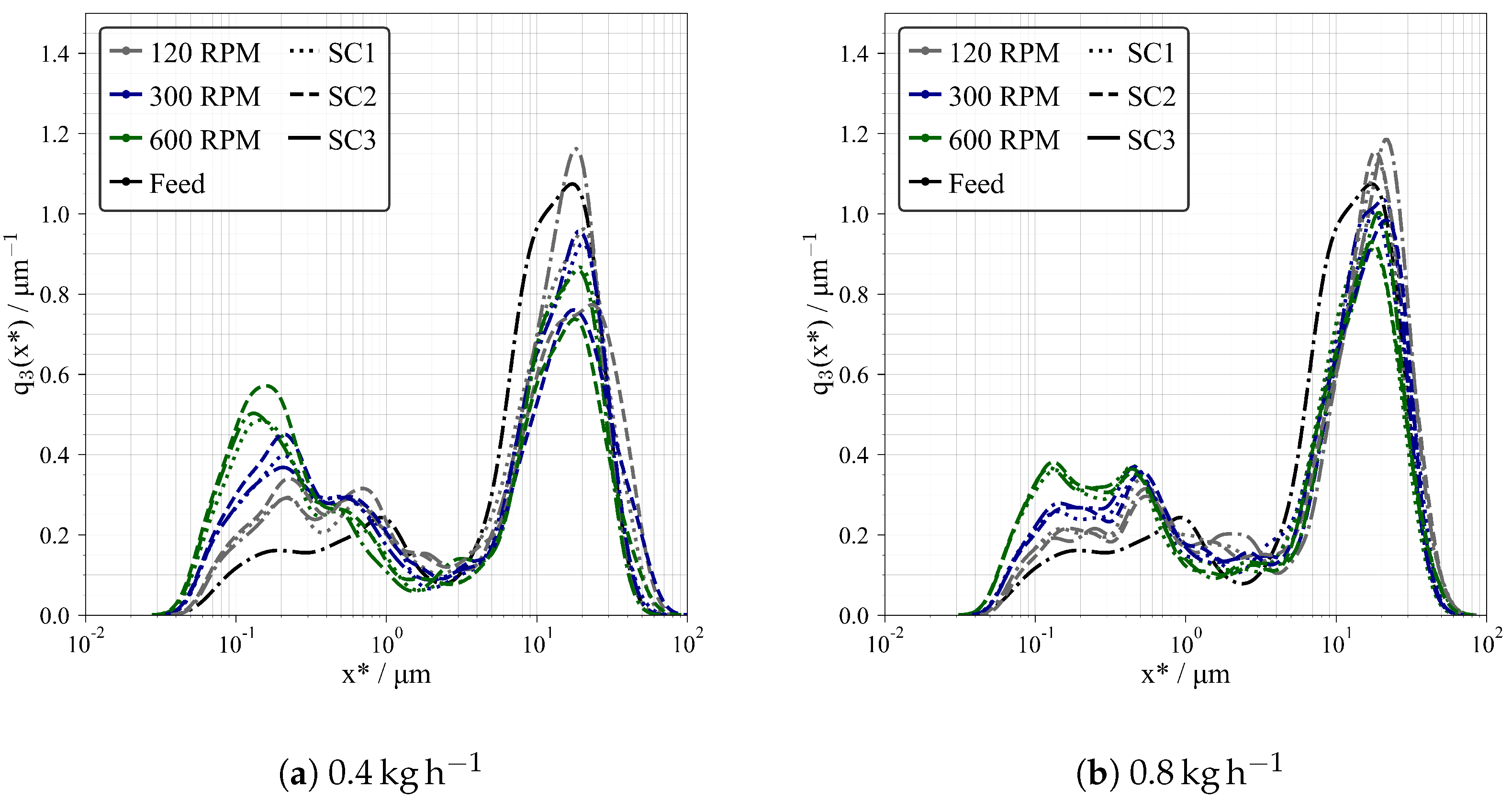
In order to analyze the performance of the extruder on battery slurry production and to further study the effect of the process setups on the continuous wet mixing process, an experimental evaluation of the simulated operating points and screw configurations was conducted. In addition, a higher screw speed of 900 RPM was added for the experimental evaluation. For the experiments, a water-based graphite anode slurry with a solid content of dry mass was produced and analyzed. The measurements focused on changes to the particle size distribution (PSD) of the battery slurries after extrusion.
Figure 7 visualizes the effect of process parameters changes such as screw speed and flow rate for the analyzed screw configurations on the particle size distribution compared with the baseline distribution of dry components (Feed). Particle size distributions were measured using a LUMisizer (LUM GmbH). As analyses are based on light extinction, the results in multi-material systems have to be interpreted carefully since they neglect the influence of differences in extinction coefficients.
For all the investigated setups, particle dispersion is observed, as the peak for larger particle sizes is reduced while the peak for smaller sizes is increased relative to the feed material. The measurements show that particle dispersion occurs even at low screw speeds, yet the largest changes to particle size distribution are produced by increasing the screw speed. Thus, for a constant mass flow rate, the results indicate that increasing the screw speed causes an increase in fine particles in the mixture and, hence, higher breakage efficiency of the carbon black agglomerates. Sample SEM images comparing the produced anodes at low (120 RPM) and high (900 RPM) showing this effect can be found in
Supplementary Materials. Moreover, this effect correlates with the increase in shear stress, since the shear rate generated by the screws increases almost linearly with the screw speed (see
Section 3.2). In order to achieve breakage of the agglomerates in the battery slurry, a critical shear stress must be exceeded [
18]. In addition, different agglomerate breakage mechanism may occur depending on the stress conditions. For instance, at low shear stress, erosion is more likely to occur, while at higher shear stress, more uniform particle breakage is feasible [
18]. Although only empirical correlations exist, the breakage rate generally increases with increasing shear stress, i.e., energy dissipation [
25].
The effect of the mass flow rate on the dispersion is analogous: When comparing the measured results at the same screw speed, an increase in mass flow rate resulted in a lower presence of fine material in the slurry. This can be explained by the increase in material flow in low-shear stress zones, as the filling ratio increases with the flow rate, as discussed in
Section 3.2. Thus, the probability of larger agglomerates being processed in the narrow gaps of the extruder is reduced. Furthermore, a significant effect of screw configuration on the particle size distribution can be observed at lower flow rates. For the configuration with backward elements (SC3), the increased flow resistance can amplify the effects of the upstream kneader block and, combined with longer residence times, results in more breakage. For the other two screw configurations, however, this effect is less pronounced. Here, the use of the reference (SC1) or neutral (SC2) kneading block resulted in similar breakage performance. Despite the enhanced distributive mixing effect of neutral elements, the reduced breakage efficiency for both configurations can be explained by their similar dispersing effect [
11]. In addition, the importance of screw configuration becomes more apparent at higher screw speeds, for which the shear stress is overall higher. For higher mass flow rates, the differences between screw configurations are less pronounced. This may be due to the overall lowered dispersion performance.
Finally, by comparing the particle size measurements at different process operating points, it is possible to summarize the effects of the process parameters on the dispersion efficiency. The dispersion index
proposed by Weber et al. [
23] is employed for this analysis. The mean particle diameter
of the left peak (fine material) in the slurry and its volume fraction
(here,
µm) are considered. The dispersion index is a general measure of the amount of finely dispersed carbon black aggregates in the mixture. In order to evaluate the effects of the individual process setups, the initial value of the dispersion index prior to extrusion for carbon black in the premix
is subtracted, which in this study was equal to 0.52 µ
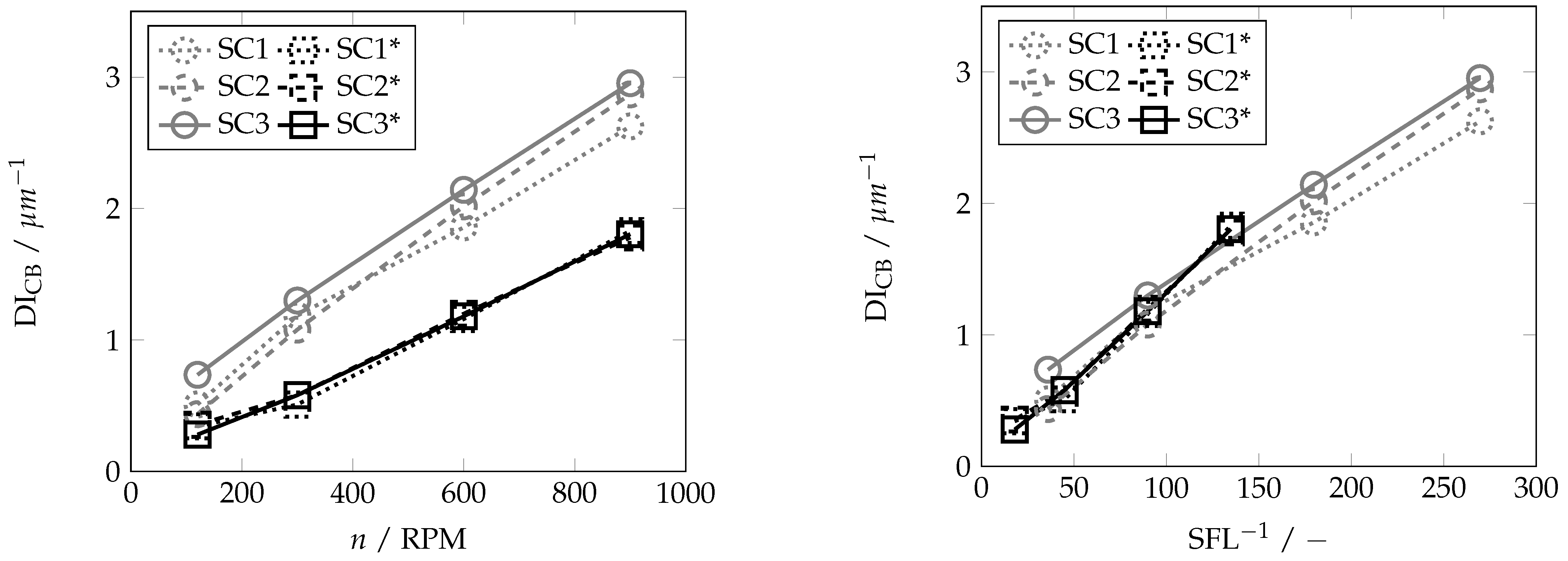
for all experiments; this allows for a more objective assessment of the net increase in dispersion caused by the process. The resulting curves are shown in
Figure 8, where the effects of screw speed, flow rate and screw configuration are visualized. It should be noted that changes in particle dispersion are mainly attributed to carbon black breakage, as for the investigated process conditions no large variation in the graphite particle sizes occurred (see
Supplementary Material).
The results confirm that at constant flow rate, the increase in screw speed induces a higher degree of dispersion, which can be correlated with the increase in mean shear stress as shown in
Figure 6. A similar effect can be seen with respect to the mass flow rate, since for the same screw speed, a lower flow rate results in a higher degree of dispersion, corresponding to the increase in shear stress as previously discussed. Furthermore, the effects of the screw configuration are also more appreciable for lower flow rates; here the dispersion of carbon black was higher when using backward elements (SC3) in comparison to SC1 and SC2, thus correlating also with the higher mean shear stress as shown in
Figure 6. Accordingly, at higher flow rates, the screw effects are less pronounced, and the changes in the dispersion index are similar for all screw configurations.
The specific feed load (SFL) combines the effects of both screw speed and flow rate in a dimensionless number according to Equation (
1). Plotting the dispersion index as a function of the inverse of the specific feed load yields a linear, dimensionless correlation for the extruder performance. Accordingly, it is possible to estimate the dispersion efficiency of the extruder based on target production rates. This correlation fits all investigated process conditions and screw configurations well, while a higher flow rate results in a slightly higher slope. However, the processing range at higher flow rates is shorter due to process limitations. Accordingly, it is possible to estimate and control the dispersion efficiency of the extruder based on the presented dimensionless correlation. Therefore, in order to increase the production rate while maintaining product quality, a higher screw speed must be applied, but this is limited by the process constraints of the extruder.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}