
High-Temperature and Pressure Downhole Safety Valve Performance Envelope Curve Study


Abstract
:1. Introduction
2. Downhole Safety Valve Performance Envelope Plotting Method
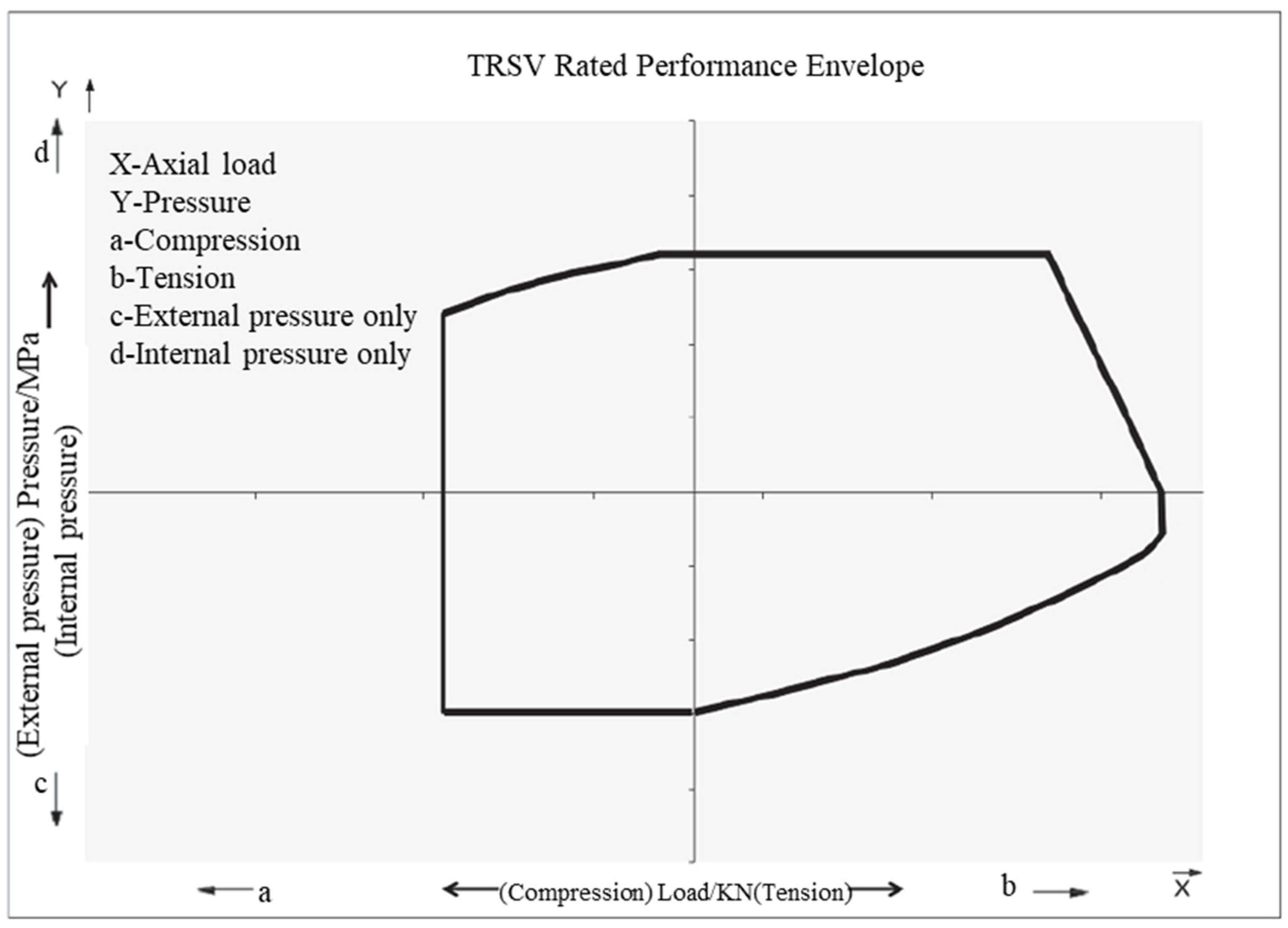
2.1. Drawing Principles
2.2. Drawing Steps
- (a)
- Determining the work environment
- (b)
- Failure modes, effects, and criticality analysis (FMECA)
- (c)
- 3D modelling and material determination
- (d)
- Material performance test
- (e)
- Mechanical analysis of the whole machine
- (f)
- Envelope curve plotting
3. Finite Element Simulation Analysis
3.1. Building Simulation Models
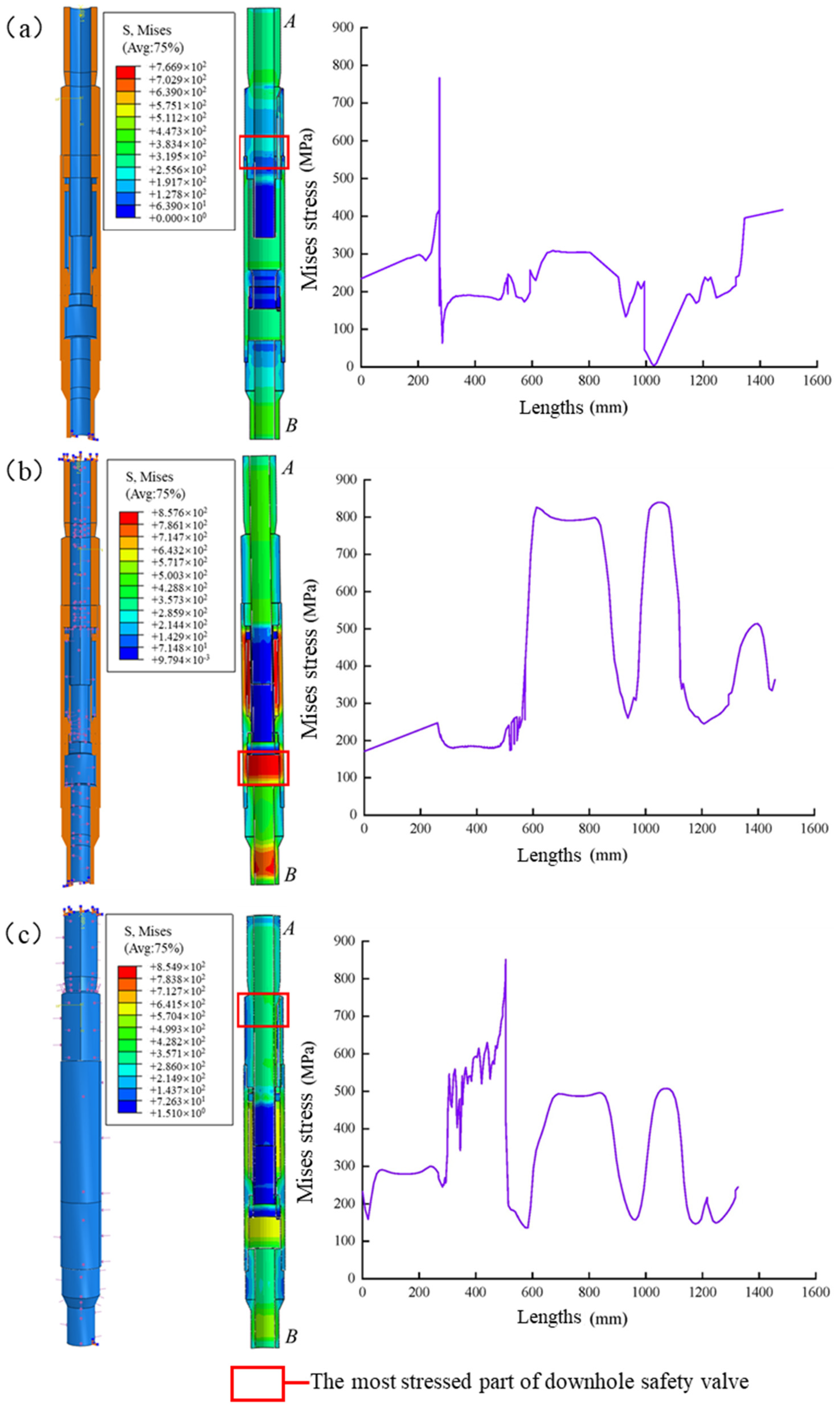
3.2. Ultimate Load Analysis
3.2.1. Individual Load Analysis
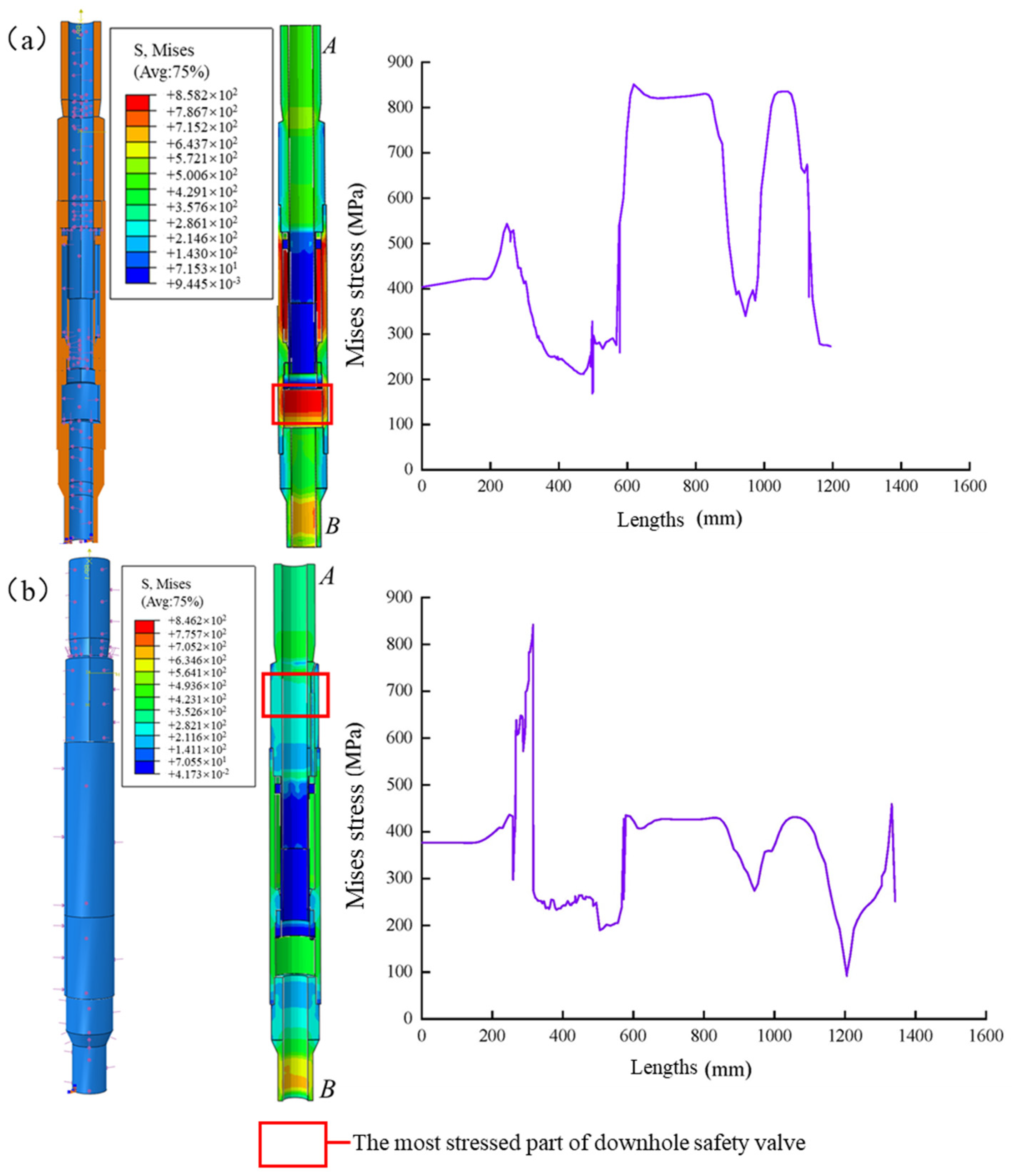
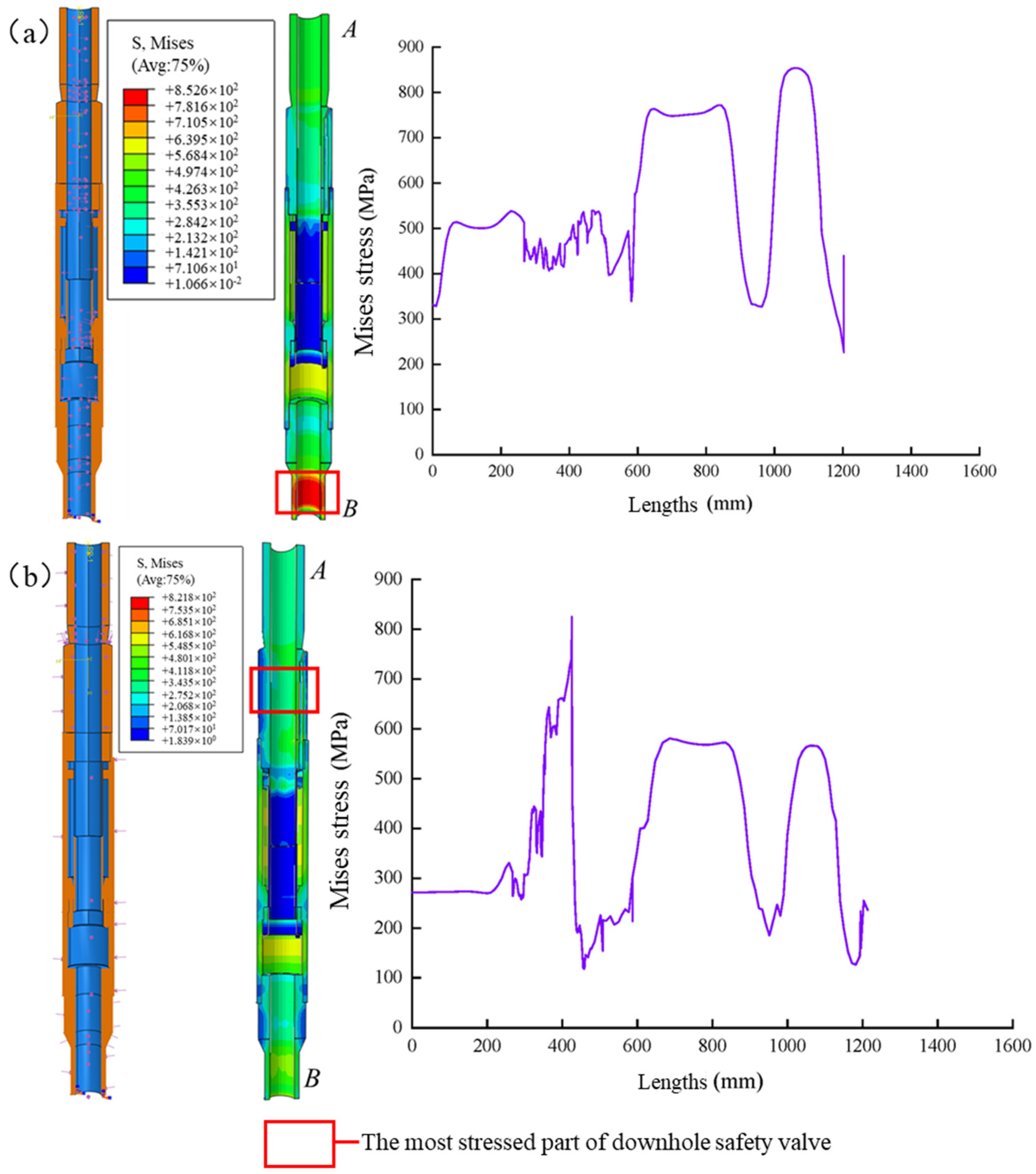
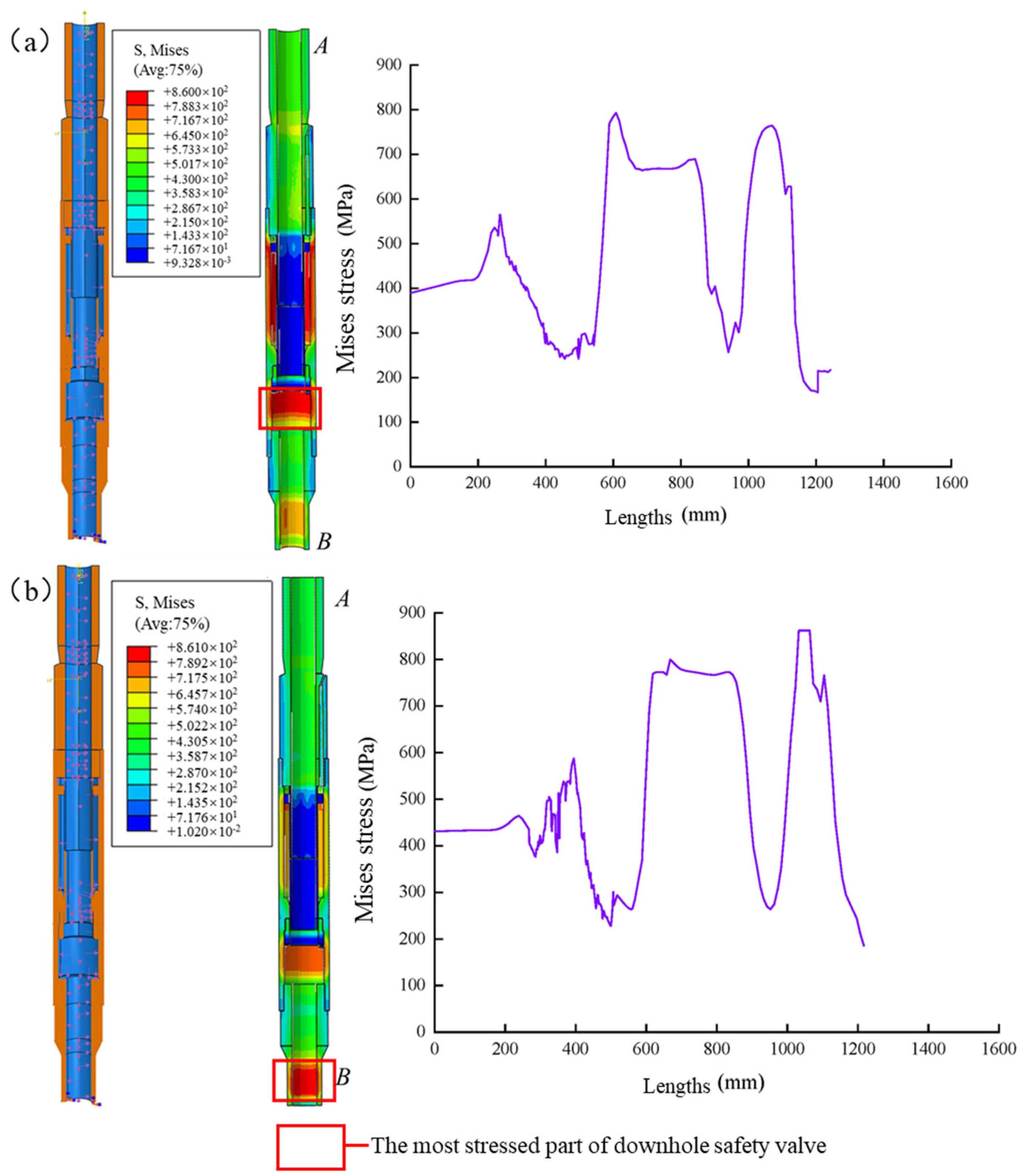
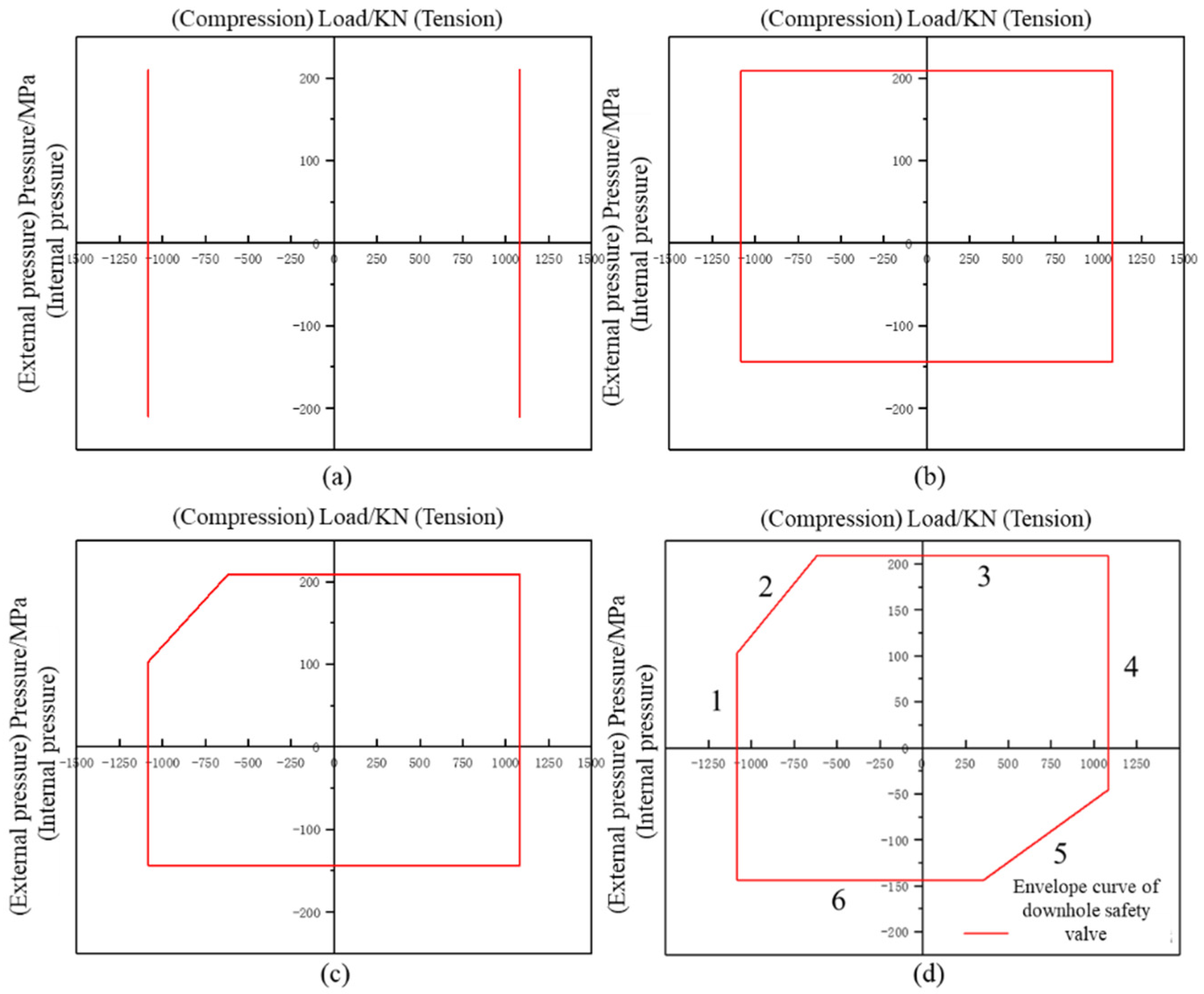
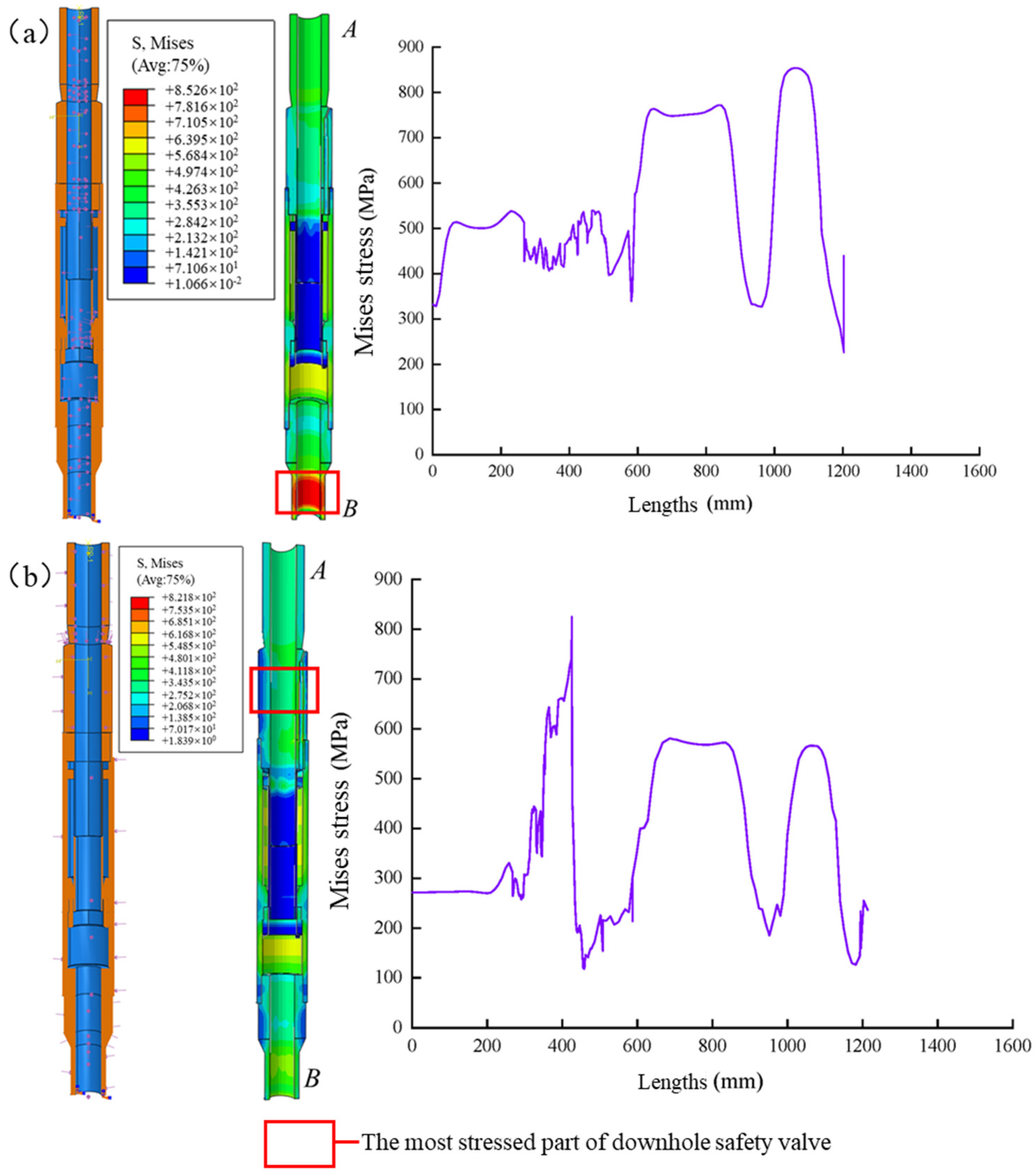
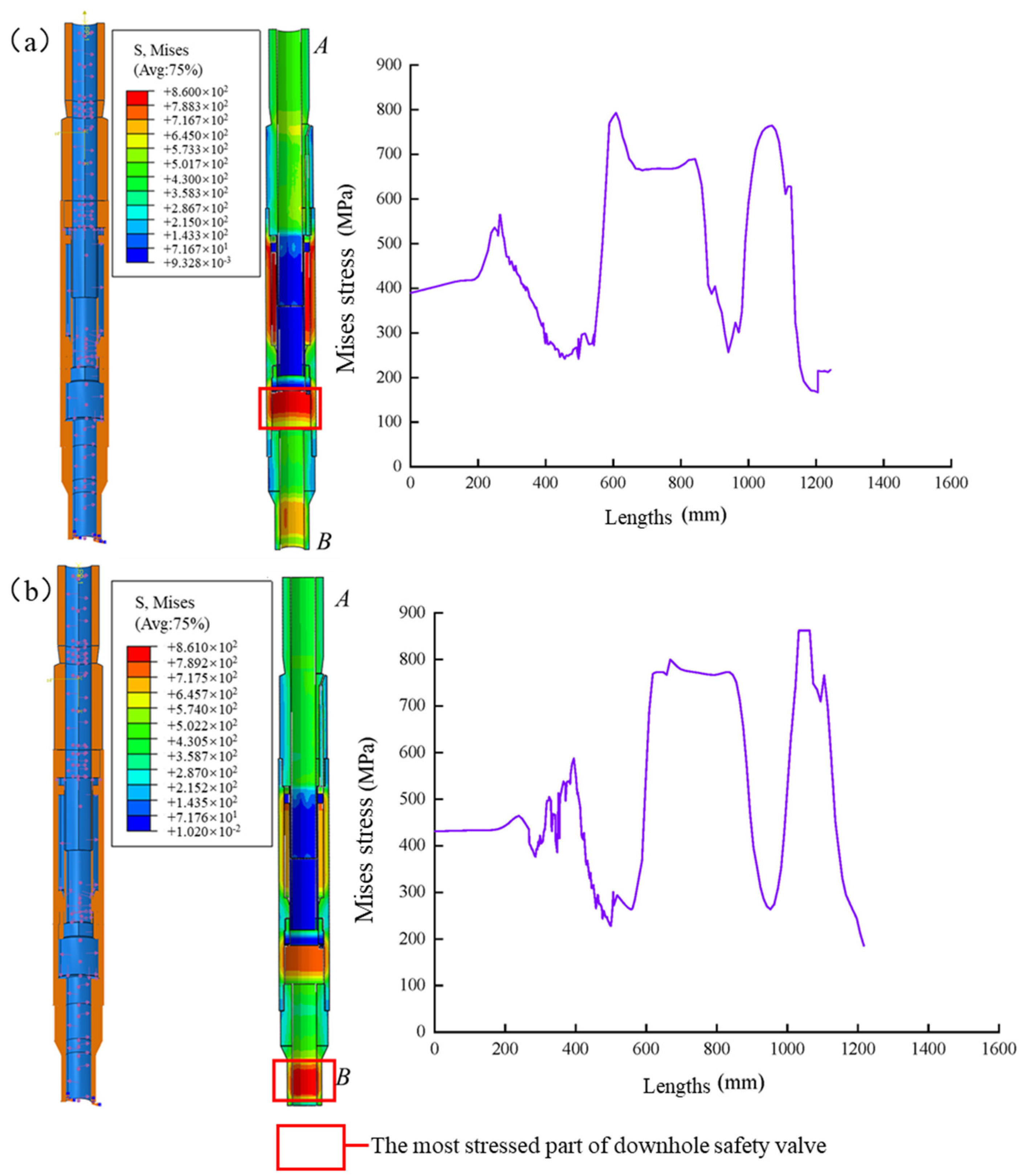
3.2.2. Combined Load Analysis
- (1)
- Tensile load (ultimate load) + internal pressure/external pressure
- (2)
- Compression load (ultimate load) + internal pressure/external pressure
- (3)
- Internal pressure (ultimate load) + tensile load/compression load
- (4)
- External pressure (ultimate load) + tensile load/compression load
4. Envelope Curve Plotting
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Colombo, D.; Lima, G.B.A.; Pereira, D.R.; Papa, J.P. Regression-based finite element machines for reliability modeling of the downhole safety valves. Reliab. Eng. Syst. Saf. 2020, 198, 106894. [Google Scholar] [CrossRef]
- Louzada, F.; Cuminato, J.A.; Rodriguez, O.M.H.; Tomazella, V.L.; Milani, E.A.; Ferreira, P.H.; Ramos, P.L.; Bochio, G.; Perissini, I.C.; Junior, O.A.G.; et al. Incorporation of Frailties Into a Non-Proportional Hazard Regression Model and Its Diagnostics for Reliability Modeling of the downhole safety valves. IEEE Access 2020, 8, 219757–219774. [Google Scholar] [CrossRef]
- Gala, D.M.; Menard, B.; Nas, S.; Offner, M. Enhancing Well Safety and Economics with Downhole-lsolation-Valve System. J. Pet. Technol. 2010, 24, 26–27. [Google Scholar]
- Qian, F.; Hu, M. Numerical simulation of leakage flow field and acoustic characteristics for safety valve. MATEC Web Conf. 2021, 336, 01007. [Google Scholar] [CrossRef]
- Lu, D.; Fu, Q.; Li, Y. Finite element method of instantaneous impact performance of the downhole safety valve plate. Mech. Eng. 2022, 376, 35–38. [Google Scholar]
- Luo, J.; Wang, X. Mechanical properties of the downhole safety valve. Pet. Mine Mach. 2020, 49, 36–39. [Google Scholar]
- Wang, H. Commonly used downhole safety valve structure in Sheng li offshore oilfield. J. Shengli Oilfield Staff Univ. 2009, 23, 59–61. [Google Scholar]
- Gao, W.; Jia, B.; Zhang, A. Packer performance envelope curve. Oil Gas Well Test. 2017, 26, 31–33. [Google Scholar]
- Chan, C.L.; Ting, K.L. Curvature theory on contact and transfer characteristics of enveloping curves. J. Mech. Robot. 2020, 12, 011018. [Google Scholar] [CrossRef]
- San Cristóbal, J.R. The S-curve envelope as a tool for monitoring and control of projects. Procedia Comput. Sci. 2017, 121, 756–761. [Google Scholar] [CrossRef]
- Chaves, L.G.; Studart, T.M.D.C.; Campos, J.N.B.; Souza, F.A.D. Regional envelope curves for the state of Ceara: A tool for verification of hydrological dam safety. RBRH-Rev. Bras. Recur. Hidr. 2017, 22, 10–14. [Google Scholar] [CrossRef]
- Li, J.; Tudor, R.; Ginzburg, L. Evaluation and Prediction of the Performance of Positive Displacement Motor (PDM). J. Can. Pet. Technol. 2001, 40, 48–53. [Google Scholar] [CrossRef]
- Zhu, X.; Zhou, W.; Lei, Y. A Nonlinear Dynamic Model for Characterizing the Downhole Motions of the Sidetracking Tool in a Multilateral Well. Energies 2023, 16, 588. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Y.; Zhang, K.; Kong, L. Uneven wear behavior of downhole tool clearance material under slurry erosion. Alex. Eng. J. 2023, 73, 47–68. [Google Scholar] [CrossRef]
- Zang, C.; Jiang, H.; Lu, Z.; Peng, X.; Wang, J.; Lian, Z. Study on the Galvanic Corrosion between 13Cr Alloy Tubing and Downhole Tools of 9Cr and P110: Experimental Investigation and Numerical Simulation. Coatings 2023, 13, 861. [Google Scholar] [CrossRef]
- Lan, W.; Peng, J.; Ma, Y. Numerical Simulation of Distributed Heat Storage System for Logging Tools in High-temperature Downhole. K. Cheng Je Wu Li Hsueh Pao/J. Eng. Thermophys. 2021, 42, 2361–2366. [Google Scholar]
- Liu, L.; Yu, S.; Liu, E.; Zhu, G.; Li, Q.; Xiong, W.; Wang, B.; Yang, X. Enhanced Mechanical and Degradation Properties of Hollow Glass Microspheres/Mg Matrix Composites by Incorporating Copper Power for Degradable Downhole Tool Applications. Adv. Eng. Mater. 2021, 23, 2100615. [Google Scholar] [CrossRef]
- Zhang, B.; Ju, S.; Liu, C.; Ma, Y.; Chen, H.; Fan, L. Research on high-temperature mechanical properties of wellhead and downhole tool steel in offshore multi-round thermal recovery. High Temp. Mater. Process. 2021, 40, 325–336. [Google Scholar] [CrossRef]
- Ren, L.; Tang, D.; Zhao, J.; Li, M.; Gan, W. Optimizing the structural parameters of downhole vortex tool in gas well using a genetic algorithm. J. Pet. Sci. Eng. 2021, 200, 108357. [Google Scholar] [CrossRef]
- Zhang, Z.; Liao, R.; Liu, J.; Ma, J. Mechanism Study and Geometric Parameter Optimization of the Vortex Downhole Tool. Int. J. Fluid Mach. Syst. 2019, 12, 332–344. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product Model | Specification | Maximum Test Speed (mm/min) | Minimum Test Speed (mm/min) | Weight (Kg) |
|---|---|---|---|---|
| E45.505 | 6 × 105 N | 254 | 0.001 | 3500 |
| Type of Material | Young’s Modulus/MPa | Poisson’s Ratio | Yield Strength/MPa | Friction Coefficient |
|---|---|---|---|---|
| Alloy 718 | 165,000 | 0.3 | 861.875 | 0.05 |
| Name | Failure Modes | Cause of Failure | Severity Rating | Probability Rating | Risk Assessment |
|---|---|---|---|---|---|
| Upper connector | Downhole safety valve disconnected from upper tubing | Substandard mechanical properties or loads exceeding the permissible stress of the joint | Class II | E | 15 |
| Connection failure | Deformation due to failure of the threaded teeth or misclasping due to excessive fastening speed | Class IV | D | 19 | |
| Connection barrel | Disconnection | Substandard mechanical properties or loads exceeding the required stress of the joint | Class I | E | 12 |
| Connection failure | Deformation due to failure of the threaded teeth or misclasping due to excessive fastening speed | Class III | E | 17 | |
| Lower connector | Disconnection | Substandard mechanical properties or loads exceeding the permissible stress of the joint | Class I | E | 12 |
| Connection failure | Because the speed of fastening is too fast, the striated teeth fail, or the wrong fastening leads to deformation | Class III | E | 17 |
| Load | Tensile Load | Compressive Load | Internal Pressure | External Pressure |
|---|---|---|---|---|
| Tensile load | 1.08 × 106 N (Thread failure) | / | 1.08 × 106 N, 209 MPa (Failure of lower joint body) | 1.08 × 106 N, 46 MPa (Failure of lower joint body) |
| Compressive load | / | 1.08 × 106 N (Thread failure) | 1.08 × 106 N, 103.4 MPa (Failure of lower joint body) | 1.08 × 106 N, 144 MPa (Upper Joint Hydraulic Channel Failure) |
| Internal pressure | 209 MPa, 1.08 × 106 N | 209 MPa, 0.62 × 106 N (Failure of lower joint body) | 209 MPa (Failure of lower joint body) | / |
| External pressure | 209 MPa, 0.35 × 106 N (Failure of lower joint body) | 144 MPa, 1.08 × 106 N (Upper Joint Hydraulic Channel Failure) | / | 144 MPa (Upper Joint Hydraulic Channel Failure) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, G.; Wang, Y.; Fang, Y.; Ma, R.; Ning, K.; Tang, Y. High-Temperature and Pressure Downhole Safety Valve Performance Envelope Curve Study. Processes 2023, 11, 2525. https://doi.org/10.3390/pr11092525
Yuan G, Wang Y, Fang Y, Ma R, Ning K, Tang Y. High-Temperature and Pressure Downhole Safety Valve Performance Envelope Curve Study. Processes. 2023; 11(9):2525. https://doi.org/10.3390/pr11092525
Chicago/Turabian StyleYuan, Guohai, Yonghong Wang, Yexin Fang, Rutao Ma, Kun Ning, and Yang Tang. 2023. "High-Temperature and Pressure Downhole Safety Valve Performance Envelope Curve Study" Processes 11, no. 9: 2525. https://doi.org/10.3390/pr11092525
APA StyleYuan, G., Wang, Y., Fang, Y., Ma, R., Ning, K., & Tang, Y. (2023). High-Temperature and Pressure Downhole Safety Valve Performance Envelope Curve Study. Processes, 11(9), 2525. https://doi.org/10.3390/pr11092525