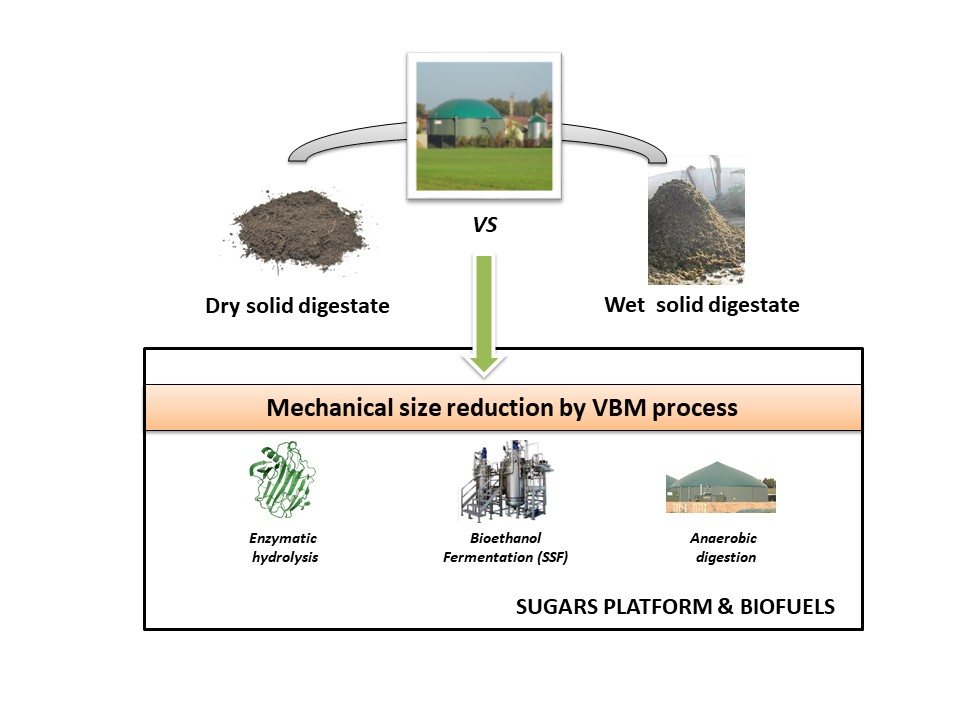
Comparison of Dry Versus Wet Milling to Improve Bioethanol or Methane Recovery from Solid Anaerobic Digestate




Abstract

1. Introduction
2. Materials and Methods
2.1. Samples Preparation and Mechanical Pretreatment
2.2. Enzymatic Hydrolysis
2.3. Bioethanol Fermentation
2.4. Biochemical Methane Potential
2.5. Analytical Determinations
2.6. Energy Balances of the Scenarios
3. Results and Discussion
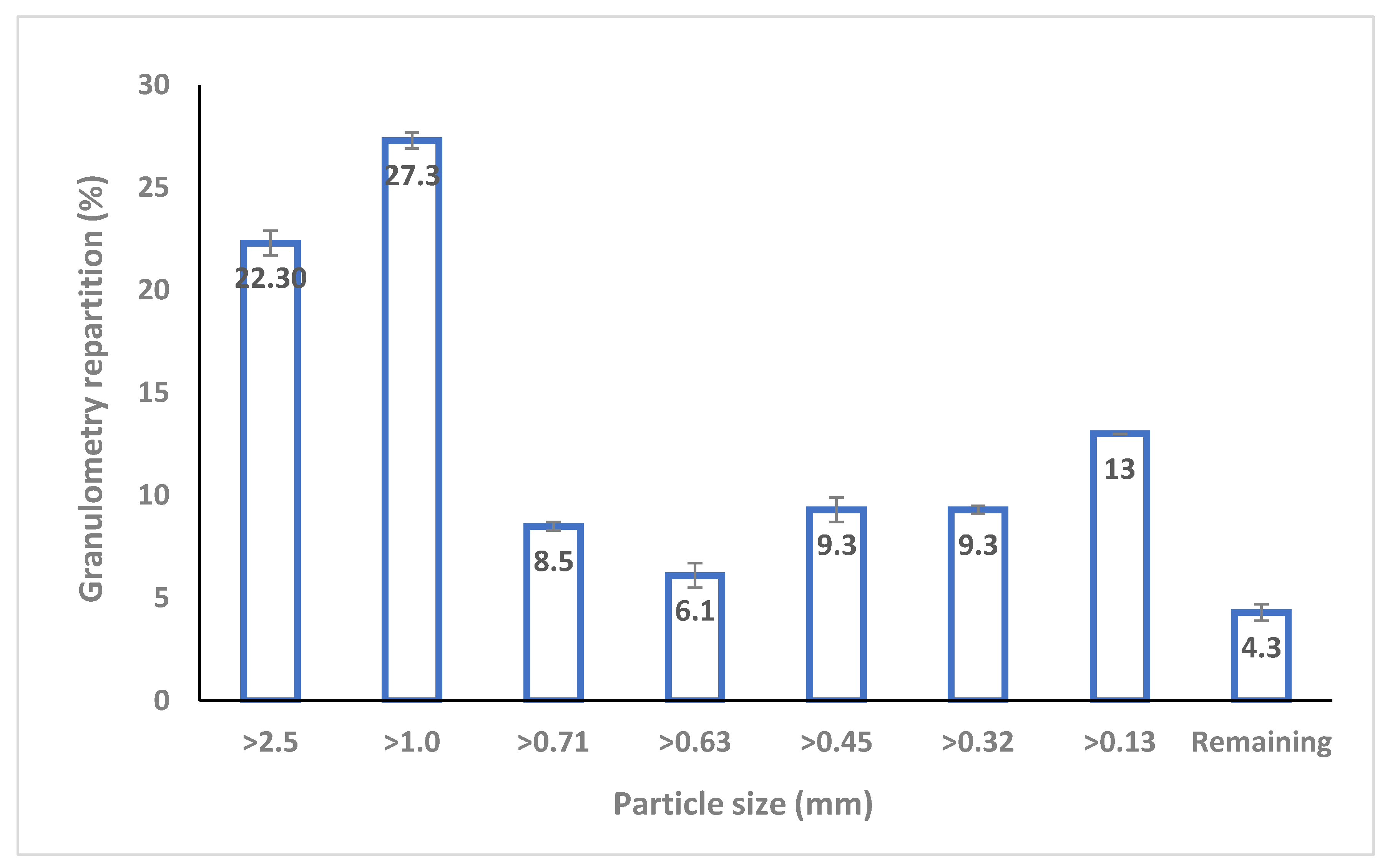
3.1. Physicochemical Characteristics of Untreated and Pretreated Digestate
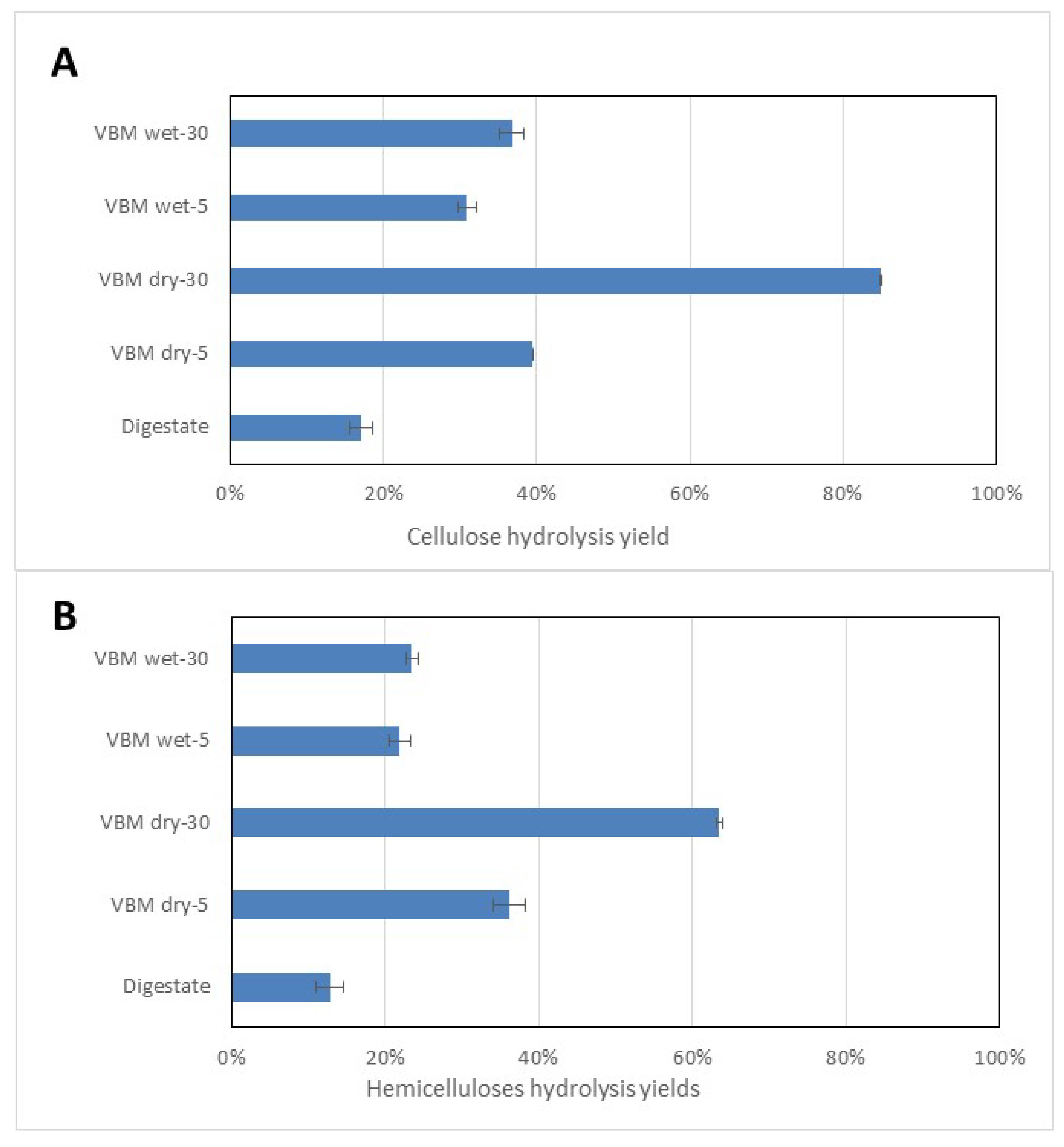
3.2. Enzymatic Hydrolysis
3.3. Energy Balance and Energy Efficiency Considerations
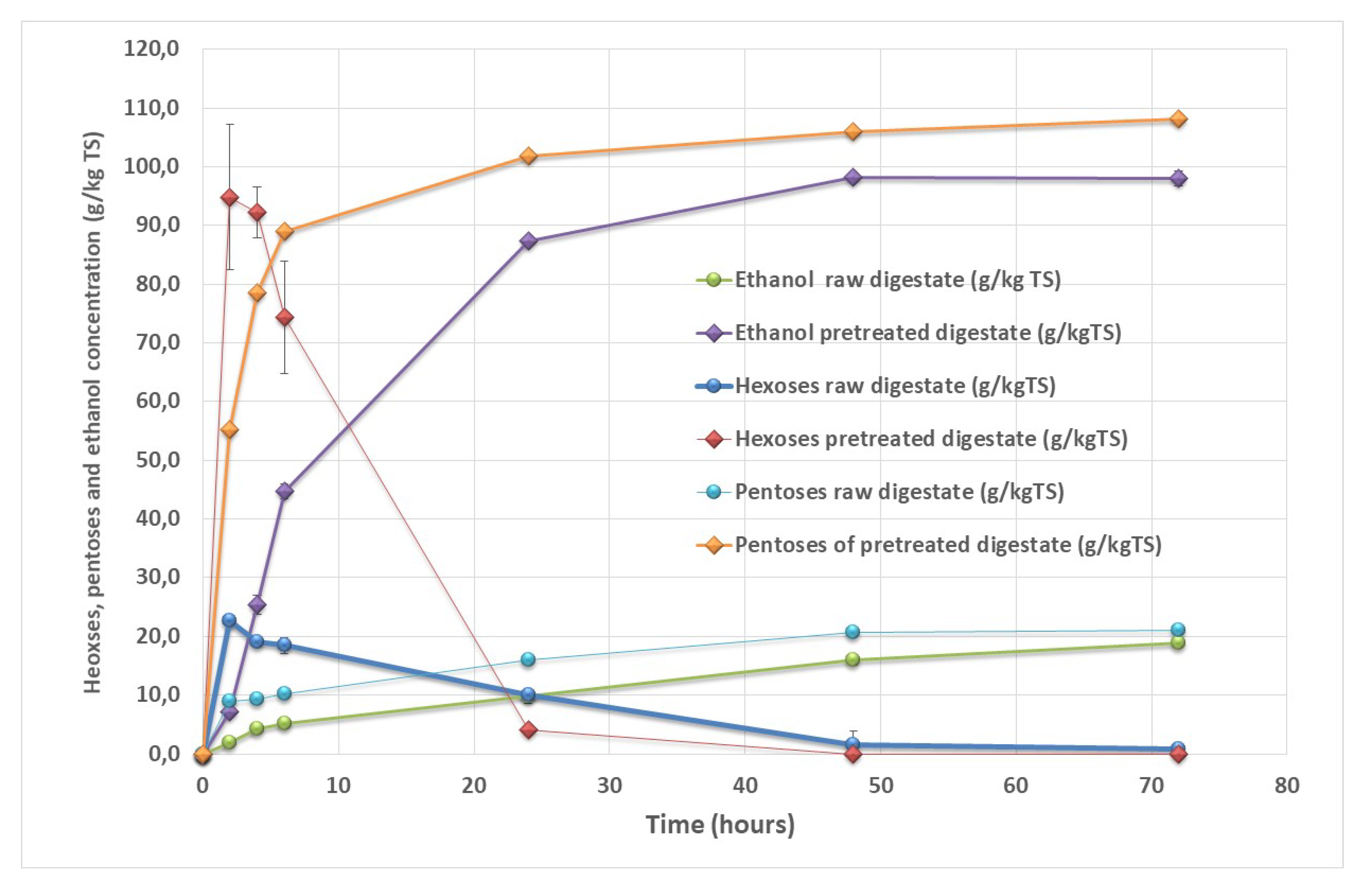
3.4. Bioethanol Fermentation and Methane Potential
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AD | Anaerobic digestion |
| CHP | Combined Heat and Power |
| Cp | Specific heat of water |
| EDY | Energy requirement for drying |
| EHeat | Energy requirement for heating |
| EEvaporation | Energy requirement for evaporation |
| Lv | Latent heat of vaporization |
| HRT | Hydraulic Retention Time |
| SS-DIG | Solid Separated Digestate |
| TS | Total Solids |
| VS | Volatile Solids |
| wt. | Weight |
References
- Angelidaki, I.; Alves, M.; Bolzonella, D.; Borzacconi, L.; Campos, J.L.; Guwy, A.J.; Kalyuzhnyi, S.; Jenicek, P.; van Lier, J.B. Defining the biomethane potential (BMP) of solid organic wastes and energy crops: A proposed protocol for batch assays. Water Sci. Technol. 2009, 59, 927–934. [Google Scholar] [CrossRef] [PubMed]
- Dinuccio, E.; Balsari, P.; Gioelli, F.; Menardo, S. Evaluation of the biogas productivity potential of some Italian agro-industrial biomasses. Bioresour. Technol. 2010, 101, 3780–3783. [Google Scholar] [CrossRef]
- Angelidaki, I.; Treu, L.; Tsapekos, P.; Luo, G.; Campanaro, S.; Wenzel, H.; Kougias, P.G. Biogas upgrading and utilization: Current status and perspectives. Biotechnol. Adv. 2018, 36, 452–466. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Antoniou, N.; Barakat, A.; Zabaniotou, A. A new concept for enhancing energy recovery from agricultural residues by coupling anaerobic digestion and pyrolysis process. Appl. Energy 2015, 148, 32–38. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Ficara, E.; Aboulkas, A.; Barakat, A.; Carrère, H. New opportunities for agricultural digestate valorization: Current situation and perspectives. Energy Env. Sci. 2015, 8, 2600–2621. [Google Scholar] [CrossRef]
- Sheets, J.P.; Yang, L.; Ge, X.; Wang, Z.; Li, Y. Beyond land application: Emerging technologies for the treatment and reuse of anaerobically digested agricultural and food waste. Waste Manag. 2015, 44, 94–115. [Google Scholar] [CrossRef] [PubMed]
- Ruile, S.; Schmitz, S.; Mönch-Tegeder, M.; Oechsner, H. Degradation efficiency of agricultural biogas plants – A full-scale study. Bioresour. Technol. 2015, 178, 341–349. [Google Scholar] [CrossRef] [PubMed]
- Santi, G.; Proietti, S.; Moscatello, S.; Stefanoni, W.; Battistelli, A. Anaerobic digestion of corn silage on a commercial scale: Differential utilization of its chemical constituents and characterization of the solid digestate. Biomass Bioenergy 2015, 83, 17–22. [Google Scholar] [CrossRef]
- Sawatdeenarunat, C.; Nam, H.; Adhikari, S.; Sung, S.; Khanal, S.K. Decentralized biorefinery for lignocellulosic biomass: Integrating anaerobic digestion with thermochemical conversion. Bioresour. Technol. 2018, 250, 140–147. [Google Scholar] [CrossRef]
- Fabbri, D.; Torri, C. Linking pyrolysis and anaerobic digestion (Py-AD) for the conversion of lignocellulosic biomass. Curr. Opin. Biotechnol. 2016, 38, 167–173. [Google Scholar] [CrossRef]
- Chen, G.; Guo, X.; Cheng, Z.; Yan, B.; Dan, Z.; Ma, W. Air gasification of biogas-derived digestate in a downdraft fixed bed gasifier. Waste Manag. 2017, 69, 162–169. [Google Scholar] [CrossRef] [PubMed]
- Sambusiti, C.; Monlau, F.; Barakat, A. Bioethanol fermentation as alternative valorization route of agricultural digestate according to a biorefinery approach. Bioresour. Technol. 2016, 212, 289–295. [Google Scholar] [CrossRef] [PubMed]
- Yue, Z.; Teater, C.; MacLellan, J.; Liu, Y.; Liao, W. Development of a new bioethanol feedstock—Anaerobically digested fiber from confined dairy operations using different digestion configurations. Biomass Bioenergy 2011, 35, 1946–1953. [Google Scholar] [CrossRef]
- Teater, C.; Yue, Z.; MacLellan, J.; Liu, Y.; Liao, W. Assessing solid digestate from anaerobic digestion as feedstock for ethanol production. Bioresour. Technol. 2011, 102, 1856–1862. [Google Scholar] [CrossRef] [PubMed]
- MacLellan, J.; Chen, R.; Kraemer, R.; Zhong, Y.; Liu, Y.; Liao, W. Anaerobic treatment of lignocellulosic material to co-produce methane and digested fiber for ethanol biorefining. Bioresour. Technol. 2013, 130, 418–423. [Google Scholar] [CrossRef] [PubMed]
- Carrere, H.; Antonopoulou, G.; Affes, R.; Passos, F.; Battimelli, A.; Lyberatos, G.; Ferrer, I. Review of feedstock pretreatment strategies for improved anaerobic digestion: From lab-scale research to full-scale application. Bioresour. Technol. 2016, 199, 386–397. [Google Scholar] [CrossRef] [PubMed]
- Monlau, F.; Barakat, A.; Trably, E.; Dumas, C.; Steyer, J.-P.; Carrère, H. Lignocellulosic materials into biohydrogen and biomethane: Impact of structural features and pretreatment. Crit. Rev. Env. Sci. Technol. 2013, 43, 260–322. [Google Scholar] [CrossRef]
- Sambusiti, C.; Monlau, F.; Ficara, E.; Musatti, A.; Rollini, M.; Barakat, A.; Malpei, F. Comparison of various post-treatments for recovering methane from agricultural digestate. Fuel Process. Technol. 2015, 137, 359–365. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Pretreatment of Lignocellulosic Wastes to Improve Ethanol and Biogas Production: A Review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Barakat, A.; de Vries, H.; Rouau, X. Dry fractionation process as an important step in current and future lignocellulose biorefineries: A review. Bioresour. Technol. 2013, 134, 362–373. [Google Scholar] [CrossRef] [PubMed]
- Kratky, L.; Jirout, T. Biomass Size Reduction Machines for Enhancing Biogas Production. Chem. Eng. Technol. 2011, 34, 391–399. [Google Scholar] [CrossRef]
- Licari, A.; Monlau, F.; Solhy, A.; Buche, P.; Barakat, A. Comparison of various milling modes combined to the enzymatic hydrolysis of lignocellulosic biomass for bioenergy production: Glucose yield and energy efficiency. Energy 2016, 102, 335–342. [Google Scholar] [CrossRef]
- Sambusiti, C.; Licari, A.; Solhy, A.; Aboulkas, A.; Cacciaguerra, T.; Barakat, A. One-pot dry chemo-mechanical deconstruction for bioethanol production from sugarcane bagasse. Bioresour. Technol. 2015, 181, 200–206. [Google Scholar] [CrossRef] [PubMed]
- Hideno, A.; Inoue, H.; Tsukahara, K.; Fujimoto, S.; Minowa, T.; Inoue, S.; Endo, T.; Sawayama, S. Wet disk milling pretreatment without sulfuric acid for enzymatic hydrolysis of rice straw. Bioresour. Technol. 2009, 100, 2706–2711. [Google Scholar] [CrossRef] [PubMed]
- Basset, C.; Kedidi, S.; Barakat, A. Chemical- and Solvent-Free Mechanophysical Fractionation of Biomass Induced by Tribo-Electrostatic Charging: Separation of Proteins and Lignin. Acs Sustain. Chem. Eng. 2016, 4, 4166–4173. [Google Scholar] [CrossRef]
- Menardo, S.; Balsari, P.; Dinuccio, E.; Gioelli, F. Thermal pre-treatment of solid fraction from mechanically-separated raw and digested slurry to increase methane yield. Bioresour. Technol. 2011, 102, 2026–2032. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Barakat, A.; Guo, X.M.; Latrille, E.; Trably, E.; Steyer, J.-P.; Carrere, H. Predictive models of biohydrogen and biomethane production based on the compositional and structural features of lignocellulosic materials. Env. Sci. Technol. 2012, 46, 12217–12225. [Google Scholar] [CrossRef]
- Barakat, A.; Monlau, F.; Steyer, J.-P.; Carrere, H. Effect of lignin-derived and furan compounds found in lignocellulosic hydrolysates on biomethane production. Bioresour. Technol. 2012, 104, 90–99. [Google Scholar] [CrossRef]
- Pengyu, D.; Lianhua, L.; Feng, Z.; Xiaoying, K.; Yongming, S.; Yi, Z. Comparison of dry and wet milling pre-treatment methods for improving the anaerobic digestion performance of the Pennisetum hybrid. Rsc Adv. 2017, 7, 12610–12619. [Google Scholar] [CrossRef]
- da Silva, A.S.A.; Inoue, H.; Endo, T.; Yano, S.; Bon, E.P.S. Milling pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol fermentation. Bioresour. Technol. 2010, 101, 7402–7409. [Google Scholar] [CrossRef]
- Yuan, X.; Liu, S.; Feng, G.; Liu, Y.; Li, Y.; Lu, H.; Liang, B. Effects of ball milling on structural changes and hydrolysis of lignocellulosic biomass in liquid hot-water compressed carbon dioxide. Korean J. Chem. Eng. 2016, 33, 2134–2141. [Google Scholar] [CrossRef]
- Zhang, Q.; Jérôme, F. Mechanocatalytic Deconstruction of Cellulose: An Emerging Entry into Biorefinery. ChemSusChem 2013, 6, 2042–2044. [Google Scholar] [CrossRef] [PubMed]
- Leewatchararongjaroen, J.; Anuntagool, J. Effects of Dry-Milling and Wet-Milling on Chemical, Physical and Gelatinization Properties of Rice Flour. Rice Sci. 2016, 23, 274–281. [Google Scholar] [CrossRef]
- Vancov, T.; Schneider, R.C.S.; Palmer, J.; McIntosh, S.; Stuetz, R. Potential use of feedlot cattle manure for bioethanol production. Bioresour. Technol. 2015, 183, 120–128. [Google Scholar] [CrossRef] [PubMed]
- Gupta, R.; Lee, Y.Y. Mechanism of cellulase reaction on pure cellulosic substrates. Biotechnol. Bioeng. 2009, 102, 1570–1581. [Google Scholar] [CrossRef]
- Jeoh, T.; Ishizawa, C.I.; Davis, M.F.; Himmel, M.E.; Adney, W.S.; Johnson, D.K. Cellulase digestibility of pretreated biomass is limited by cellulose accessibility. Biotechnol. Bioeng. 2007, 98, 112–122. [Google Scholar] [CrossRef]
- Mais, U.; Esteghlalian, A.R.; Saddler, J.N.; Mansfield, S.D. Enhancing the Enzymatic Hydrolysis of Cellulosic Materials Using Simultaneous Ball Milling. Appl. Biochem. Biotechnol. 2002, 98, 815–832. [Google Scholar] [CrossRef]
- Loustau-Cazalet, C.; Sambusiti, C.; Buche, P.; Solhy, A.; Bilal, E.; Larzek, M.; Barakat, A. Innovative deconstruction of biomass induced by dry chemo-mechanical activation: Impact on enzymatic hydrolysis and energy efficiency. Acs Sustain. Chem. Eng. 2016, 4, 2689–2697. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Zhu, J.Y.; Pan, X.; Zalesny, R.S. Pretreatment of woody biomass for biofuel production: Energy efficiency, technologies, and recalcitrance. Appl. Microbiol. Biotechnol. 2010, 87, 847–857. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.Y.; Zhu, W.; Obryan, P.; Dien, B.S.; Tian, S.; Gleisner, R.; Pan, X.J. Ethanol production from sporl-pretreated lodgepole pine: Preliminary evaluation of mass balance and process energy efficiency. Appl. Microbiol. Biotechnol. 2010, 86, 1355–1365. [Google Scholar] [CrossRef] [PubMed]
- Lindner, J.; Zielonka, S.; Oechsner, H.; Lemmer, A. Effects of mechanical treatment of digestate after anaerobic digestion on the degree of degradation. Bioresour. Technol. 2015, 178, 194–200. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Anaerobic Digester Parameters | |
|---|---|
| Number of reactors | 2 digesters, 1 post-fermenter, 1 storage tank |
| Reactors Volume (m3) | Digesters: 2 × 2400 Post-fermenter: 2700 Storage tank: 2700 |
| Feeding (t FM day−1) a | 95 |
| HRT (d) a | 80 |
| pH a | 7.9 |
| Temperature (°C) a | 40 |
| Biogas | |
| Biogas (Nm3 day−1) | 12,000 |
| Methane (%) | 53 |
| Total Energy (kWh day−1) b | 63,600 |
| Parameters | SS-DIG | VBM Dry—5 min | VBM Dry—30 min | VBM Wet—5 min | VBM Wet—30 min |
|---|---|---|---|---|---|
| Volatile Solids (g/100 g TS) | 89.2 ± 2.3 | 91.3 ± 0.4 | 91.7 ± 0.5 | 91.0 ± 0.2 | 90.0 ± 0.2 |
| Proteins (g/100 g TS) | nd | 10.5 ± (0.1) | 9.9 ± (0.3) | 9.7 ± (0.6) | 10.8 ± (0.0) |
| Cellulose (g/100 g TS) | nd | 22.9 ± (3.1) | 20.2± (0.4) | 22.2 ± (1.5) | 21.1 ± (1.5) |
| Hemicelluloses (g/100 g TS) | nd | 16.6 ± (1.9) | 16.5 ± (0.2) | 16.9 ± (1.5) | 17.9 ± (2.2) |
| Lignin (g/100 g TS) | nd | 26.9 ± (0.3) | 28.2± (0.8) | 26.3 ± (0.3) | 29 ± (1.3) |
| Ash (g/100 g TS) | 10.1 ± 1.9 | 8.2 ± (0.4) | 8.1 ± (0.9) | 10.1 ± (1.9) | 9.9 ± (0.2) |
| Particle size (D50, µm) | - | 35 (± 7) | 48 (± 2) | 202 (± 28) | 162 (± 34) |
| Cri (%) | 44 | 32 | 11 | 46 | 41 |
| Electrical Consumption (kWhel kg−1 TS) | Thermal Energy (kWhth kg−1 TS) | C6 Sugars (g kg TS−1) | Efficiency ɳel (kg Sugars kWhel−1) | Efficiency ɳtot (kg Sugars kWh−1) | |
|---|---|---|---|---|---|
| SS-DIG | - | - | 44 | ||
| VBM dry—5 min | 9.9 | 3.0 | 101 | 0.102 | 0.078 |
| VBM dry—30 min | 54.4 | 3.0 | 191 | 0.035 | 0.033 |
| VBM wet—5 min | 9.9 | - | 76 | 0.076 | 0.076 |
| VBM wet—30 min | 54.4 | - | 86 | 0.015 | 0.015 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Monlau, F.; Sambusiti, C.; Barakat, A. Comparison of Dry Versus Wet Milling to Improve Bioethanol or Methane Recovery from Solid Anaerobic Digestate. Bioengineering 2019, 6, 80. https://doi.org/10.3390/bioengineering6030080
Monlau F, Sambusiti C, Barakat A. Comparison of Dry Versus Wet Milling to Improve Bioethanol or Methane Recovery from Solid Anaerobic Digestate. Bioengineering. 2019; 6(3):80. https://doi.org/10.3390/bioengineering6030080
Chicago/Turabian StyleMonlau, Florian, Cecilia Sambusiti, and Abdellatif Barakat. 2019. "Comparison of Dry Versus Wet Milling to Improve Bioethanol or Methane Recovery from Solid Anaerobic Digestate" Bioengineering 6, no. 3: 80. https://doi.org/10.3390/bioengineering6030080
APA StyleMonlau, F., Sambusiti, C., & Barakat, A. (2019). Comparison of Dry Versus Wet Milling to Improve Bioethanol or Methane Recovery from Solid Anaerobic Digestate. Bioengineering, 6(3), 80. https://doi.org/10.3390/bioengineering6030080