
Comparative Study on Preparation of Aluminum-Rare Earth Master Alloy Fine Powders by Mechanical Pulverization and Gas Atomization Methods

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Materials and Methods
2.1. Selecting and Melting of RE Master Alloy
2.2. Powder Preparation of RE Master Alloy
2.3. Characterization
3. Results and Discussion
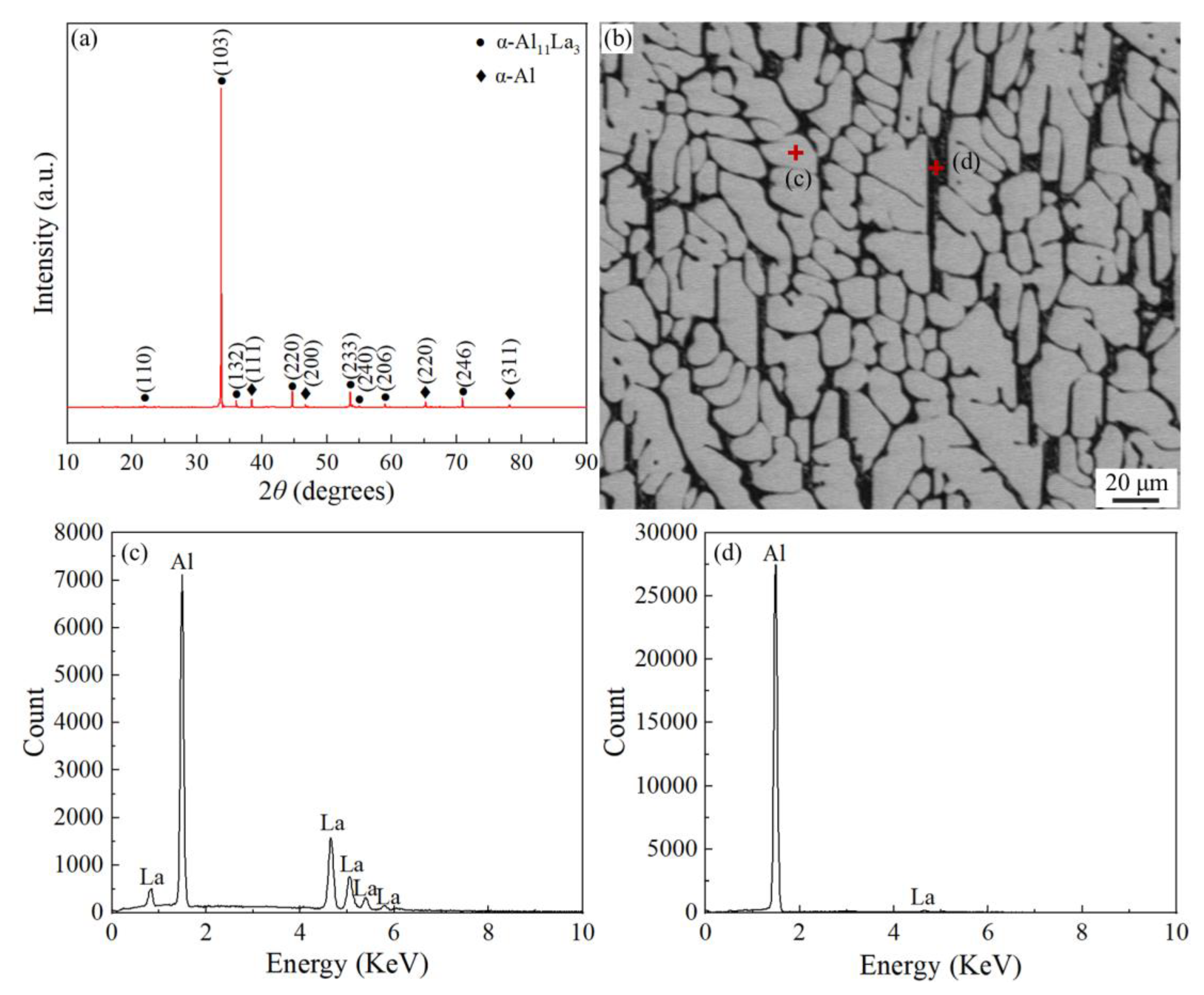
3.1. Chemical Composition and Phase Analysis of Al-La Master Alloy Ingots
3.2. Comparison of Al-La Alloy Powders Prepared by Two Different Methods
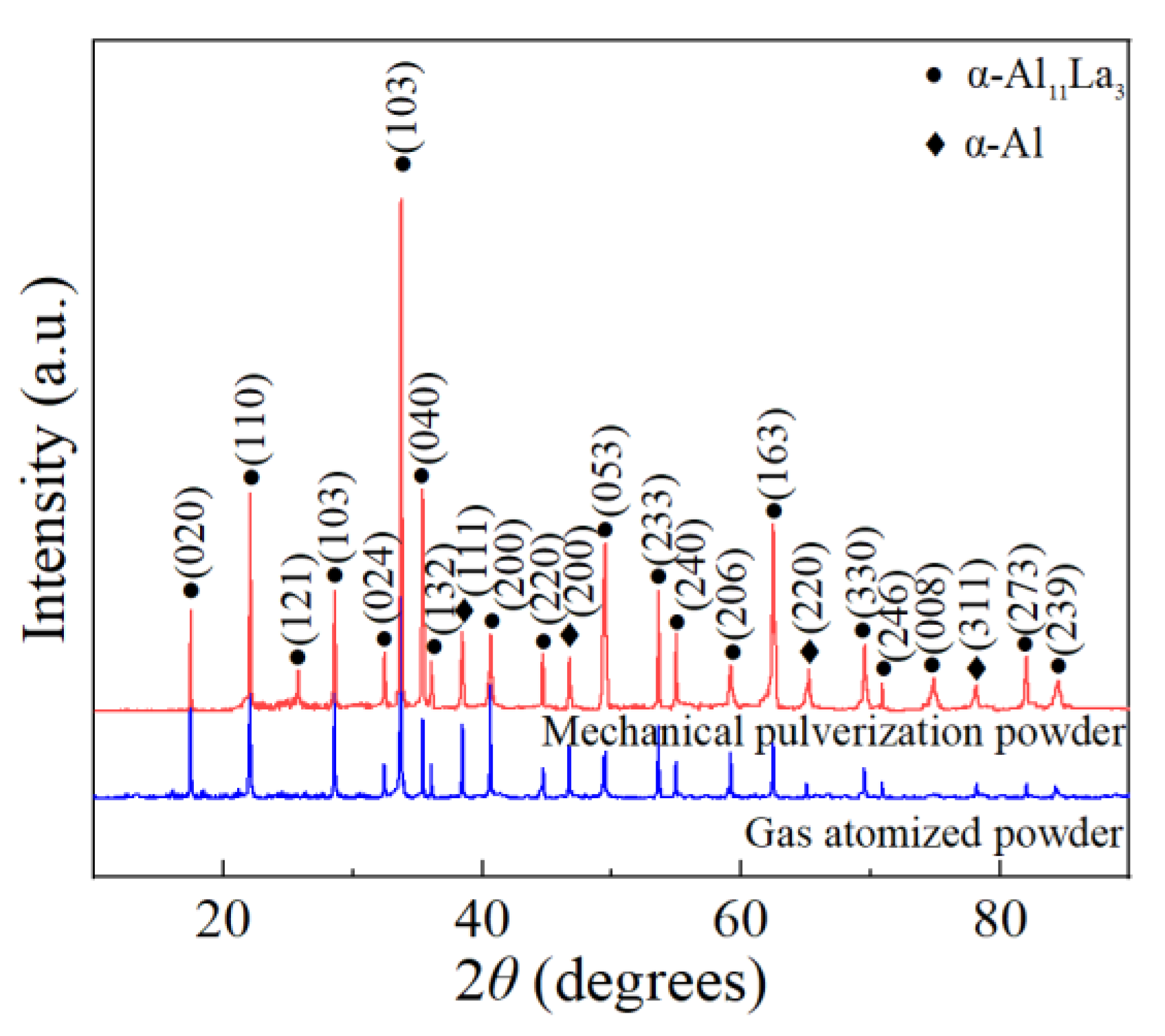
3.2.1. Phase Composition
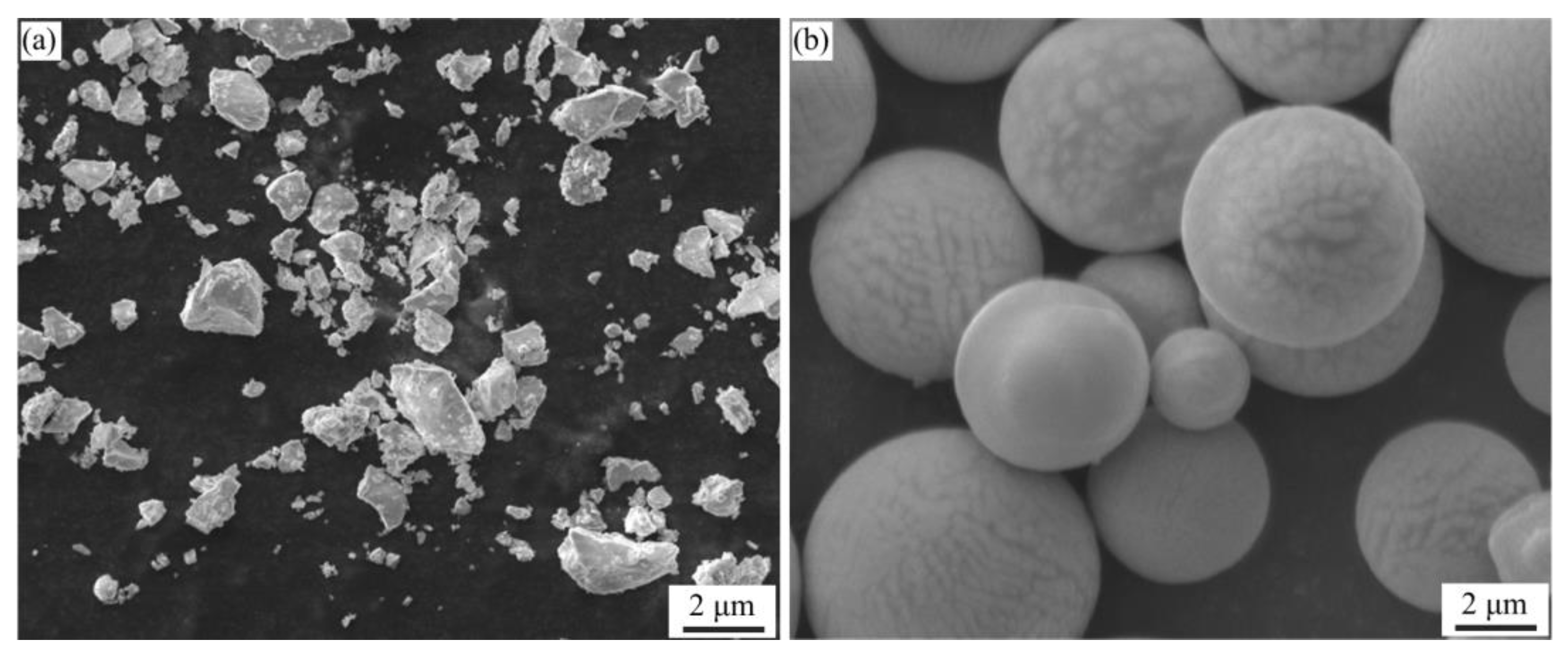
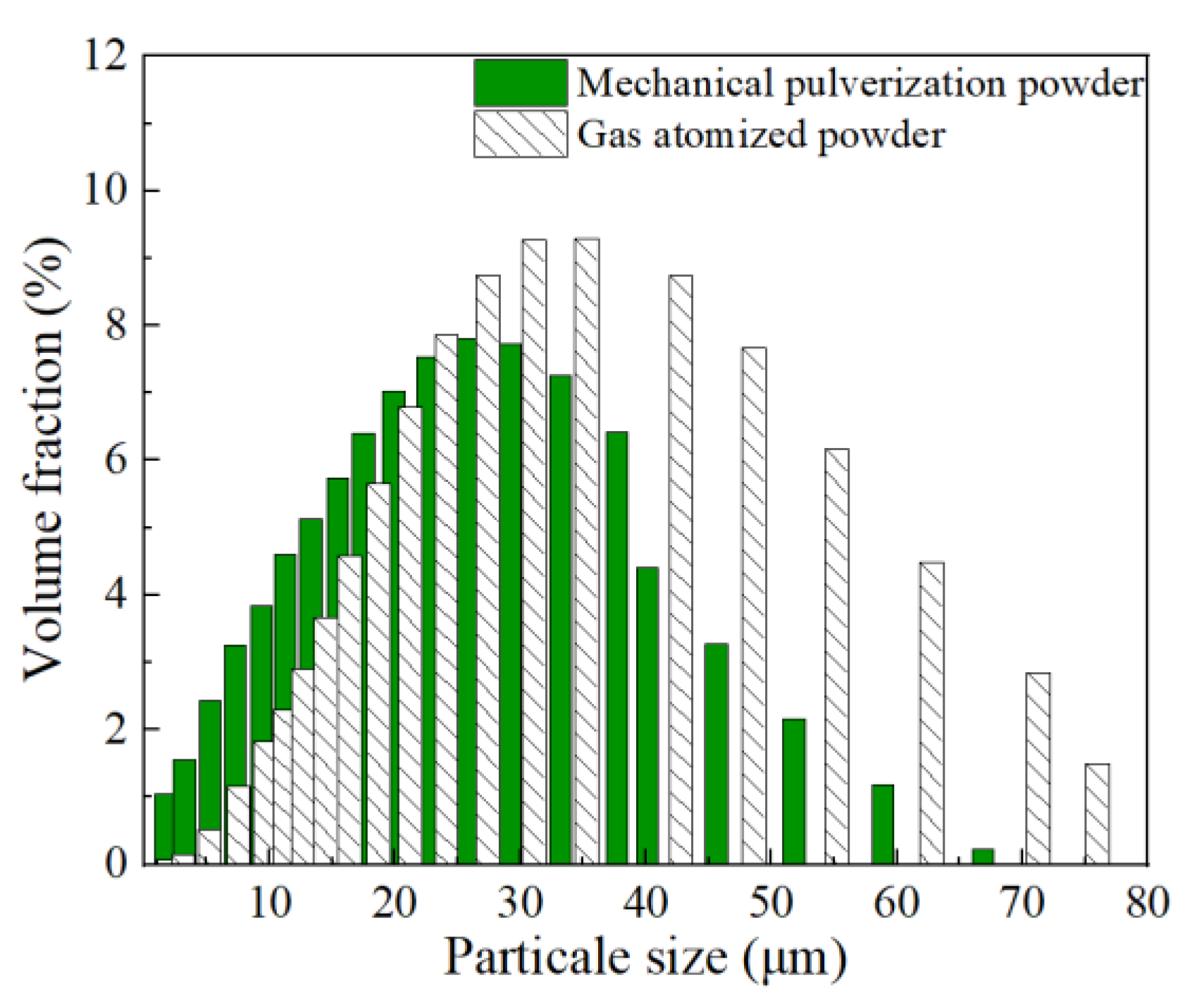
3.2.2. Morphology and Particle Size
4. Conclusions
- The Al-La alloy was prepared in a vacuum medium-frequency induction furnace using the raw materials of high-purity Al and high-purity La. A master alloy with La content of 49.09% was obtained. The only La-containing intermetallic compound phase in the experimental alloy was the Al11La3 phase and the other phase was α-Al, which was consistent with thermodynamic predictions. It demonstrates that the composition of rare earth master alloys prepared by melting is controllable, with a yield of La reaching as high as 98.2%.
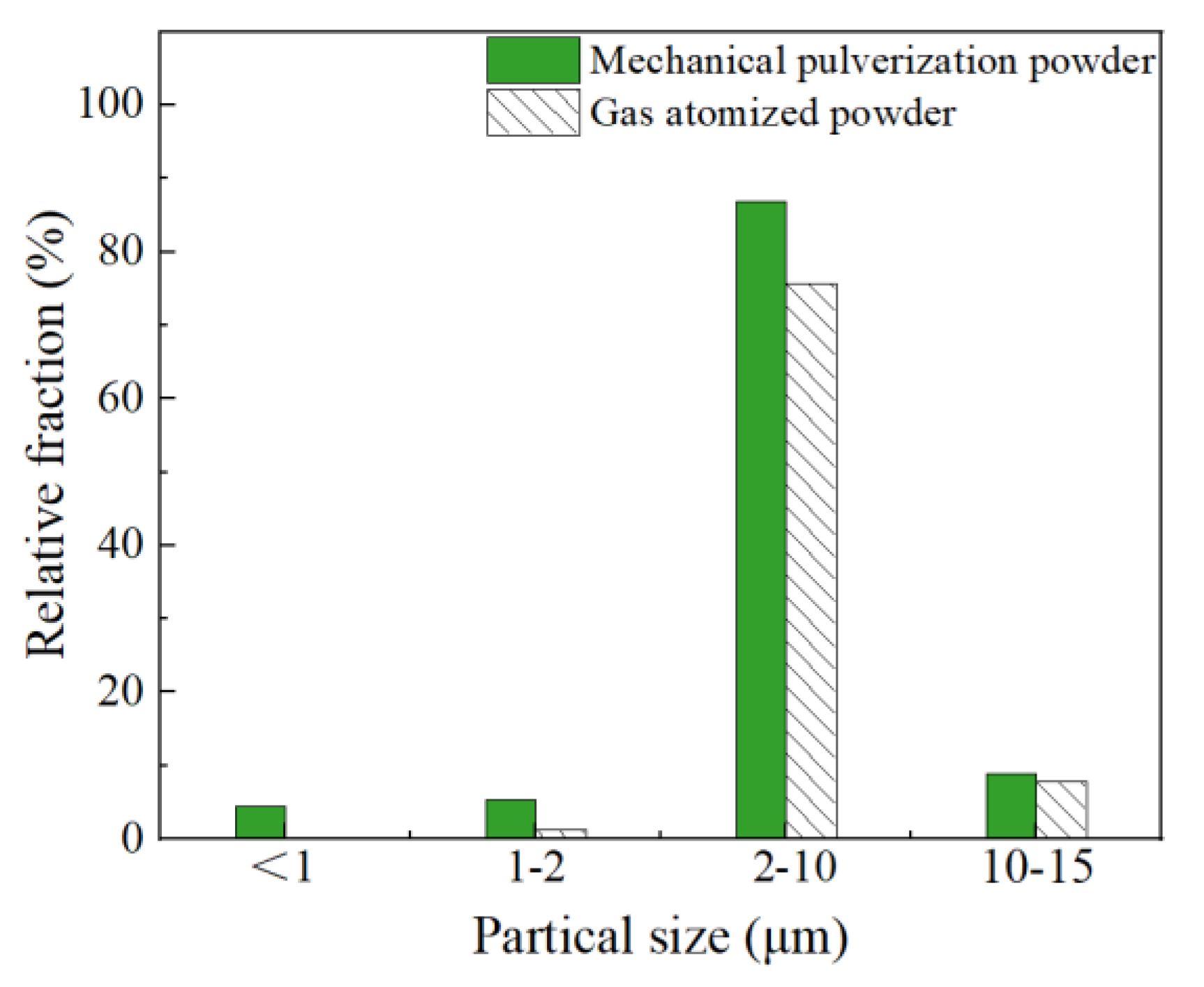
- This study compared Al-La alloy powders produced by two different methods. Compared to the gas atomization method, the mechanical pulverization method produces powders with irregular shapes and smaller equivalent particle sizes. The particle size range for these powders is 0.25 to 66.9 μm, with Dv (10, 50, 90) values of 3.17 μm, 17.8 μm, and 41.6 μm, respectively. Statistical research using 3D XRM revealed that gas atomization cannot produce powders with an equivalent particle diameter smaller than 1 μm, whereas mechanical pulverization can achieve 4.38% of powders with an equivalent particle diameter less than 1 μm. A small quantity of powders produced by mechanical pulverization powder can be used as a trace additive in CP-Ti fabricated by SLM.
- The powders produced by the gas atomization method have a high degree of sphericity, with a particle size range of 1.65 to 76.0 μm. The Dx (10, 50, 90) values are 12.9 μm, 31.1 μm, and 57.6 μm, respectively. Statistical studies conducted using 3D XRM show that the particle sizes of the powders produced by gas atomization are mainly concentrated in the range of 2–10 μm. These powders can be used for the powder metallurgy preparation of composite materials.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Wu, X.; Dargusch, M.S. Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting processes. Mater. Sci. Eng. A 2017, 705, 385–393. [Google Scholar] [CrossRef]
- Ding, W.; Tao, Q.; Chen, J.; Chen, G.; Qu, X.; Qin, M. Enhanced mechanical properties by laser powder bed fusion using cost-effective hydride-dehydride titanium powders. J. Mater. Process. Technol. 2023, 313, 117887. [Google Scholar] [CrossRef]
- Yeshanew, S.K.; Bai, C.; Jia, Q.; Xi, T.; Zhang, Z.; Li, D.; Xia, Z.; Yang, R.; Yang, K. Influence of Hot-Rolling Deformation on Microstructure, Crystalline Orientation, and Texture Evolution of the Ti6Al4V-5Cu Alloy. Acta Metall. Sin. 2023, 36, 1261–1280. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, C. Design of titanium alloys by additive manufacturing: A critical review. Adv. Powder Mater. 2022, 1, 100014. [Google Scholar] [CrossRef]
- Baghi, A.D.; Nafisi, S.; Hashemi, R.; Ebendorff-Heidepriem, H.; Ghomashchi, R. Effective post processing of SLM fabricated Ti-6Al-4V alloy: Machining vs thermal treatment. J. Manuf. Process. 2021, 68, 1031–1046. [Google Scholar] [CrossRef]
- Tan, Q.; Fan, Z.; Tang, X.; Yin, Y.; Zhang, M.X. A novel strategy to additively manufacture 7075 aluminium alloy with selective laser melting. Mater. Sci. Eng. A 2021, 821, 141638. [Google Scholar] [CrossRef]
- Tao, Q.; Wang, Z.; Chen, G.; Cai, W.; Cao, P.; Zhang, C.; Ding, W.; Lu, X.; Luo, T.; Qu, X.; et al. Selective laser melting of CP-Ti to overcome the low cost and high performance trade-off. Addit. Manuf. 2020, 34, 101198. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Krawczyńska, A.; Rozniatowski, K.; Zdunek, J.; Kurzydłowski, K.J.; Swieszkowski, W. Microstructure and mechanical properties investigation of CP titanium processed by selective laser melting (SLM). J. Mater. Process. Technol. 2017, 241, 13–23. [Google Scholar] [CrossRef]
- Li, G.X.; Chandra, S.; Rashid, R.A.R.; Palanisamy, S.; Ding, S.L. Machinability of additively manufactured titanium alloys: A comprehensive review. J. Manuf. Process. 2022, 75, 72–99. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Mohamad, B.; Tan, Q.; Yin, Y.; Fan, Z.; Liu, S.; Hattel, J.H.; Dargusch, M.; Zhang, M.X. Achieving high ductility in a selectively laser melted commercial pure-titanium via in-situ grain refinement. Scr. Mater. 2021, 191, 155–160. [Google Scholar] [CrossRef]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Eason, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef] [PubMed]
- Tan, Q.; Yin, Y.; Fan, Z.; Liu, Y.; Zhang, M.X. Uncovering the roles of LaB6-nanoparticle inoculant in the AlSi10Mg alloy fabri-cated via selective laser melting. Mater. Sci. Eng. A 2021, 800, 140365. [Google Scholar] [CrossRef]
- Zhang, J.; Bermingham, M.; Otte, J.; Liu, Y.; Hou, Z.; Yang, N.; Yin, Y.; Bayat, M.; Lin, W.; Huang, X.; et al. Ultrauniform, strong, and ductile 3D-printed titanium alloy through bifunctional alloy design. Science 2024, 383, 639–645. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, K.; Qiu, D.; Niu, W. Additive manufacturing of high-strength commercially pure titanium through lanthanum oxide addition. Mater. Charact. 2021, 176, 111074. [Google Scholar] [CrossRef]
- Li, C.; Wang, C.; Narayana, P.L.; Hong, J.; Choi, S.; Kim, J.H.; Lee, S.W.; Park, C.H.; Yeom, J.; Mei, Q. Formation of equiaxed grains in selective laser melted pure titanium during annealing. J. Mater. Res. Technol. 2021, 11, 301–311. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Sha, G.; Jin, S.; Hou, Z.; Bayat, M.; Yang, N.; Tan, Q.; Yin, Y.; Liu, S.; et al. Designing against phase and property heterogeneities in additively manufactured titanium alloys. Nat. Commun. 2022, 13, 4660. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Liu, Y.; Wang, B.; Tang, H. Rare Earth Element: Is it a necessity for PM Ti alloys? Key Eng. Mater. 2012, 520, 41–48. [Google Scholar] [CrossRef]
- Li, W.; Li, H.; Zhang, C.; Zhang, F.; Qi, A.; Zhang, S.; Cheng, D. Effect of Yb2O3 on superplastic behavior of laser welded joint of TC4 titanium alloy. Int. J. Lightweight Mater. Manuf. 2023, 6, 278–284. [Google Scholar]
- Li, A.; Wang, Q.; Chen, R.; Ding, X.; Su, Y.; Fu, H. Application of alloying for enhancing the corrosion resistance of titanium alloys: A review. Mater. Today Commun. 2025, 42, 111111. [Google Scholar] [CrossRef]
- Hou, Z.; Liu, H.; Lu, L.; Li, W.; Zhang, Z.; Lu, W.; Feng, Q.; Jia, B.; Song, K. Effect of rare earth yttrium and the deformation process on the thermal deformation behavior and microstructure of pure titanium for cathode rolls. J. Mater. Res. Technol. 2024, 33, 4192–4205. [Google Scholar] [CrossRef]
- Zhang, D.; Prasad, A.; Bermingham, D.; Todaro, C.J.; Benoit, M.J.; Patel, M.N.; Qiu, D.; StJohn, D.H.; Qian, M.; Easton, M.A. Refinement of Alloys in Fusion-Based Additive Manufacturing Processes. Metall. Mater. Trans. A 2020, 51, 4341–4359. [Google Scholar] [CrossRef]
- Liu, Y.; Song, Z.; Guo, Y.; Zhu, G.; Fan, Y.; Wang, H.; Yan, W.; Zeng, X.; Wang, L. Simultaneously enhancing strength and ductility of LPBF Ti alloy via trace Y2O3 nanoparticle addition. J. Mater. Sci. Technol. 2024, 191, 146–156. [Google Scholar] [CrossRef]
- Wang, H.; Ji, Y.; Bai, H.; Li, Y.; Kang, X.; Ren, H. Effect of CeO2 addition on the formability of CP-Ti manufactured by selective laser melting. J. Chin. Rare Earth Soc. 2024, 1–7. [Google Scholar]
- Shi, W.; Yang, Y.; Kang, N.; Wang, M.; Chen, B.; Li, Y.; Junko, U.; Kondoh, K. Microstructure and mechanical characterizations of additively manufactured high oxygen-doped titanium. Mater. Charact. 2022, 189, 112008. [Google Scholar] [CrossRef]
- Wang, X.; Han, W. Oxygen-gradient titanium with high strength, strain hardening and toughness. Acta Mater. 2023, 246, 118674. [Google Scholar] [CrossRef]
- Li, Y.; Ji, Y.; Kang, X.; Ren, H. Research Progress of Effects of Rare Earth Elements on Metal Additive Manufacturing. Rare Met. Mat. Eng. 2022, 51, 3501–3523. [Google Scholar]
- Ji, Y.; Zhang, M.; Ren, H. Roles of Lanthanum and Cerium in Grain Refinement of Steels during Solidification. Metals 2018, 8, 884. [Google Scholar] [CrossRef]
- Gschneidner, K.; Calderwood, F. The Al-Re (Aluminum-Rare earth) systems. Bull. Alloy Phase Diagr. 1988, 9, 658–668. [Google Scholar] [CrossRef]
- Bao, Z.; Li, K.; Wang, S.; Gao, K.; Zhang, D.; Li, M. Preparation and characterization of submicron-cerium oxide byhypergravity coprecipitation method. Adv. Powder Technol. 2021, 32, 1611–1618. [Google Scholar] [CrossRef]
- Ren, P.; Yu, O.; Mu, J.; Luo, S.; Tang, Z.; Wu, Y.; Chu, L.; Oliveira, J.; Zou, Y.; Wang, H.; et al. Metal powder atomization preparation, modification, and reuse for additive manufacturing: A review. Prog. Mater. Sci. 2025, 152, 101449. [Google Scholar] [CrossRef]
- Lee, Y.; Nagarjuna, C.; Song, J.W.; Jeong, K.Y.; Song, G.; Lee, J.; Lee, J.H.; Hong, S.J. Powder characteristics of Al0.5CoCrFeMnNi high-entropy alloys fabricated by gas atomisation method. Powder Metall. 2021, 64, 219–227. [Google Scholar] [CrossRef]
- Guo, K.; Ji, Y.; Li, Y.; Kang, X.; Bai, H.; Ren, H. Numerical simulation of temperature field and melt pool characteristics of CP-Ti manufactured by laser powder bed fusion. Metals 2023, 13, 11. [Google Scholar] [CrossRef]
- Wei, Y.; Yang, H.; Tao, L.; Gui, K.; Luo, L. Research progress and development of strengthening-toughening methods for molybdenum alloys prepared by powder metallurgy. J. Alloys Compd. 2025, 1010, 177099. [Google Scholar] [CrossRef]
- Sergachev, D.V.; Kuzmin, V.I.; Gulyaev, I.P.; Vaschenko, S.P. Study of the gas-driven atomization for a steel material. Thermophys. Aeromechanics 2024, 31, 557–562. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, H.; Ji, Y.; Li, Y.; Wang, H.; Kang, X.; Ren, H.; Lv, W. Comparative Study on Preparation of Aluminum-Rare Earth Master Alloy Fine Powders by Mechanical Pulverization and Gas Atomization Methods. Processes 2025, 13, 548. https://doi.org/10.3390/pr13020548
Bai H, Ji Y, Li Y, Wang H, Kang X, Ren H, Lv W. Comparative Study on Preparation of Aluminum-Rare Earth Master Alloy Fine Powders by Mechanical Pulverization and Gas Atomization Methods. Processes. 2025; 13(2):548. https://doi.org/10.3390/pr13020548
Chicago/Turabian StyleBai, Huiyi, Yunping Ji, Yiming Li, Haoqi Wang, Xueliang Kang, Huiping Ren, and Wei Lv. 2025. "Comparative Study on Preparation of Aluminum-Rare Earth Master Alloy Fine Powders by Mechanical Pulverization and Gas Atomization Methods" Processes 13, no. 2: 548. https://doi.org/10.3390/pr13020548
APA StyleBai, H., Ji, Y., Li, Y., Wang, H., Kang, X., Ren, H., & Lv, W. (2025). Comparative Study on Preparation of Aluminum-Rare Earth Master Alloy Fine Powders by Mechanical Pulverization and Gas Atomization Methods. Processes, 13(2), 548. https://doi.org/10.3390/pr13020548