1. Introduction
Bearings, as critical components for the smooth operation of machinery, play a vital role in various industries. In the automotive industry, they ensure the smooth running of wheels and engine components. In aerospace, bearings are crucial for the reliability of airplane engines and control systems. In manufacturing, they maintain precise positioning and movement of parts in various machines and equipment. Their efficiency and durability directly impact the production efficiency, product quality, and maintenance costs in these sectors. In the coal industry, the important position of coal in China’s energy structure determines that it will still be the most basic energy resource in China for quite a long time in the future [
1,
2], while China’s coal resource mining usually adopts the integrated mining mode with high power and mechanization as the main mode, and the coal mining machine, as the key mechanical equipment of the coal mining enterprise, assumes an important role in the mining process. As a key component of the transmission structure, the bearings of the traction section of a coal mining machine are mainly used to be responsible for the traction travel braking and deceleration of the coal mining machine [
3], which are susceptible to the influence of impact loads and lead to faults under complex working conditions, and thus the reliability of the operation process has a direct impact on the cost and efficiency of coal mining. Coal enterprises urgently need to solve the problem of the difficulty in analyzing the faults of coal mining machine haulage section bearings due to the small number of coal mining machines on site, the compact structure of the haulage section, the complexity of the transmission system [
4], the difficulty in obtaining fault data, and the difficulty in establishing a fault model library. Therefore, it is of great significance to study the fault analysis method of coal mining machine traction section bearings.
Due to incomplete field data for special equipment like coal mining machines, making fault modeling with actual data challenging, this paper proposes using fault simulation data for fault data samples. In aviation, Flowmaster fluid software simulated fuel supply processes and faults in aircraft fuel systems, obtaining both normal and fault simulation data [
5]. In aerospace, due to limited engine ignition data, machine learning for fault diagnostics relied on simulated data from a rocket engine “Plant simulator” [
6]. Integrating experimental and simulation data improved prediction accuracy [
7]. In bearing fault diagnosis, the lack of sufficient fault data often leads to overfitting in models built on small datasets [
8]. Using Modelica simulation data and Case Western Reserve University experimental data in CNN training validated the positive role of simulation data in CNN transfer learning [
9], the data model interaction approach, which uses actual performance data to make predictions without relying on theoretical models, was also validated by using the NASA dataset, demonstrating that the data model interaction approach, which learns the characteristics of battery performance from historical data, is also able to efficiently deal with the uncertainty in the degradation of the battery performance, showing the effectiveness of the approach compared to other techniques [
10,
11]. With limited research on mining machine structures, ADAMS software as a kind of dynamics simulation software widely used in the dynamics analysis of mechanical systems, it is verified that the vibration and transmission stability are greatly improved with this optimal bearing span by the dynamic simulations of different bearing spans in ADAMS [
12], so the advantage in bearing fault diagnosis is mainly embodied in its advanced dynamics simulation ability, it can precisely simulate the dynamic behavior of bearings and mechanical systems, aiding in the identification and analysis of fault causes [
13], crucial for understanding bearing faults in mechanical systems. Hence, this paper effectively applies ADAMS for the dynamic simulation of mining machine traction part bearings.
For data fault modeling, one challenge is the vibration signal feature extraction technology, which existing studies can divide into time-domain analysis, frequency-domain analysis, and time-frequency domain analysis.
Time domain analysis method mainly through the extraction of rolling bearing vibration signal crest factor, kurtosis factor, root mean square factor, mean value coefficient, waveform factor, margin coefficient, impulse factor and other time domain characteristic parameters [
14], and then use the time domain characteristics of the fault diagnosis [
15], so the advantages of time-domain analysis in bearing fault diagnosis are its simplicity and efficiency in operation, enabling the intuitive and clear capture of fault characteristics, such as impact impulses [
16]. This method is particularly suitable for the detection of early-stage bearing faults, as it can effectively identify abnormal vibration signals. Furthermore, compared to frequency-domain and time-frequency domain analyses, time-domain analysis requires lower data processing and computational costs, making it a cost-effective and widely used diagnostic tool. Time-domain analysis is not only used in fault diagnosis but is also extensively applied in other fields, such as audio processing [
17] and communication systems [
18].
The frequency domain analysis method first transforms the time domain vibration signal of the rolling bearing into a frequency domain signal through certain methods and then uses the frequency domain characteristic parameter index to diagnose the fault frequency, harmonic frequency amplitude and phase of the rotating frequency of rolling bearing, among which, Fourier transform analysis as the most classical algorithm for mapping the time domain signal to the frequency domain signal has made a series of achievements in the field of fault diagnosis of rolling bearing. A series of results, but the Fourier transform is only applicable to the analysis of linear and smooth vibration signals, which limits the scope of its application [
19]. Cepstrum analysis is advantageous in extracting sensitive fault features and works well in the edge bands of multiple clusters, but it is difficult to effectively extract features of faults in strong noise environments [
20,
21,
22]; Demodulation spectrum analysis is mainly to use the spectrum, amplitude strength and other information, to determine the fault location and damage degree of the bearing, which can be combined with chirplet path pursuit and iterative generalized demodulation with tunable energy factor (IGDTEF) method [
23,
24], which can well eliminate the influence of speed fluctuation and background noise. So, the advantages of frequency domain analysis in bearing fault diagnosis include its ability to identify and differentiate between different frequency components in detail, which is very effective in detecting and localizing specific faults in bearings. It can reveal periodic or harmonic variations due to faults that may not be apparent in the time-domain signal. Also, frequency domain analysis helps to differentiate between fault types, such as inner-ring, outer-ring, or rolling-body faults, each of which has its own specific frequency characteristics and so performs more robustly when dealing with signals in complex or noisy backgrounds and has also been used in a wide range of applications in the fields of electrical engineering, acoustics, and signal processing.
Time-frequency analysis methods that combine time and frequency domains are usually short-time Fourier analysis, wavelet analysis [
25,
26], empirical mode decomposition combined with order statistics filter (OSF), and improved complete ensemble empirical mode decomposition with adaptive noise (ICEEMDAN) [
27,
28,
29], variational modal decomposition combined with cyclic spectrum slice energy (CSSE) or comprehensive impact coefficient (CIC) based fitness function of the sparrow search algorithm (the fitness function of the sparrow search algorithm) [
30,
31] and other methods. Therefore, the advantage of the time-frequency analysis method in bearing fault diagnosis is reflected in its ability to provide information in both the time and frequency domains, enabling a more comprehensive understanding of the signal changes, which is particularly important for capturing and analyzing non-stationary signals (e.g., transient vibrations caused by bearing faults). Time-frequency analysis also reveals changes in signal frequency during a fault, helping to identify and locate faults. In addition, because it accurately captures dynamic changes during fault development, it is particularly effective in analyzing bearing performance under complex or changing operating conditions. Therefore, in addition to its application in bearing fault diagnosis, time-frequency analysis technology is also commonly used in areas such as biomedical signal analysis and seismic data processing.
So, in this paper, the empirical modal decomposition (EMD) fusion method is used for joint time-frequency processing of vibration signals to realize coal mining machine fault feature extraction. For the extracted features, the machine learning method is used for sample modeling. And machine learning applied to classification models can automatically learn and recognize patterns and features in the data and perform effective classification based on these learnings [
32], which not only improves the accuracy and efficiency of the classification task but also makes it possible to deal with complex and large-scale datasets, and also continuously improves its performance to cope with changing data characteristics [
33]. Machine learning classification models are widely used in various fields, including image recognition [
34], speech processing [
35,
36], medical diagnosis [
37], etc., showing great flexibility and adaptability, so in this paper, we use a variety of machine learning algorithms to monitor the faults of rolling bearings [
38,
39,
40] for the classification of bearing anomalies and crack sizes [
41], and we can see that the use of machine learning method effectiveness and rationality.
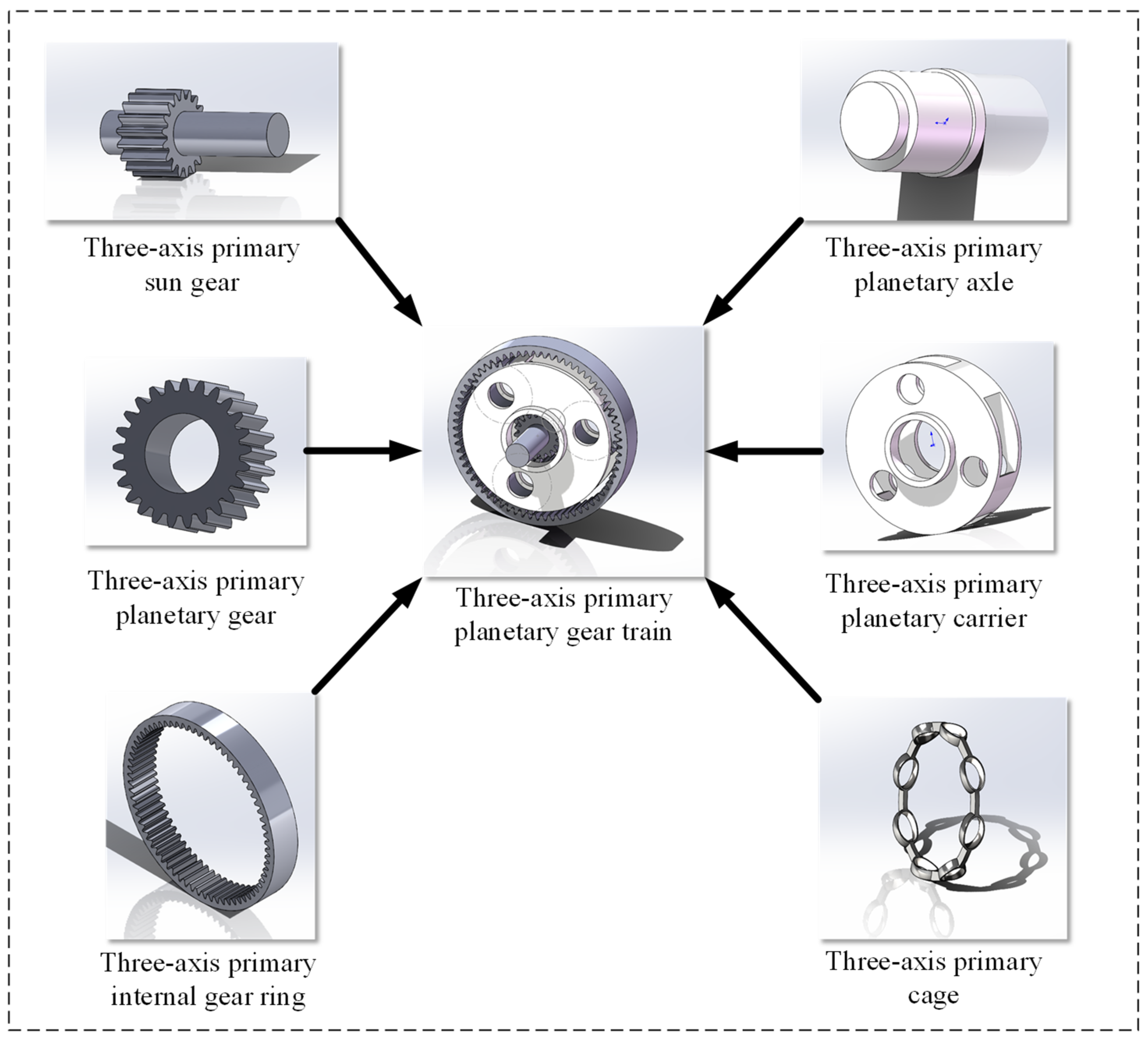
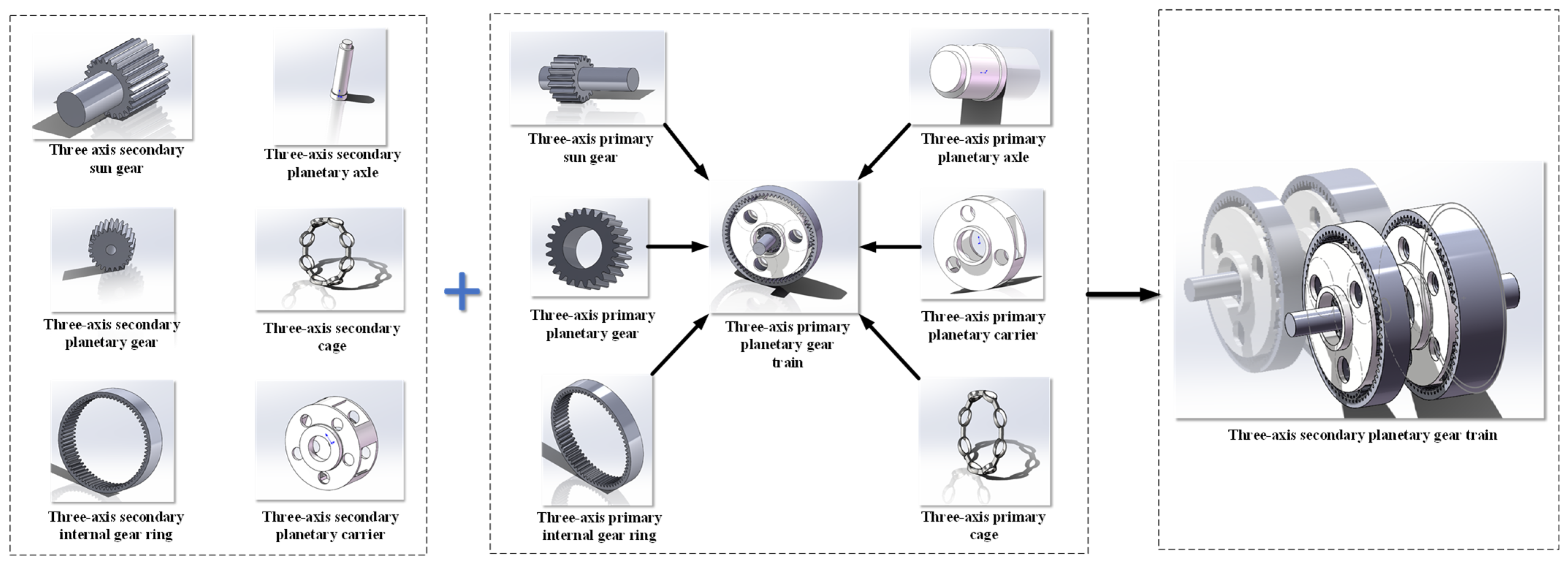
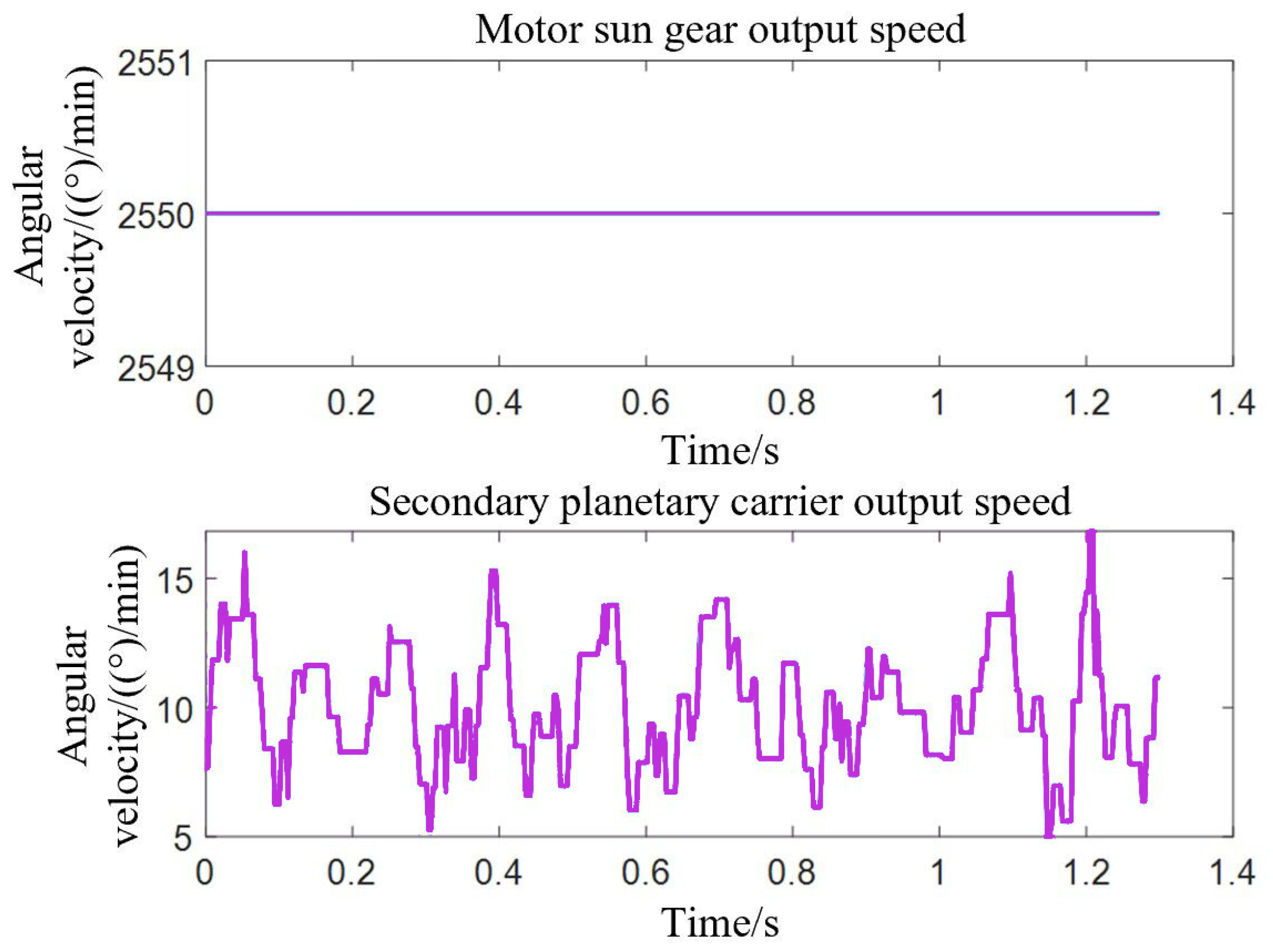
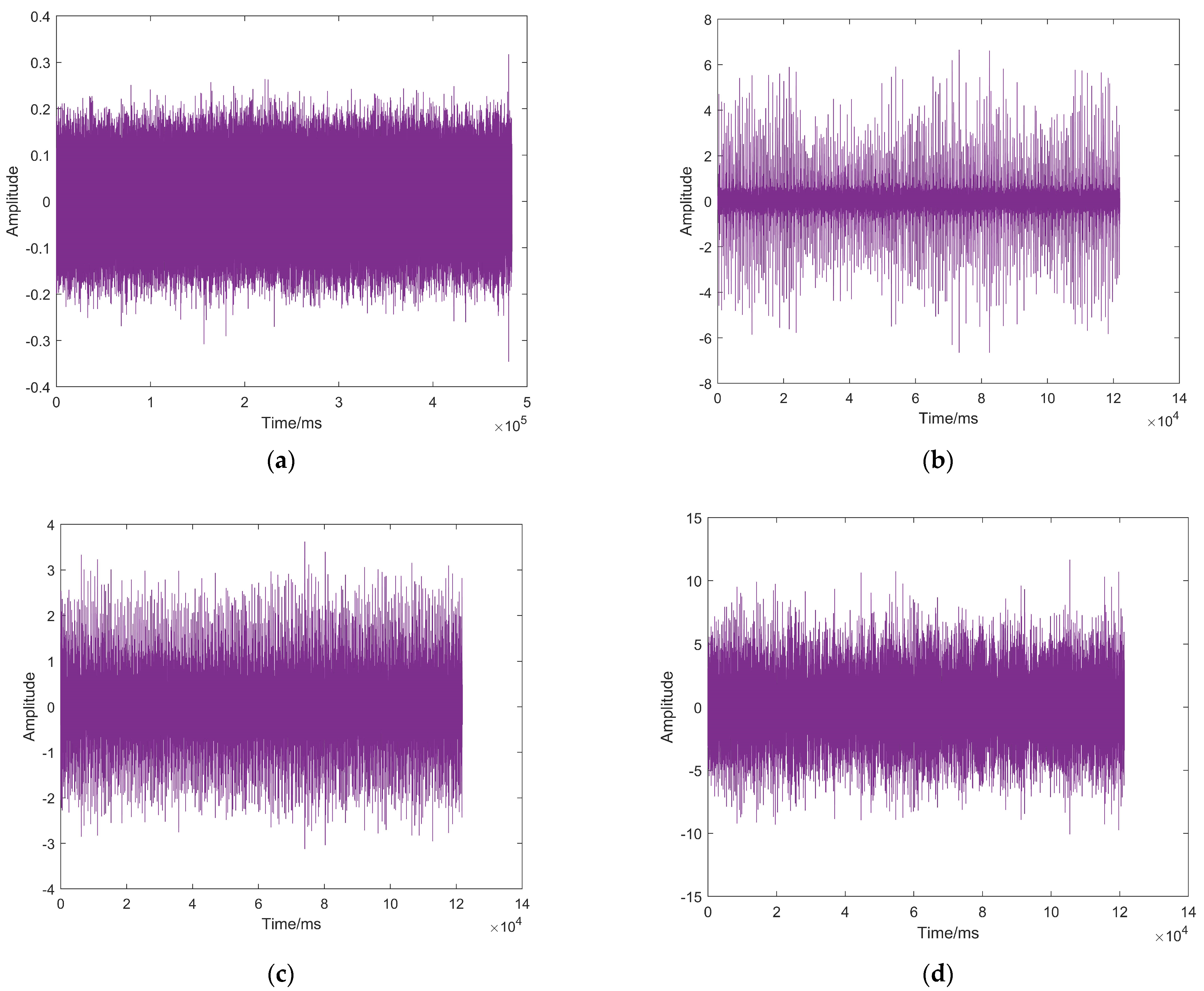
In view of the above analysis, our research is aimed at the low-speed zone fault diagnosis of coal mining machine bearings and combined with the working conditions of coal mining machine bearings, with the idler bearings of the traction section of the coal mining machine as the object of research, the second chapter of this paper firstly utilizes the ADAMS software to collect the simulated vibration signals of the bearings under the four states, such as normal, inner-ring fault, rolling-body fault, outer-ring fault, etc. and builds the virtual prototype-based model library of the fault diagnosis of the bearings of the coal mining machine. Then
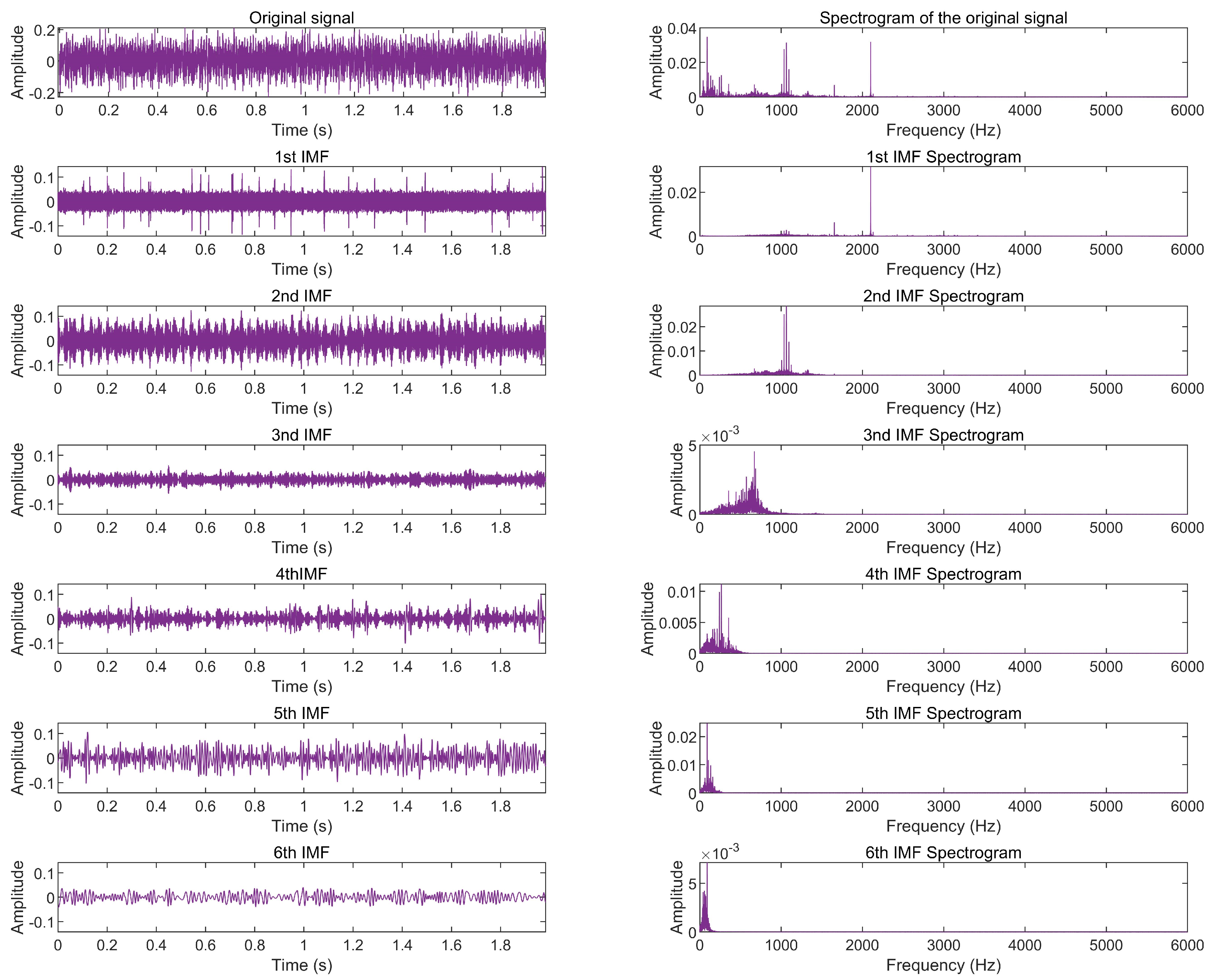
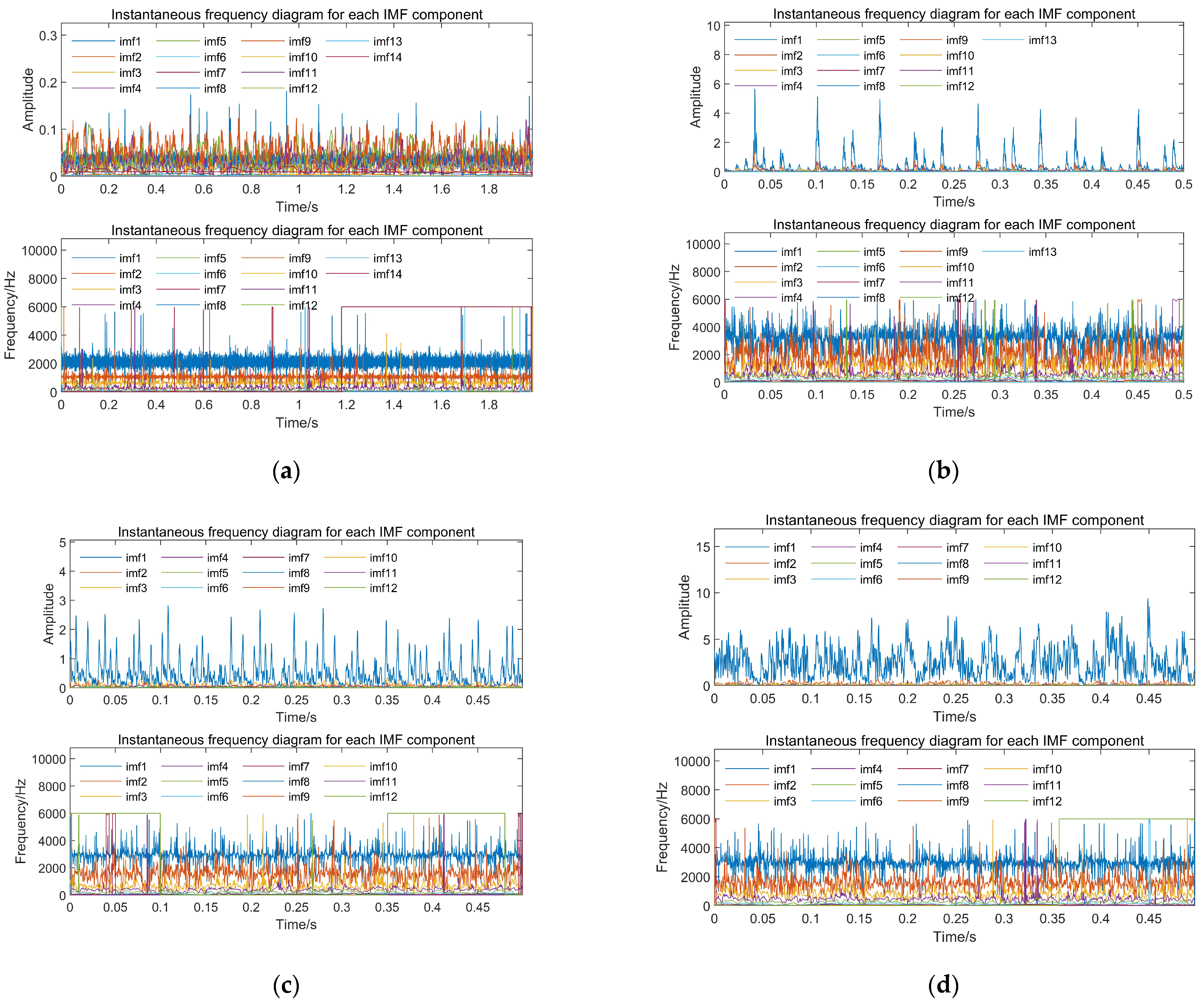
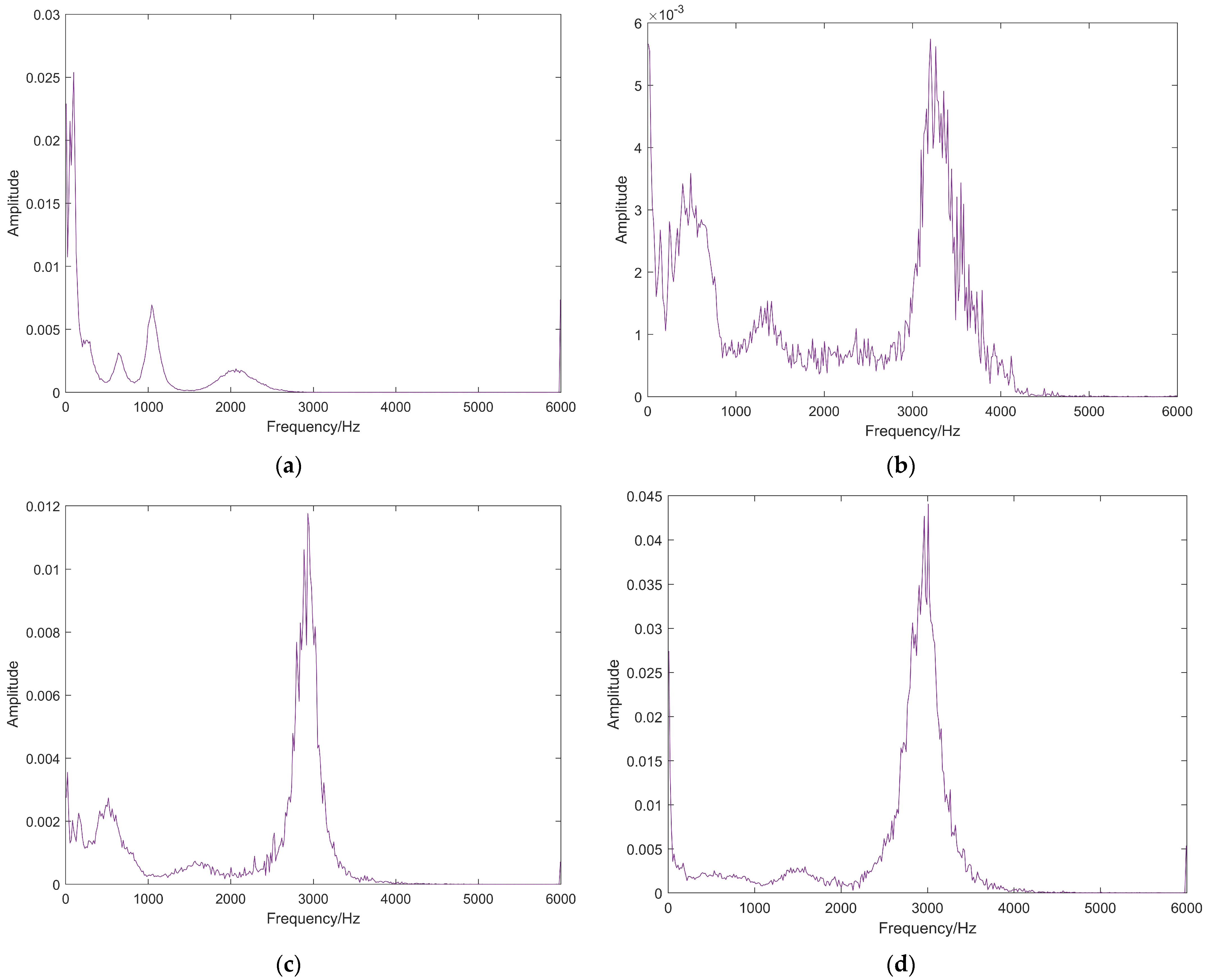
Section 3 combines the Hilbert-Huang transform (HHT) bearing fault diagnosis method in the low-speed zone of coal mining machine, based on the theory of HHT, through a series of processing such as empirical modal decomposition (EMD) of the vibration signal of the coal mining machine bearing, intrinsic modal function (IMF) component solving envelope and instantaneous frequency, and the HHT marginal spectrum for feature extraction, and finally
Section 4 inputs the extracted features into the classification algorithm for classification, in-depth study of the vibration signal characteristics of coal mining machine bearings under different working conditions, to provide a new way of thinking for the fault diagnosis of the bearings in the traction section of the coal mining machine, which has certain engineering significance.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}