1. Introduction
Powder is currently extensively utilized in various industries, including construction materials, the chemical sector, medicine, and artificial stone production. A crucial component of the powder preparation process is the technology used for powder classification [
1]. There are many different classification principles [
2], such as gravitational, centrifugal, dry, and wet classification. Currently, air classifiers are widely used in powder material production. An air classifier is an important factor in the powder-producing industry that determines the material sizes used. The selection of the type of air classifier depends on the requirements of the classification products, as well as technological and economic factors. For example, a simple air classifier-cyclone has some advantages, such as simple operation, low investment and operating costs, and effectiveness in classifying coarse particles. Unlike cyclones, rotor-type classifiers provide good classification efficiency and can classify products with high fineness. They have a wide range of capacities and can adjust the operating parameters to control the product’s fineness. It is possible that commercially available air classifiers may not entirely meet practical requirements. To improve classification performance and address specific industrial problems, a variety of air classifiers have been developed. Powder production efficiency is directly affected by the performance of the classifier. Therefore, many projects have been carried out through extensive theoretical research, including other aspects of air classifiers. These efforts have yielded significant findings that form the foundation for optimizing classifiers.
Along with the development of computer science, numerical research has made significant progress. To predict the performance of devices (e.g., pumps) using a dataset of device parameters, Ref. [
3] proposed a prediction method called KAN (the Kolmogorov-Arnold Network). Large language models (LLMs) are assessed as potential solutions to enhance the interaction between humans and machines (e.g., robots) [
4]. To date, many researchers have applied numerical simulation methods to study the flow field characteristics of classifiers. Regarding computational fluid dynamics (CFD), a turbulence model named standard k-ε was found to be inadequate for highly swirling flows, as it resulted in excessively high turbulence viscosities and unrealistic tangential velocity profiles [
5]. Both the RNG k-ε model and the Reynolds Stress Model (RSM) were proposed for turbulent modeling, but the RSM has superior accuracy when simulating the flow field within an abruptly changing classification zone [
1]. Investigating the RSM and standard k-ε and RNG k-ε models [
6,
7] revealed that the results predicted using the RSM are in greater concordance with experimental data. The RSM has been demonstrated to be the most accurate model for high swirling flows [
8,
9,
10,
11,
12] and anisotropic turbulence [
13] in air classifiers. However, the RSM is more expensive and time-consuming than the standard k-ε and RNG k-ε models because convergence is very difficult to achieve. A combination of the DEM (Discrete Element Method) and CFD has recently been proven to be effective in simulating various solid-gas two-phase flow systems [
14,
15,
16,
17,
18,
19,
20,
21]. The interactions between the solid and gas phases are considered under three coupling regimes: one-way coupling (ignoring the reactions of solids to gas flow), two-way coupling (considering the reactions of solids to gas flow), and four-way coupling (considering both particle interactions and their impact on the continuous phase) [
22]. Many researchers have attempted to extend the CFDDEM approach to study complex particle–fluid flow systems [
23,
24,
25,
26,
27,
28,
29,
30]. Derksen et al. [
31] proposed a modified LPT model and revealed that the presence of a solid phase causes the cyclone to lose swirl intensity and strongly damps the turbulence of the gas flow. Modeling particle–particle interaction is important. To date, only a few studies have considered these interactions. Most of them were carried out for simple models like cyclones [
32,
33,
34,
35] or to study the influences of the fish-hook effect [
7]. The fish-hook effect is only represented when particle–particle interaction is considered [
36]. For large classifiers, many problems arise when using models of industrial-scale air classifiers in numerical research, such as the significant amount of computing resources, time needed, and scale effects (the variations in the properties and physical behavior of a phenomenon across different geometric scales that potentially lead to inaccuracy by underpredicting critical parameters in small-scale models) [
37]. Thus, lab-scale classifiers are often chosen for numerical and experimental investigations [
1,
34]. In addition, simulations using a four-way coupling model are comparatively costly in terms of time; thus, the effects of the solid phase on the continuous phase and their interactions are often overlooked [
38,
39,
40,
41,
42,
43,
44,
45]. Therefore, the impact of the particles on the gas phase and their interactions cannot be satisfactorily characterized, resulting in an inadequate representation of the physical nature of the flow. The internal flow field of an air classifier is complex, consisting of a highly turbulent three-dimensional swirling flow. This leads to dynamic instability of the flow parameters, as demonstrated by a number of laboratory experiments and numerical simulations [
46].
Jia et al. [
1] performed three-dimensional steady simulations using a one-way coupled CFD–DEM model as a laboratory-scale classifier. The inverted cone-type rotor with diameter ratios of 1:0.8 and 1:0.7 was verified as the most effective structure for rotors in bottom-feed classifiers. The conical rotor significantly enhanced the flow field distribution in the classification region [
47]. In this work, the particle–particle interaction and the effect of the solid phase on the gas phase were ignored. Similarly, Yu et al. [
48] used a lab-scale turbo air classifier model to study the influence of the rotor radius on the airflow field inside the separator. The tangential and radial velocities greatly fluctuated when the rotor radius was either too large or too small. Zeng et al. [
42] optimized the rotational speed of the turbo air classifier’s rotor to produce ultrafine powder via three-dimensional steady simulation results with the one-way coupling model. As the airflow rate increased, the yield of the coarse product decreased, while the yield of the fine product increased [
49]. The annular area is the primary focus of the classification process. If the material particles are not promptly separated, they concentrate heavily in the annular region. This leads to more frequent particle collisions, reducing the separation efficiency and accuracy [
50]. Numerous researchers have recognized the significance of conducting in-depth studies on the evaluation metrics for separation performance. It was also found that the classification process is characterized by the classification sharpness index and performance [
42], which are influenced by factors such as the rotor cage’s rotational speed and the air velocity entering the classifier.
A review of the literature reveals a lack of studies on the analysis of the outlet mass flow rate’s impact on the flow dynamics and separation performance of micron air classifiers for quartz powder. Additionally, the particle size distribution of the powder material plays a crucial role in achieving a product with the required quality in quartz-based engineered stone production. Therefore, evaluating the performance of quartz powder classification solely based on conventional indexes such as d50 (cut size), K (classification sharpness index), and the change in pressure (ΔP) is insufficient. The cut size is essentially the point of separation between fine and coarse particles in a classification process, while K indicates how well the classifier can distinguish between particles just below and just above d50. Therefore, the particle size distribution curve of the powder material is considered a constrained condition when evaluating the separation performance efficiency.
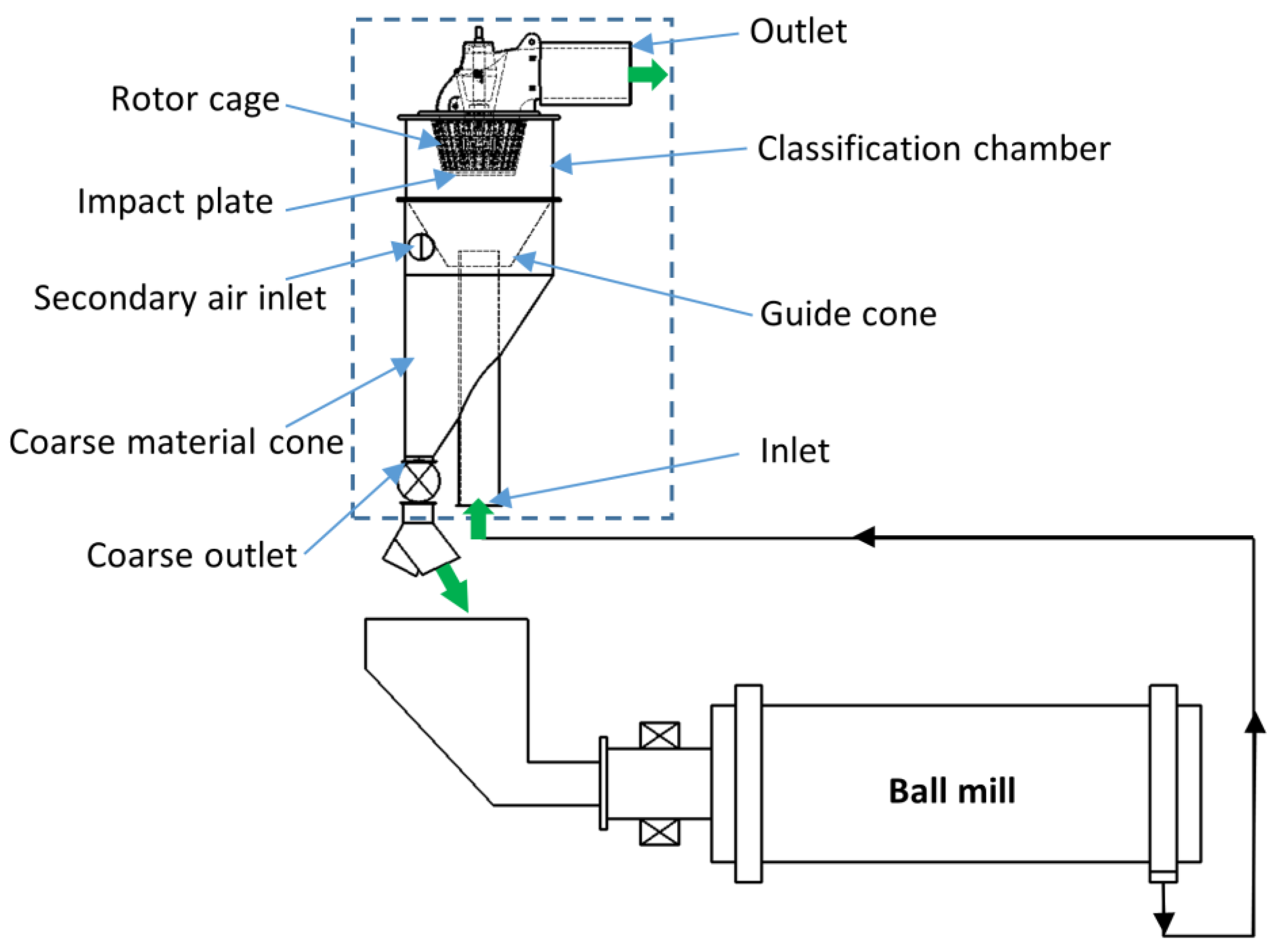
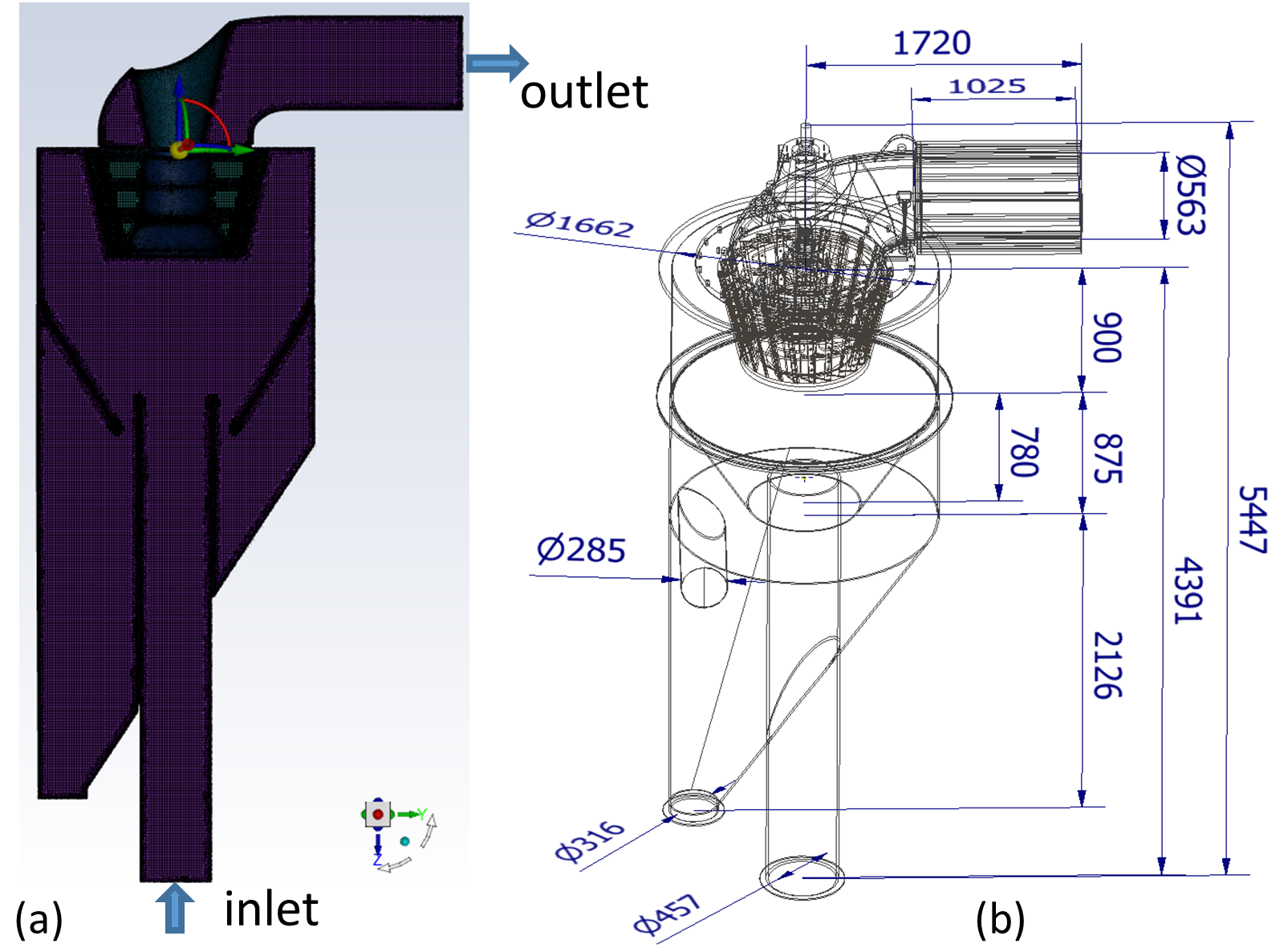
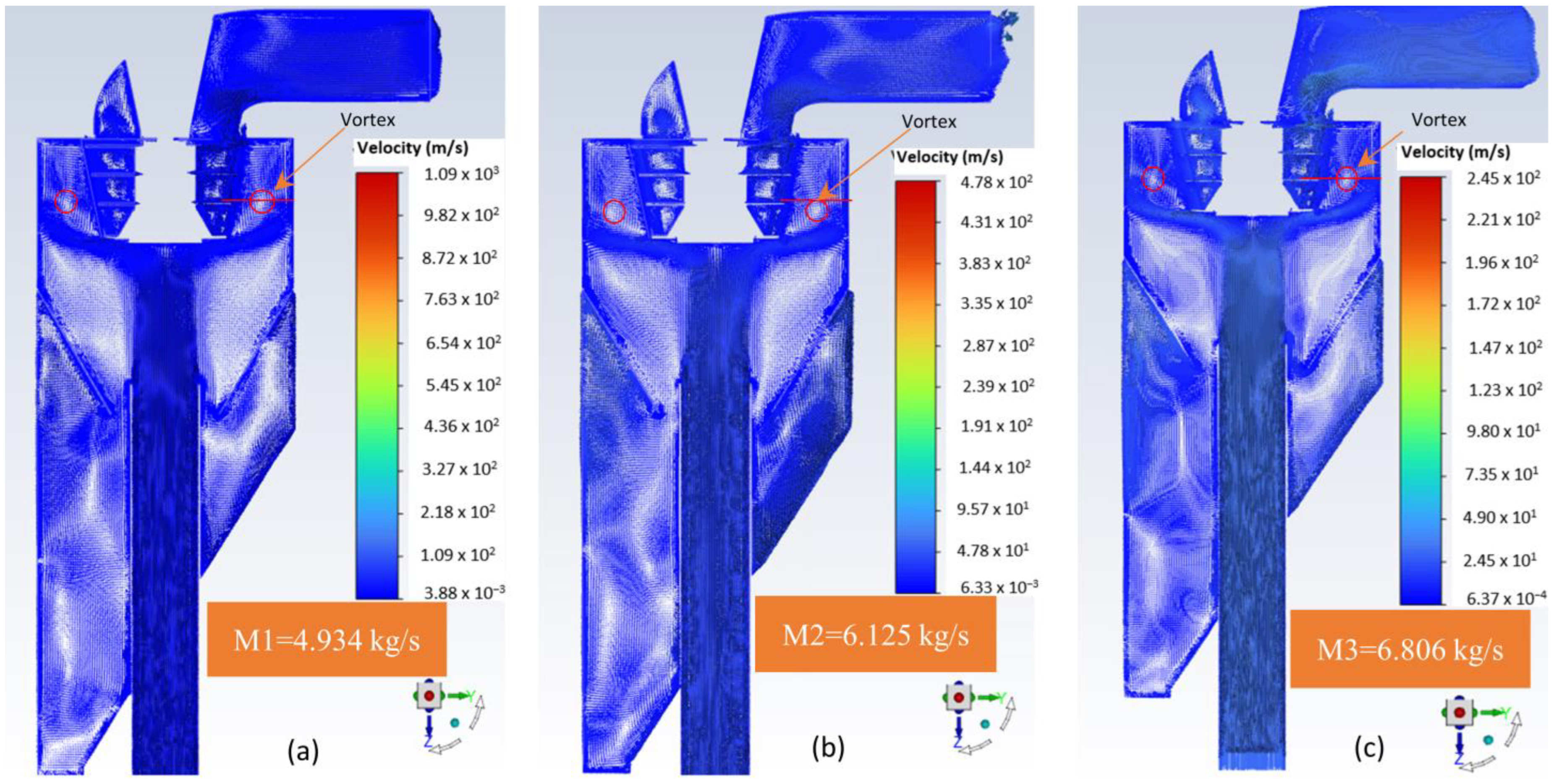
In this study, we explore the gas–particle flow field in a real-size industrial-scale micron air classifier manufactured by Phenikaa Group [
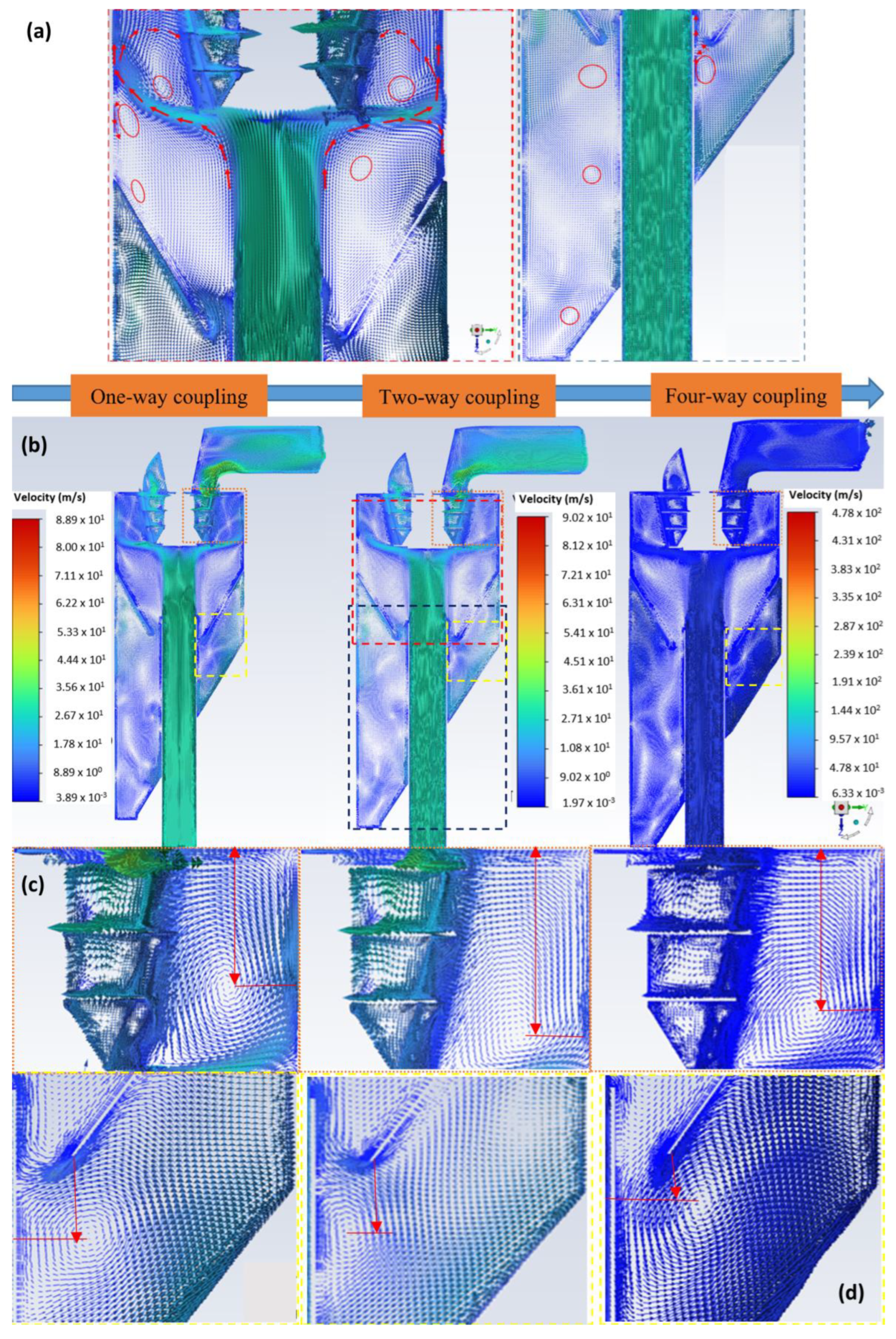
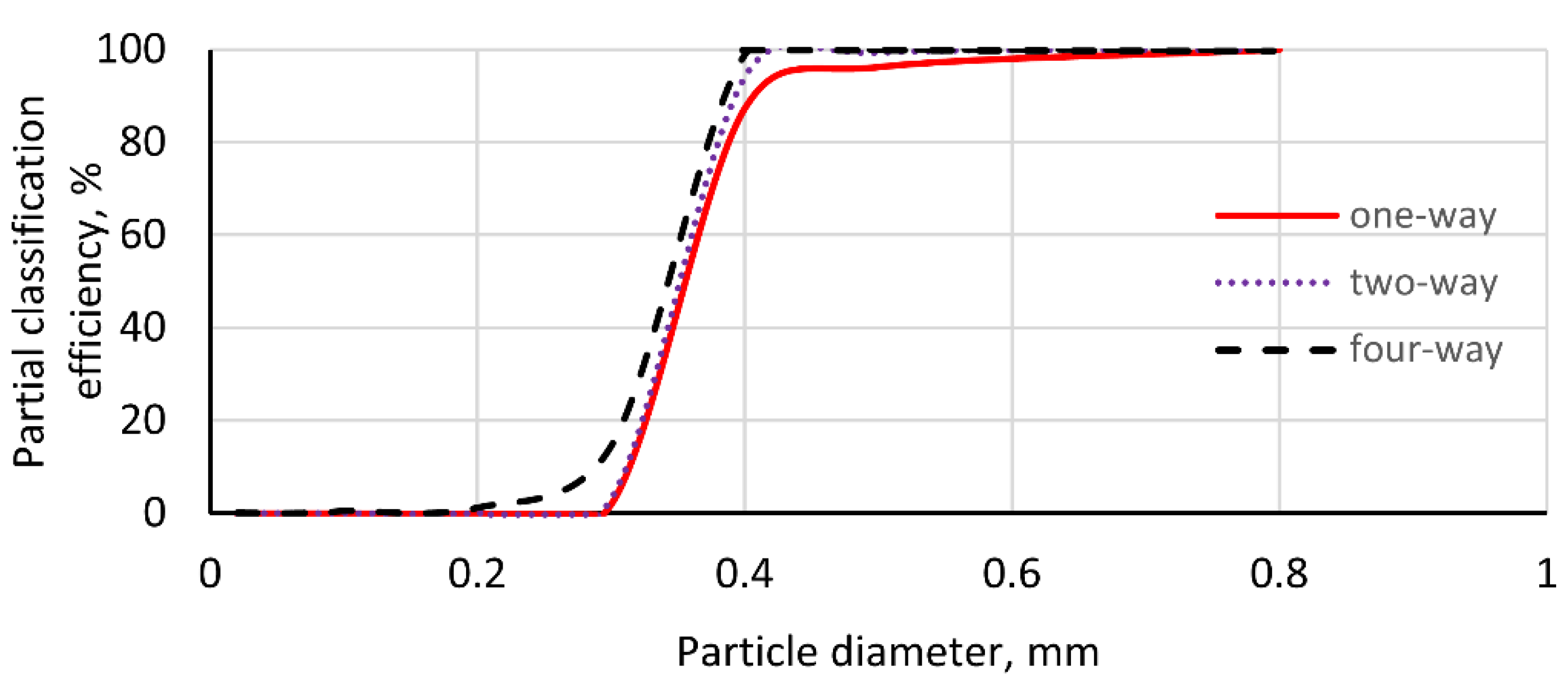
51] using 3D transient simulations with the FWC-RSM–DPM (Four-Way Coupling-Reynold Stress Model-Discrete Phase Model) in ANSYS Fluent 2022 R2 with the assistance of High-Performance Computing (HPC) systems. A comparison of the three coupling models highlights the significant influence of the interactions between the solid and gas phases on the flow field. The complex two-phase flow, characterized by the formation of multiple vortices with different sizes, positions, and rotation directions, is successfully captured on the real-size model of the classifier. Additionally, analyzing the vortices’ effects on the flow field provides a comprehensive understanding of the gas–solid flow field and the classification mechanism. The effect of the outlet mass airflow rate is also investigated. The classifier’s Key Performance Indicators (KPIs:
d50,
K,
η, Δ
P) and the condition of the final product’s particle size distribution curve are used to evaluate the classification efficiency. Newton’s efficiency (
η), which quantitatively indicates the degree of classification, is employed to measure classification effectiveness. Therefore, the objectives of this study are as follows: (i) to conduct a simulation analysis of the flow field inside a real-size industrial-scale classifier to highlight its advantages over a lab-scale one; (ii) to conduct a comparison among three coupling models, showing the advancement of four-way coupling in providing accurate results for simulations of interactions between the gas phase and particles; and (iii) to address the particle size distribution curve performances under different simulation models and outlet airflow rates, from which the optimal parameters could be selected in the design and operation processes to achieve the required efficiency of an air classifier.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}