1. Introduction
The Toromocho porphyry copper–molybdenum deposits are located in the Morococha mining district, Yauli Province, Junín Department of central Peru, 140 km east of Lima. Situated in the ore-rich Morococha mining district of the western Andes, Toromocho contains an estimated 7.3 million tons of copper and 4.7 million tons of molybdenum, silver, and other metals [
1]. Minera Chinalco Perú S.A., a subsidiary of Chinalco Mining Corporation International (CMC), is boosting the mine’s productivity with a new production line. The expansion of the Toromocho mine, which is located at an altitude of 4480–5000 m, is capable of producing 70,000 tons of copper annually, plus byproducts of silver and molybdenum [
1]. Through the expansion of the mine and the resulting increase in mining volume, Toromocho aims to become the most productive mine in Peru.
Figure 1 presents the flotation flowsheet of the expansion plant. The grinding circuit consists of a 7000 hp SAG mill discharging to a 6000 hp ball mill to achieve a primary grind P
80 of 150 μm. The flotation circuit consists of a rougher flotation bank, with overflow directed to bulk cleaner and cleaner/scavenger stages in turns. The mechanical cells in the rougher are Dorr–Oliver (DO-1500). The cleaning stage is conducted in three banks of mechanical cells (cleaner bank 1: DO-100, cleaner bank 2: DO-50, and cleaner/scavenger bank: DO-100). The regrinding and the cyclone are in a close circuit, while the cyclone underflow is part of the regrinding feed; P
80 for regrinding is 75 µm. The cyclone overflow reports to the final stage of cleaning, which is a column cell (50 m
3). The reagent suit comprises potassium amyl xanthate and sodium isopropyl xanthate (Cu collectors), Dowfroth 250 and pine oil (frothers), and lime (pH modifier).
The main challenge faced by the plant is meeting metallurgical targets for Cu recovery and concentrate grade since commissioning. Since the plant overall Cu recoveries during 2021–2022 were in the range of 80–82% (design value of 85%), while the final concentrate Cu grades were in the range of 20–23% (design value of 24%), the focus is on optimizing the plant to meet metallurgical targets. The characteristics of the Toromocho ores, which were subjected to mineralogical analyses (MLA), show that the content of the copper sulfides was stable, consisting of chalcopyrite and trace amounts of bornite. Pyrite made up less than 1% of the ores. Non-sulfide gangue minerals consisted of quartz, feldspars, muscovite, and smaller amounts of other minerals including calcite, rutile, and barite [
1]. It can be seen that the composition of the ores remained virtually the same throughout plant production [
2]. This information was key as it provided confidence that the unimproved metallurgical performance could be attributed to the variation of plant operational parameters. Preliminary results implied that hydrodynamics may have a significant impact on metallurgical performance [
2]. Similar work by Zhang et al. indicated that the grade and recovery could be improved using hydrodynamic measurement and optimization [
3].
3. Results
CRIST was invited to send a team to the Toromocho expansion plant to conduct parallel hydrodynamic and metallurgical testing of the 130 m3 OK tank cells in the rougher/scavenger circuits and a set of 75 L Denver pilot cells operating in parallel. The plant surveys were conducted in February 2023.
The metallurgical surveys were performed on parallel rougher/scavenger lines (7 Outokumpu or OK 130 m
3 tank cells in series per line) and a line of Denver pilot cells (8 × 75 L self-aerated). As per the CRIST methodology, surveys were conducted at a low–medium–high air setting with a repeat test on a separate day. Although not ideal for subsequent data analysis, a decreasing
Jg profile down the bank was used, as this was similar to the Toromocho standard operation, and the project scope did not allow for profile optimization.
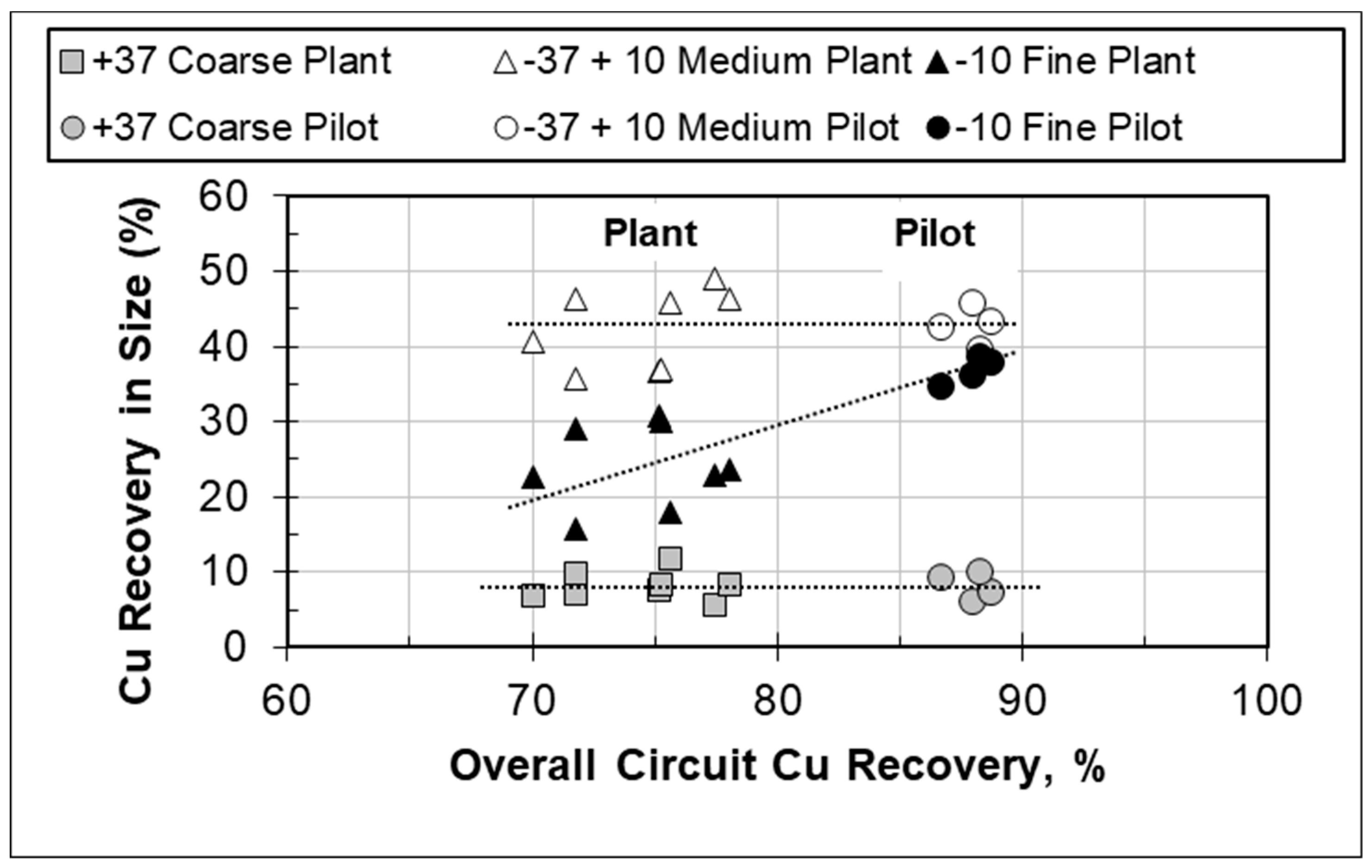
Figure 3 shows that the difference in copper recovery between pilot and plant tests was indeed occurring in the <10 µm fraction, with the plant having, nominally, 10% lower recovery in this fraction than the pilot cells.
A series of cell characterization tests establishing the D
32 versus
Jg relationship were performed for both the pilot and the plant cells (plus a few comparative Denver lab cell tests), and the results are shown in
Figure 4. The calculation of
Sb (according to Equation (3)) for the pilot and plant cells shows that the pilot cells produce a significantly smaller bubble size (D
32, 1.35 mm vs. 1.85 mm at
Jg = 1 cm/s) and, therefore, a correspondingly higher bubble surface area flux (
Sb, 50 1/s vs. 30 1/s at
Jg = 1 cm/s) for an equivalent amount of air.
The significantly smaller bubble size of the pilot cells combined with their shallower froth depth (5 cm in the pilot cells versus 70 cm in the plant) results in a higher water recovery compared with the plant (see
Figure 5, showing water recovery versus mass recovery). The pilot tests had overall water recoveries of about 30% compared to the plant tests closer to 15%, while overall mass recoveries were similar at about 10%. A more detailed examination of the water recovery and <10 µm Cu recovery established that approximately 30% of the difference in Cu recovery could be attributed to entrainment due to the additional water recovery of the pilot cells. That left the remaining 70% (or about 7% of the overall 10% recovery difference) attributable to other factors. It needs to be noted that the specific power of the pilot cells was on the order of 3 kW/m
3 compared to approximately 1 kW/m
3 for the OK tank cells. The testing did not investigate the role of higher power input and mixing intensity versus the role of smaller bubble size alone in the pilot cells compared to the plant. This would be a most interesting investigation; clearly, the relative effects of each on metallurgical performance need to be established.
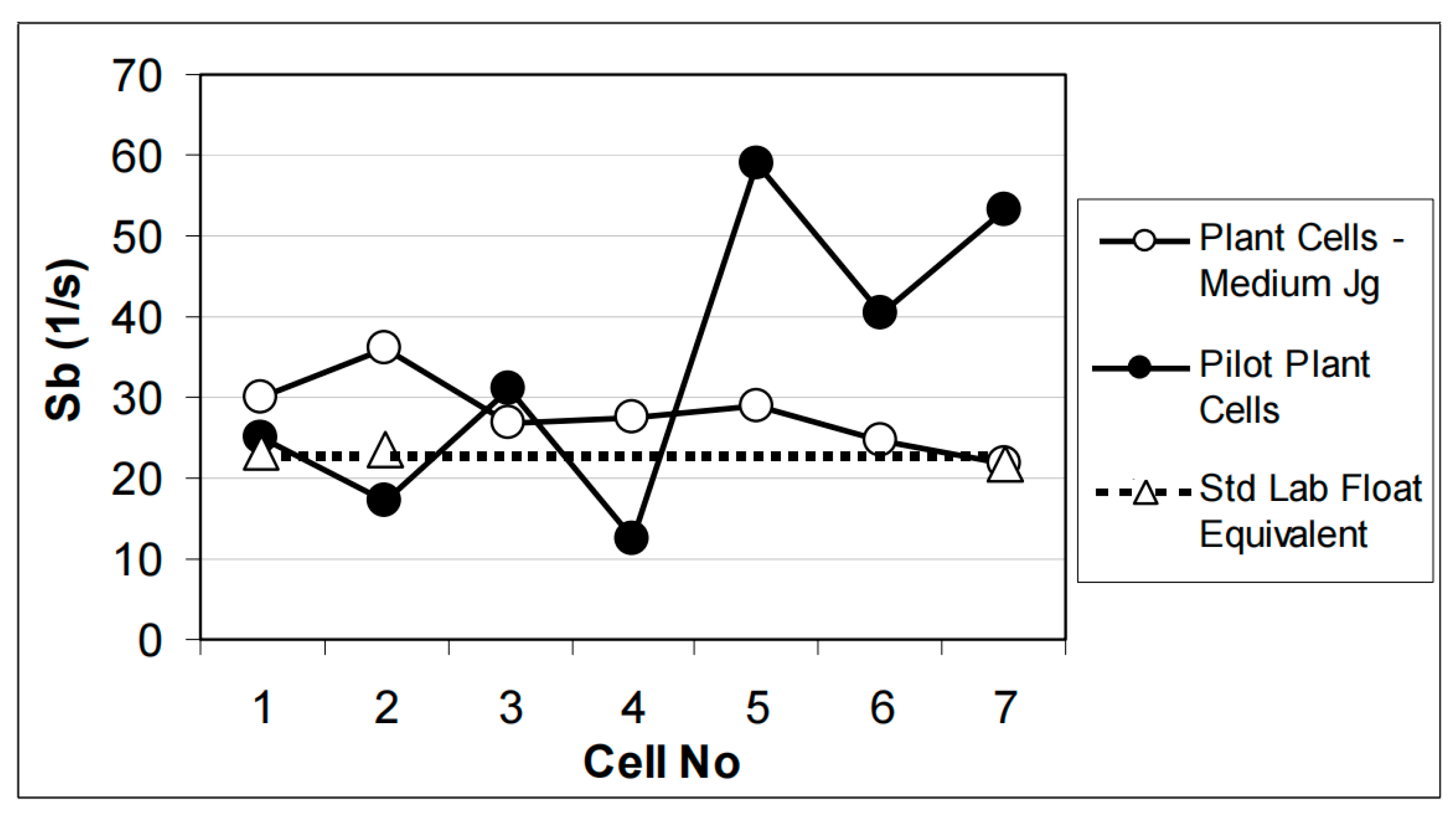
The observation was made that, although the pilot cells produced smaller bubbles, this did not result in higher
Sb for the pilot cells, at least for the first four cells, as evident from
Figure 6, since the pilot cells were operated at lower
Jg values than the corresponding plant cells. It can be seen from
Figure 6 that the
Sb was quite similar for the plant and pilot tests, at a relatively low
Sb of about 25 s
−1 per cell. In this study, it turned out to be
Jg rather than
Sb that produced a correlation with metallurgical performance and an optimum value in terms of overall Cu recovery.
Figure 7 illustrates this for recovery in the first two cells of the plant (same
Jg value for both cells). It can be reasoned that individual cell
Jg values of 1.0–1.1 produced the optimum recovery combination of bubble surface area flux and particle collection efficiencies of larger bubbles, while too low a
Jg value did not provide sufficient
Sb to maximize recovery. This test work was designed to provide plant personnel with a better understanding of important variables affecting the recovery of very fine Cu, and the resulting recommendations suggested detailed optimization work involving
Jg, froth depth, and frother selection in an effort to bring the plant results closer to the pilot results.
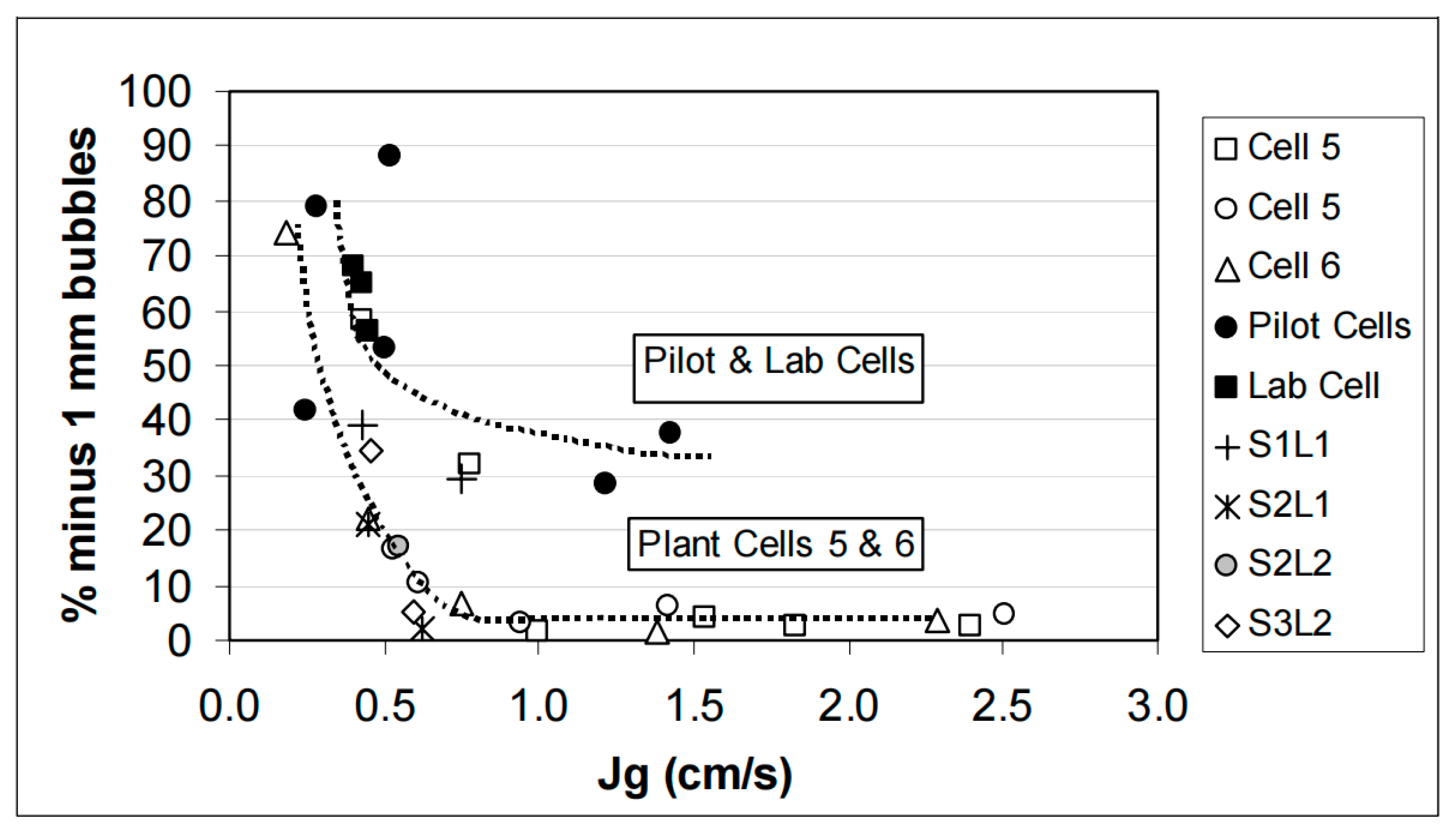
The observation that
Jg values of around 1 cm/s were found to be near an optimum for recovery in the first two plant OK 130 cells prompted a look into the behavior of the fine end of the bubble size distribution, the <1 mm fraction, as applied to the data.
Figure 8 shows the percentage of <1 mm bubbles as a function of
Jg for the plant and pilot cells. Cells 5 and 6 were used for the plant illustration, as these two cells had the most data resulting from the characterization tests plus the metallurgical test surveys.
Figure 8 shows that, for
Jg values above 1 cm/s, the fraction of bubbles at
Jg values greater than 1 cm/s is believed to be linked to the decrease in Cu recovery.
The study objectives were designed to establish whether there were hydrodynamic differences between the pilot and plant flotation cells, and if these differences could explain the lower Cu recovery observed in the plant. The study clearly indicated a difference in bubble size, a factor that could be responsible for a significant portion of the performance shortfall.
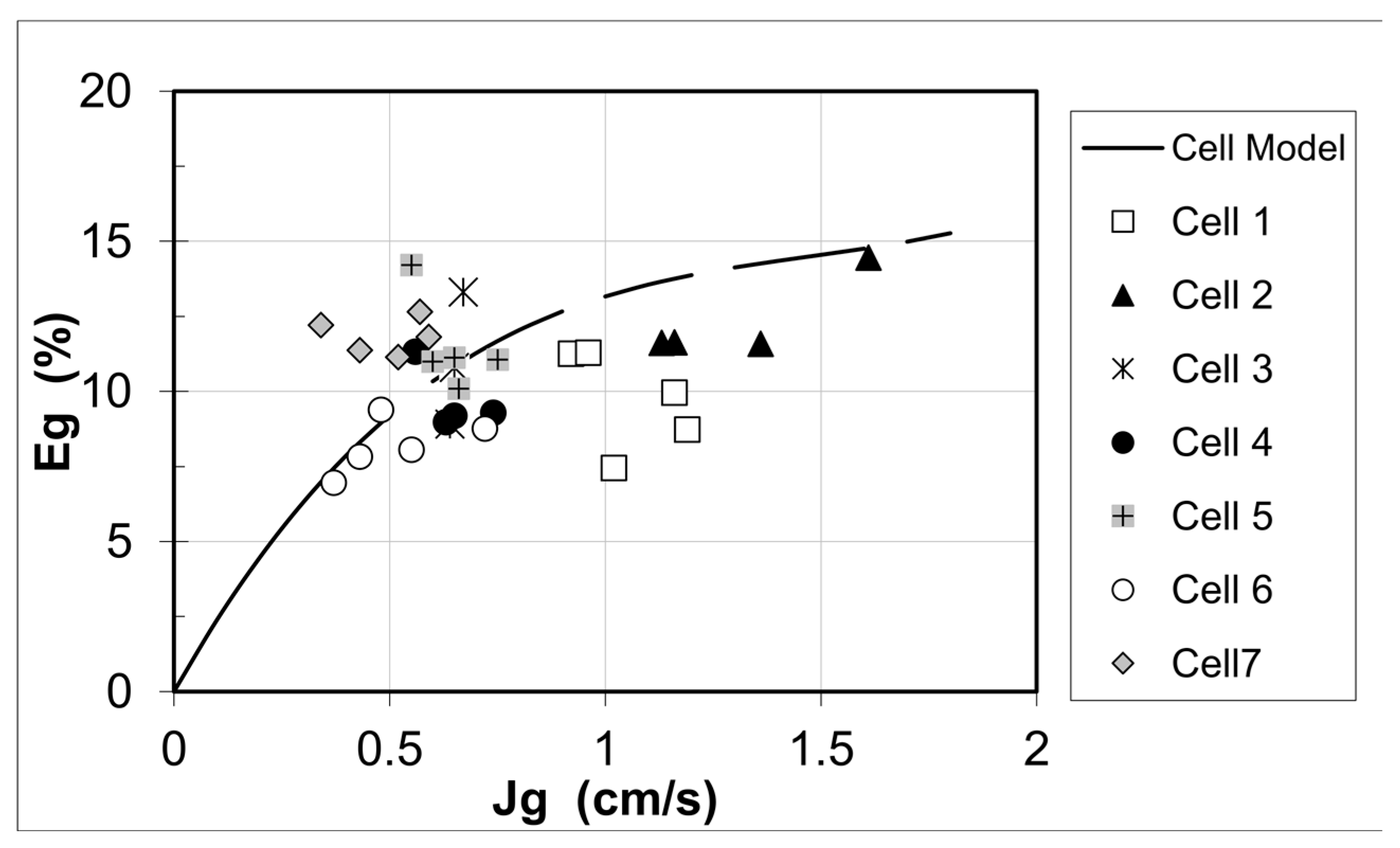
The third hydrodynamic parameter, gas holdup (
εg), was not a major variable investigated in the Toromocho expansion analysis.
Figure 9 shows the gas holdup versus gas rate for Cell 5 individually as measured during the cell characterization tests, as well as values for all cells measured during the metallurgical surveys. It was found that gas holdup is not as well defined a function of gas rate as the D
32 parameter when measured for all cells in a bank of cells.
Figure 9 shows increasing gas holdup with the gas rate up to a limiting value, typically in the 10–15% range. The rise in
εg again at higher
Jg values (>2 cm/s) in these OK 130 cells was unexpected and may be a phenomenon for future investigation. It is not typical of many of the smaller cell sizes tested to date. There is no consistency in the
εg data for cells down the bank, as found for D
32, and the factors influencing gas holdup are clearly complex ones that likely include variables such as bubble size, solid size, solid content, mixing intensity viscosity, buoyancy, and cell geometry.
4. Discussion
The basics of the gas dispersion measurements of bubble size, gas rate, and gas holdup have been known and utilized on a limited basis for some time, particularly since the publications of Gorain et al. [
10]. With the development of the CRIST sensors, the quantity and quality of the information obtained have increased dramatically, to an extent where data can now be obtained almost simultaneously for entire banks of flotation cells. The development of an online bubble size measurement may not be far way [
11]. This improvement in the quality and quantity of data has yielded significant new insights into the link between metallurgical performance and flotation hydrodynamics. This paper was an attempt to review the sensor measurement techniques themselves, the methodology for plant testing, and some of the initial findings relating the hydrodynamic parameters to metallurgical performance.
The Toromocho expansion plant had poorer flotation recovery of Cu than projected from initial pilot plant studies. An investigation in 2022 by a CRIST team studied the metallurgical performance of the rougher circuit and reported that the plant may operate with a larger bubble size and a correspondingly lower bubble surface area flux than might be considered optimum for recovery. As a follow-up study, a well-designed and instrumented survey work was conducted in 2023 by utilizing the newly developed gas dispersion sensor technology and process measurement methodology in the rougher/scavenger circuits and a set of pilot cells in the plant. It was concluded that the deficient recovery of Toromocho expansion plant was due to poor recovery of <10 μm Cu, as a result of a lack of small bubbles (<1 mm) compared to the pilot circuit. The plant cells averaged 10% < 1 mm bubbles, while the pilot plant cells averaged 50%.
Through measuring hydrodynamic parameters and metallurgical behavior, the finding that bubble size for a given mechanical and chemical environment is related directly to gas rate according to a well-defined relationship appears to hold for a wide variety of mechanical cell types and sizes. This is a most useful finding, from the perspective of plant testing since the form of the relationship can be established through a set of specific characterization tests and then used to infer bubble size (and Sb) without the need for the more time-consuming bubble size measurement at each cell, as well as for establishing the individual effects of energy input, chemical, and fluid environment, in addition to machine design.
It has also become clear that the use of more than just one established bubble size parameter, D
32, may be necessary in order to better understand metallurgical behavior. This was argued by Hernandez et al. [
12], and the data presented here support this. It is also argued, as demonstrated here, that the D
10 (i.e., arithmetic mean diameter of the BSD) parameter is a more unique indicator of the quantity of smaller bubbles; thus, the <1 mm fraction was selected in a particular distribution. According to the Toromocho expansion survey results, the proportion of <1 mm bubbles is linked to the increased recovery of <10 µm Cu particles in the pilot plant cells over plant cells. The linking of metallurgical performance to the hydrodynamic parameters was validated through the survey work. The best link was found among the gas rate,
Jg, and Cu recovery. The existence of optimum levels for the hydrodynamic parameters was demonstrated, which is an important conclusion when looking for ways to improve metallurgical performance.
The plant and pilot test comparison at the Toromocho expansion offered a unique opportunity to apply this new technology to an issue that has puzzled processing engineers for some time at operations other than Toromocho. What are the causes of the apparent differences between plant and pilot tests that result in plants performing below expectations? This study may have provided part of the answer in that the bubble size distributions and gas rates can be significantly different, which may result in poorer recovery of very fine particles relying on the presence of small bubbles for collection efficiency. There may be operational (gas rate and froth depth), chemical (frother selection and distribution), and mechanical (design and power) ways to correct, or partly correct, this problem in the plant, and these new tools provide an analytical platform for doing so.



 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}