1. Introduction
With the Green Deal initiative, launched in December 2019, the European Commission intend to meet very ambitious goals in the field of energy and the environment (i.e., the achievement of climate neutrality by 2050 and economic growth decoupled from resource use) [
1,
2].
In accordance with the relevant timeline, and through the subsequent specific programmes “Biodiversity Strategy by 2030” and “Strategies for Energy System Integration”, the Commission recognized sustainable bio-energy as an important tool to combat climate change, identifying it as a priority along with wind and solar energy. Biomass has also been acknowledged as an enabler of carbon capture, storage, and use that can contribute to the achievement of the no-net emissions of greenhouse gases (GHG) target.
Being produced from CO
2 present in the atmosphere through the process of photosynthesis, biomass is by its intrinsic nature a GHG-neutral fuel. Therefore, its use for energy purposes (i.e., the production of bioenergy), if carried out in a sustainable way, is well consistent with the EU targets foreseen by 2050 [
3,
4]. The advantages, as well as the opportunity, of using biomass for energy production has also been considered by the international science community and the United Nation’s Intergovernmental Panel on Climate Change (IPCC), which has recognized the value of sustainable forestry in addressing climate change and of biomass as a renewable fuel. Thus, each IPCC scenario towards the achievement of the climate-neutrality by 2050 includes biomass [
5].
Biomass is the fourth most abundant source of energy in the whole world after oil, coal, and natural gas. For this reason, biomass is a very attractive solution to replace fossil fuel [
6,
7,
8]. As is well known, the progressive abandonment of fossil fuels has several advantages (e.g., the mitigation of global warming and climate change issues and the improvement of national energy security and independency). Since the use of biomass is a carbon-neutral process, it is important to fully investigate the potential for its use in replacing fossil sources and the benefits that its use can bring with respect to the problems of global warming and energy supply in each country or geographical area.
It is possible to convert biomass through different processes in order to develop reliable, efficient, and low-cost renewable energy power plants. For this purpose, one of the most effective processes is gasification (i.e., a thermo-chemical technology that allows the conversion of biomass into a gaseous energy carrier). Gasification can be implemented following different approaches and using reactors of different designs. The most widely used gasifiers are the fixed bed and the fluidized bed. Fixed bed gasifiers are commonly used in small size plants, and are characterized by simple construction and operation, but they have very low flexibility to heterogeneous raw materials [
9,
10]. Many authors have demonstrated that fluidized bed gasifiers can be scaled at larger size plants and have a great mixing and gas-solid contact. Such features ensure high reaction rates and conversion efficiencies and make these kind of reactors the most promising type of gasifiers [
11,
12,
13]. Biomass-gasification occurs at high temperature (800–1000 °C) with the mixing of a gasifying agent (air, oxygen and/or steam) and transforms biomass into a combustible gas mixture by partial oxidation. The gas obtained by the gasification process is commonly called producer gas or syngas. This gas is prevalently composed by hydrogen, carbon monoxide, carbon dioxide, methane, and steam, along with several contaminants. Depending on the specific source of oxygen used (e.g., air, enriched air), some nitrogen can also be present in the producer gas. Being an inert gas, its presence has an effect on the quality of the produced gas in terms of heating values (i.e., LHV and HHV) and, hence, on the possible use to which it can be addressed. Producer gas from steam and/or oxygen gasification (that is, N
2-free and, in turn medium heating value gas (e.g., 10–20 MJ/Nm
3)) are suitable for conversion in high value products such as synthetic fuels for the transport sector (e.g., road, aviation and maritime) and chemicals. On the other hand, when air is used, the presence of N
2 dilutes the produced gas significantly, resulting in a gas of low calorific value (~5 MJ/Nm
3) that typically finds application for power generation through ICE [
14,
15,
16].
Besides the gasifying medium, the ultimate composition of the syngas is affected by various other factors such as operating temperature and pressure, gasifier design (including heating mode (e.g., direct or indirect)), the addition of catalysts and/or sorbents, and the feedstock composition used as fuel [
17,
18,
19,
20,
21,
22]. By purifying the syngas, it is possible to obtain pure hydrogen, which is a promising energy vector. In fact, and differently from electricity, hydrogen can respond to all of the energy needs and can be used in different technologies such as the production of methanol and ammonia, in conventional internal combustion engines, or in fuel cells for more effective exploitation. Moreover, hydrogen is “clean” and, through gasification, distributed production from local resources could be achieved.
The first way to obtain more hydrogen in the syngas composition is to use steam and oxygen as gasifying agents. Such a gasification medium in fact allows one to achieve gas with potentially zero N
2, and a higher amount of H
2 [
23]. Then, before sending the syngas to external gas cleaning and conditioning units, it is possible to increase its purification directly inside the gasifier through catalytic cracking and steam reforming of low and high molecular weight hydrocarbons. This approach allows one to gain several advantages simultaneously (i.e., higher hydrogen concentration, thermal integrations with the gasification process, high tar and light hydrocarbons conversion), with overall process intensification. [
24,
25].
The good results in obtaining a cleaner gas fuel out of an intensified gasifier have been confirmed at a significant scale with the UNIQUE concept [
26]. Such an approach combines the advantages of a process of steam/oxygen gasification with the integration to a hot gas cleaning process into a single and compact fluidized-bed gasifier.
The activities presented in this paper are part of a more extensive programme of experimental work aimed at producing H2 from biomass through gasification. To achieve such a goal, a gasification plant characterized by some innovative items was coupled to an integrated portable unit, referred to as a portable purification station (PPS). This unit was equipped for gas conditioning and for H2 separation and production at a fuel cell vehicle grade (i.e., grade 4, 99.99%-v of H2). For proper discussion of the achieved results, the authors in the present work report only the gasification part (i.e., innovative gasification housing the gas filtration directly in the reactor, quoting gas compositions, contaminants, LHVs, yields, and cold gas efficiencies). Results concerning the second part, also involving the operation of the PPS, with the achievement of 99.99%-v of H2 will be in a second paper which is currently under preparation.
Moreover, in the present part, the experimental results gained at the integrated gasification system are used as input to validate a process simulation model developed via the commercial software Aspen Plus.
2. Materials and Methods
2.1. Experimental Set-Up
The pilot plant has been built at the ENEA Trisaia Research Centre, in the south of Italy. It is based on an auto-thermal bubbling fluidized bed reactor of 1000 kW nominal thermal input, operating at atmospheric pressure. The plant is equipped for continuous monitoring of the main operative parameters such as flow rates, pressure, and temperature, as well as with sampling points for online and offline gas analysis.
The main characteristic of this plant is the integration of a system for high temperature (HT) gas filtration based on ceramic candles housed directly inside the freeboard of the gasification reactor. The HT filtration elements, made with Al2O3 based ceramic foams, were provided by Pall Filtersystems GmbH and tailored for the specific application. The efficiency of the filtration system is maintained through a system of back pulsing operating with N2. In the course of gasification, based on the pressure drop between the gas inside the reactor and at the exit of the candles, short cycles of N2 pulsing removes the dust cake growing on the candle walls.
The reactor with in-vessel gas filtration was designed with the purpose of achieving both technical and economic advantages. Such a configuration can in fact give important benefits to the quality of the producer gas in terms of a very low particulate content and the possibility for a more effective use of the sensible heat, with a consequent improvement of the overall energy efficiency of the process.
For a higher process intensification, the gasifying agent of reference is oxygen mixed with steam in order to obtain a gas free of N2, the inert component which is instead present in large amount in the case of air gasification. However, to gain a larger flexibility in process performance assessments and the application of the producer gas, the pilot plant has been designed to also operate with enriched air.
The test sets focused in this work were carried out at 0.25–0.28 ER, 0.4–0.5 S/B, and 780–850 °C gasification temperature. As explained in the introduction section, UNIQUE concept pointed out a new gas cleaning technology for gas treatment within the gasifier. The way to demonstrate the efficacy of this approach is to analyse the product gas at the outlet of the gasification reactor. Almond shells were used as biomass (a summary of the their main physical and chemical characteristics is reported in
Table 1 [
27]) and supplied to the reactor at feeding rates up to 150 kg
dry/h. An unmodified olivine, commercially known as
Magnolithe GmbH [
28], was used for the fluidized-bed inventory. The recall of the main characteristics of the bed material are reported in
Table 2.
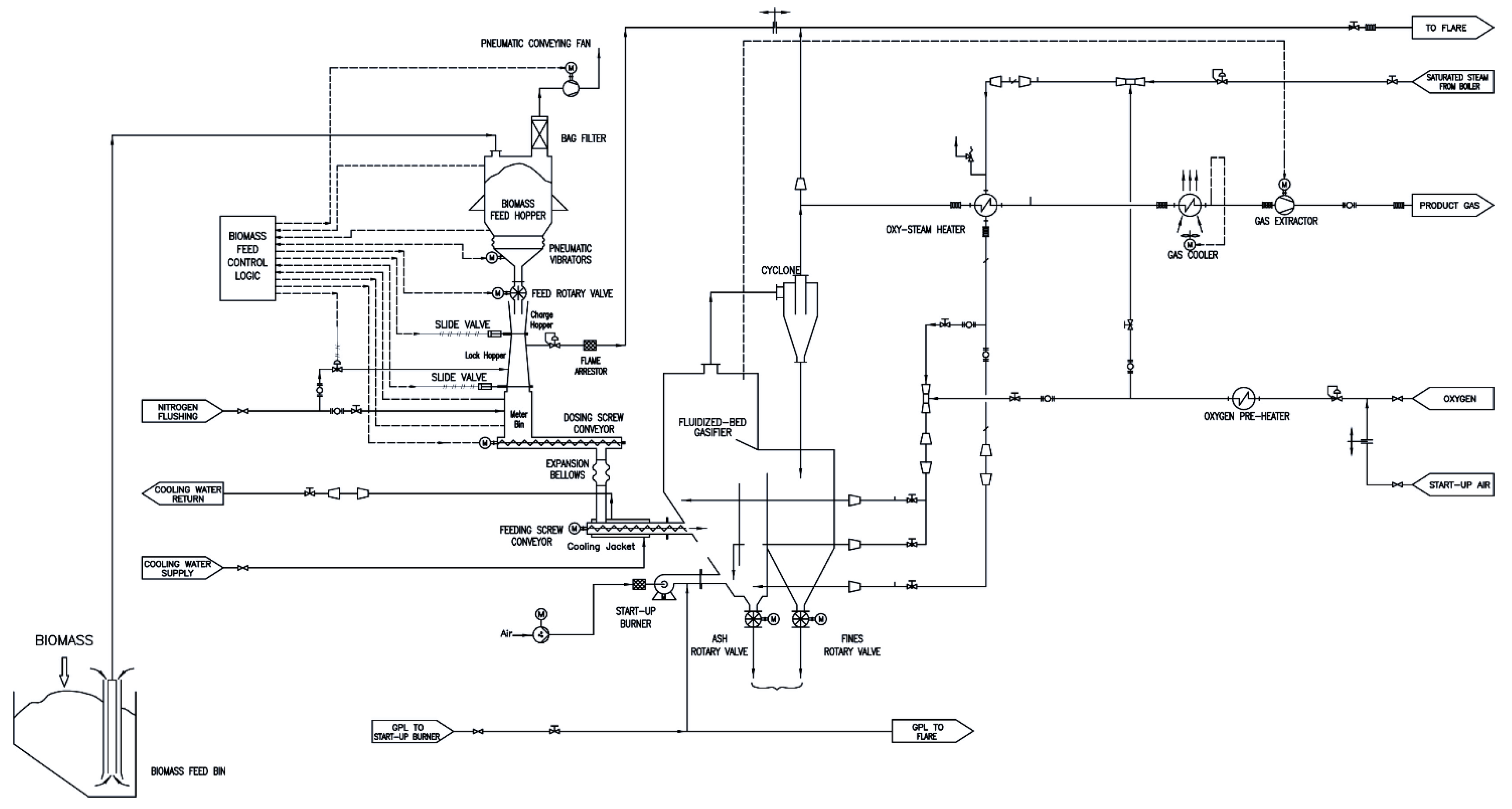
2.2. Gasification Pilot Plant and Gasifier with Integrated Gas Filtration
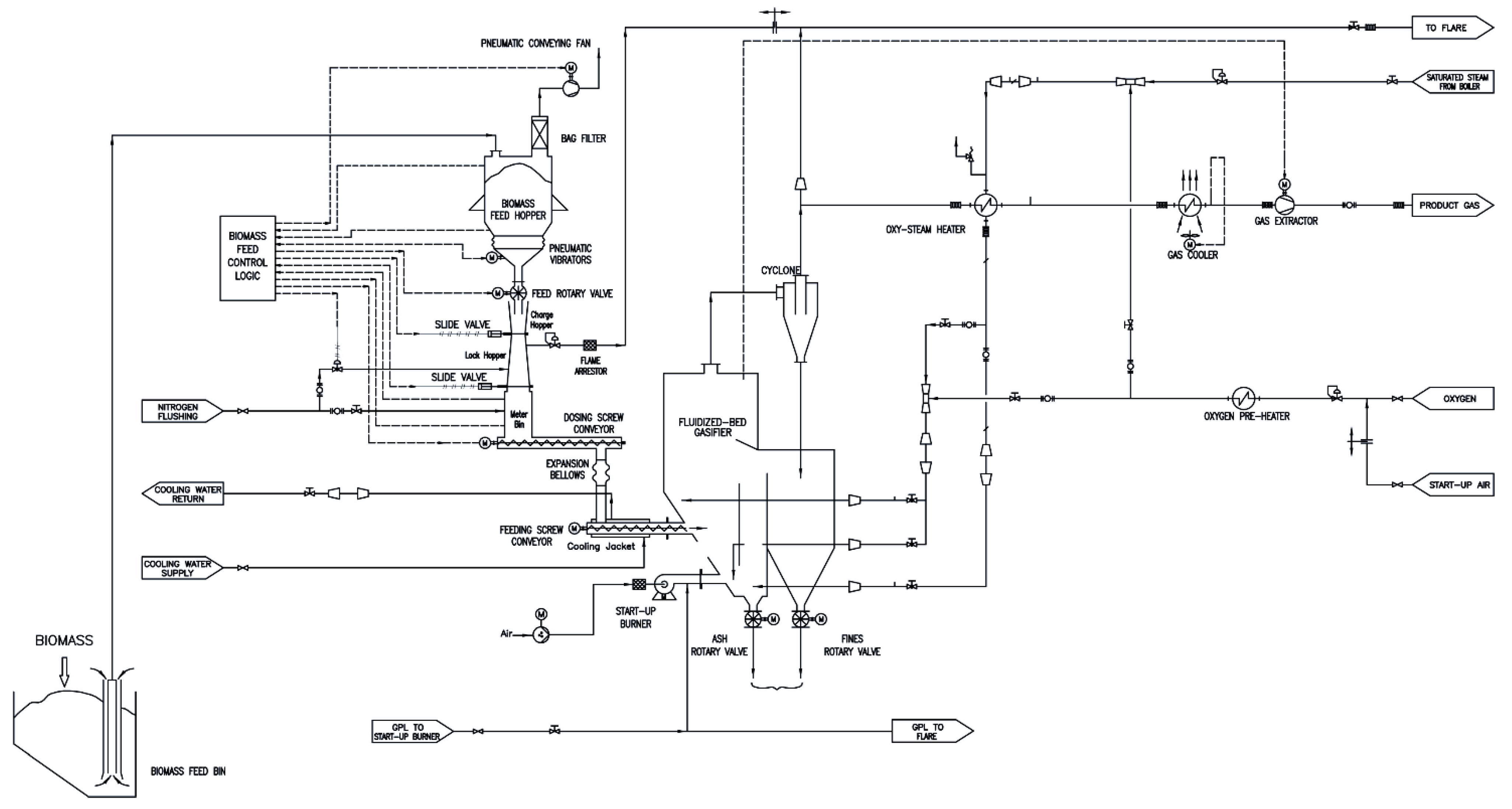
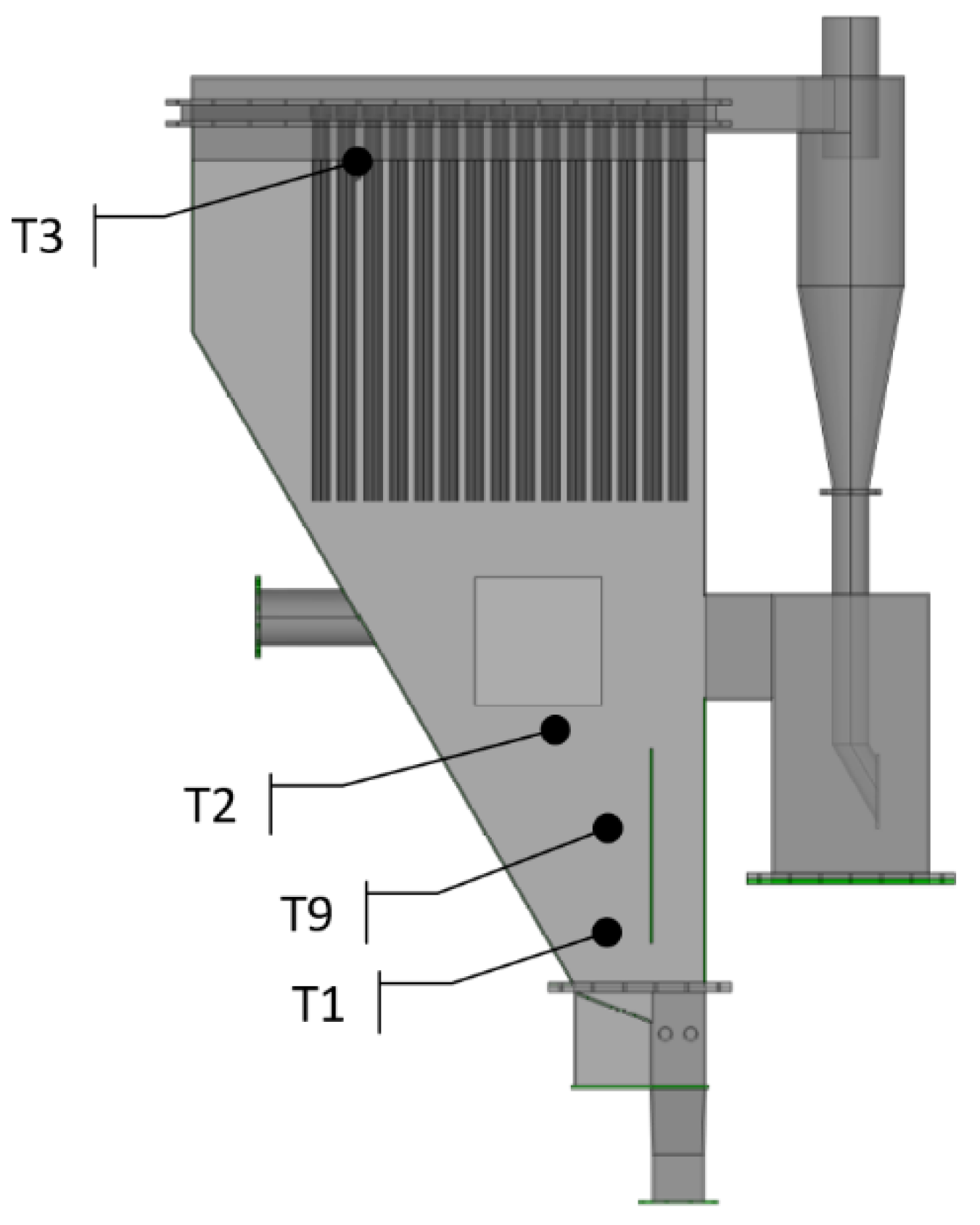
The in-vessel gas filtration system was implemented to a bubbling fluidized bed reactor, part of a pre-existing gasification plant designed for continuous operation. In this plant, the biomass is fed in “in-bed” mode in order to have a better mixing of bed material and supplied fuel, while the gasifying agents (steam and oxygen/enriched air) are fed from the bottom of the reactor to ensure proper bed fluidization. Drawings of the pre-existing plant and of the gasification reactor in the upgraded configuration are presented in
Figure 1 and
Figure 2, respectively. The details of the plant have been described in a previous work [
27].
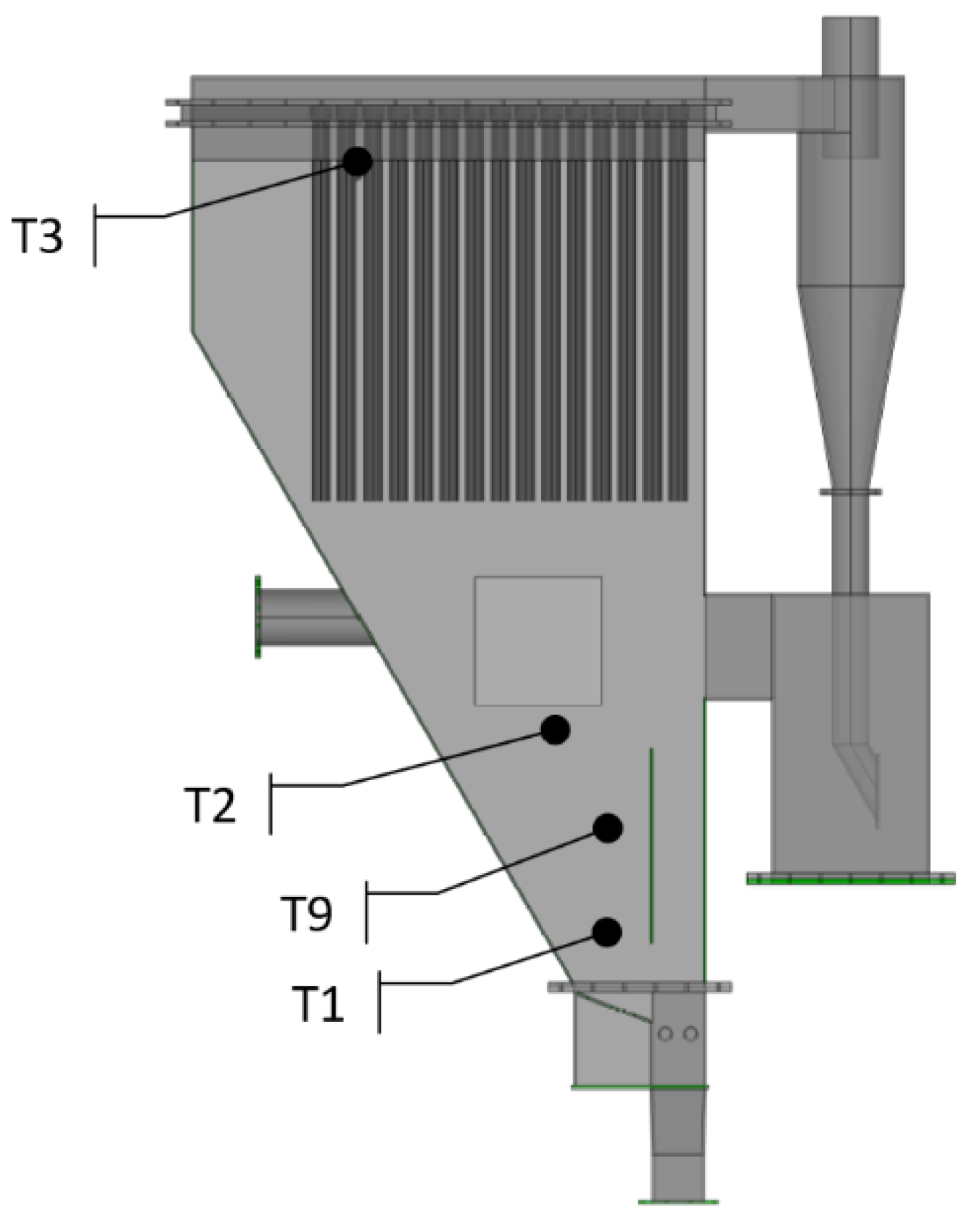
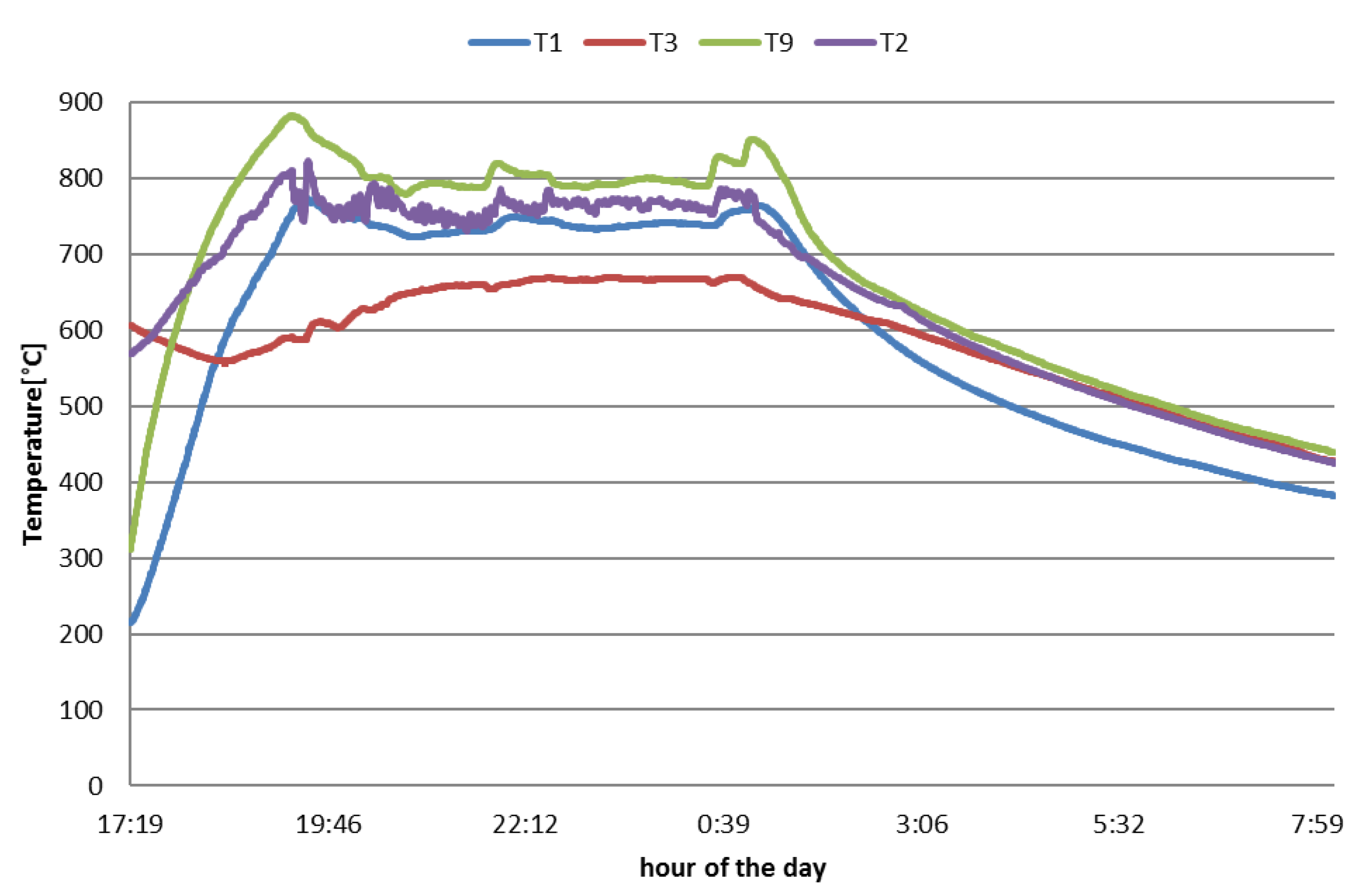
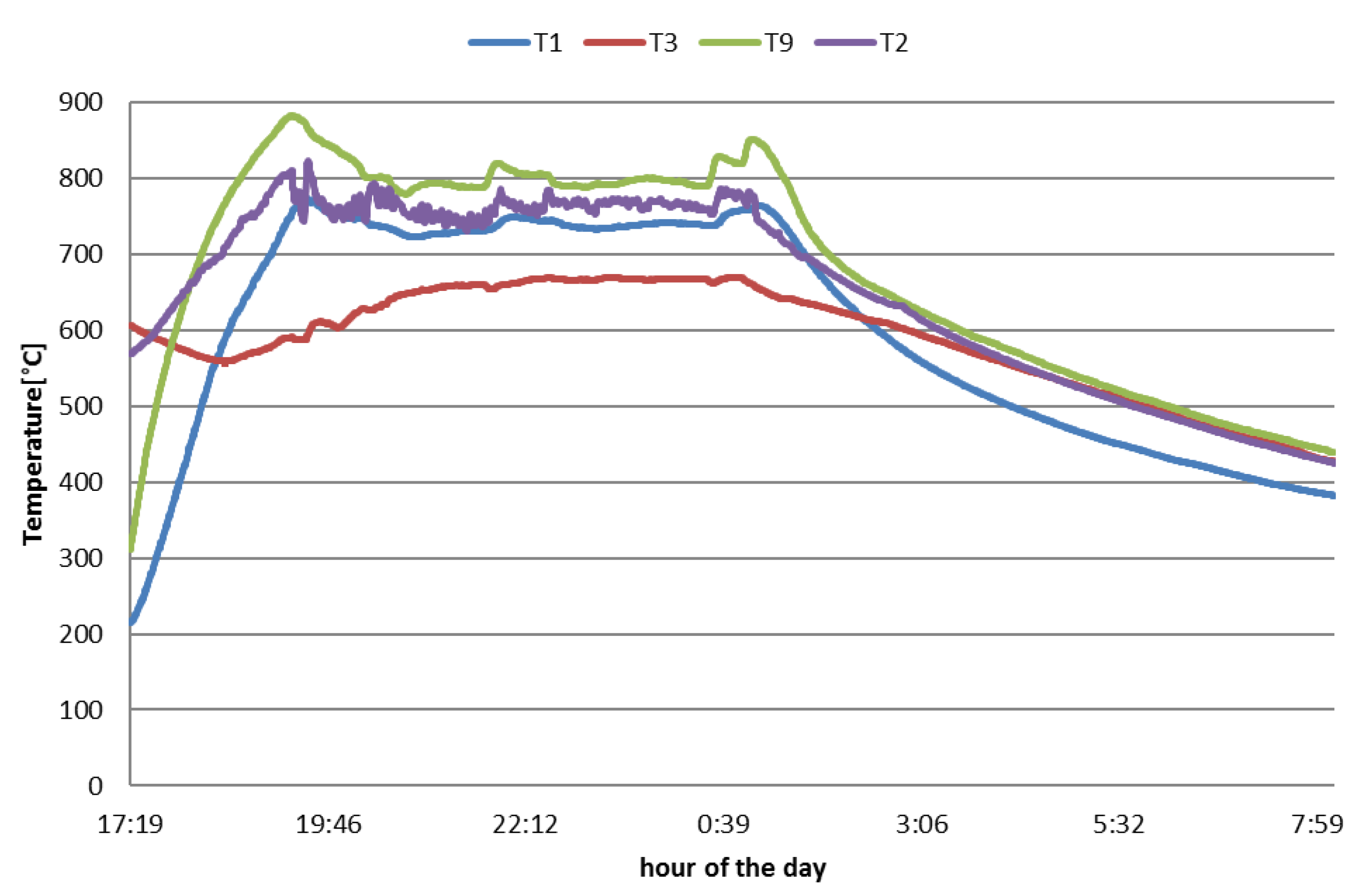
The HT filtration system consisted of sixty ceramic candles arranged in five clusters of twelve elements each. To monitor the temperature along the gasifier, several thermocouples were installed in the most relevant internal areas, as indicated in
Figure 2. Specifically, two thermocouples were located inside the bed inventory, one in the freeboard in contact to the fluidized bed material and another one in the upper part of the gasifier near the ceramic candles.
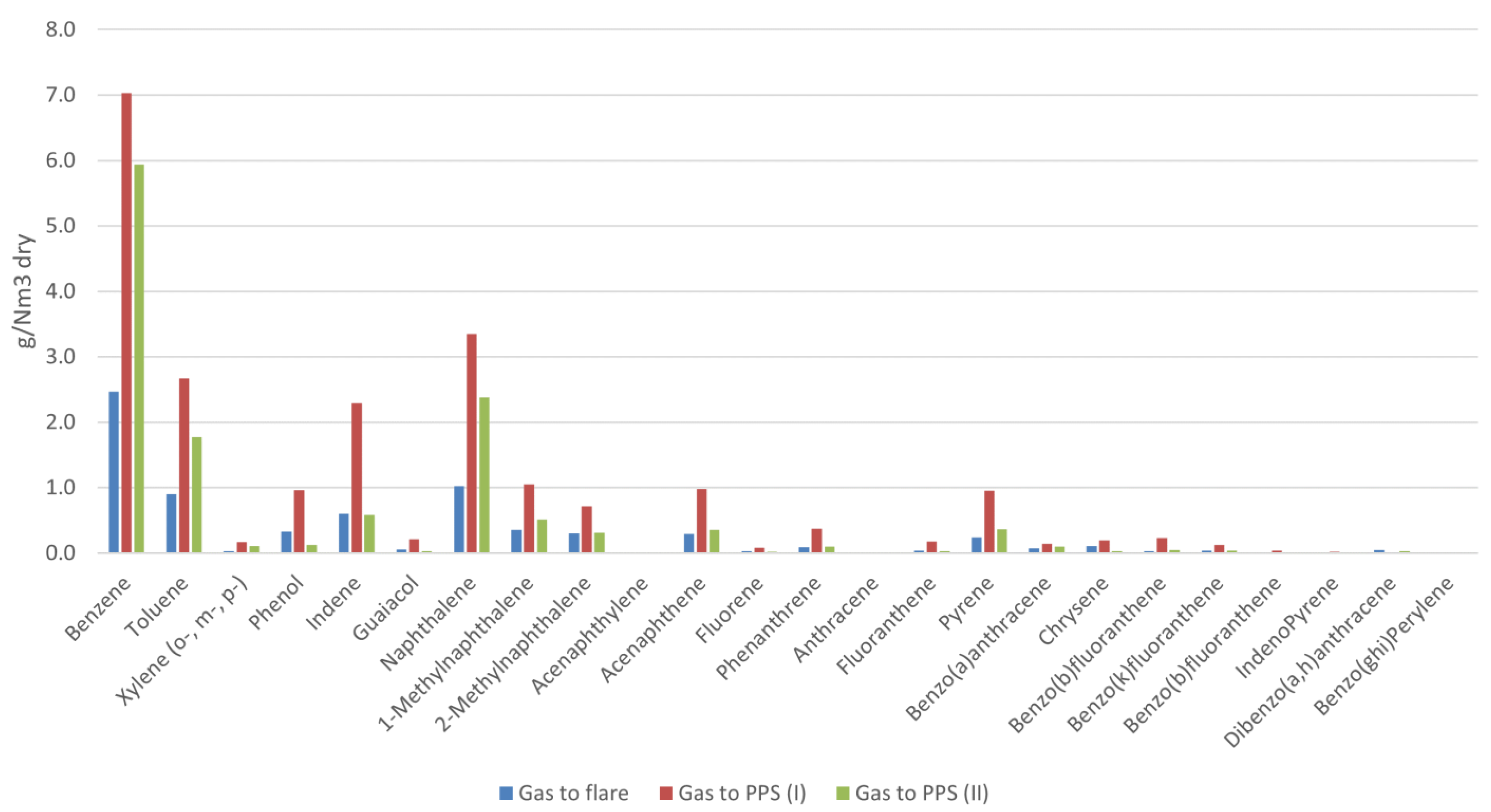
The head of the gasifier was arranged to allow the splitting of the producer gas into two streams in order to ensure that the current flow rate was suitable to test the experimental PPS designed for gas conditioning and H2 production. Given the size of the station, the gas was split to direct only the outflow from two of the five filtration clusters to the PPS. The remaining stream was instead directed to a flare for disposal by combustion.
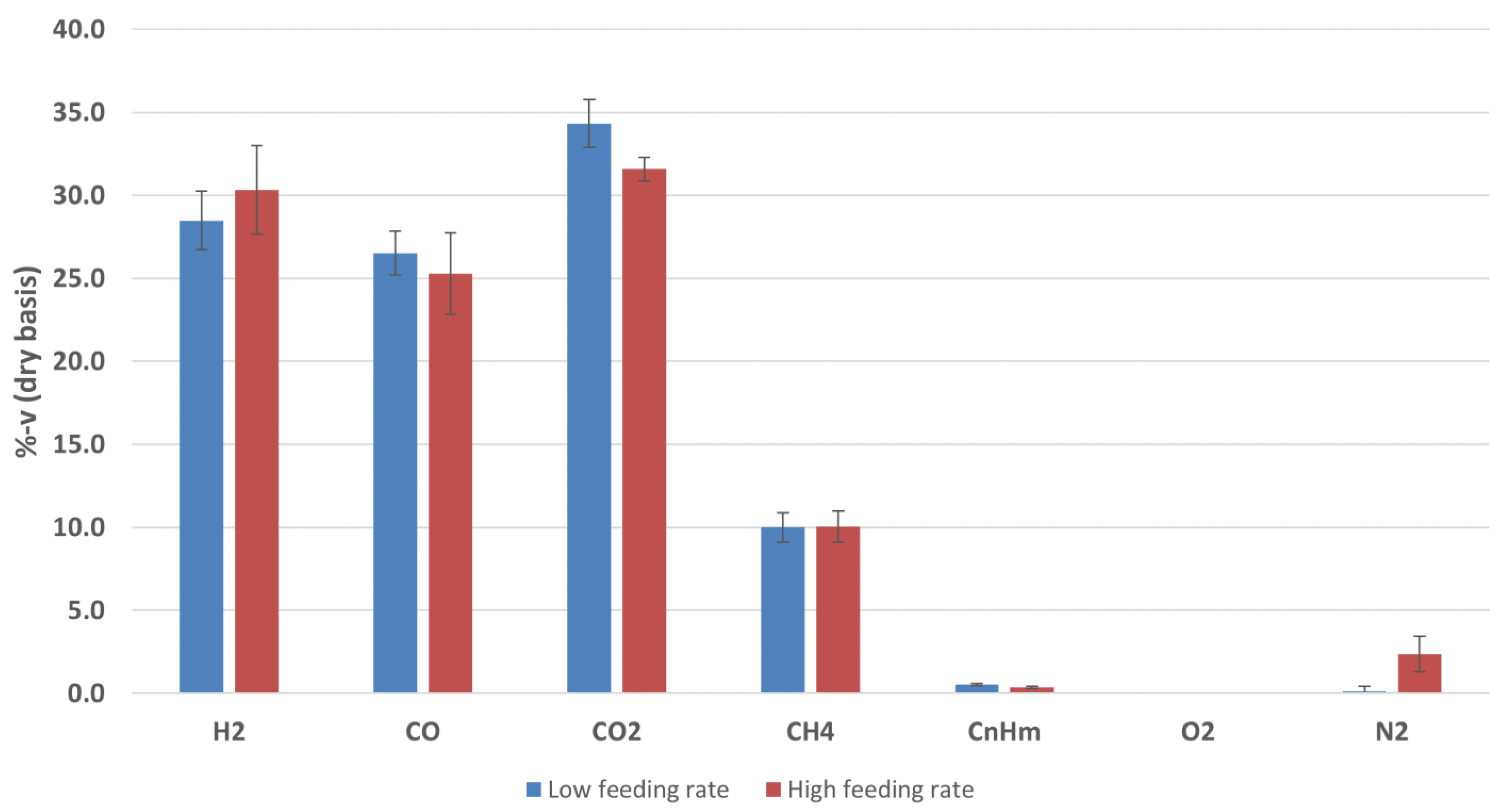
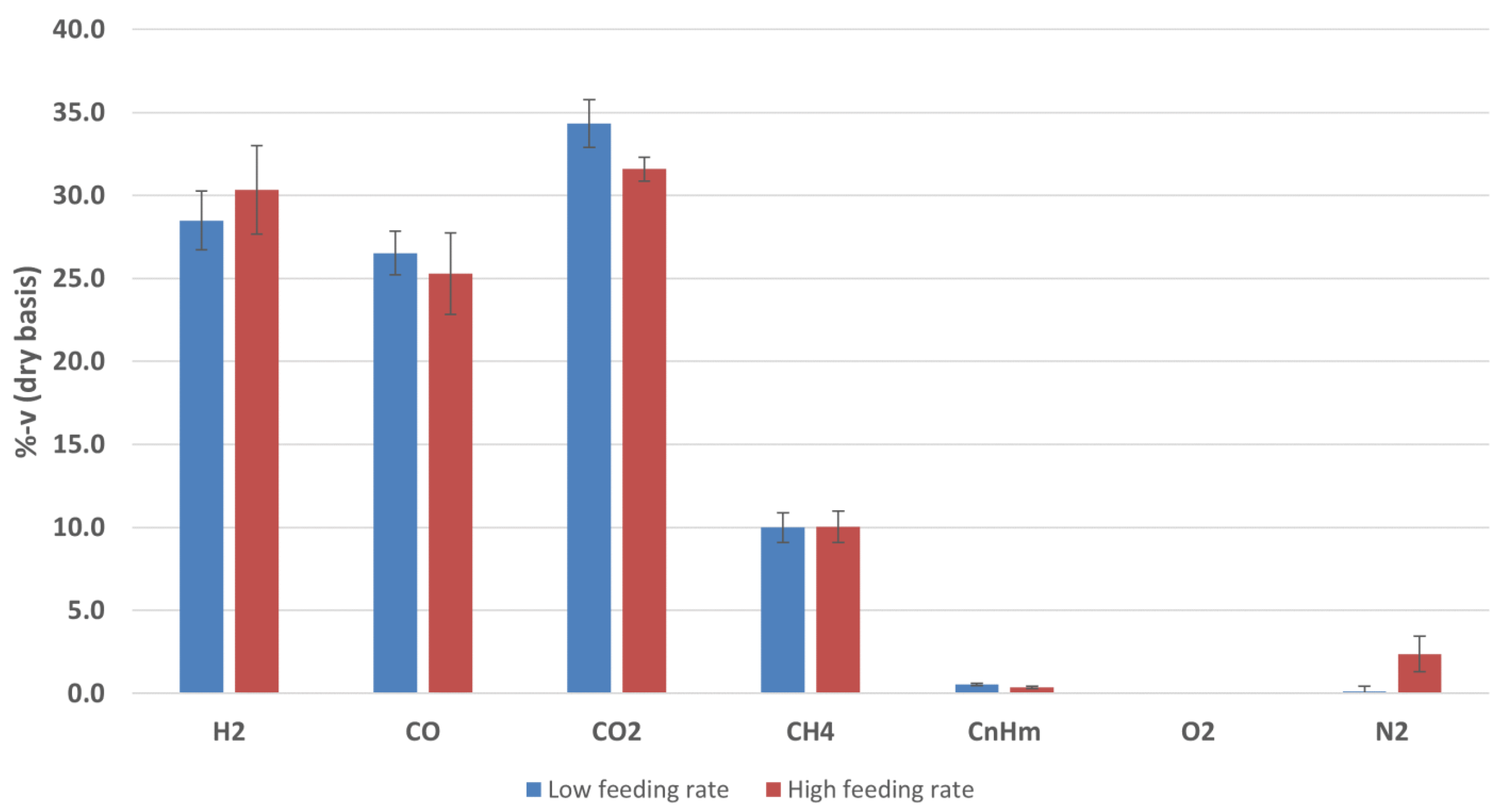
Experimental tests were carried out ranging the process parameters, mainly driven on the basis of the values of biomass feeding rate, in order to confirm the capability of the plant to elaborate different biomass feeding rates in similar conditions and, in doing so, giving similar outputs. A summary of the most representative conditions adopted as feeding conditions at the gasifier is presented in
Table 3, corresponding to the lowest and highest biomass feeding rate adopted in the experimental campaigns herein presented.
During the tests, parameters such as flow rates, temperature, and pressure were monitored and the produced stream was sampled to acquire data on the permanent gas composition, as well as on the organic and inorganic contaminant content.
The dry gas composition was monitored online by a µGC–TCD system (by Agilent Technologies) equipped with MSieve5A and PoraplotQ narrow-bore columns. Argon 5.5 grade (99.9995%v) was used as carrier gas. The identification and quantification of each component was based on a retention time parameter and multilevel external calibration, respectively. The gas composition was monitored by acquisition carried out every 4 min. To avoid leaks of the producer gas through the feeding screws, the feedstock supply during the stage of gasification was carried out under a slight nitrogen current, therefore presence of N2 in the produced gas was also detected. The detected percentage was typically lower than 5%v.
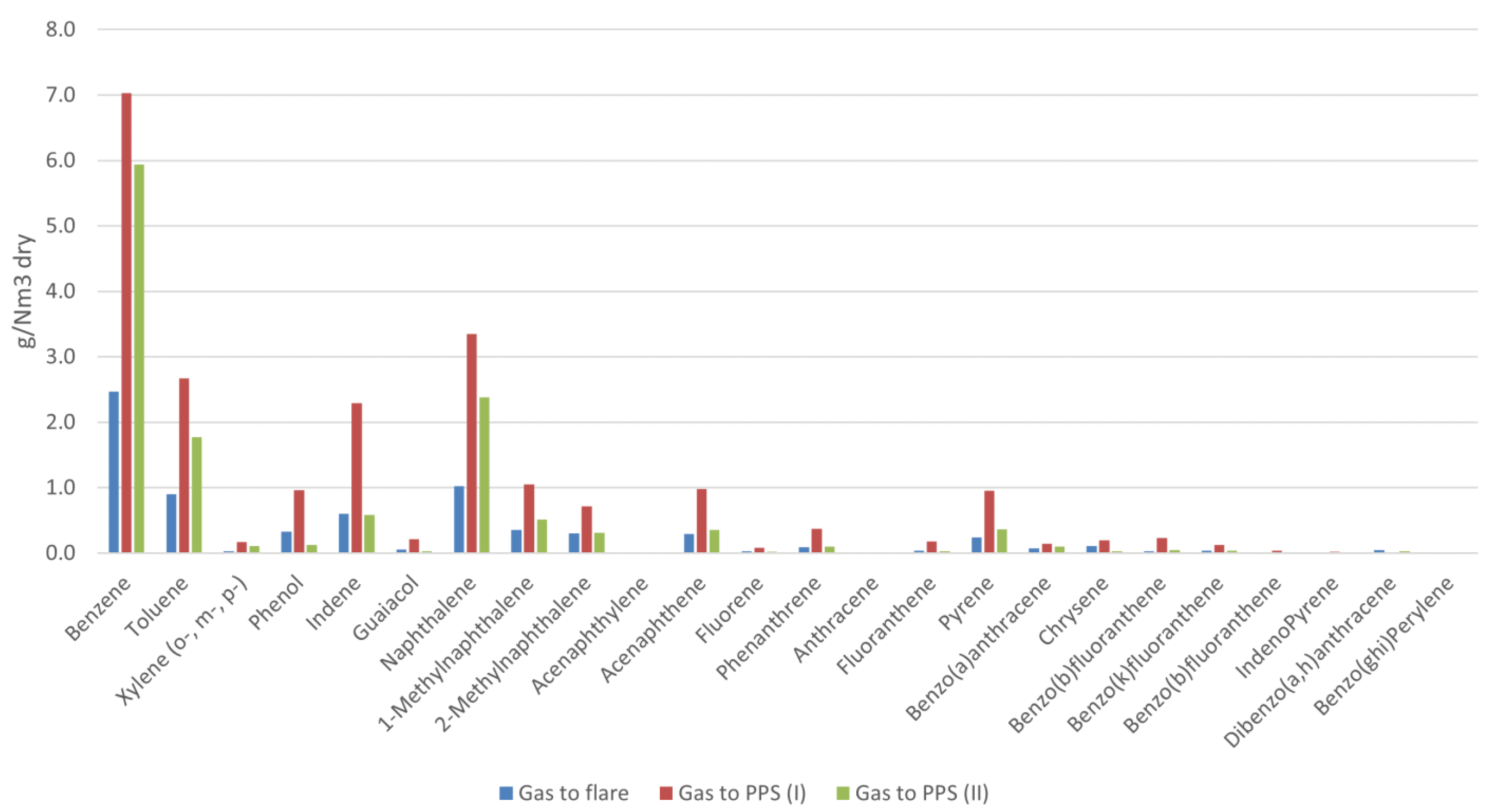
Concerning the measurement of contaminant content, tar and particles were measured according to the CEN/TS 15439 protocol; isopropanol (2-propanol) was used as solvent for tar absorption. The final solution was then properly treated for gas chromatography mass spectrometry (GCMS) analysis and gravimetric quantification. Chromatographic analyses were carried out with a GCMS system by Agilent Technology, Mod. 5975 B, equipped with an HP-5MS cross-linked 5% PhMe-siloxane 30 m × 0.25 mm × 0.25 μm film thickness column. Helium 6.0 (99.9999%v) grade was used as gas carrier. A 4-level calibration curve and multi standard solutions containing up to 24 molecules were used for tar molecule quantification.
Inorganic vapours (i.e., HCl, H2S, and NH3) were measured by absorbing the produced gas with aqueous solutions. Specifically, 5%-wt NaOH solution was used for HCl and H2S sampling, and 5%-wt H2SO4 solution was used for NH3. The collected solutions were analysed via liquid chromatography at a DIONEX DX500 system for HPIC (High-Pressure Ion Chromatography). If needed, before the analysis the solutions were diluted at a suitable ratio.
To evaluate the performance of the in-vessel filtration system, the experimental data acquired in the campaigns carried out with the ceramic candles were compared with those from the tests conducted without them.
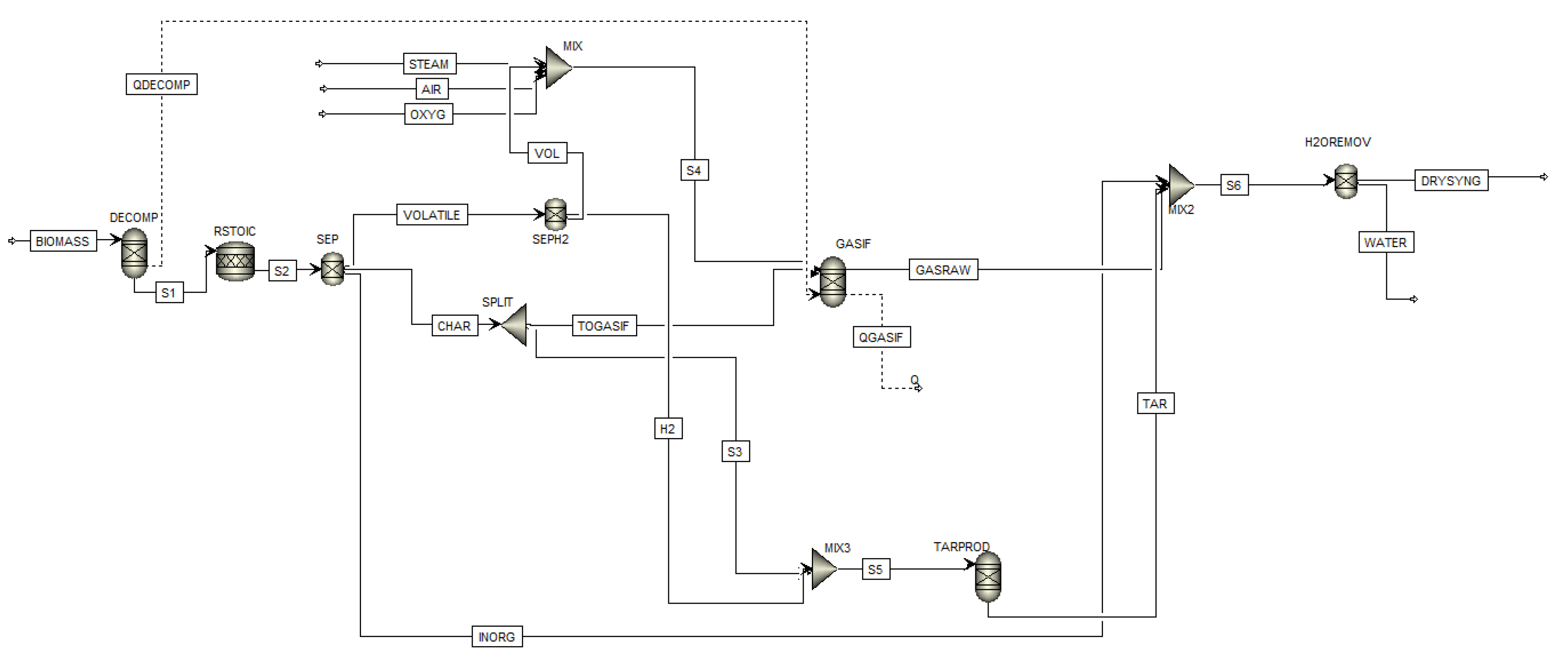
2.3. Gasifier Simulative Model
The gasifier model is based on Gibbs free energy minimisation through the quasi-equilibrium approach and has been developed and validated by Aspen Plus software in two previous works by the authors [
29,
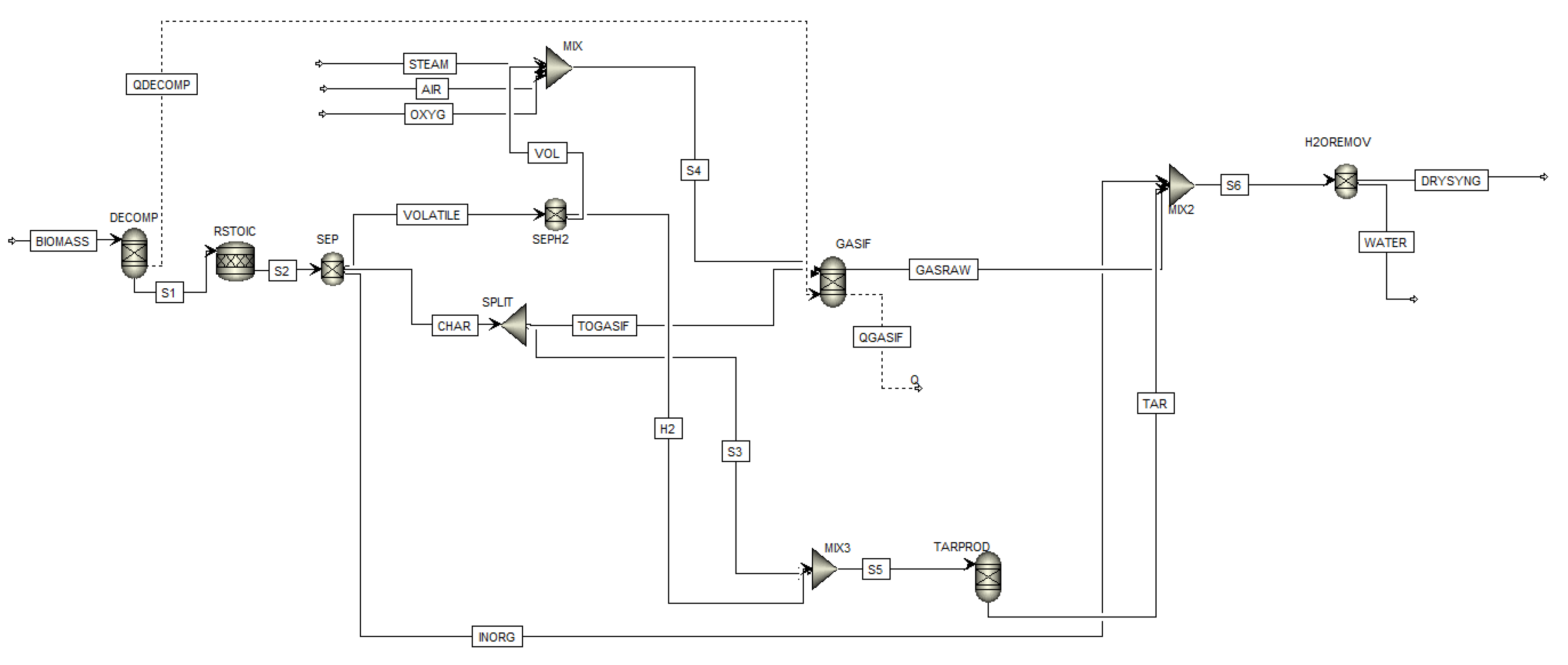
30]. In
Figure 3, the model flow sheet is shown. After defining the non-conventional component biomass based on the proximate and ultimate analysis (refer to
Table 1), a RYIELD reactor DECOMP was used to convert biomass in conventional components (e.g., C, O
2, H
2, N
2, Cl, S, according to the ultimate analysis). Since the repartition of the products (gas, tar, and contaminants) is unknown, a DECOMP was considered more suitable than a RYIELD, fixing the products based on specific experimental conditions. Products exiting the DECOMP block were moved to the RSTOIC block to simulate the production of H
2S, HCl, and NH
3 (N
2, Cl, and S as elemental components are known to produce mainly H
2S, HCl, and NH
3, and a fractional conversion of 1 is quite in line with experimental data which represents the worst case of maximum contaminants) [
30]. Deriving stream S2 was moved to a separator SEP which separates the stream into three sub-streams: volatile part VOLATILE, char part CHAR, and a stream composed of inorganic contaminants (HCl and H
2S) called INORG. Then, VOLATILE stream was divided into two sub-streams: VOL and H
2. The former, after mixing with the oxidizing fluid, went into the gasifier, GASIF, and the latter was used to simulate tar production in the RYield block TARPROD where tar is considered to be formed, using experimental data of 18 g/Nm
3 [
30]. The considered tar amount was repartitioned into 60% benzene, which does not condense (so it is not a “real” tar) but it is the most present hydrocarbon in biomass gasification after methane, 20% toluene (as representative of the fast tar) and 20% naphthalene (as representative of the slow tar) [
30]. The gasifier, considered as an autothermal fluidized-bed reactor, was modelled by a RGibbs reactor (GASIF in
Figure 3) and the bed material was sand. Within the reactor, the restricted chemical equilibrium of the specified reactions was simulated in order to set the product gas composition by specifying a temperature approach for each individual reaction. In
Figure 3, the stream’s steam (STEAM), oxygen (OXYG), and air (AIR) are all shown since the model is able to work with all the combination of oxidizing agents. The mass flow of the stream that was not used was set to zero. The stream S6 represents the global wet output of the gasifier, which is in fact made by the union of GASRAW, INORG, and TAR streams. The block H2OREMOV represents a dryer that removes all the water, so the stream DRYSYNG is the dry output of the gasifier.
The reactions considered in the gasification process are reported in
Table 4.
4. Conclusions
This work reported the results of experimental campaigns carried out at a 1000 kWth, nominal power gasification pilot plant, based on an innovative bubbling fluidized bed reactor. The innovation concerns the integration directly in the reactor freeboard of a bundle of ceramic candles for high temperature gas filtration. The plant, within different biomass feeding rates, using ER in the range of 0.25–0.28 and an S/B ratio in the range of 0.4–0.5, was operated in a temperature range of 780–850 °C, obtaining a syngas with stable composition and low contaminants levels. The results provided evidence of its reliability in the upgraded configuration.
By using the in-vessel high temperature ceramic filter system, an efficiency dust removal rate higher than 99%-wt was proven to be achievable. Overall, for the LHV, CGE, and gas yield of the producer gas, values up to 10.9 MJ/Nm3dry, 75% and 1.2 Nm3/kgdaf were, respectively, estimated. The experimental results were compared against the simulative results coming from a thermodynamic model based on quasi-equilibrium approach. The comparison resulted in a good agreement, showing the affordability of the model. Finally, using the experimental values of the H2S and HCl fractional conversion, it was found that the model could be improved for further applications.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}