1. Introduction
The air classification of gas–particle flows is an essential step in mineral, pharmaceutical, food, coal and cement industries [
1,
2,
3,
4,
5]. Especially for high product flows and fine target products, centrifugal classifiers are commonly installed. The general function of a classifier is to separate particles into coarse and fine particle fractions. This is achieved by rotating the classifier wheel, whereby centrifugal forces act against the drag forces, and particles are classified according to size. Coarse particles are thus rejected at the outer edge of the classifier wheel, while finer particles are transported inwards with the air to the product outlet [
6]. In order to reduce the process stages in a system, grinding and classification usually take place in a single apparatus. This enables continuous operation, since particles that are too coarse are returned directly to the grinding process after being rejected at the classifier. The high mass flows cause high operational energy costs. Therefore, interest in optimizing the process is of great importance. For this purpose, several experimental and numerical studies have been carried out in the past.
A detailed description of the flow profile in the classifier was first given by Toneva et al. [
7]. According to this, the flow profile shows three characteristic regions. The first region is located between the classifier blades. Here, the flow forms a forced vortex with high tangential velocity. Depending on the speed of the classifier, a dead zone is created, which decreases the classification performance of the apparatus. Between the classifier blades and the center of the classifier, two other regions appear with opposite physical behaviors. At the inner edge of the classifier blades lies the second region, where the tangential velocity increases with decreasing radius. In the center of the classifier is the third region, which is in contrast to the second region. This has similar characteristics to a forced vortex, and the tangential velocity decreases rapidly. The size of the individual regions depends on the process parameters and the design of the classifier. Many researchers have now confirmed Toneva’s studies [
8,
9]. For example, Stender et al. [
8] were able to gain optical access to the processes in the classifier. By using a camera, the real particle movement during classification was observed for the first time. In recent years, research has mainly focused on the optimization of geometric aspects of the classifier blades or the differences between vertical or horizontal classifiers [
10,
11,
12,
13,
14]. For this purpose, CFD was primarily chosen, as it is a cost-effective and time-saving tool and provides a sufficiently accurate representation of characteristic values such as pressure drop and classification efficiency [
15,
16,
17]. Nevertheless, the inner region of the classifier, characterized by Toneva as the second and third regions, has always been neglected during optimization. This zone, however, requires special attention, since high velocity and pressure changes occur in this region. The potential to optimize the flow profile and reduce pressure losses shows studies of Guizani et al. [
18]. During the investigations, the fine material outlet of a classifier was changed, which significantly reduced the pressure loss.
This work investigates the effect of flow baffles inside the classifier on the flow profile, pressure drop and classification efficiency. For this purpose, different classifier geometry are simulated. The geometries are different inside the classifier, namely no and twelve baffles are integrated. The baffles are attached to the rotor so that they have the same speed as the classifier. The speed of the classifier is varied, as the performance of the baffles also depends on it. The Multiple Reference Frame model (MRF) represents the rotation of the classifier. To evaluate the classification efficiency, the discrete phase model (DPM) is implemented to estimate particle trajectories. In addition, experimental tests for both types of classifiers are performed. Finally, this works compares two operating conditions for experimental and simulation results for validation.
3. Results
The time-averaged velocity distributions inside the mill and classifier with no and twelve baffles were investigated, and the CFD results for the second operating condition are reported in
Figure 3. The second operation condition had a higher classifier speed of 500 rpm, and the outer edge of the classifier rotated at about 42 m/s. Since only the inner area of the classifier was changed, the flow profiles in the grinding area did not differ for both cases. The air was guided through the nozzle ring after the inlet, causing the air in the outer area to rise upwards to the classifier. The highest velocities occurred between the classifier blades and the inner edge of the classifier cage. In the center of the classifier, the velocity decreased. In general, the flow profiles for both geometries were very similar; differences only became apparent when taking a closer look within the classifier wheel.
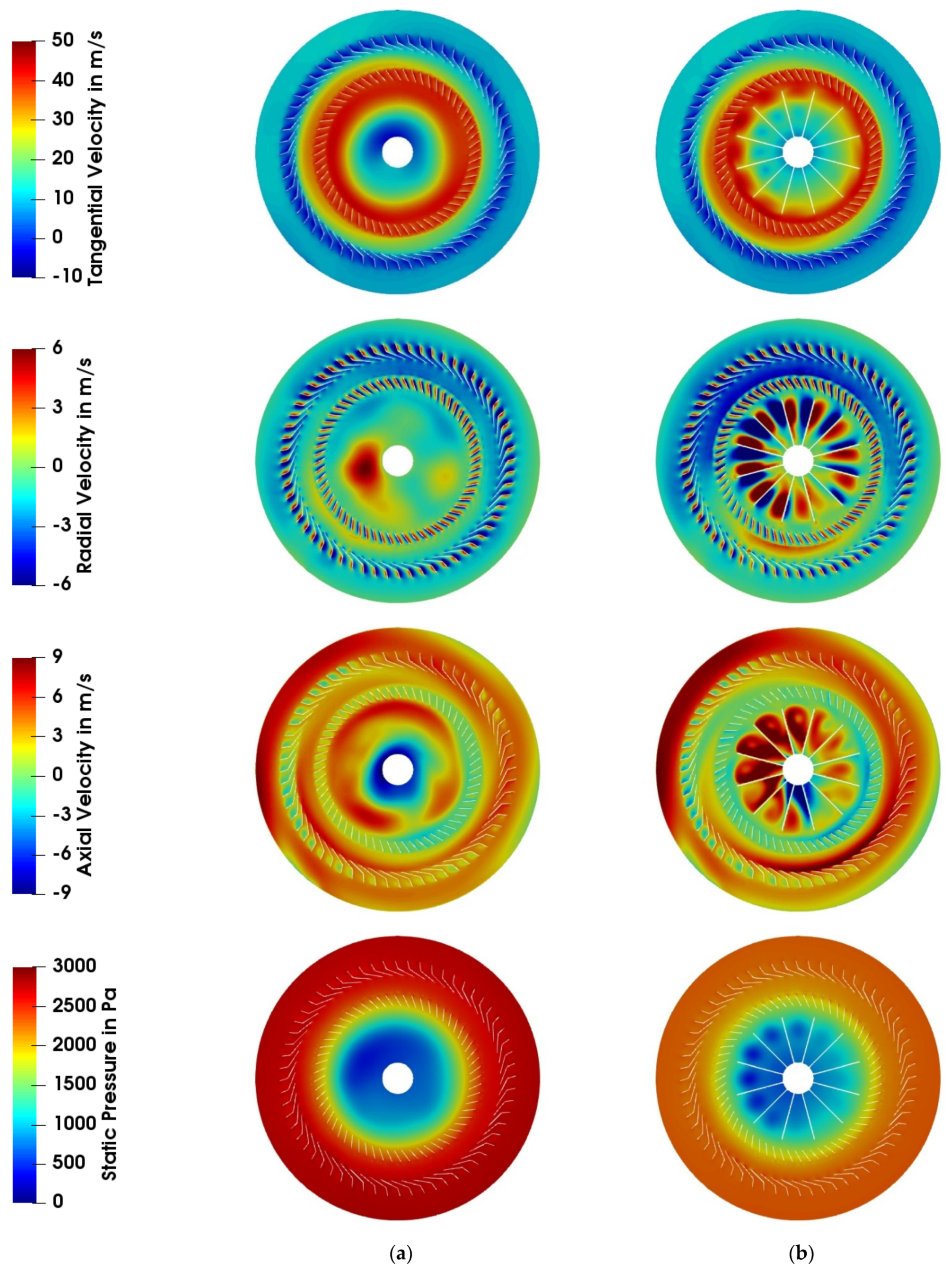
Therefore,
Figure 4 shows the velocity profiles for the tangential, axial and radial component in an axial section through the classifier and the static blades.
Figure 4 also shows the resulting pressure drop for investigated geometries. Without baffles inside the classifier, the flow profile with the three regions described by Toneva [
7] was formed. The tangential velocity reached the maximum velocity on the inner edge of the classifier cage.
Moreover, the forced vortex inside the classifier was strongly impressed, and the tangential velocity dropped sharply with a lower radius. This vortex led to a huge reduction in static pressure. In addition, the flow formed a vortex between the classifier blades. Behind the trailing blades, the radial velocity was shown by blue zones, indicating a radial velocity outwards, in front of the leading blade the air flows inwards, which was indicated by red velocity. Positive axial velocities occurred mainly outside of the static blades, between the static blades and the classifier, and inside the classifier. In the center of the classifier, negative axial velocities were present. The flow baffles changed the typical flow profile, which resulted in a slight reduction of the maximum tangential velocity. However, negative tangential velocity inside the classifier and negative axial velocities could be minimized or avoided. This significantly reduced the pressure loss in the classifier with baffles.
A qualitative indication of the reduction in pressure drop is provided by
Table 4 and
Table 5. There, the pressure loss in the experiment and simulation is presented for both classifier and operation conditions. The tables show firstly that, as already mentioned above, the pressure drop in the simulation was always lower than in the experiment, and secondly, that the pressure drop for both operating conditions could be significantly reduced by using flow baffles. For the first operating conditions at low classifier speed and high solid loading and volume rate, the reduction was around 12%; at the second operating condition at higher classifier speed and lower solid loading and lower volume flow, the pressure reduction was around 26%. Thus, thirdly, the tables show that the reduction in pressure drop depends on the operating conditions. The higher the classifier speed and the lower the volume flow, the greater the effect of the baffles. Fourthly, the simulation predicted very well the pressure loss reduction.
In addition to pressure loss, classification efficiency is also an important parameter to evaluate the classifier performance. In the simulations, particles in the size range of 1–500 µm were tracked. The number of particles varied in the range of 100,000 and 1,000,000. The particle distribution in the feed as well as the number of tracked particles had only a minor influence on the classification efficiency in the classifier. Since the particle distribution reaching the classifier in the experiments after grinding is unknown, an exact validation of experiment and simulation was not possible. Particles were fed between the classifier and the mill in the simulation, and their pathlines were recorded through the classifier. The end of tracking was reached when a particle left the classifier through the air exit or was rejected by the classifier and sediments towards the mill rollers. As an example, two different particle trajectories for a coarse particle of 50 µm and a fine particle of 10 µm for the classifier with twelve baffles and the second operating condition are shown in
Figure 5.
The particle trajectories refer to the absolute motion of a particle, which is why they also move through rotating walls such as classifier blades and baffles in
Figure 5. As expected, the fine particle enters the fine material while the coarse particle is rejected several times on the classifier. The particle trajectories can be used to calculate the grade efficiency
T(
x), which describes what fraction of the feed is in the coarse material after classification. Therefore, the grade efficiency results in
where
is the coarse material mass,
is the feed material mass,
is the particle density distribution of the coarse material and
is particle density distribution of the feed.
Figure 6 shows the results of the classification efficiency curves for both operating conditions and classifier types of the simulation. At the second operating condition, finer separation is achieved because the speed of the classifier is much higher and therefore greater centrifugal forces act on the particles.
It is also noticeable that at low classifier wheel speed, i.e., the first operating condition, the classifier without baffles separates more effectively, while at high speed the grade efficiency of the two separators is almost the same. Furthermore, the fish-hook effect is more pronounced in the classifier without baffles than in the classifier with baffles at the second operating point. In the experiments, only the fines were available for analysis. Therefore, two values were measured to evaluate the grade efficiency in the experiments. Firstly, the Blaine value was used, which is a standardized measure for the degree of fineness of a material and is determined via the specific surface area [
19]. The higher the Blaine value, the finer the material and thus the better the separation of the classifier. Secondly, the residue on the sieve in µm was compared between classifier with and without baffles.
Table 7 and
Table 8 summarize the measured valued for the two classifier types and operation conditions.
The experiments confirmed the results obtained from the simulation for the grade efficiency curves. At the first operating condition, the classifier without baffles separated better, which is why the Blaine value was higher and the residue on 125 µm lower. In the second operating condition, the classifier with baffles achieved a better separation result.
The following section focuses on the improved classification performance of the classifier with flow baffles at higher speeds only. Therefore, Equation (5) describes the theoretical cut size of a spherical particle, which has no interaction with other particles. The theoretical cut size
results from the superposition of centrifugal force and drag force and is
where
is the dynamic viscosity of the air,
is the radial velocity,
is the radius,
is the density of the solid particle and
is the tangential velocity. Therefore, the cut size primarily depends on the radial and tangential velocities in the classifier. Classification takes place between the classifier blades.
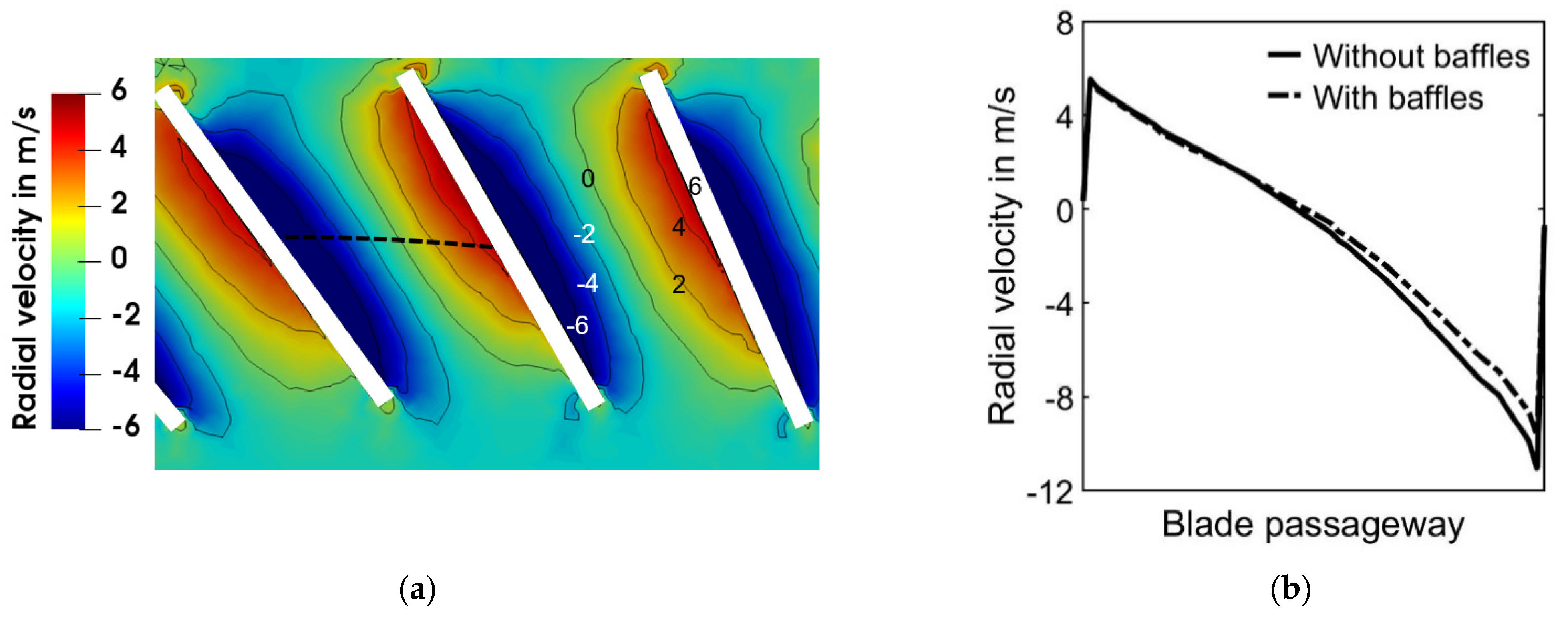
Figure 7 shows the radial velocity profile between two classifier blades. The classifier rotates clockwise, negative velocities point inward and positive velocities point outward. A vortex forms behind the leading blade, which constricts the radial transport inwards and significantly increases the radial velocity in zones where particles reach the inside. This effect increases with increasing classifier speed. Therefore, higher classifier speeds increase not only the tangential velocity, but also the radial velocity. However, since the tangential velocity has a quadratic influence on the cut-size, this influence is in general greater. Many studies have already investigated the flow profile and the influence of several parameters such as classifier speed or flow rate [
7,
9]. Therefore, this work focused exclusively on the effects of the flow baffles.
Figure 4 shows that the installation of flow baffles reduced the tangential velocity inside the classifier, which also slightly reduced the tangential velocity between two classifier blades and deteriorated the classification efficiency of the classifier. With increasing speed, however, this effect decreased, since the relative proportion of the reduction of the tangential velocity became smaller and smaller. The right-hand side of
Figure 7 shows that the baffles had a positive effect on the inward constriction of the radial transport.
Therefore, the radial velocity between two classifier blades (see left-hand side of
Figure 7) for both classifier types is plotted. This effect improves the classification efficiency of the classifier and becomes more important at higher classifier speed. Both effects are superimposed and explain why the classifier without baffles separates better at lower speeds and the classifier with flow baffles has advantages in classification at high speeds.
4. Discussion
In this paper, the air flow inside a classifier was numerically investigated by applying Computational Fluid Dynamics (CFD). The DPM was employed to predict the motion of particles. Two different geometries at two operating conditions were compared to evaluate the effect of flow baffles within the classifier on flow profile, pressure loss and classification efficiency. For validation, a comparison with experimental data was carried out. The experimental results confirm those from the simulation. The results allow the following conclusions to be drawn.
Firstly, flow baffles inside the classifier break the vortex formation associated with an abrupt drop in tangential velocities inside the classifier. Therefore, a significant reduction in pressure drop is achieved. The reductions of the pressure loss depends on the operating conditions and reaches about 25% at high classifier speeds. Secondly, flow baffles also influence the grade efficiency of the classifier, as they have an impact on the radial and tangential velocities between the classifier blades. Therefore, the evaluation of the release properties is a function of the operating conditions. At low classifier speeds, the classifier without flow baffles separates better; at higher classifier speeds, the classifier with flow baffles separates better. Finally, the use of flow baffles depends on the operating conditions but is particularly suitable for high classifier speeds, which are usually associated with high energy costs. Thereby, the CFD is a suitable tool because it is a cost-effective and time-saving tool and provides a sufficiently accurate representation of characteristic values. With the help of numerical simulation, further investigations into the number and design of the flow baffles should be carried out in order to improve the flow processes in the classifier and operating costs.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}