

Low-Temperature Vacuum Evaporation of Ammonia from Pig Slurry at Laboratory and Pilot-Plant Scale

 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
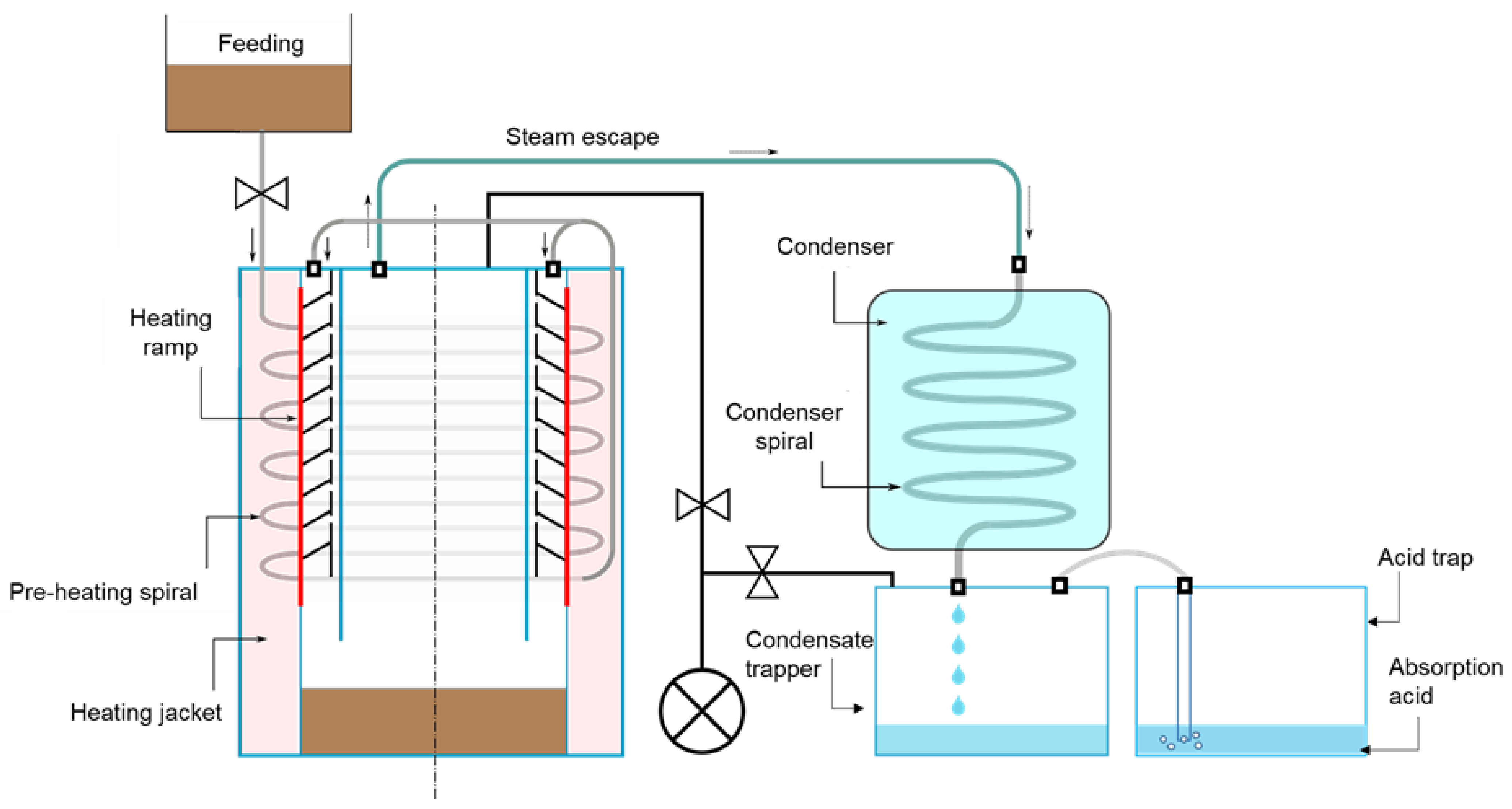
2.1. Laboratory-Scale Low-Temperature Evaporator Set-up
2.2. Operation of the Laboratory-Scale Low-Temperature Evaporation Set-up
2.3. On-Farm Pilot Plant: Set-up and Operation
2.4. Analytical Methods and Calculations
3. Results and Discussion
3.1. Laboratory-Scale Low-Temperature Evaporation Plant
3.2. On-Farm Low-Temperature Evaporation Pilot Plant
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Behera, S.N.; Sharma, M.; Aneja, V.P.; Balasubramanian, R. Ammonia in the atmosphere: A review on emission sources, atmospheric chemistry and deposition on terrestrial bodies. Environ. Sci. Pollut. Res. 2013, 20, 8092–8131. [Google Scholar] [CrossRef]
- Nagarajan, A.; Goyette, B.; Raghavan, V.; Bhaskar, A.; Rajagopal, R. Nutrient recovery via struvite production from livestock manure-digestate streams: Towards closed loop bio-economy. Process Saf. Environ. Prot. 2023, 171, 273–288. [Google Scholar] [CrossRef]
- Siciliano, A.; Limonti, C.; Curcio, G.M.; Molinari, R. Advances in struvite precipitation technologies for nutrients removal and recovery from aqueous waste and wastewater. Sustainability 2020, 12, 7538. [Google Scholar] [CrossRef]
- Vondra, M.; Máša, V.; Bobák, P. The energy performance of vacuum evaporators for liquid digestate treatment in biogas plants. Energy 2018, 146, 141–155. [Google Scholar] [CrossRef]
- Bonmatí, A.; Campos, E.; Flotats, X. Concentration of pig slurry by evaporation: Anaerobic digestion as the key process. Water Sci. Technol. 2003, 48, 189–194. [Google Scholar] [CrossRef] [PubMed]
- Vecino, X.; Reig, M.; Bhushan, B.; Gibert, O.; Valderrama, C.; Cortina, J.L. Liquid fertilizer production by ammonia recovery from treated ammonia-rich regenerated streams using liquid-liquid membrane contactors. Chem. Eng. J. 2019, 360, 890–899. [Google Scholar] [CrossRef]
- Brennan, B.; Briciu-Burghina, C.; Hickey, S.; Abadie, T.; Al Ma Awali, S.M.; Delaure, Y.; Durkan, J.; Holland, L.; Quilty, B.; Tajparast, M.; et al. Pilot scale study: First demonstration of hydrophobic membranes for the removal of ammonia molecules from rendering condensate wastewater. Int. J. Mol. Sci. 2020, 21, 3914. [Google Scholar] [CrossRef]
- Cerrillo, M.; Burgos, L.; Serrano-Finetti, E.; Riau, V.; Noguerol, J.; Bonmatí, A. Hydrophobic membranes for ammonia recovery from digestates in microbial electrolysis cells: Assessment of different configurations. J. Environ. Chem. Eng. 2021, 9, 105289. [Google Scholar] [CrossRef]
- Burns, M.; Qin, M. Ammonia recovery from organic nitrogen in synthetic dairy manure with a microbial fuel cell. Chemosphere 2023, 325, 138388. [Google Scholar] [CrossRef]
- Cerrillo, M.; Riau, V.; Bonmatí, A. Recent Advances in Bioelectrochemical Systems for Nitrogen and Phosphorus Recovery Using Membranes. Membranes 2023, 13, 186. [Google Scholar] [CrossRef]
- Heidarzadeh Vazifehkhoran, A.; Finzi, A.; Perazzolo, F.; Riva, E.; Ferrari, O.; Provolo, G. Nitrogen Recovery from Different Livestock Slurries with an Innovative Stripping Process. Sustainability 2022, 14, 7709. [Google Scholar] [CrossRef]
- Kinidi, L.; Tan, I.A.W.; Abdul Wahab, N.B.; Tamrin, K.F.B.; Hipolito, C.N.; Salleh, S.F. Recent development in ammonia stripping process for industrial wastewater treatment. Int. J. Chem. Eng. 2018, 2018, 3181087. [Google Scholar] [CrossRef]
- Abbà, A.; Domini, M.; Baldi, M.; Pedrazzani, R.; Bertanza, G. Ammonia Recovery from Livestock Manure Digestate through an Air-Bubble Stripping Reactor: Evaluation of Performance and Energy Balance. Energies 2023, 16, 1643. [Google Scholar] [CrossRef]
- Folino, A.; Zema, D.A.; Calabrò, P.S. Environmental and economic sustainability of swine wastewater treatments using ammonia stripping and anaerobic digestion: A short review. Sustainability 2020, 12, 4971. [Google Scholar] [CrossRef]
- Reza, A.; Chen, L. Optimization and Modeling of Ammonia Nitrogen Removal from High Strength Synthetic Wastewater Using Vacuum Thermal Stripping. Processes 2021, 9, 2059. [Google Scholar] [CrossRef]
- Tao, W.; Ukwuani, A.T.; Agyeman, F. Recovery of ammonia in anaerobic digestate using vacuum thermal stripping—Acid absorption process: Scale-up considerations. Water Sci. Technol. 2018, 78, 878–885. [Google Scholar] [CrossRef]
- Ukwuani, A.T.; Tao, W. Developing a vacuum thermal stripping—Acid absorption process for ammonia recovery from anaerobic digester effluent. Water Res. 2016, 106, 108–115. [Google Scholar] [CrossRef] [PubMed]
- Arnau, P.; Navarro, N.; Soraluce, J.; Martínez-Iglesias, J.; Illas, J.; Oñate, E. Cool Steam Method for Desalinating Seawater. Water 2019, 11, 2385. [Google Scholar] [CrossRef]
- Estéfano, R.; Flotats, X.; Cuadras, A. AMMONEVA system. In Proceedings of the 2019 AIChE Annual Meeting, Orlando, FL, USA, 10–15 November 2019. [Google Scholar]
- Estéfano Lagarrigue, R. Procedure and Equipment for the Obtaining/Recovery of Nitrogen in the form of Ammonia (Bio Ammonia) from Animal and Vegetable Biomasses Spanish Patent ES2676622A1, 23 July 2018.
- Rodríguez-Morgado, B.; Jiménez, P.C.; Moral, M.T.; Parrado, J. Effect of L-lactic acid from whey wastes on enzyme activities and bacterial diversity of soil. Biol Fertil Soils 2017, 53, 389–396. [Google Scholar] [CrossRef]
- APHA/AWWA/WEF. Standard Methods for the Examination of Water and Wastewater, 22nd ed.; American Public Health Association: Whasington, DC, USA, 2012. [Google Scholar]
- Reza, A.; Chen, L. Optimization and modeling of ammonia nitrogen removal from anaerobically digested liquid dairy manure using vacuum thermal stripping process. Sci. Total Environ. 2022, 851, 158321. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Agyeman, F.; Green, H.; Tao, W. Stable, high-rate anaerobic digestion through vacuum stripping of digestate. Bioresour. Technol. 2022, 343, 126133. [Google Scholar] [CrossRef] [PubMed]
- Tao, W.; Bayrakdar, A.; Wang, Y.; Agyeman, F. Three-stage treatment for nitrogen and phosphorus recovery from human urine: Hydrolysis, precipitation and vacuum stripping. J. Environ. Manage. 2019, 249, 109435. [Google Scholar] [CrossRef] [PubMed]
- Anwar, S.W.; Tao, W. Cost benefit assessment of a novel thermal stripping—Acid absorption process for ammonia recovery from anaerobically digested dairy manure. Water Pract. Technol. 2016, 11, 355–364. [Google Scholar] [CrossRef][Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value |
|---|---|---|
| pH | - | 7.8 ± 0.3 |
| EC | mS cm−1 | 18 ± 5 |
| Total Solids | % | 2.5 ± 1.7 |
| Volatile Solids | % | 1.7 ± 1.3 |
| COD | g L−1 | 27.3 ± 21.2 |
| TKN | g L−1 | 3.1 ± 0.9 |
| -N | g L−1 | 2.2 ± 0.5 |
| SO42− | mg L−1 | 44 ± 42 |
| K+ | mg L−1 | 1204 ± 352 |
| Ptotal | mg L−1 | 439 ± 446 |
| Acetic acid | g L−1 | 1.2 ± 1.1 |
| Evaporator Temperature (°C) | -N Removal Efficiency (%) | -N Recovered in the Condensate (%) | -N Recovered in the Acid (%) | -N (%) | Condensate Volume (L) | -N Concentration (mg L−1) |
|---|---|---|---|---|---|---|
| 50.1 ± 0.2 | 84 ± 3 | 77 ± 6 | 0 | 7 ± 10 | 0.62 ± 0.03 | 6074 ± 222 |
| 46.0 ± 0.1 | 84 ± 0 | 75 ± 12 | 0 | 9 ± 12 | 0.53 ± 0.02 | 6894 ± 933 |
| 45.3 ± 1.3 | 63 ± 1 | 38 ± 6 | 5 ± 1 | 20 ± 5 | 0.20 ± 0 | 9570 ± 1779 |
| Parameter | Unit (Liquids/Solid) | Solid Fraction | Ammonium Lactate * | Treated Liquid Fraction |
|---|---|---|---|---|
| pH | - | 8.5 ± 0.5 | 3.5 ± 2.5 | 10.0 ± 0.5 |
| EC | mS cm−1 | 2.2 ± 1.3 | 23.1 ± 18.1 | 9 ± 4 |
| Total Solids | % | 38.5 ± 8.7 | 23.4 ± 17.6 | 1.2 ± 0.6 |
| Volatile Solids | % | 30.9 ± 7.6 | 23.3 ± 17.6 | 0.6 ± 0.3 |
| COD | g L−1/g kg−1 | 496 ± 144 | 263 ± 243 | 11.4 ± 6.4 |
| TKN | g L−1/g kg−1 | 7.2 ± 3.4 | 6.7 ± 4.7 | 1.5 ± 0.94 |
| -N | g L−1/g kg−1 | 2.4 ± 0.5 | 6.2 ± 4.0 | 1.2 ± 0.4 |
| SO43− | mg L−1/mg kg−1 | 265 ± 163 | 120 ± 168 | 126 ± 112 |
| K+ | mg L−1/mg kg−1 | 763 ± 415 | 49 ± 37 | 968 ± 295 |
| Ptotal | mg L−1/mg kg−1 | 4045 ± 1821 | Not measured | 116 ± 105 |
| Acetic acid | g L−1/g kg−1 | 1.5 ± 1.1 | 1.8 ± 2.0 | 0.9 ± 2.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cerrillo, M.; Moreno, M.; Burgos, L.; Estéfano, R.; Coll, D.; Soraluce, J.; Navarro, N.; Arnau, P.A.; Bonmatí, A. Low-Temperature Vacuum Evaporation of Ammonia from Pig Slurry at Laboratory and Pilot-Plant Scale. Processes 2023, 11, 2910. https://doi.org/10.3390/pr11102910
Cerrillo M, Moreno M, Burgos L, Estéfano R, Coll D, Soraluce J, Navarro N, Arnau PA, Bonmatí A. Low-Temperature Vacuum Evaporation of Ammonia from Pig Slurry at Laboratory and Pilot-Plant Scale. Processes. 2023; 11(10):2910. https://doi.org/10.3390/pr11102910
Chicago/Turabian StyleCerrillo, Míriam, Miguel Moreno, Laura Burgos, Roberto Estéfano, David Coll, Javier Soraluce, Naeria Navarro, Pedro Antonio Arnau, and August Bonmatí. 2023. "Low-Temperature Vacuum Evaporation of Ammonia from Pig Slurry at Laboratory and Pilot-Plant Scale" Processes 11, no. 10: 2910. https://doi.org/10.3390/pr11102910
APA StyleCerrillo, M., Moreno, M., Burgos, L., Estéfano, R., Coll, D., Soraluce, J., Navarro, N., Arnau, P. A., & Bonmatí, A. (2023). Low-Temperature Vacuum Evaporation of Ammonia from Pig Slurry at Laboratory and Pilot-Plant Scale. Processes, 11(10), 2910. https://doi.org/10.3390/pr11102910