Improving Flexibility and Energy Efficiency of Post-Combustion CO2 Capture Plants Using Economic Model Predictive Control



Abstract
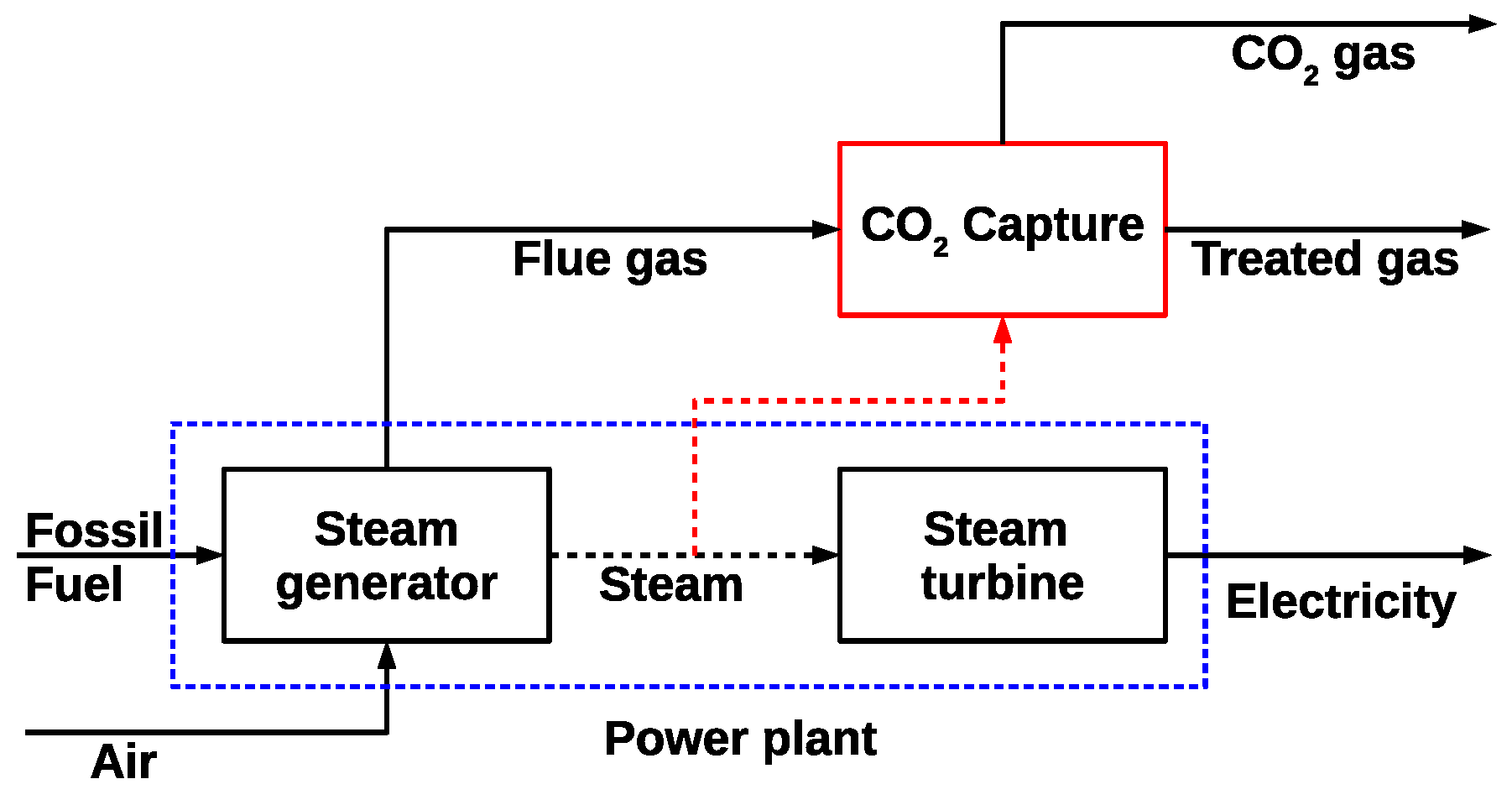
1. Introduction
2. Model Development
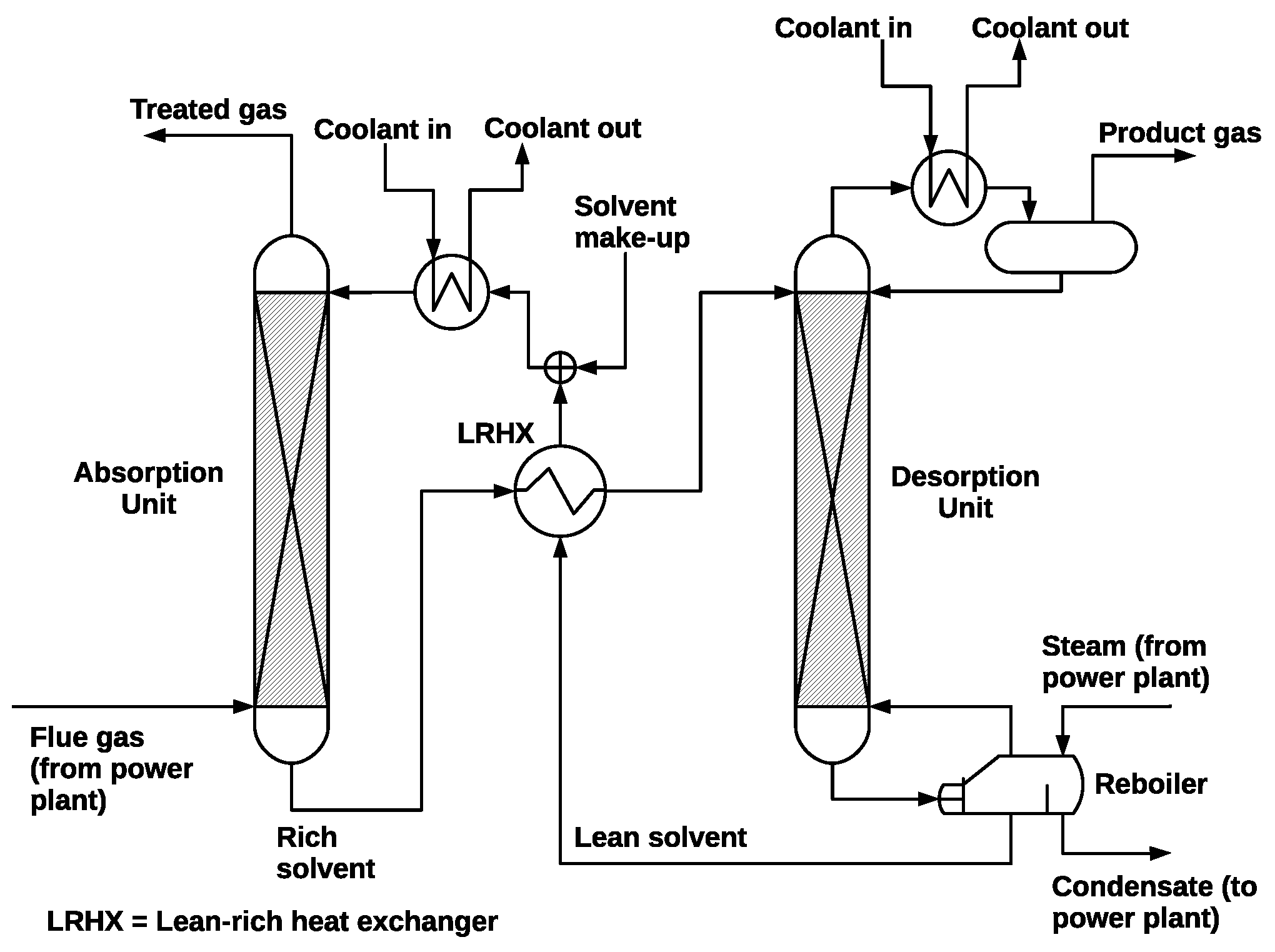
2.1. Absorption and Desorption Units
2.1.1. Modeling Assumptions
- Well mixed bulk and liquid phases. Each stage therefore behaves like a continuously stirred tank reactor (CSTR) with no spacial variation in properties.
- Reactions occur only in the liquid film and the influence of the reaction on mass transfer is described using enhancement factor.
- Mass and heat transfer are described by the two film theory [21].
- Pressure drop in the two columns is linear.
- No heat losses to the surrounding area.
2.1.2. Balance Equations
2.1.3. Heat and Mass Transfer Rates
2.2. Heat Exchanger Model
2.2.1. Energy Balance
2.3. Reboiler Model
2.3.1. Material Balance
2.3.2. Energy Balance
2.4. Physical and Chemical Properties
2.5. Model Discretization
3. Control Problem Formulation and Design
3.1. Conventional Set-Point Tracking MPC
3.2. Economic Model Predictive Control
3.3. Implementation
- The continuous time differential and algebraic model equations are discretized by approximating the state and control profiles by a family of polynomials on finite elements. This involves dividing the control horizon into a number of finite elements with the size of each element corresponding to one sampling time. Within each element, the state and input profiles are approximated by a family of polynomials. In this work, Radau orthogonal polynomials in Lagrange form is used.
- The dynamic optimization problem is then formulated as a large scale nonlinear programming (NLP) problem.
- The NLP problem is solved using a computationally efficient solver that exploits the sparsity in the resulting matrix.
4. Simulations, Results and Discussion
4.1. Simulation Setup
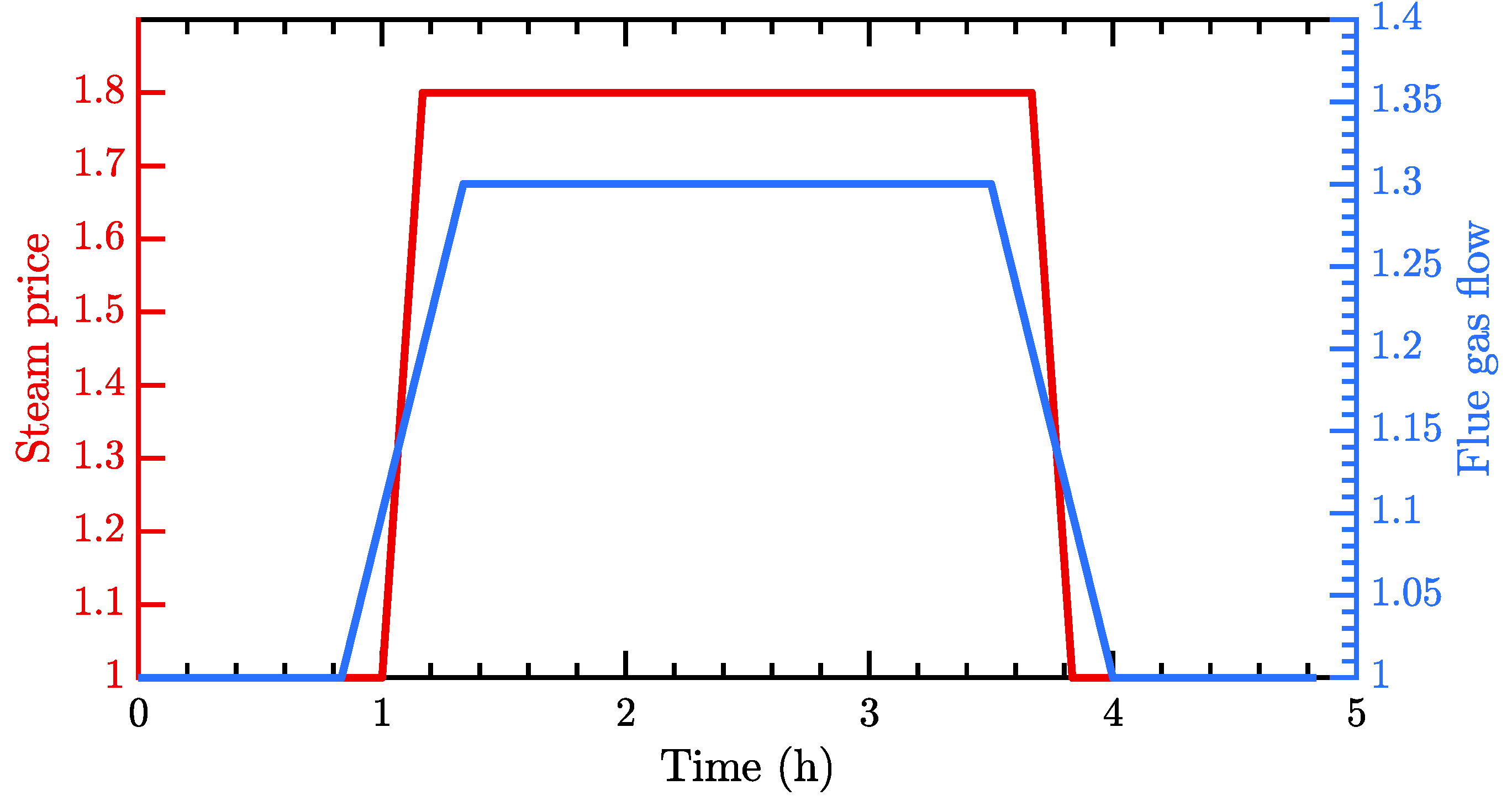
4.1.1. Time-Varying Steam Price and Flue Gas Flow Rate
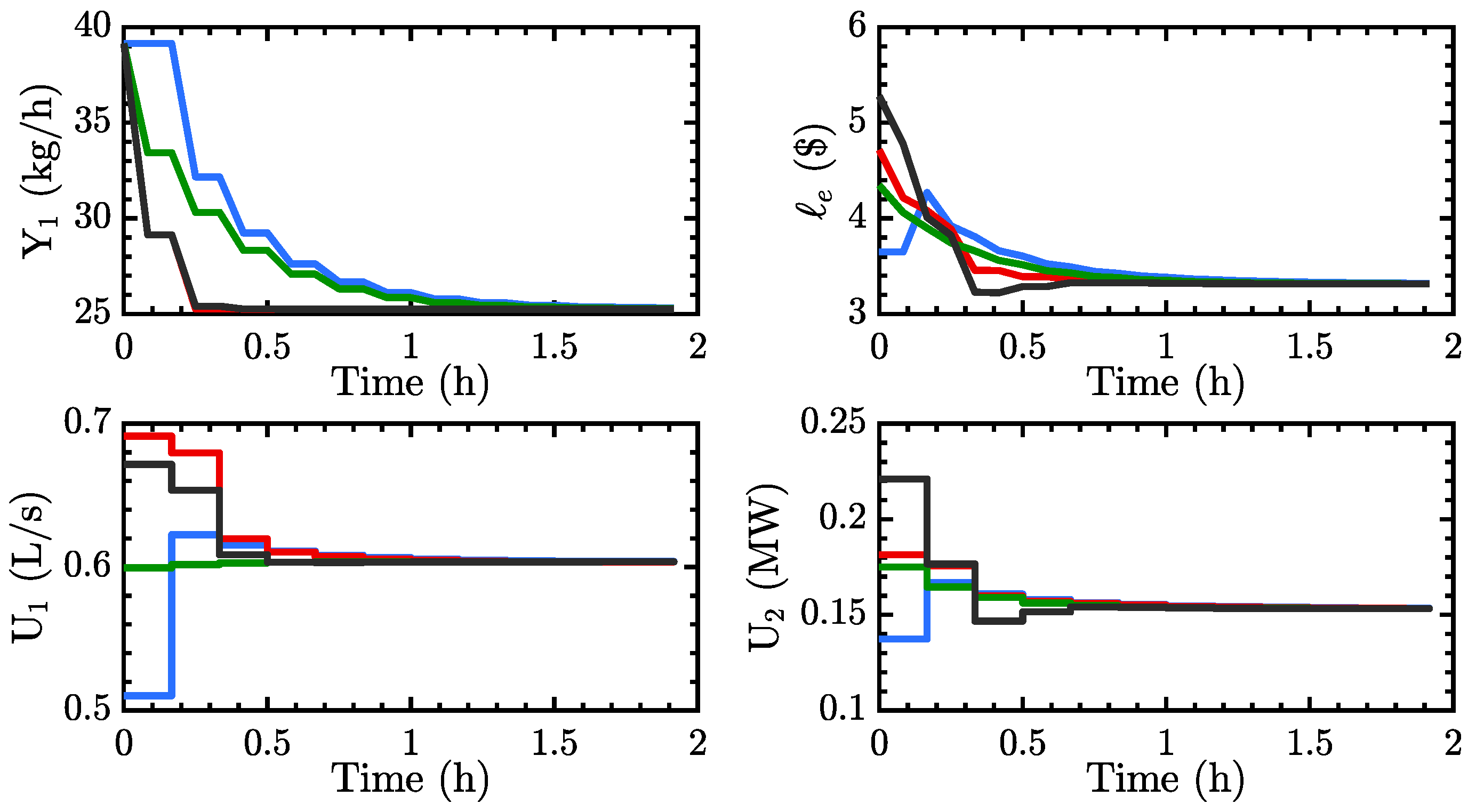
4.1.2. Tracking MPC Parameter Tuning
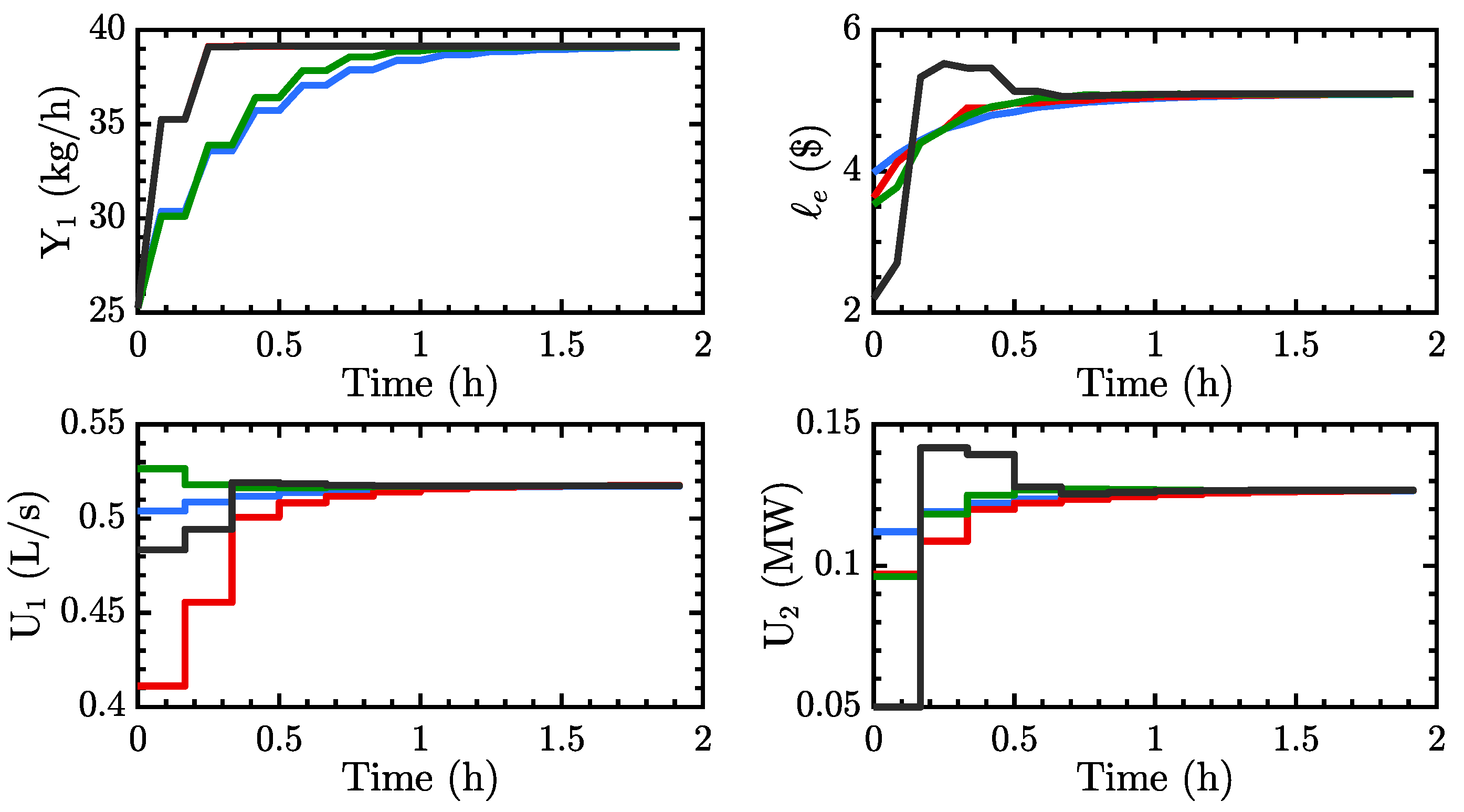
4.2. MPC Set-Point Update Strategy
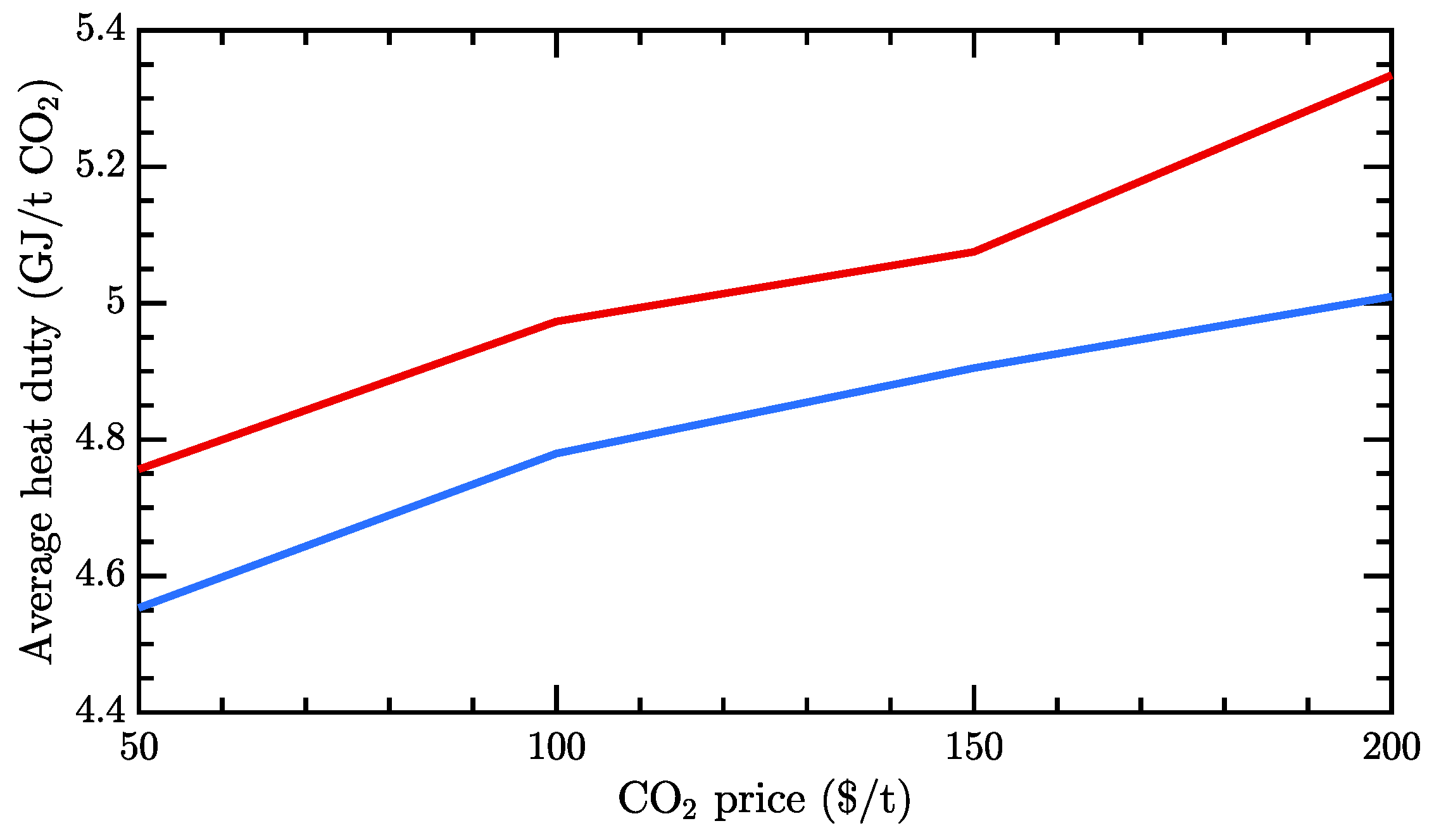
4.3. Operation under Different Carbon Tax Policies
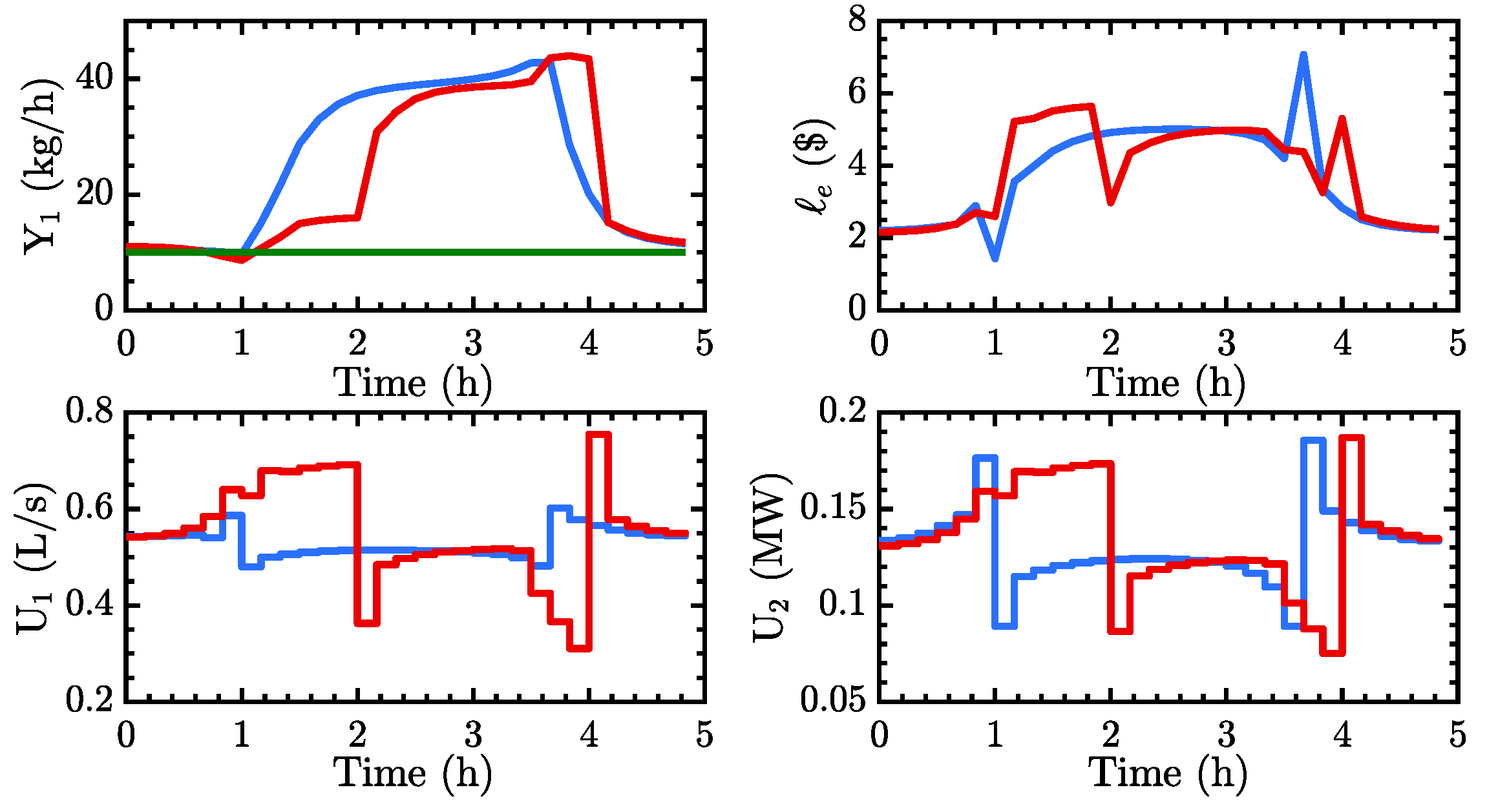
4.3.1. Carbon Tax with Tax-Free Emission Limit
4.3.2. Carbon Tax without Tax-Free Emission Limit
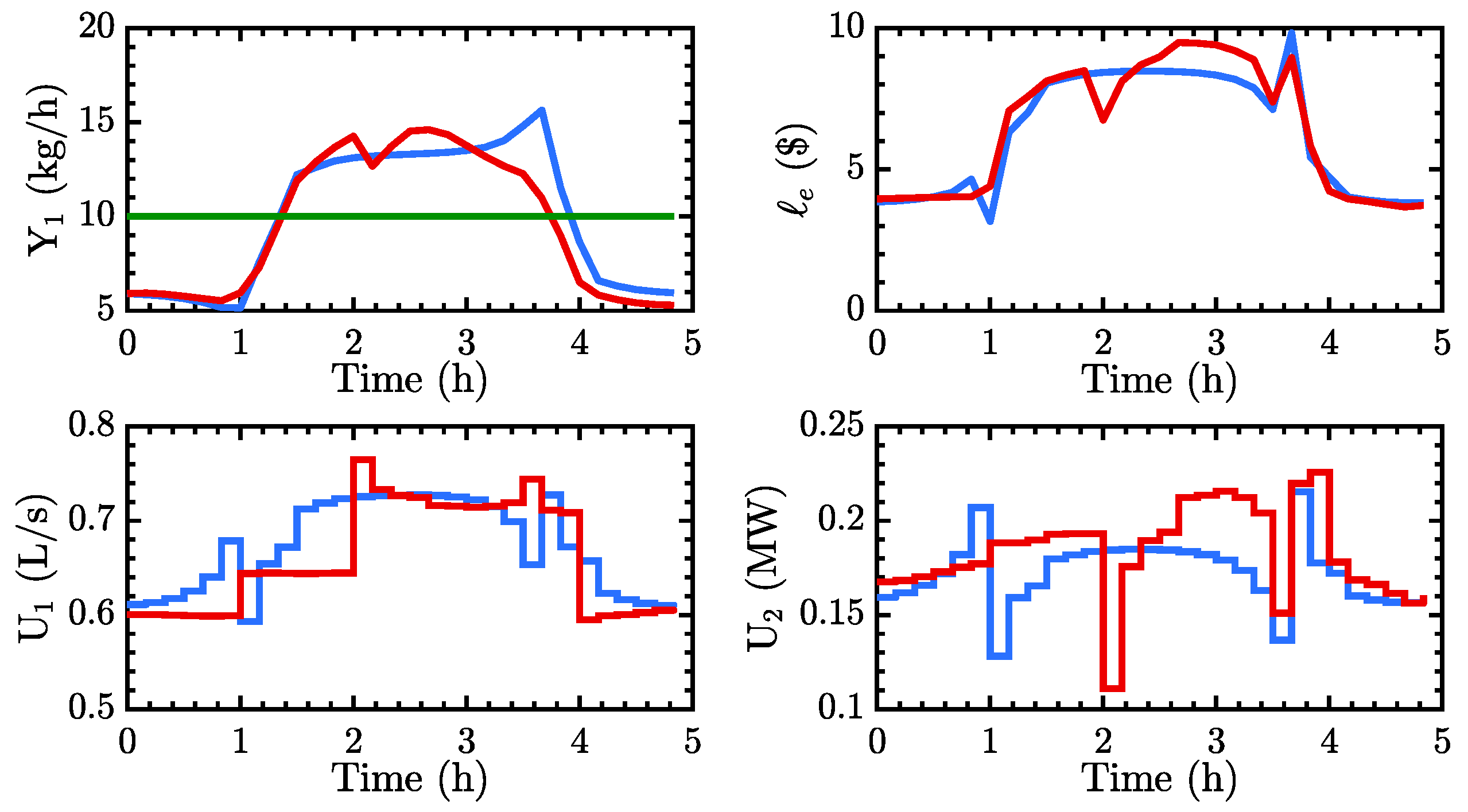
4.4. Operation under Uncertainty
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| CCS | Carbon Capture and Storage |
| CSTR | Continuously Stirred Tank Reactor |
| EMPC | Economic Model Predictive Control |
| eNTRL | electrolyte Non-Random Two Liquids |
| DAEs | Differential Algebriac Equations |
| MEA | Monoethanolamine |
| MPC | Model Predictive Control |
| NLP | Nonlinear Programming |
| ODEs | Ordinary Differential Equations |
| PCC | Post-combustion CO Capture |
| PDEs | Partial Differential Equations |
| SSO | Steady-State Optimization |
| ZOH | Zero-Order Hold |
References
- Miller, B.G. Fossil Fuel Emission Control Technologies: Stationary Heat and Power Systems, 1st ed.; Elsevier: Waltham, MA, USA, 2015. [Google Scholar]
- Metz, B.; Intergovernmental Panel on Climate Change (Eds.) IPCC Special Report on Carbon Dioxide Capture and Storage; Cambridge University Press: Cambridge, UK, 2005. [Google Scholar]
- Davison, J.; Mancuso, L.; Ferrari, N. Costs of CO2 Capture Technologies in Coal Fired Power and Hydrogen Plants. Energy Procedia 2014, 63, 7598–7607. [Google Scholar] [CrossRef]
- Ziaii, S.; Rochelle, G.T.; Edgar, T.F. Dynamic Modeling to Minimize Energy Use for CO2 Capture in Power Plants by Aqueous Monoethanolamine. Ind. Eng. Chem. Res. 2009, 48, 6105–6111. [Google Scholar] [CrossRef]
- Lin, Y.J.; Wong, D.S.H.; Jang, S.S.; Ou, J.J. Control Strategies for Flexible Operation of Power Plant with CO2 Capture Plant. AIChE J. 2012, 58, 2697–2704. [Google Scholar] [CrossRef]
- Bedelbayev, A.; Greer, T.; Lie, B. Model Based Control of Absorption Tower for CO2 Capturing. In Proceedings of the 49th International Conference of Scandinavian Simulation Society (SIMS 2008), Oslo, Norway, 7–8 October 2008. [Google Scholar]
- Panahi, M.; Skogestad, S. Economically Efficient Operation of CO2 Capturing Process Part I: Self-Optimizing Procedure for Selecting the Best Controlled Variables. Chem. Eng. Process. 2011, 50, 247–253. [Google Scholar] [CrossRef]
- Panahi, M.; Skogestad, S. Economically Efficient Operation of CO2 Capturing Process. Part II. Design of Control Layer. Chem. Eng. Process. 2012, 52, 112–124. [Google Scholar] [CrossRef]
- He, Z.; Sahraei, M.H.; Ricardez-Sandoval, L.A. Flexible Operation and Simultaneous Scheduling and Control of a CO2 Capture Plant Using Model Predictive Control. Int. J. Greenh. Gas Control 2016, 48, 300–311. [Google Scholar] [CrossRef]
- Bankole, T.; Jones, D.; Bhattacharyya, D.; Turton, R.; Zitney, S.E. Optimal Scheduling and Its Lyapunov Stability for Advanced Load-Following Energy Plants with CO2 Capture. Comput. Chem. Eng. 2018, 109, 30–47. [Google Scholar] [CrossRef]
- Mac Dowell, N.; Shah, N. The Multi-Period Optimisation of an Amine-Based CO2 Capture Process Integrated with a Super-Critical Coal-Fired Power Station for Flexible Operation. Comput. Chem. Eng. 2015, 74, 169–183. [Google Scholar] [CrossRef]
- Ellis, M.; Durand, H.; Christofides, P.D. A Tutorial Review of Economic Model Predictive Control Methods. J. Process Control 2014, 24, 1156–1178. [Google Scholar] [CrossRef]
- Angeli, D.; Amrit, R.; Rawlings, J.B. On Average Performance and Stability of Economic Model Predictive Control. IEEE Trans. Autom. Control 2012, 57, 1615–1626. [Google Scholar] [CrossRef]
- Liu, S.; Liu, J. Economic Model Predictive Control with Extended Horizon. Automatica 2016, 73, 180–192. [Google Scholar] [CrossRef]
- Zeng, J.; Liu, J. Economic Model Predictive Control of Wastewater Treatment Processes. Ind. Eng. Chem. Res. 2015, 54, 5710–5721. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, J.; Liu, J. Economic MPC with Terminal Cost and Application to an Oilsand Primary Separation Vessel. Chem. Eng. Sci. 2015, 136, 27–37. [Google Scholar] [CrossRef]
- Idris, E.A.; Engell, S. Economics-Based NMPC Strategies for the Operation and Control of a Continuous Catalytic Distillation Process. J. Process Control 2012, 22, 1832–1843. [Google Scholar] [CrossRef]
- Mendoza-Serrano, D.I.; Chmielewski, D.J. Smart Grid Coordination in Building HVAC Systems: EMPC and the Impact of Forecasting. J. Process Control 2014, 24, 1301–1310. [Google Scholar] [CrossRef]
- Touretzky, C.R.; Baldea, M. Integrating Scheduling and Control for Economic MPC of Buildings with Energy Storage. J. Process Control 2014, 24, 1292–1300. [Google Scholar] [CrossRef]
- Harun, N.; Nittaya, T.; Douglas, P.L.; Croiset, E.; Ricardez-Sandoval, L.A. Dynamic Simulation of MEA Absorption Process for CO2 Capture from Power Plants. Int. J. Greenh. Gas Control 2012, 10, 295–309. [Google Scholar] [CrossRef]
- Whitman, W.G. The Two Film Theory of Gas Absorption. Int. J. Heat Mass Trans. 1962, 5, 429–433. [Google Scholar] [CrossRef]
- Onda, K.; Takeuchi, H.; Okumoto, Y. Mass Transfer Coefficients between Gas and Liquid Phases in Packed Columns. J. Chem. Eng. Jpn. 1968, 1, 56–62. [Google Scholar] [CrossRef]
- Danckwerts, P. The Reaction of CO2 with Ethanolamines. Chem. Eng. Sci. 1979, 34, 443–446. [Google Scholar] [CrossRef]
- Tobiesen, F.A.; Juliussen, O.; Svendsen, H.F. Experimental Validation of a Rigorous Desorber Model for CO2 Post-Combustion Capture. Chem. Eng. Sci. 2008, 63, 2641–2656. [Google Scholar] [CrossRef]
- Chilton, T.H.; Colburn, A.P. Mass Transfer (Absorption) Coefficients Prediction from Data on Heat Transfer and Fluid Friction. Ind. Eng. Chem. 1934, 26, 1183–1187. [Google Scholar] [CrossRef]
- Harun, N. Dynamic Simulation of MEA Absorption Process for CO2 Capture from Power Plants. Ph.D. Thesis, University of Waterloo, Waterloo, ON, USA, 2012. [Google Scholar]
- Amrit, R.; Rawlings, J.B.; Biegler, L.T. Optimizing Process Economics Online Using Model Predictive Control. Comput. Chem. Eng. 2013, 58, 334–343. [Google Scholar] [CrossRef]
- Biegler, L.T. Nonlinear Programming: Concepts, Algorithms, and Applications to Chemical Processes; Society for Industrial and Applied Mathematics: Philadelphia, PA, USA, 2010. [Google Scholar]
- Andersson, J.A.E.; Gillis, J.; Horn, G.; Rawlings, J.B.; Diehl, M. CasADi—ASoftware Framework for Nonlinear Optimization and Optimal Control. Math. Program. Comput. 2018. [Google Scholar] [CrossRef]
- Wächter, A.; Biegler, L.T. On the Implementation of an Interior-Point Filter Line-Search Algorithm for Large-Scale Nonlinear Programming. Math. Program. 2006, 106, 25–57. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Packing properties (Absorber and desorber) | |
| Column internal diameter ), | 0.43 |
| Packing height () | 6.1 |
| Packing type | IMTP #40 |
| Nominal packing size () | 0.038 |
| Specific packing area () | 143.9 |
| Flue gas condition | |
| Temperature () | 319.7 |
| Volumetric flow rate () | 0.0832 |
| CO mole fraction | 0.15 |
| N mole fraction | 0.80 |
| MEA mole fraction | 0.00 |
| HO mole fraction | 0.05 |
| Lean-rich heat exchanger | |
| Volume of tube side (), | 0.016 |
| Volume of shell side (), | 0.205 |
| Overall heat transfer coefficient (), | 1899.949 |
| MPC | a | b | c | d |
|---|---|---|---|---|
| I | 0.0001 | 0.01 | 0 | 0 |
| II | 0.0001 | 0.01 | 0.05 | 0.05 |
| III | 1.0 | 0.01 | 0.05 | 0.05 |
| Strategy | Description | Avg. Cost (%) | Avg. Heat Duty (%) |
|---|---|---|---|
| 1 | No update/Fixed operating point | 5.83 | 6.52 |
| 2 | Update every hour | 2.02 | 4.27 |
| 3 | Update every 30 min | 0.79 | 2.99 |
| 4 | Update every 10 min (sampling time) | 0.03 | 2.32 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Decardi-Nelson, B.; Liu, S.; Liu, J. Improving Flexibility and Energy Efficiency of Post-Combustion CO2 Capture Plants Using Economic Model Predictive Control. Processes 2018, 6, 135. https://doi.org/10.3390/pr6090135
Decardi-Nelson B, Liu S, Liu J. Improving Flexibility and Energy Efficiency of Post-Combustion CO2 Capture Plants Using Economic Model Predictive Control. Processes. 2018; 6(9):135. https://doi.org/10.3390/pr6090135
Chicago/Turabian StyleDecardi-Nelson, Benjamin, Su Liu, and Jinfeng Liu. 2018. "Improving Flexibility and Energy Efficiency of Post-Combustion CO2 Capture Plants Using Economic Model Predictive Control" Processes 6, no. 9: 135. https://doi.org/10.3390/pr6090135
APA StyleDecardi-Nelson, B., Liu, S., & Liu, J. (2018). Improving Flexibility and Energy Efficiency of Post-Combustion CO2 Capture Plants Using Economic Model Predictive Control. Processes, 6(9), 135. https://doi.org/10.3390/pr6090135