


Configuration Optimization of a Shell-and-Tube Heat Exchanger with Segmental Baffles Based on Combination of NSGAII and MOPSO Embedded Grouping Cooperative Coevolution Strategy


Abstract
:1. Introduction
2. Design Indicators Prediction Model Construction
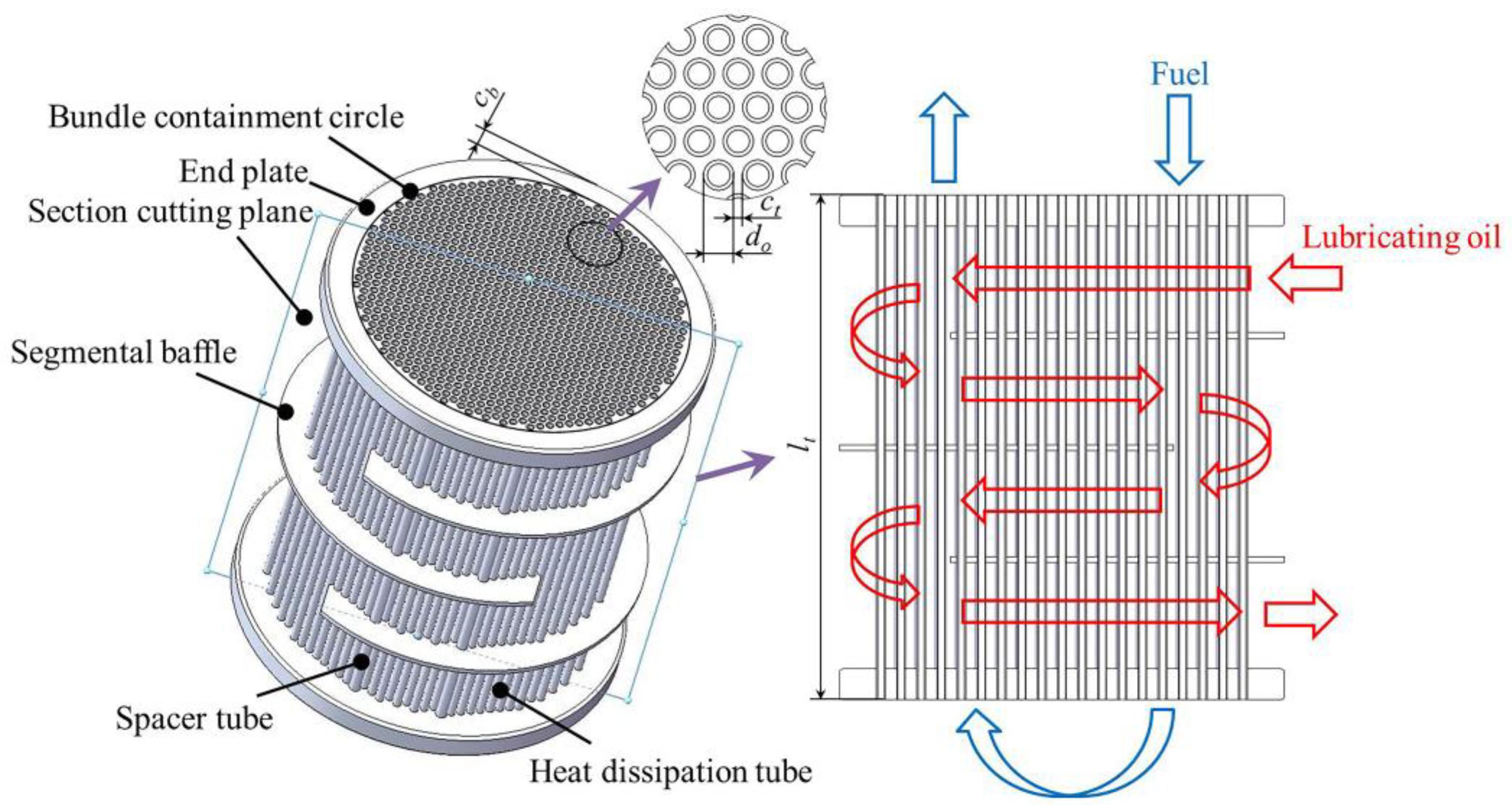
2.1. STHX-SB Structure Description
2.2. Design Indicators Calculation Model
2.2.1. Computation Equations
2.2.2. Model Calculation Process
- (1)
- Define heat exchanger working conditions and configuration parameters.
- (2)
- Q calculation.
- (a)
- Assume STHX-SB heat transfer capacity Qas.
- (b)
- Compute fuel average temperature Tf_ave, lubricating oil average temperature To_ave, and heat dissipation tube wall temperature Tt_w by Equations (22)–(24). In these equations, Wf and Wo are under the inlet temperatures of fuel and lubricating oil, respectively.
- (c)
- Compute heat transfer capacity Q by Equations (1)–(12). Unless otherwise required, the physical properties of fuel and lubricating oil are defaulted to the values under Tf_ave and To_ave, respectively.
- (d)
- If Q can fulfill the requirement depicted by Equation (25), output Q, otherwise utilize the computed Q in this iteration as Qas in the next iteration and recompute from Step (b). Error E was set as 0.05 kW in this study.
- (3)
- Compute ΔP by Equations (13)–(16). Unless otherwise required, fuel physical properties are defaulted to the values under Tf_ave.
- (4)
- Compute and output weight G by Equations (17)–(21).
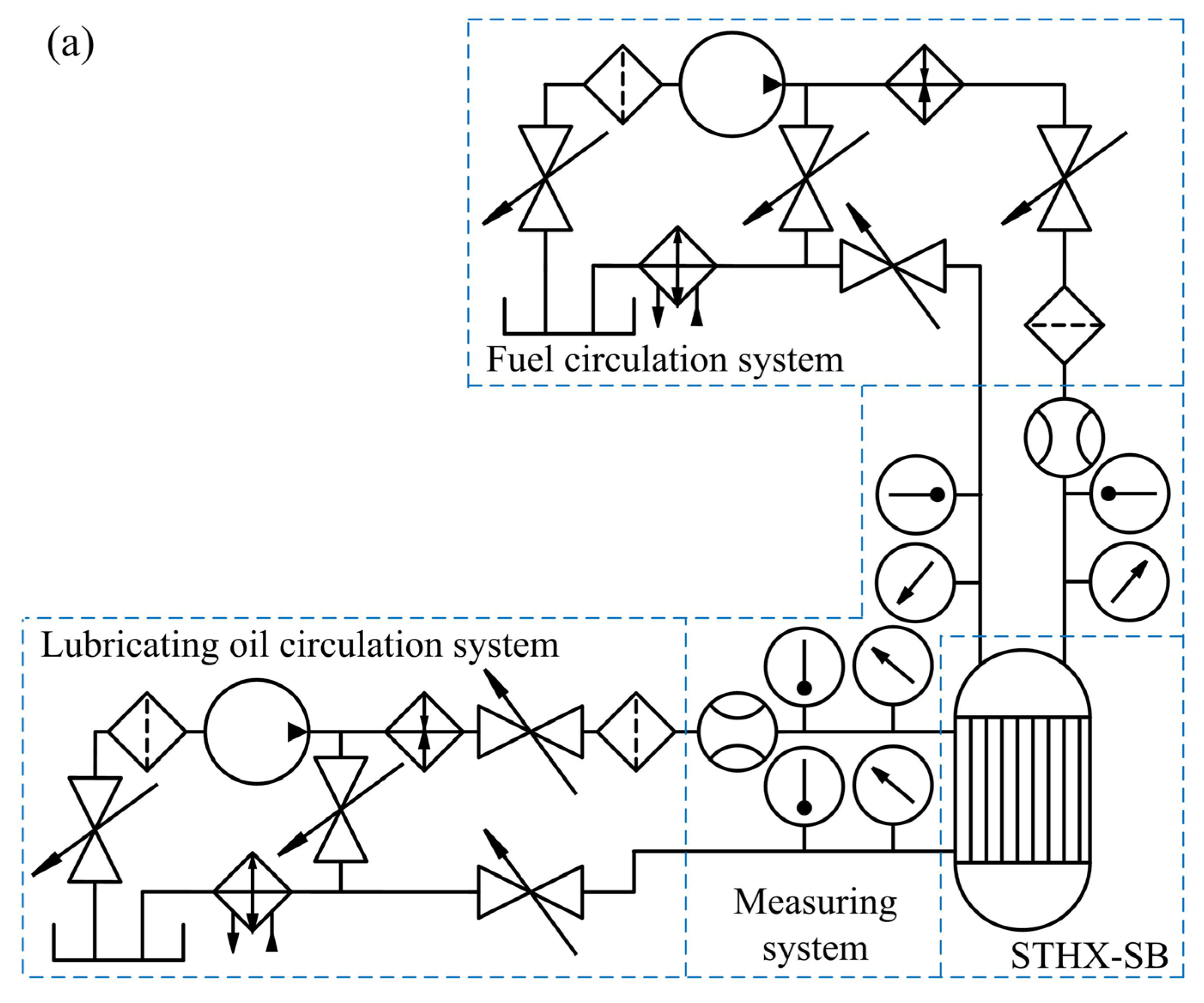
2.3. Experimental Verification
3. Parametric Study
3.1. Parametric Influences Analysis
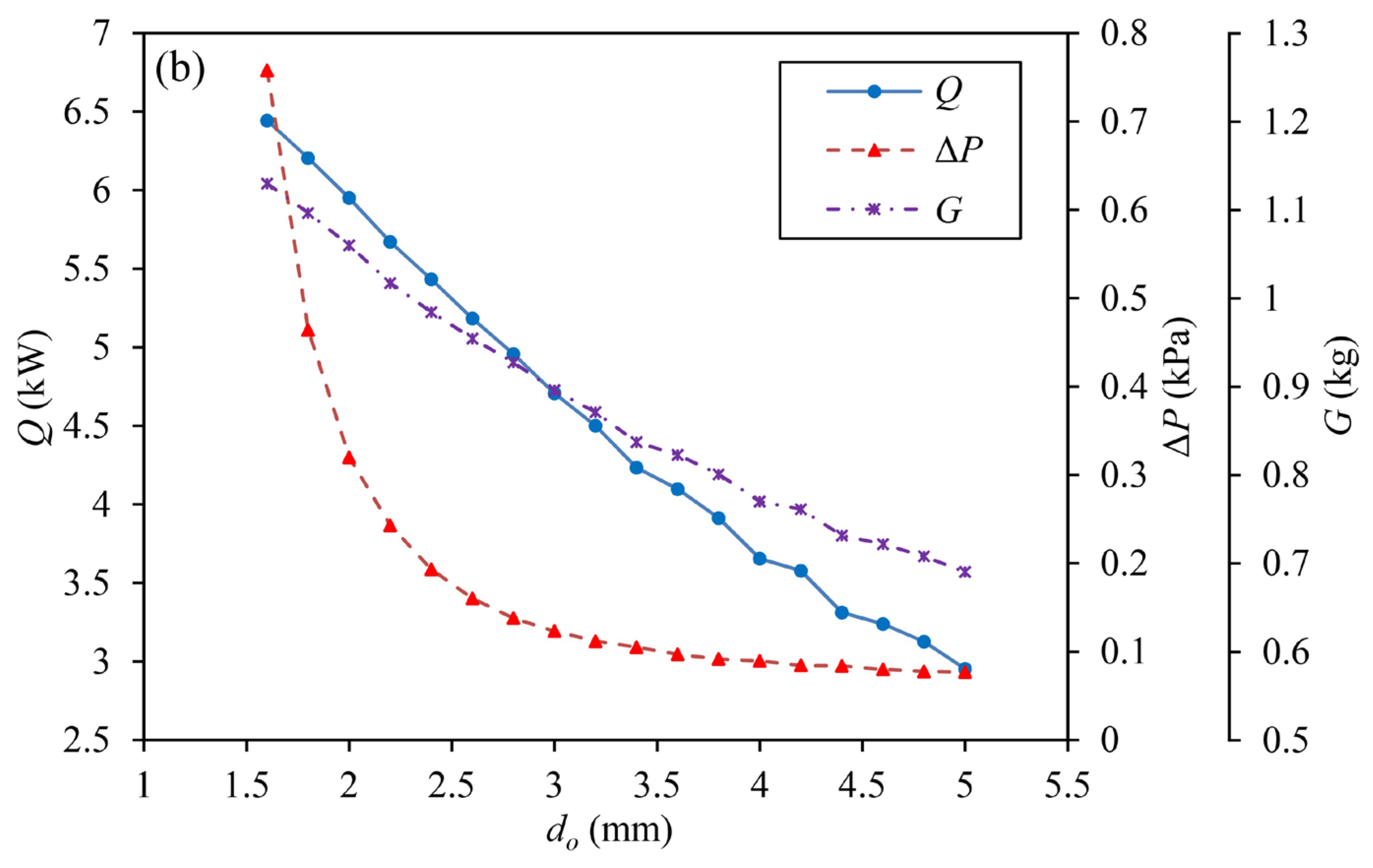
3.1.1. Influences of do
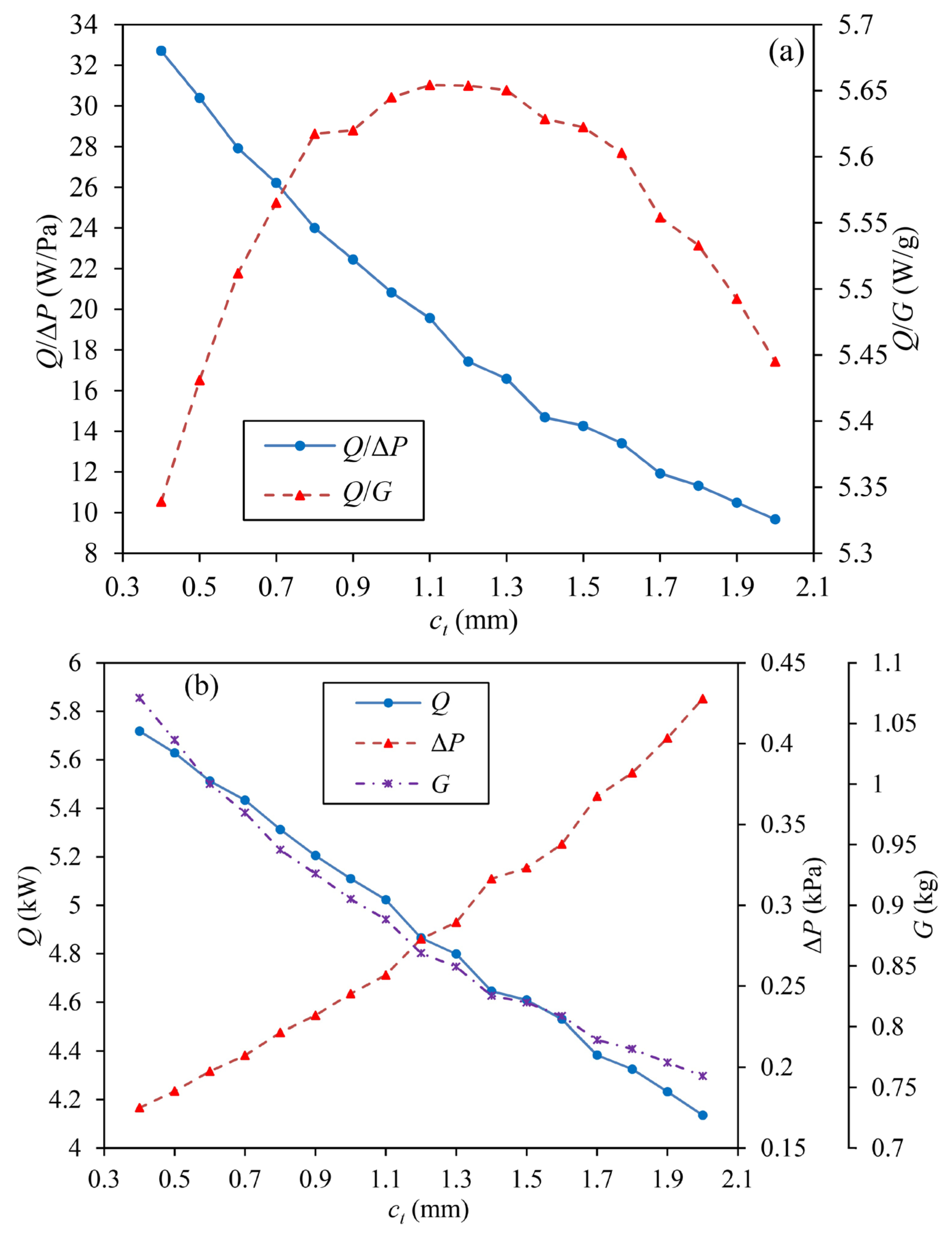
3.1.2. Influences of ct
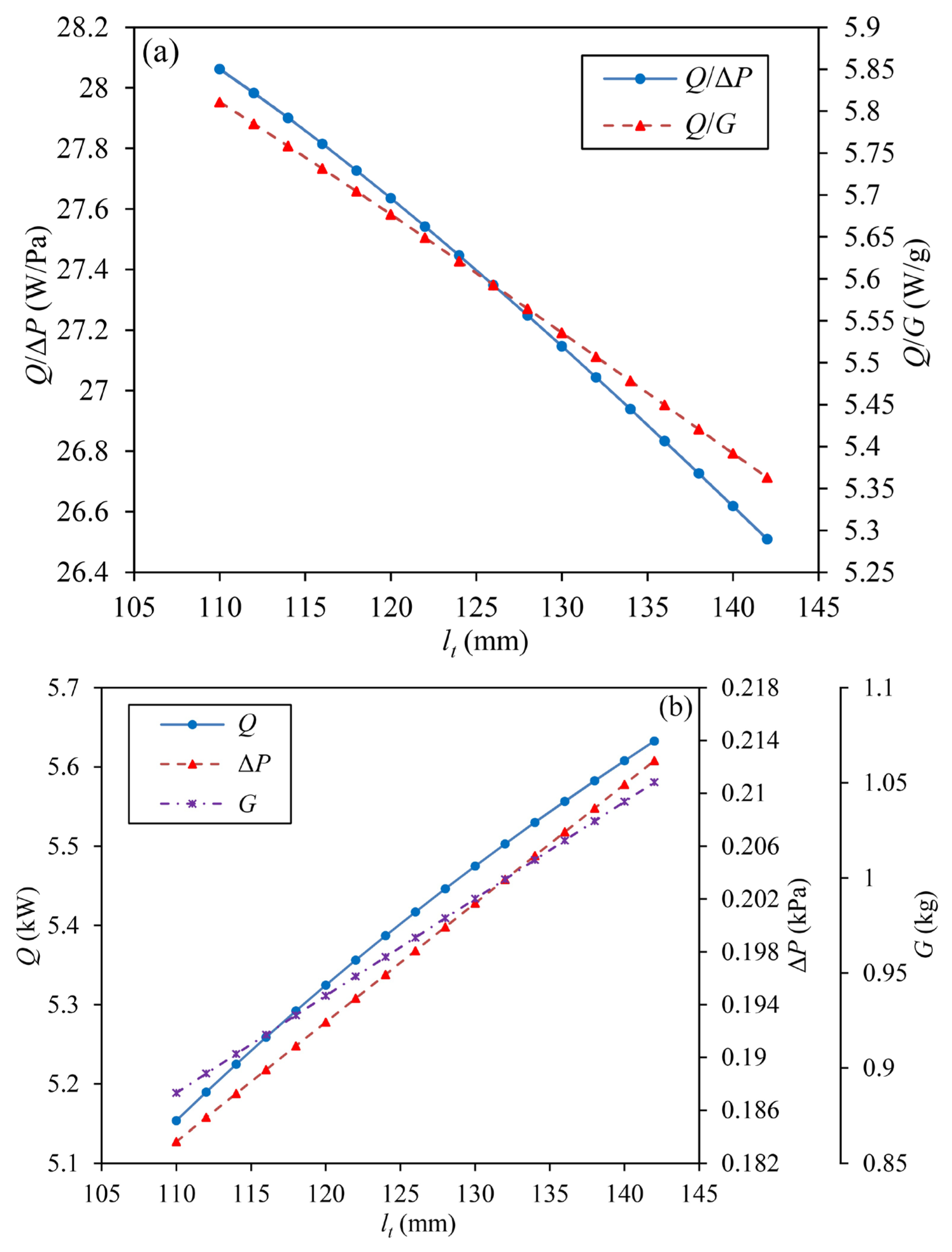
3.1.3. Influences of lt
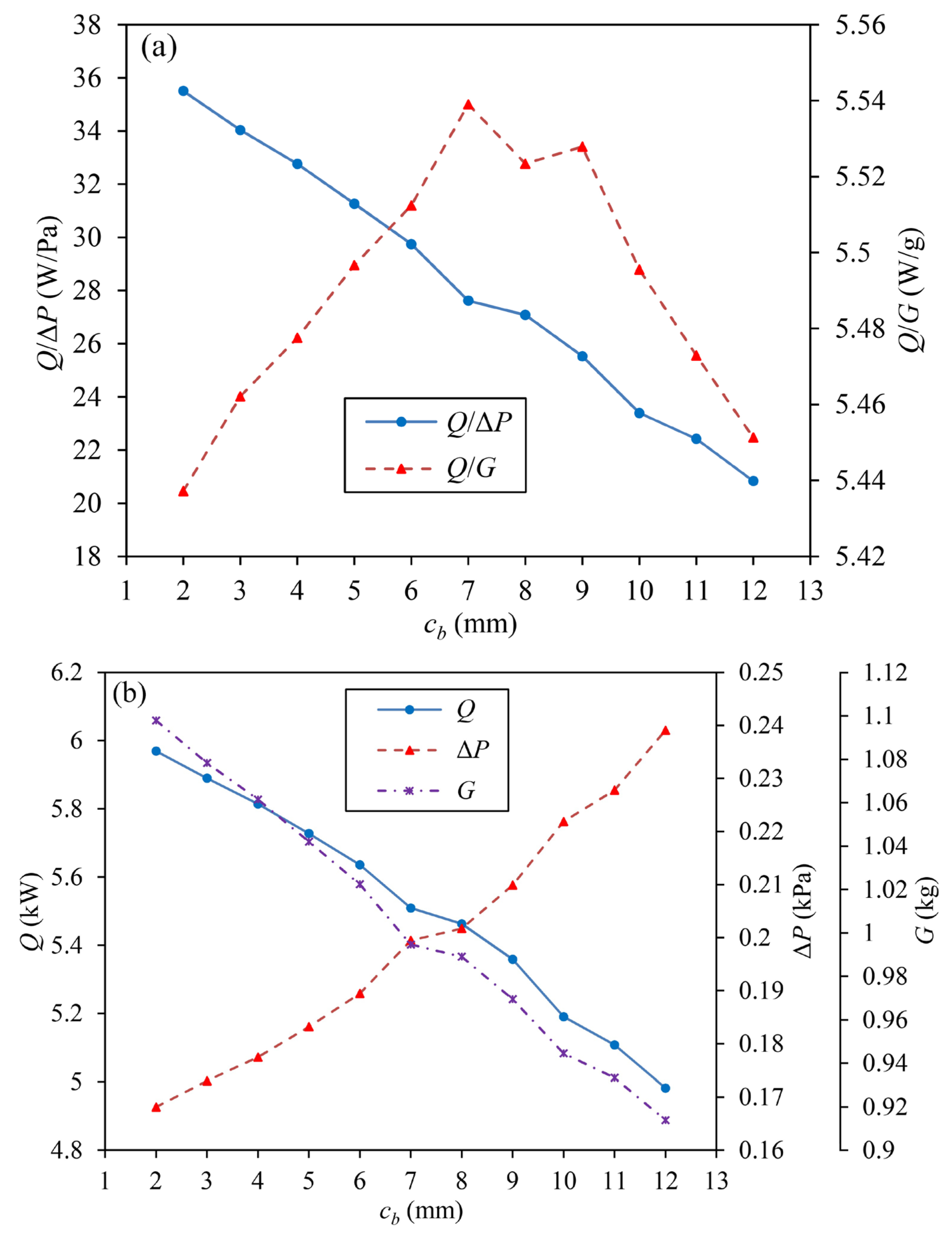
3.1.4. Influences of cb
3.2. Sensitivity Analysis
3.2.1. Sensitivity Analysis Using Sobol’ Method
- (1)
- Set input parameters as do, ct, lt, and cb and output parameters as Q/ΔP and Q/G.
- (2)
- Set feasible region for input parameters and sampling size for Monte Carlo discretization.
- (3)
- Generate Sobol’ sequence and obtain sampling points using it.
- (4)
- Compute Q/ΔP and Q/G for sampling points based on STHX-SB design indicators calculation model.
- (5)
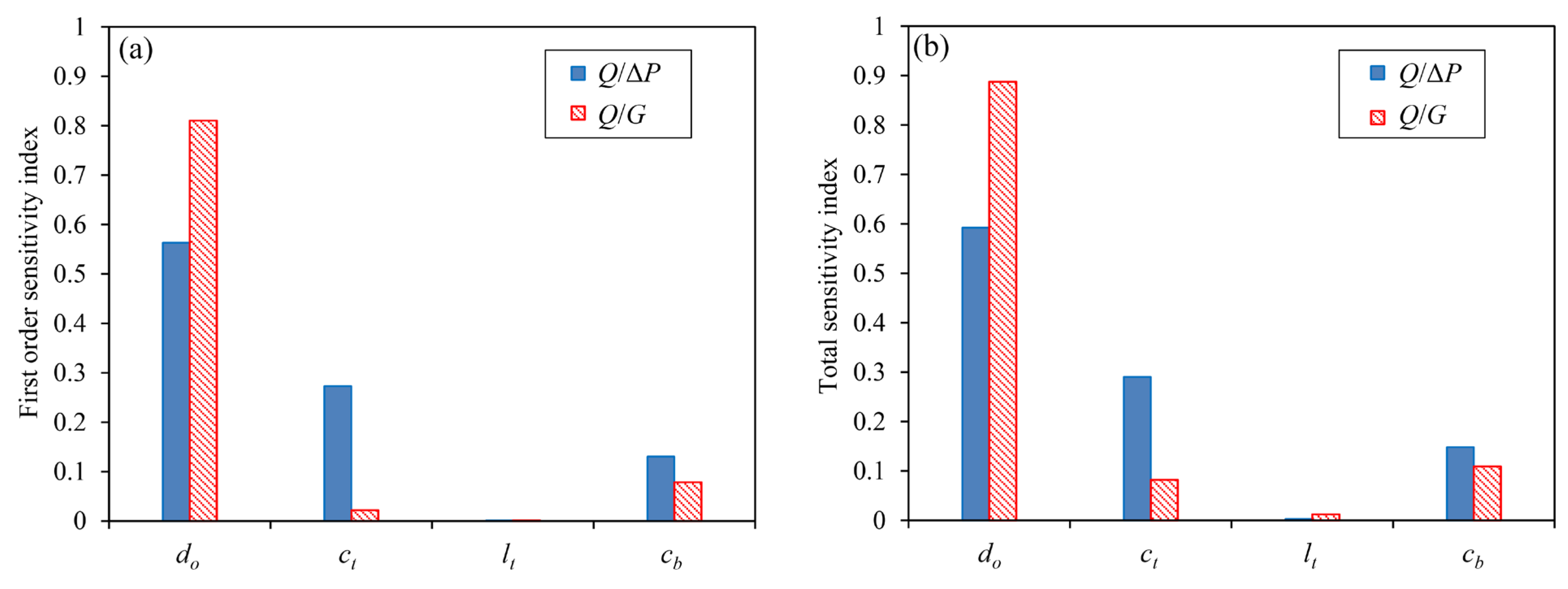
3.2.2. Sensitivity Analysis Results
4. Configuration Optimization
4.1. Configuration Optimization Method
4.1.1. Problem Presentation
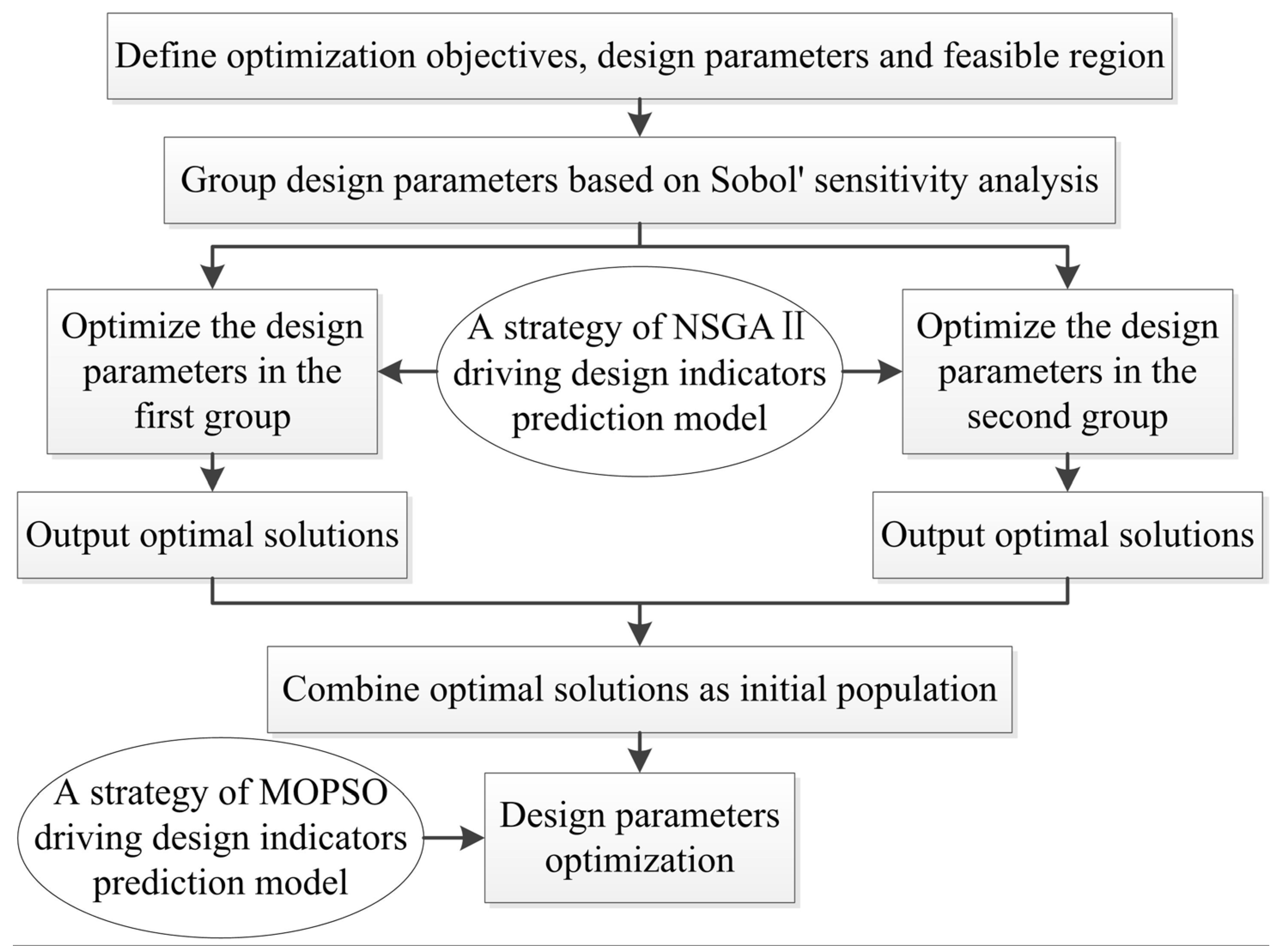
4.1.2. Combination Optimization of NSGAII and MOPSO Embedded Grouping Cooperative Coevolution
- (1)
- Define design parameters, feasible region, and optimization objectives.
- (2)
- Retrieve Sobol’ sensitivity analysis results in parametric study.
- (3)
- Group design parameters according to the contributions of design parameters to objective functions. In this research, this procedure is conducted as follows:
- (a)
- Select 50% of the design parameters that the first objective function is more sensitive to.
- (b)
- Select 50% of the design parameters that the second objective function is more sensitive to.
- (c)
- Combine the design parameters selected in Step (a) and Step (b) as the first group.
- (d)
- Select 50% of the design parameters that the first objective function is less sensitive to.
- (e)
- Select 50% of the design parameters that the second objective function is less sensitive to.
- (f)
- Combine the design parameters selected in Step (d) and Step (e) as the second group.
- (4)
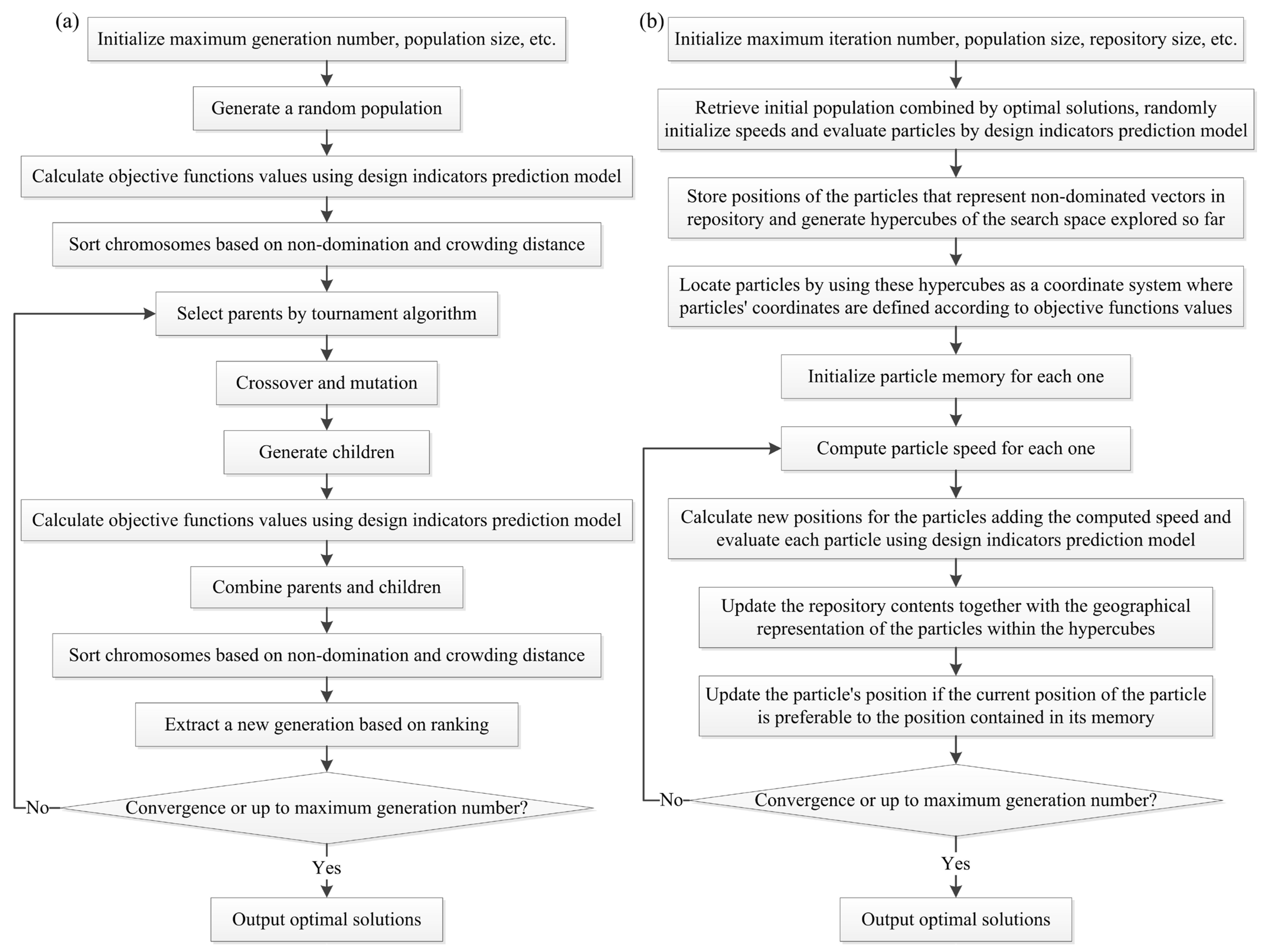
- Optimize the design parameters in the first group and the second group, respectively, based on a strategy of NSGAII driving design indicators prediction model. NSGAII optimization flow is depicted by Figure 9a.
- (5)
- Combine the optimal solutions of the two groups as initial population and optimize the design parameters shown by Equation (37) based on a strategy of MOPSO driving design indicators prediction model. MOPSO optimization flow is depicted by Figure 9b.
4.2. Optimization Results
5. Conclusions
- (1)
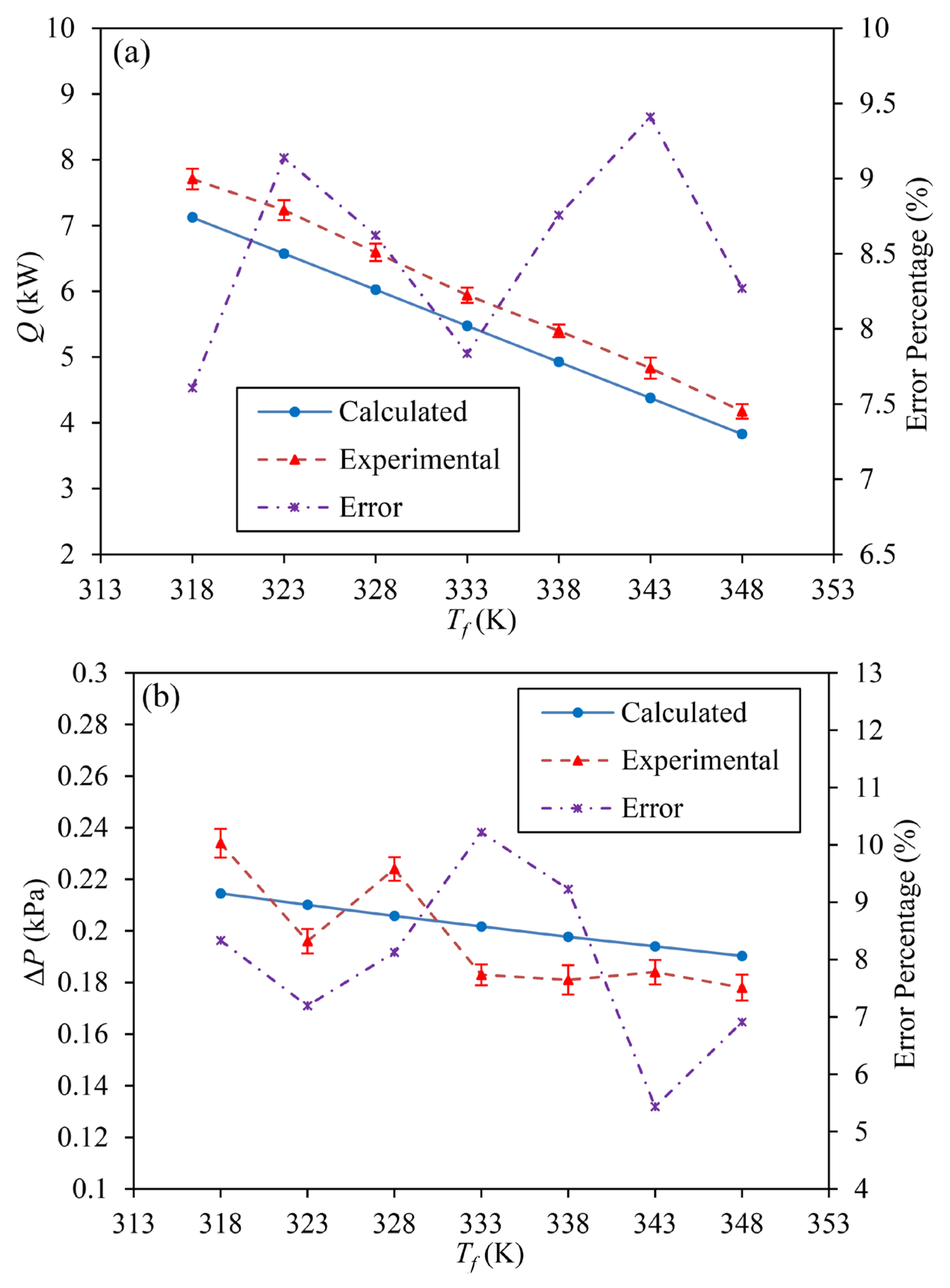
- Compared with experimental data, the error percentages of Q are 7.61–9.41% with the average value of 8.52%, and the error percentages of ΔP are 5.43–10.22% with the average value of 7.92%. The values of G predicted by the proposed model and weighed by Solidworks commercial software are the same. So, the proposed design indicators prediction model is validated to be reliable and valid.
- (2)
- Through parametric influences analysis, it can be found that Q/ΔP grows first and then declines slightly with slight oscillations with the increase of do, and it reduces with the increase of anyone of ct, lt, and cb. Q/G decreases with the increase of anyone of do and lt, and it rises first and then reduces with the increase of ct. As cb grows, Q/G increases first, experiencing a small oscillation after peaking at a point, and then reduces.
- (3)
- Through Sobol’ sensitivity analysis, it can be found that whether the interaction between factors is considered or not, Q/ΔP is the most sensitive to do and then followed by ct, cb, lt, and Q/G is the most sensitive to do and then followed by cb, ct, lt.
- (4)
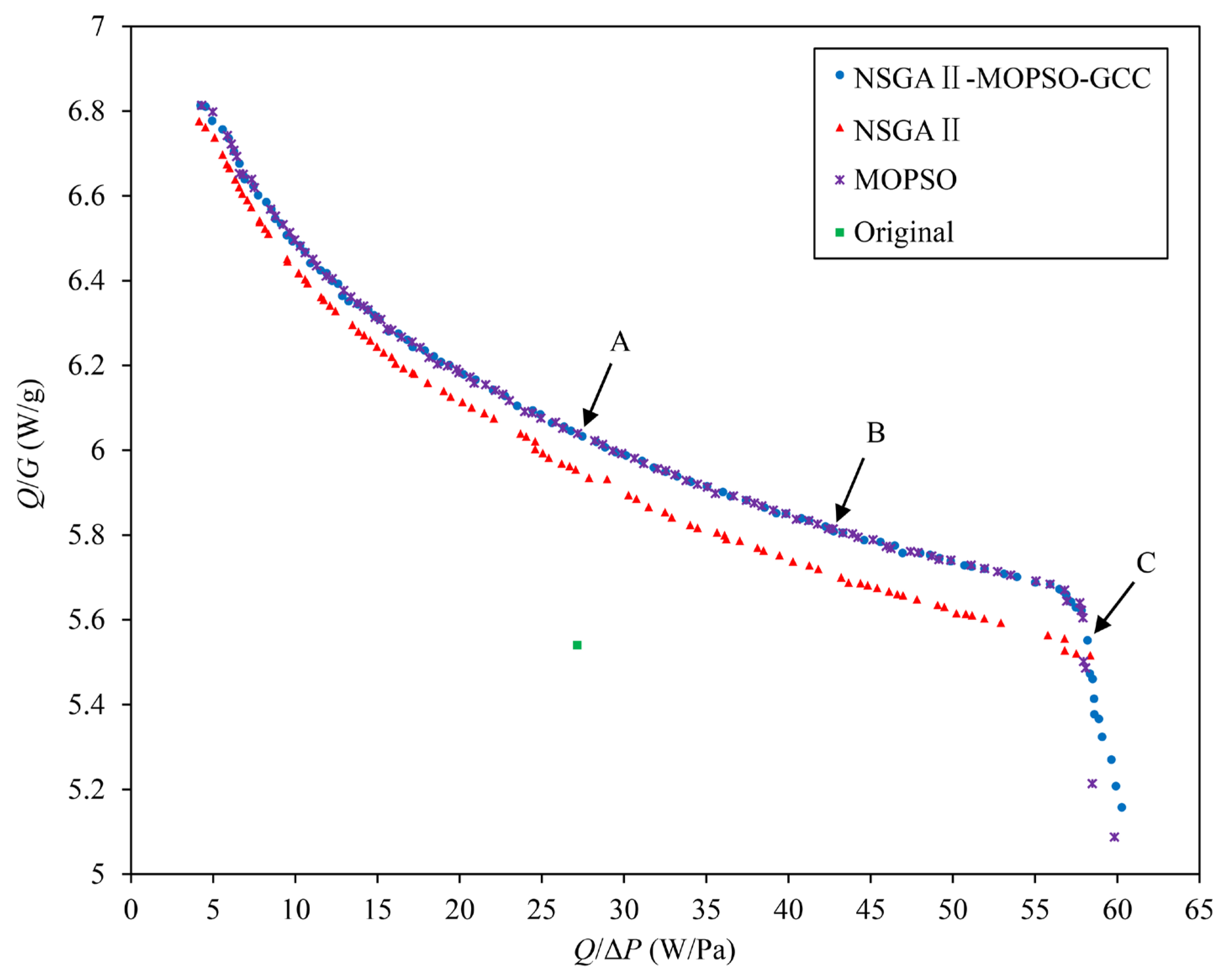
- For the selected solutions, the average improvement percentages of Q/ΔP and Q/G separately are 57.66% and 4.63%, compared with the original structure, and through the comparison among the three optimization algorithms, it can be found that NSGAII-MOPSO-GCC performs the best, followed by MOPSO, and then NSGAII, which illustrates that the proposed method of STHX-SB configuration optimization based on NSGAII-MOPSO-GCC is valid and feasible, and can supply beneficial and valuable guidance for heat exchanger design and improvement.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Latin Letters | |
| A | heat transfer area, m2 |
| Ao,bp | bypass area of a cross flow section in shell-side, m2 |
| Ao,cr | flow area of a cross flow section in shell-side, m2 |
| Ao,sb | leakage area between shell and baffle, m2 |
| Ao,tb | leakage area between tubes and baffle, m2 |
| C* | heat capacity ratio |
| cb | tube bundle bypass flow clearance, m |
| cp | specific heat capacity, kJ/(kg·K) |
| ct | clearance between heat dissipation tubes, m |
| Di | variance of f(x) for factor xi |
| Di_tot | total variance of f(x) for factor xi |
| DN | shell/tube-side inlet/outlet diameter, m |
| Dotl | tube bundle containment diameter, m |
| Ds | inner diameter of heat exchanger shell, m |
| Dtot | total variance of f(x) |
| db | baffle diameter, m |
| di | inner diameter of heat dissipation tube, m |
| do | outside diameter of heat dissipation tube, m |
| daca | calculation data |
| daex | experimental data |
| E | heat transfer capacity calculation error, kW |
| Ets | basic error of temperature sensor, K |
| EP | error percentage |
| FS | full scale |
| G | weight, kg |
| Gb | baffles weight, kg |
| Gp | end plates weight, kg |
| Gs | spacer tubes weight, kg |
| Gt | heat dissipation tubes weight, kg |
| Jb | tube bundle bypass correction factor |
| Jc | baffle layout correction factor |
| Jl | baffle leakage effect correction factor |
| Jr | temperature gradient correction factor |
| Js | correction factor for unequal span heat transfer |
| K | total heat transfer coefficient, kW/(m2·K) |
| Lbc | baffle spacing in shell-side middle section, m |
| Lb,i | baffle spacing near shell-side inlet, m |
| Lb,o | baffle spacing near shell-side outlet, m |
| lc | chord height of baffle cut, m |
| lt | heat dissipation tube length, m |
| N | sampling size for Monte Carlo discretization |
| Nb | baffles number |
| Np | end plates number |
| Nr,c | effective number of tube rows for fluid crossing through in a baffle section |
| Nr,cc | effective number of tube rows for fluid crossing through in a cross flow section |
| Nr,cw | effective number of tube rows for fluid crossing through in a baffle window |
| Nss | pairs number of bypass baffles of a cross flow section in shell-side |
| Ns_b | spacer tube number between baffles |
| Nt | heat dissipation tubes number |
| Nt_cut | number of the heat dissipation tubes in a baffle window |
| NTU | number of transfer units |
| Pc | baffle cut |
| Pf | fuel inlet pressure, kPa |
| Pf’ | fuel outlet pressure, kPa |
| Pr | Prandtl number |
| Q | heat transfer capacity, kW |
| Qas | assumed heat transfer capacity, kW |
| qf | fuel flow rate, L/min |
| qo | flow rate of lubricating oil, L/min |
| Re | Reynolds number |
| Si | first order sensitivity index for factor xi |
| Si_tot | total sensitivity index for factor xi |
| s | sensitivity analysis parameters number |
| Tf | fuel inlet temperature, K |
| Tf’ | fuel outlet temperature, K |
| Tf_ave | fuel average temperature, K |
| To | inlet temperature of lubricating oil, K |
| To’ | lubricating oil outlet temperature, K |
| To_ave | oil average temperature, K |
| Tt_w | heat dissipation tube wall temperature, K |
| tb | baffle thickness, m |
| tp | thickness of end plate, m |
| ts_w | wall thickness of spacer tube, m |
| tts | temperature measured by temperature sensor, K |
| tt_w | wall thickness of heat dissipation tube, m |
| t1 | hot side inlet temperature, K |
| t2 | cold side inlet temperature, K |
| u | fluid velocity, m/s |
| uN | fluid velocity of inlet/outlet, m/s |
| W | heat capacity, kW/K |
| Xl | tube pitch parallel to the shell-side fluid flow in cross flow zone, m |
| xi | one independent random point uniformly distributed with x’i |
| x’i | one independent random point uniformly distributed with xi |
| x-i | parameter combination complementary to xi |
| Zs | shell passes number |
| Zt | tube passes number |
| Greek Symbols | |
| α | heat transfer coefficient, kW/(m2·K) |
| ΔP | tube-side pressure drop, kPa |
| ΔPi | on-way resistance, kPa |
| ΔPN | inlet and outlet flow resistance, kPa |
| ΔPr | elbow flow resistance, kPa |
| ε | heat transfer efficiency |
| λ | heat conductivity, kW/(m·K) |
| μ | fluid viscosity, Pa·s |
| ρ | density, kg/m3 |
| Subscripts | |
| al | aluminium alloy |
| f | fuel |
| i | tube-side |
| id | ideal |
| max | maximum |
| min | minimum |
| o | shell-side |
| w | tube wall |
References
- Močnik, U.; Muhič, S. Experimental and numerical analysis of heat transfer in a dimple pattern heat exchanger channel. Appl. Therm. Eng. 2023, 230, 120865. [Google Scholar] [CrossRef]
- Wang, J.; Sun, L.; Li, H.; Ding, R.; Chen, N. Prediction model of fouling thickness of heat exchanger based on TA-LSTM structure. Processes 2023, 11, 2594. [Google Scholar] [CrossRef]
- Lima, C.C.; Ochoa, A.A.; da Costa, J.A.; de Menezes, F.D.; Alves, J.V.; Ferreira, J.M.; Azevedo, C.C.; Michima, P.S.; Leite, G.N. Experimental and computational fluid dynamic—CFD analysis simulation of heat transfer using graphene nanoplatelets GNP/water in the double tube heat exchanger. Processes 2023, 11, 2735. [Google Scholar] [CrossRef]
- Mann, G.W.; Eckels, S. Multi-objective heat transfer optimization of 2D helical micro-fins using NSGA-II. Int. J. Heat Mass Transf. 2019, 132, 1250–1261. [Google Scholar] [CrossRef]
- Dehaj, M.S.; Hajabdollahi, H. Fin and tube heat exchanger: Constructal thermo-economic optimization. Int. J. Heat Mass Transf. 2021, 173, 121257. [Google Scholar] [CrossRef]
- Esfe, M.H.; Mahian, O.; Hajmohammad, M.H.; Wongwises, S. Design of a heat exchanger working with organic nanofluids using multi-objective particle swarm optimization algorithm and response surface method. Int. J. Heat Mass Transf. 2018, 119, 922–930. [Google Scholar] [CrossRef]
- Dagdevir, T. Multi-objective optimization of geometrical parameters of dimples on a dimpled heat exchanger tube by Taguchi based Grey relation analysis and response surface method. Int. J. Therm. Sci. 2022, 173, 107365. [Google Scholar] [CrossRef]
- de Vasconcelos Segundo, E.H.; Amoroso, A.L.; Mariani, V.C.; dos Santos Coelho, L. Economic optimization design for shell-and-tube heat exchangers by a Tsallis differential evolution. Appl. Therm. Eng. 2017, 111, 143–151. [Google Scholar] [CrossRef]
- de Vasconcelos Segundo, E.H.; Mariani, V.C.; dos Santos Coelho, L. Design of heat exchangers using falcon optimization algorithm. Appl. Therm. Eng. 2019, 156, 119–144. [Google Scholar] [CrossRef]
- Li, B.; Li, Z.; Yang, P.; Xu, J.; Wang, H. Modeling and optimization of the thermal-hydraulic performance of direct contact heat exchanger using quasi-opposite Jaya algorithm. Int. J. Therm. Sci. 2022, 173, 107421. [Google Scholar] [CrossRef]
- Liu, A.; Wang, G.; Wang, D.; Peng, X.; Yuan, H. Study on the thermal and hydraulic performance of fin-and-tube heat exchanger based on topology optimization. Appl. Therm. Eng. 2021, 197, 117380. [Google Scholar] [CrossRef]
- Singh, S.; Akhil, B.V.; Chowdhury, S.; Lahiri, S.K. A detailed insight into the optimization of plate and frame heat exchanger design by comparing old and new generation metaheuristics algorithms. J. Indian Chem. Soc. 2022, 99, 100313. [Google Scholar] [CrossRef]
- Zhang, Y.; Peng, J.; Yang, R.; Yuan, L.; Li, S. Weight and performance optimization of rectangular staggered fins heat exchangers for miniaturized hydraulic power units using genetic algorithm. Case Stud. Therm. Eng. 2021, 28, 101605. [Google Scholar] [CrossRef]
- Iyer, V.H.; Mahesh, S.; Malpani, R.; Sapre, M.; Kulkarni, A.J. Adaptive range genetic algorithm: A hybrid optimization approach and its application in the design and economic optimization of shell-and-tube heat exchanger. Eng. Appl. Artif. Intell. 2019, 85, 444–461. [Google Scholar] [CrossRef]
- Wen, J.; Gu, X.; Wang, M.; Liu, Y.; Wang, S. Multi-parameter optimization of shell-and-tube heat exchanger with helical baffles based on entransy theory. Appl. Therm. Eng. 2018, 130, 804–813. [Google Scholar] [CrossRef]
- Lim, H.; Han, U.; Lee, H. Design optimization of bare tube heat exchanger for the application to mobile air conditioning systems. Appl. Therm. Eng. 2020, 165, 114609. [Google Scholar] [CrossRef]
- Wen, J.; Gu, X.; Wang, M.; Wang, S.; Tu, J. Numerical investigation on the multi-objective optimization of a shell-and-tube heat exchanger with helical baffles. Int. Commun. Heat Mass Transf. 2017, 89, 91–97. [Google Scholar] [CrossRef]
- Wang, S.; Xiao, J.; Wang, J.; Jian, G.; Wen, J.; Zhang, Z. Configuration optimization of shell-and-tube heat exchangers with helical baffles using multi-objective genetic algorithm based on fluid-structure interaction. Int. Commun. Heat Mass Transf. 2017, 85, 62–69. [Google Scholar] [CrossRef]
- Wang, S.; Xiao, J.; Wang, J.; Jian, G.; Wen, J.; Zhang, Z. Application of response surface method and multi-objective genetic algorithm to configuration optimization of Shell-and-tube heat exchanger with fold helical baffles. Appl. Therm. Eng. 2018, 129, 512–520. [Google Scholar] [CrossRef]
- Wang, S.; Jian, G.; Xiao, J.; Wen, J.; Zhang, Z.; Tu, J. Fluid-thermal-structural analysis and structural optimization of spiral-wound heat exchanger. Int. Commun. Heat Mass Transf. 2018, 95, 42–52. [Google Scholar] [CrossRef]
- Wang, X.; Zheng, N.; Liu, Z.; Liu, W. Numerical analysis and optimization study on shell-side performances of a shell and tube heat exchanger with staggered baffles. Int. J. Heat Mass Transf. 2018, 124, 247–259. [Google Scholar] [CrossRef]
- Ocłoń, P.; Łopata, S.; Stelmach, T.; Li, M.; Zhang, J.F.; Mzad, H.; Tao, W.Q. Design optimization of a high-temperature fin-and-tube heat exchanger manifold-a case study. Energy 2021, 215, 119059. [Google Scholar] [CrossRef]
- Keramati, H.; Hamdullahpur, F.; Barzegari, M. Deep reinforcement learning for heat exchanger shape optimization. Int. J. Heat Mass Transf. 2022, 194, 123112. [Google Scholar] [CrossRef]
- Saijal, K.K.; Danish, T. Design optimization of a shell and tube heat exchanger with staggered baffles using neural network and genetic algorithm. Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 2021, 235, 5931–5946. [Google Scholar] [CrossRef]
- Tang, C.; Liu, H.; Tang, X.; Wei, L.; Shao, X.; Xie, G. Thermal Performance and Parametrical Analysis of Topologically-optimized Cross-flow Heat Sinks Integrated with Impact Jet. Appl. Therm. Eng. 2023, 235, 121310. [Google Scholar] [CrossRef]
- Lin, J.; Chang, C.; Yang, J. Transmission and Lubrication System: Aeroengine Design Manual; Aviation Industry Press: Beijing, China, 2002; Volume 12. [Google Scholar]
- Liu, J. China Jet Fuel; China Petrochemical Press: Beijing, China, 1991. [Google Scholar]
- Bell, K.J. Final Report of the Cooperative Research Program on Shell-and-Tube Heat Exchangers; University of Delaware, Engineering Experimental Station: Newark, DE, USA, 1963. [Google Scholar]
- Qian, S. Heat Exchanger Design Manual; Chemistry Industry Publisher: Beijing, China, 2002. [Google Scholar]
- Kuppan, T. Heat Exchanger Design Handbook; CRC Press: New York, NY, USA, 2013. [Google Scholar]
- Shah, R.K.; Sekulic, D.P. Fundamentals of Heat Exchanger Design; John Wiley & Sons: New York, NY, USA, 2003. [Google Scholar]
- Shi, M.; Wang, Z. Principle and Design of Heat Exchangers, 4th ed.; Southeast University Press: Nanjing, China, 2009. [Google Scholar]
- Kays, W.M.; London, A.L. Compact Heat Exchangers; McGraw-Hill: New York, NY, USA, 1984. [Google Scholar]
- Dong, Q.; Zhang, Y. Petrochemical Equipment Design and Selection Manual: Heat Exchanger; Chemistry Industry Publisher: Beijing, China, 2008. [Google Scholar]
- Sobol’, I.M. Sensitivity analysis for non-linear mathematical models. Math. Model. Comput. Exp. 1993, 1, 407–414. [Google Scholar]
- Sobol’, I.M. Global sensitivity indices for nonlinear mathematical models and their Monte Carlo estimates. Math. Comput. Simul. 2001, 55, 271–280. [Google Scholar] [CrossRef]
- Zheng, Y.; Rundell, A. Comparative study of parameter sensitivity analyses of the TCR-activated Erk-MAPK signalling pathway. IEE Proc. Syst. Biol. 2006, 153, 201–211. [Google Scholar] [CrossRef]
- Srinivas, N.; Deb, K. Muiltiobjective optimization using nondominated sorting in genetic algorithms. Evol. Comput. 1994, 2, 221–248. [Google Scholar] [CrossRef]
- Coello, C.A.C.; Pulido, G.T.; Lechuga, M.S. Handling multiple objectives with particle swarm optimization. IEEE Trans. Evol. Comput. 2004, 8, 256–279. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Outside diameter of heat dissipation tube do | 2.36 mm |
| Clearance between heat dissipation tubes ct | 0.64 mm |
| Heat dissipation tube length lt | 130 mm |
| Tube bundle bypass flow clearance cb | 7.5 mm |
| Baffle cut Pc | 0.25 |
| Baffles number Nb | 3 |
| Baffle diameter db | 115 mm |
| Baffle thickness tb | 1.5 mm |
| End plates number Np | 2 |
| Thickness of end plate tp | 8 mm |
| Spacer tube number between baffles Ns_b | 4 |
| Wall thickness of spacer tube ts_w | 0.305 mm |
| Wall thickness of heat dissipation tube tt_w | 0.305 mm |
| Shell passes number Zs | 1 |
| Tube passes number Zt | 2 |
| Shell/Tube-side inlet/outlet diameter DN | 20 mm |
| Working Condition | Value |
|---|---|
| Flow rate of lubricating oil qo | 15 L/min |
| Inlet temperature of lubricating oil To | 383 K |
| Fuel flow rate qf | 6 L/min |
| Fuel inlet temperature Tf | 333 K |
| Parameter | Equation | No. |
|---|---|---|
| Heat transfer capacity | (1) | |
| Heat transfer efficiency | (2) | |
| Heat capacity ratio | (3) | |
| Number of transfer units | (4) | |
| Total heat transfer coefficient | (5) | |
| Heat transfer coefficient of tube-side | , , . | (6) |
| Heat transfer coefficient of shell-side | (7) | |
| Baffle layout correction factor | (8) | |
| Baffle leakage effect correction factor | (9) | |
| Tube bundle bypass correction factor | (10) | |
| Correction factor for unequal span heat transfer | (11) | |
| Temperature gradient correction factor | (12) |
| Parameter | Equation | No. |
|---|---|---|
| Tube-side pressure drop | (13) | |
| On-way resistance | (14) | |
| Elbow flow resistance | (15) | |
| Inlet and outlet flow resistance | (16) |
| Parameter | Equation | No. |
|---|---|---|
| Weight | (17) | |
| Weight of end plates | (18) | |
| Weight of baffles | (19) | |
| Weight of heat dissipation tubes | (20) | |
| Weight of spacer tubes | (21) |
| Parameters | do (mm) | ct (mm) | lt (mm) | cb (mm) | Q/ΔP (W/Pa) | Q/G (W/g) |
|---|---|---|---|---|---|---|
| Original | 2.36 | 0.64 | 130 | 7.5 | 27.14 | 5.54 |
| Solution A | 2.26 | 0.93 | 110 | 2.1 | 27.45 | 6.03 |
| Solution B | 2.70 | 0.74 | 110 | 2.0 | 42.74 | 5.81 |
| Solution C | 3.39 | 0.40 | 115 | 2.0 | 58.18 | 5.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Z.; Ning, X.; Li, R.; Wan, X.; Zhao, C. Configuration Optimization of a Shell-and-Tube Heat Exchanger with Segmental Baffles Based on Combination of NSGAII and MOPSO Embedded Grouping Cooperative Coevolution Strategy. Processes 2023, 11, 3094. https://doi.org/10.3390/pr11113094
Xu Z, Ning X, Li R, Wan X, Zhao C. Configuration Optimization of a Shell-and-Tube Heat Exchanger with Segmental Baffles Based on Combination of NSGAII and MOPSO Embedded Grouping Cooperative Coevolution Strategy. Processes. 2023; 11(11):3094. https://doi.org/10.3390/pr11113094
Chicago/Turabian StyleXu, Zhe, Xin Ning, Rui Li, Xiuying Wan, and Changyin Zhao. 2023. "Configuration Optimization of a Shell-and-Tube Heat Exchanger with Segmental Baffles Based on Combination of NSGAII and MOPSO Embedded Grouping Cooperative Coevolution Strategy" Processes 11, no. 11: 3094. https://doi.org/10.3390/pr11113094
APA StyleXu, Z., Ning, X., Li, R., Wan, X., & Zhao, C. (2023). Configuration Optimization of a Shell-and-Tube Heat Exchanger with Segmental Baffles Based on Combination of NSGAII and MOPSO Embedded Grouping Cooperative Coevolution Strategy. Processes, 11(11), 3094. https://doi.org/10.3390/pr11113094