
Design and Verification of Key Components of a New Selective Catalytic Reduction System in a Petrochemical Captive Power Plant

 ,
,
Abstract
:1. Introduction
2. Methodology
2.1. Design Method—CFD
2.2. Verification Method—Cold Physical Model
2.2.1. Proportional Similitude
2.2.2. Dynamic Similitude
2.2.3. The Experimental Plan of Cold Physical Model
2.3. SCR Reaction Mechanism and Evaluation Method—Indexing (Evenness)
3. Results and Discussion
3.1. Key Component Design Scheme
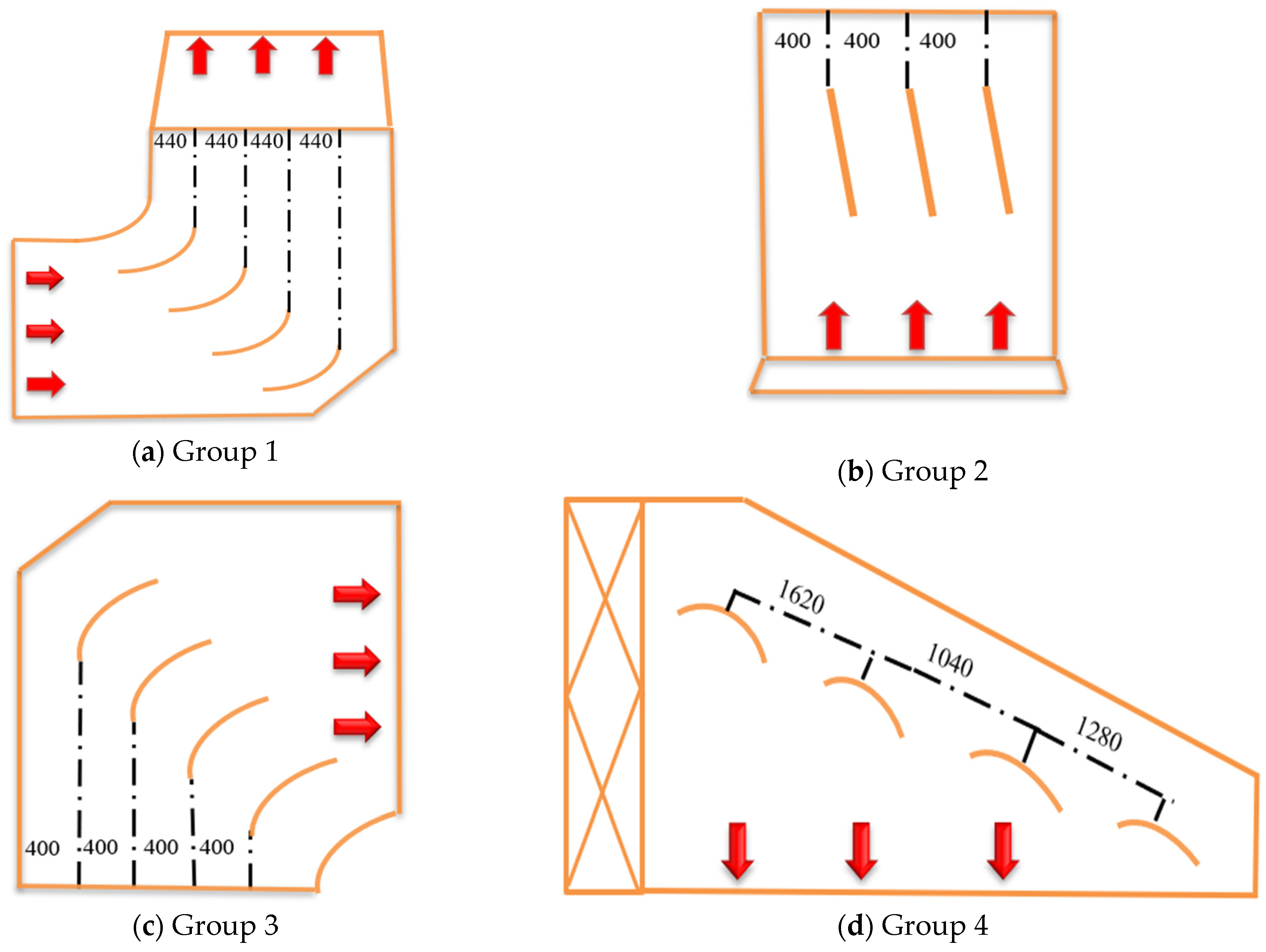
3.1.1. Design Scheme of Guide Plate Group 1
3.1.2. Design Scheme of Guide Plate Group 2
3.1.3. Design Scheme of Guide Plate Group 3
3.1.4. Design Scheme of Guide Plate Group 4
3.1.5. Design Scheme of the Rectifier Grille
3.2. Design Scheme of Ammonia Injection
3.2.1. Design Scheme of Ammonia Injection Grille (AIG)
3.2.2. Design Scheme of Static Mixer
3.3. CFD Results of SCR System
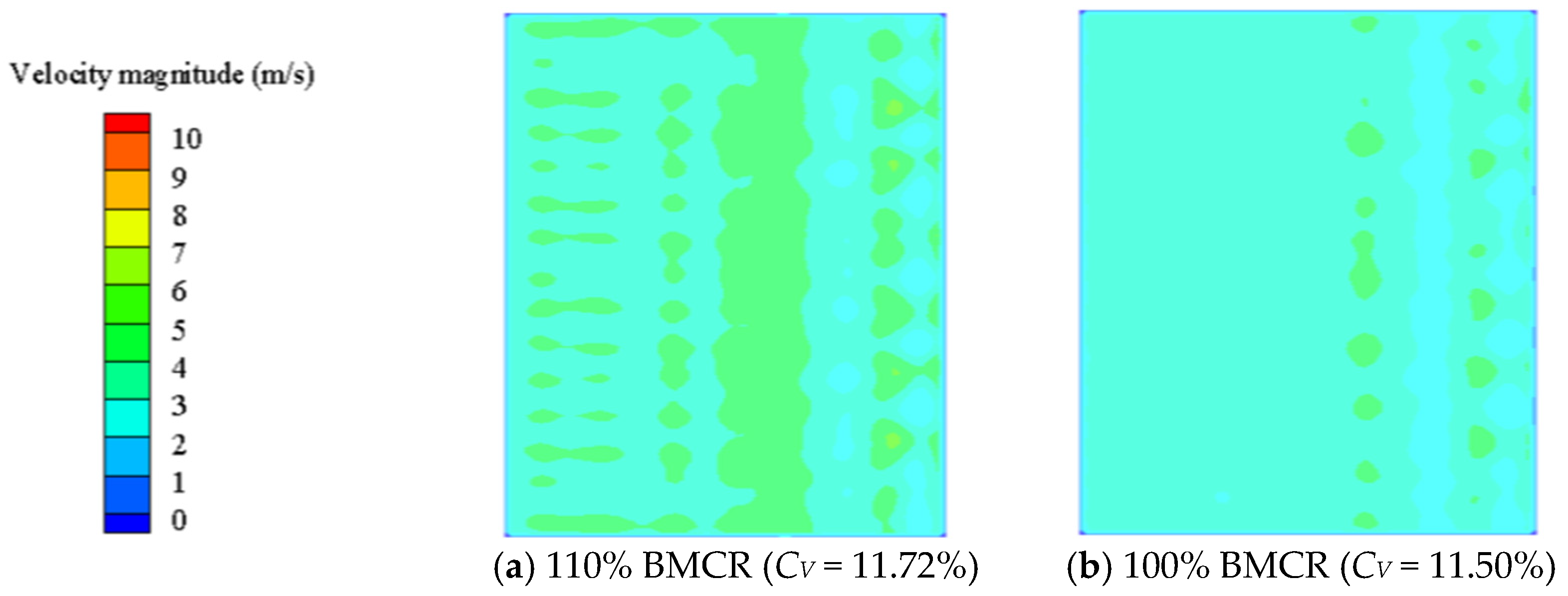
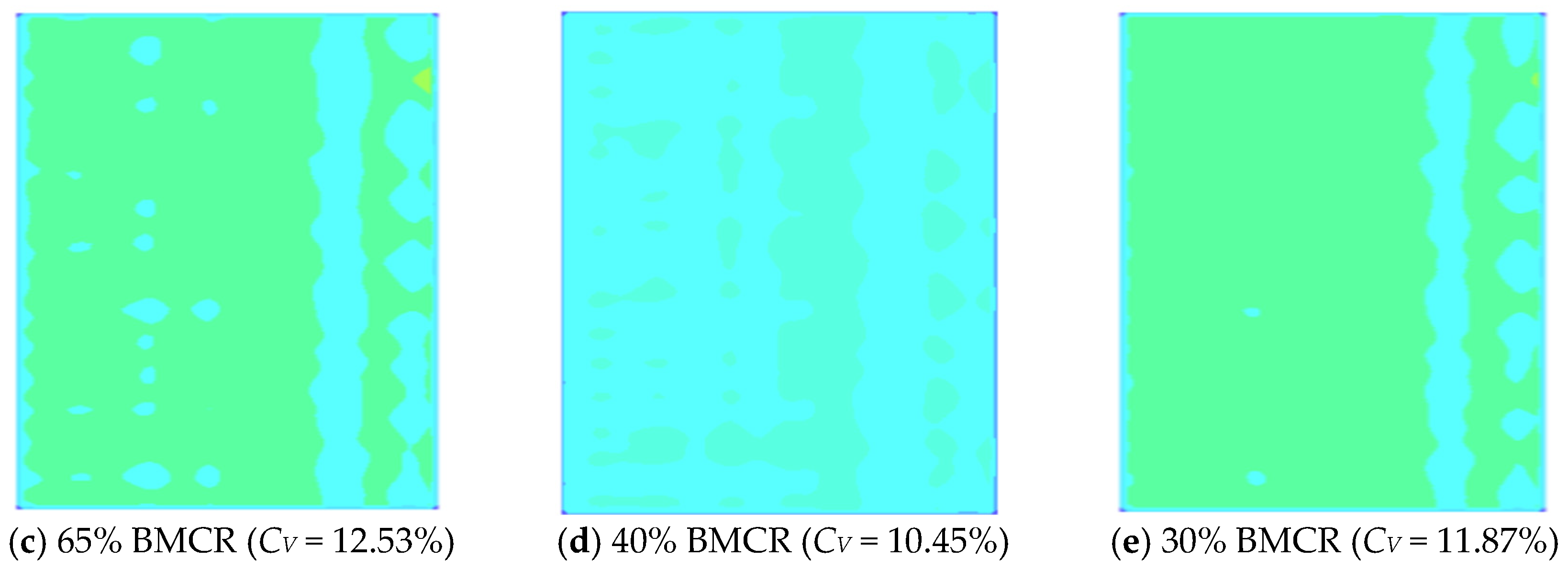
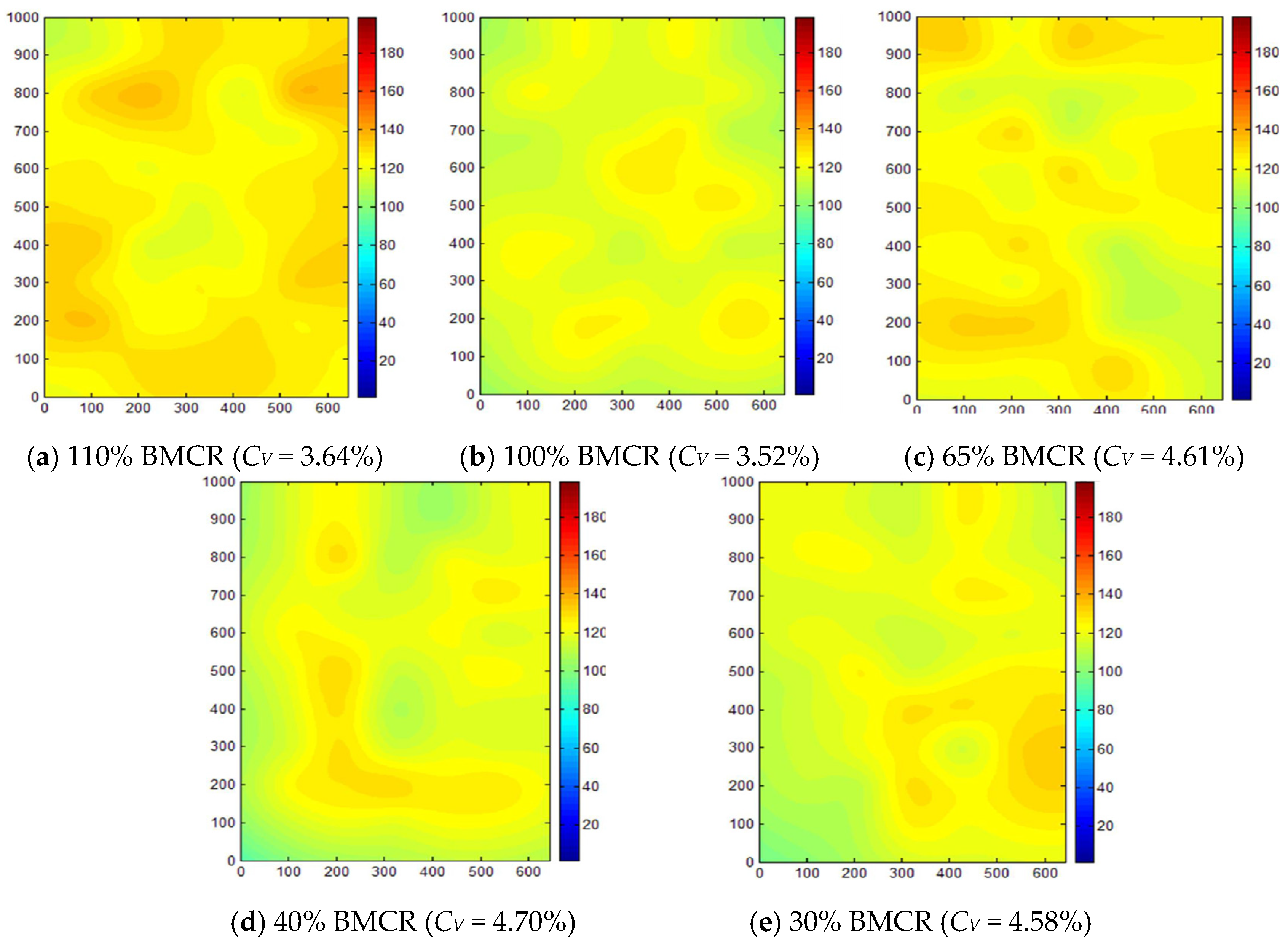
3.3.1. Velocity Distribution Characteristics of the SCR System
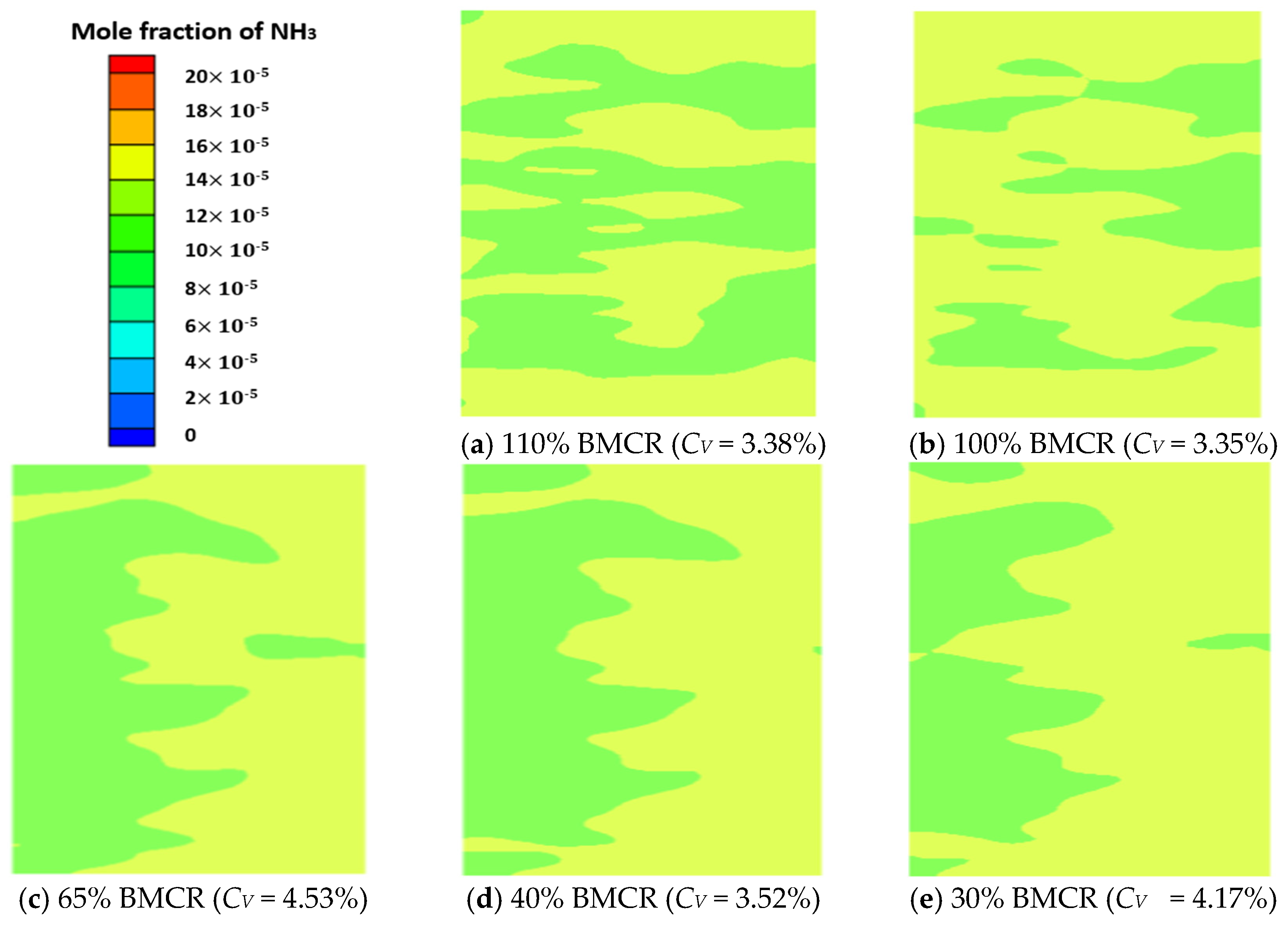
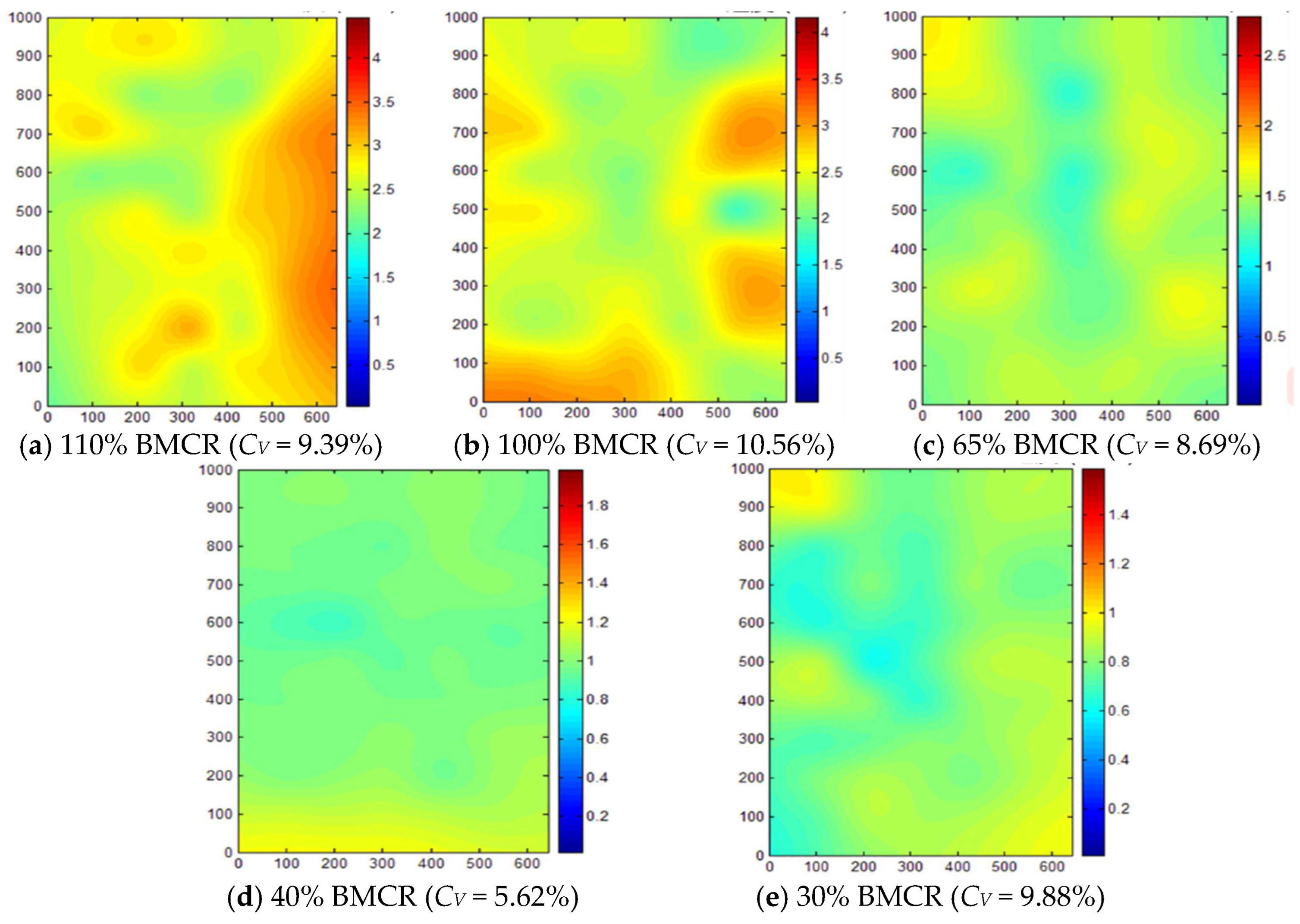
3.3.2. NH3 Concentration Distribution Characteristics of SCR System
3.3.3. Pressure Loss of SCR System
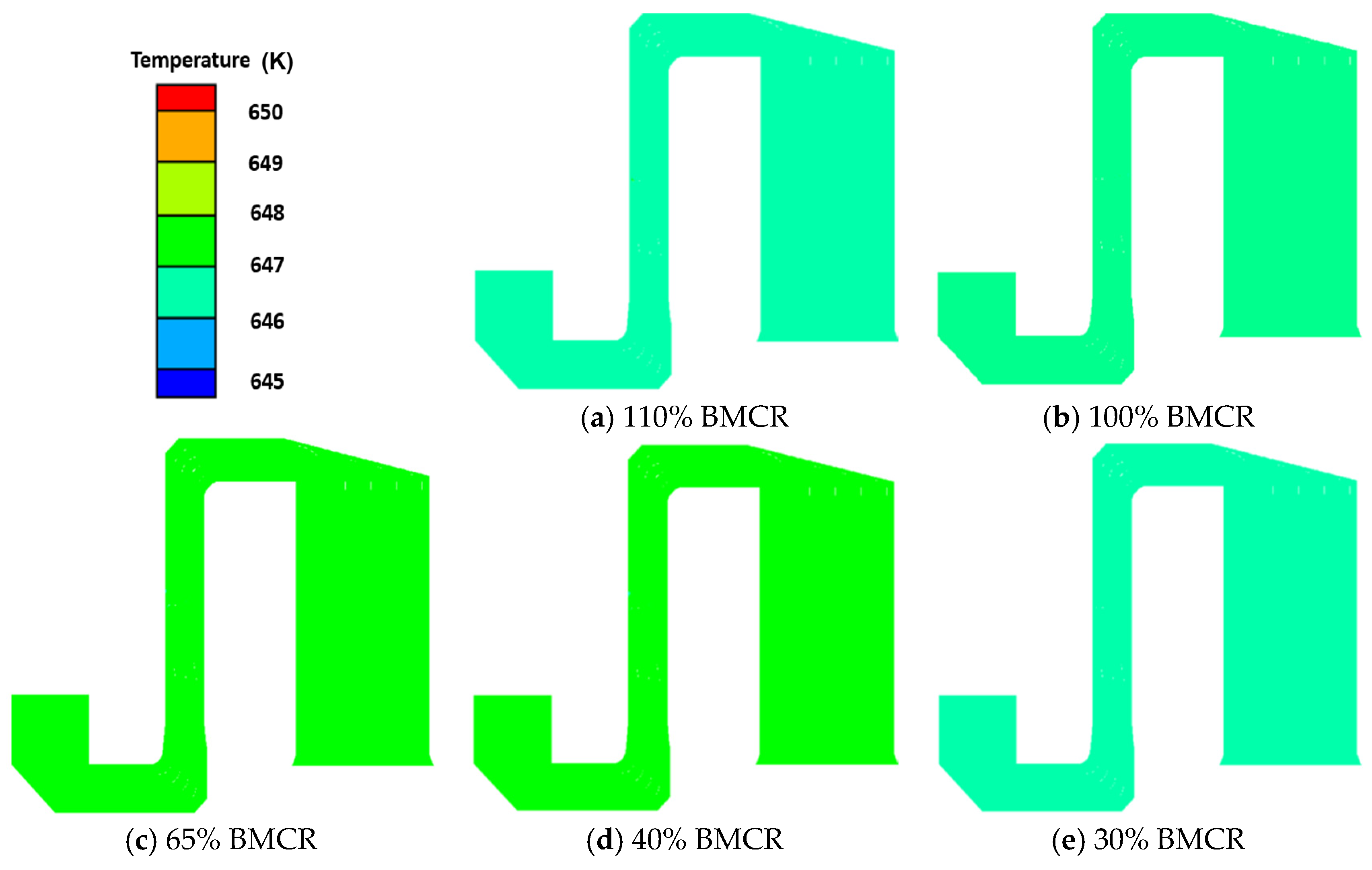
3.3.4. Temperature Reduction Characteristics of SCR System
3.4. Cold Physical Model Results of SCR System
3.4.1. The Velocity Distribution Characteristics of the Cold Physical Model
3.4.2. The Tracer Gas Concentration Distribution Properties of the Cold Physical Model
3.5. Comparative Analysis of CFD Results and Cold Physical Model
4. Conclusions
- (1)
- The uniformity of the velocity distribution in the flow field of the SCR system can be effectively improved by a proper design of the guide plates and rectifier grille. The average velocity standard deviation under the five working conditions was 11.61%, which is less than 15% of the engineering standard. This also has some effect on the uniformity of the concentration distribution.
- (2)
- Ammonia injection with a grid of zonal ammonia injections and delayed mixing with a static mixer effectively improved the uniformity of the concentration distribution. The average standard deviation of concentration under the five working conditions was 3.79%, within 5% of engineering standards. This also has some effect on the uniformity of the velocity distribution.
- (3)
- The cold physical model constructed according to the 1:8 ratio effectively verified the results of CFD numerical simulation. The experimental values of the cold model were in good agreement with the numerical simulation, with velocity deviations of only approximately 4.83% and concentration deviations of only approximately 0.41%.
- (4)
- Under five typical load conditions, the maximum pressure loss was 106.64 pa from the SCR inlet to the upstream of the first catalyst layer, and the temperature difference was maintained within ±0.01 °C. This indicates that the design of key components has no extreme adverse effect on the normal operation of the SCR system.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Zhao, Y.; Zhang, J.; Wang, Z. Cost analysis of environmental protection price of coal-fired plants in China. Environ. Sci. Pollut. Res. Int. 2020, 27, 18729–18742. [Google Scholar] [CrossRef] [PubMed]
- Yuan, J.; Wang, Y.; Zhang, W.; Zhang, J. Mapping the economy of coal power plants retrofitted with post-combustion and biomass co-firing carbon capture in China. Environ. Sci. Pollut. Res. Int. 2023, 30, 47438–47454. [Google Scholar] [CrossRef] [PubMed]
- Hernik, B. Numerical Research of Flue Gas Denitrification Using the SNCR Method in an OP 650 Boiler. Energies 2022, 15, 3427. [Google Scholar] [CrossRef]
- Yang, X.; Zhu, Y.; Zhang, J.; Zhang, W.; Shi, G.; Zhang, Z. Influence Study of Ammonia-Nitrogen Molar Ratio on SNCR Denitrification. IOP Conf. Ser. Earth Environ. Sci. 2020, 615, 012122. [Google Scholar] [CrossRef]
- Xu, J.; Du, Y.; Cui, H.; Yin, Z.; Zhang, Z.; Ma, F.; Tan, F.; Lou, T. Research on alternative electricity calculation method of alternative transaction between new energy and captive power plant. J. Phys. Conf. Ser. 2018, 1087, 022029. [Google Scholar] [CrossRef]
- Dangayach, S.; Gaurav, G.; Gupta, S. Environmental Impact Assessment of Captive Power Plant Using LCA for Sustainable Development International. J. Soc. Ecol. Sustain. Dev. 2021, 13, 29015. [Google Scholar]
- Zhang, G.; Han, J.; Su, B. Contributions of cleaner production and end-of-pipe treatment to NOx emissions and intensity reductions in China. J. Environ. Manag. 2023, 326, 116822. [Google Scholar] [CrossRef]
- Ma, D.; Zhang, S.; He, X.; Zhang, J.; Ding, X. Combustion stability and NOx emission characteristics of a 300 MW tangentially fired boiler under ultra-low loads with deep-air staging. Energy 2023, 269, 126795. [Google Scholar] [CrossRef]
- Wang, Z.; Li, B. Implementation results of emission standards of air pollutants for thermal power plants: A numerical simulation. Huan Jing Ke Xue 2014, 35, 853–863. [Google Scholar]
- Jeon, M.; Lee, E.; Kim, M.; Jegal, H.; Park, S.; Chi, J.; Baek, s.; Lee, J.; Keel, S. Nitric oxide (NO) and nitrous oxide (N2O) emissions during selective non-catalytic onia Co-fired boiler. J. Environ. Chem. Eng. 2023, 11, 109398. [Google Scholar] [CrossRef]
- Holmer, O.; Eriksson, L. Selective Catalytic Reduction Catalyst Modeling for Control Purposes. Energies 2022, 15, 8182. [Google Scholar] [CrossRef]
- Lei, Z.; Liu, X.; Jia, M. Modeling of Selective Catalytic Reduction (SCR) for NO Removal Using Monolithic Honeycomb Catalyst. Energy Fuels 2011, 23, 6146–6151. [Google Scholar] [CrossRef]
- Novák, M.; Matas, R. Numerical Simulations in SCR systems with Emphasis on Uniform Flow at the Catalyst Inlet. MATEC Web Conf. 2022, 367, 00018. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, Y.; Shao, S.; Li, M. Numerical analysis on the mixing and urea crystallization characteristics in the SCR system. Chem. Eng. Process. Process Intensif. 2022, 171, 108715. [Google Scholar] [CrossRef]
- Ye, M.; Qian, F.; Gao, Y.; Lu, J.; Han, Y.; Huang, N.; Xu, B.; Wu, H. CFD analysis of influencing factors on SCR denitration efficiency of sintering flue gas based on response surface methodology. Atmos. Pollut. Res. 2021, 12, 101107. [Google Scholar] [CrossRef]
- Dai-Jun, P. Contrast of Urea Pyrolysis and Hydrolysis Ammonia Production Technologies in Boiler Flue Gas Denitration. Energy Energy Conserv. 2014, 1, 188–192. [Google Scholar]
- Zhao, S.; Fang, Q.; Yin, C. New Fuel Air Control Strategy for Reducing NOx Emissions from Corner-Fired Utility Boilers at Medium-Low Loads. Energy Fuels 2017, 31, 6689–6699. [Google Scholar] [CrossRef]
- Wang, G.; Zhou, Y.; Zhao, Y.; Wang, S. Operation optimization of SCR system based on denitration efficiency prediction model. IOP Conf. Ser. Earth Environ. Sci. 2019, 300, 032088. [Google Scholar] [CrossRef]
- Deng, H.; Yang, O.; Wang, Z. Considerations of applicable emission standards for managing atmospheric pollutants from new coal chemical industry in China. Int. J. Sustain. Dev. World Ecol. 2016, 24, 427–432. [Google Scholar] [CrossRef]
- Ham, S.; Kim, H.; Jeong, K. Numerical Study on the Shape Improvement of Butterfly Valves for SCR Systems. Trans. Korean Soc. Mech. Eng. B 2021, 45, 471–478. [Google Scholar] [CrossRef]
- Zhang, Y.; Lou, D.; Tan, P.; Hu, Z.; Fang, L. Effect of SCR downsizing and ammonia slip catalyst coating on the emissions from a heavy-duty diesel engine. Energy Rep. 2022, 8, 749–757. [Google Scholar] [CrossRef]
- Pang, Z.; Chen, R.; Cao, Y. Performance Analysis and Optimization for Static Mixer of SCR Denitration System under Different Arrangements. Energy 2022, 15, 8977. [Google Scholar] [CrossRef]
- Khurana, D.; Dahiya, N.; Negi, S.; Bordoloi, A.; Haider, M.; Bal, R.; Khan, T.S. Improving the Coke Resistance of Ni-Ceria Catalyst for Partial Oxidation of Methane to Syngas: Experimental and Computational Study. Chem. Asian J. 2023, 18, e202201298. [Google Scholar] [CrossRef] [PubMed]
- Stratiev, D.; Ivanov, M.; Chavdarov, I.; Argirov, G.; Strovegli, G. Revamping Fluid Catalytic Cracking Unit, and Optimizing Catalyst to Process Heavier Feeds. Appl. Sci. 2023, 13, 2017. [Google Scholar] [CrossRef]
- Dewa, M.; Elharati, M.; Hussain, A.; Miura, Y.; Song, D.; Fukuyama, Y.; Furuya, Y.; Dale, N.; Zhang, X.; Marin-Flores, O.G.; et al. Metal-supported solid oxide fuel cell system with infiltrated reforming catalyst layer for direct ethanol feed operation. Power Sources 2022, 541, 231625. [Google Scholar] [CrossRef]
- Zhong, Z.; Zhu, L.; Zheng, W.; Gong, Z.; Shang, P.; Guo, J.; Liu, J.; Zhang, Y. Performance test of optimal denitration efficiency of a 350 MW unit under the background of new power system. E3S Web Conf. 2022, 358, 02004. [Google Scholar] [CrossRef]
- Han, Y.; Zhu, Y. Optimization experiments of the SNCR denitrification system in circulating fluidized bed boiler after ultra-low emission transformation. IOP Conf. Ser. Earth Environ. Sci. 2021, 770, 012008. [Google Scholar] [CrossRef]
- Nguyen, T.; Lim, Y.; Eom, Y. Experiment and CFD simulation of hybrid SNCR-SCR using urea solution in a pilot-scale reactor. Computers & Chemical Engineering: An International. Comput. Appl. Chem. Eng. 2010, 34, 1580–1589. [Google Scholar]
- Cho, J.; Choi, J.; Hong, S.; Kim, K.; Na, J.; Lee, J. Application of computational fluid dynamics analysis for improving performance of commercial scale selective catalytic reduction. Korean J. Chem. Eng. 2006, 23, 43–56. [Google Scholar] [CrossRef]
- Gao, H.; Sun, B. Influence of Energy Saving and Emission Reduction on Innovation of Science, Technology, Industry and Enterprises in China. IOP Conf. Ser. Earth Environ. Sci. 2021, 770, 012067. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, D.; Zhang, F.; Liu, X. Experimental and Simulation Research on Flow Characteristics of SCR System in a 100MW Power Station. Adv. Mater. Res. 2014, 3607, 930–936. [Google Scholar] [CrossRef]
- Hu, B.; Chen, C.; Jiang, S.; Liu, X.; Dai, Q. Investigating the Optimization Design of Internal Flow Fields Using a Selective Catalytic Reduction Device and Computational Fluid Dynamics. Energies 2022, 15, 1451. [Google Scholar] [CrossRef]
- Ling, Z.; Zeng, X.; Hu, S.; Zhou, H.; Cen, K. Numerical Simulation on Optimization of SCR Denitrification System for Coal-fired Boilers. J. Chin. Soc. Power Eng. 2014, 1, 50–56. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project | Unit | 110% BMCR | 100% BMCR | 65% BMCR | 40% BMCR | 30% BMCR |
|---|---|---|---|---|---|---|
| Flue gas volume (wet basis) | kg/h | 294,310 | 269,420 | 180,730 | 129,150 | 104,180 |
| Nm3/h | 237,205 | 217,145 | 145,501 | 103,506 | 83,335 | |
| O2 | (V%) | 2.0 | 2.0 | 2.59 | 4.95 | 5.98 |
| H2O | (V%) | 17.97 | 17.98 | 17.5 | 14.48 | 14.62 |
| N2 | (V%) | 71.32 | 71.32 | 71.52 | 72.34 | 72.7 |
| CO2 | (V%) | 8.71 | 8.70 | 8.39 | 7.23 | 6.70 |
| SO2 | mg/Nm3 | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 |
| NOx | mg/Nm3 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 |
| CO | mg/Nm3 | ≤100 | ≤100 | ≤100 | ≤100 | ≤100 |
| Particulates | mg/Nm3 | ≤5 | ≤5 | ≤5 | ≤5 | ≤5 |
| Position | The Size of Actual Device | The Size of Cold Physical Model |
|---|---|---|
| Inlet flue section | 8400 mm × 3200 mm × 2433.5 mm | 1050 mm × 400 mm × 305 mm |
| AIG upstream horizontal flue | 8400 mm × 1700 mm × 3200 mm | 1050 mm × 212.5 mm × 400 mm |
| AIG vertical flue | 8000 mm × 1500 mm × 7700 mm | 1000 mm × 187.5 mm × 960 mm |
| AIG downstream horizontal flue | 8400 mm × 1500 mm × 2950 mm | 1050 mm × 187.5 mm × 368 mm |
| Catalyst layer vertical flue | 8000 mm × 5150 mm × 6500 mm | 1000 mm × 644 mm × 812 mm |
| Export | 8400 mm × 5300 mm | 1050 mm × 662 mm |
| Test Condition | 110% | 100% | 65% | 40% | 30% |
|---|---|---|---|---|---|
| Total test amount (m3/h) | 6263.74 | 5617.55 | 3431.20 | 2313.99 | 1808.57 |
| Inlet average velocity (m/s) | 4.42 | 3.96 | 2.42 | 1.63 | 1.28 |
| Average velocity of catalyst layer cross-section (m/s) | 2.70 | 2.42 | 1.48 | 1.00 | 0.78 |
| Total tracer gas flow (m3/h) | 0.75 | 0.67 | 0.41 | 0.28 | 0.22 |
| Total dilution wind (m3/h) | 15.03 | 13.48 | 8.23 | 5.55 | 4.34 |
| Single module dilution wind flow (m3/h) | 1.50 | 1.35 | 0.82 | 0.56 | 0.43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Liu, G.; Zhang, X.; Zhang, C.; Li, C.; Gong, C.; Zhou, X.; Gong, Q.; Cheng, S.; Jiang, J. Design and Verification of Key Components of a New Selective Catalytic Reduction System in a Petrochemical Captive Power Plant. Processes 2023, 11, 2837. https://doi.org/10.3390/pr11102837
Wu J, Liu G, Zhang X, Zhang C, Li C, Gong C, Zhou X, Gong Q, Cheng S, Jiang J. Design and Verification of Key Components of a New Selective Catalytic Reduction System in a Petrochemical Captive Power Plant. Processes. 2023; 11(10):2837. https://doi.org/10.3390/pr11102837
Chicago/Turabian StyleWu, Jiarui, Guofu Liu, Xin Zhang, Chao Zhang, Chao Li, Chenghong Gong, Xiaobo Zhou, Qiuping Gong, Shen Cheng, and Jianguo Jiang. 2023. "Design and Verification of Key Components of a New Selective Catalytic Reduction System in a Petrochemical Captive Power Plant" Processes 11, no. 10: 2837. https://doi.org/10.3390/pr11102837
APA StyleWu, J., Liu, G., Zhang, X., Zhang, C., Li, C., Gong, C., Zhou, X., Gong, Q., Cheng, S., & Jiang, J. (2023). Design and Verification of Key Components of a New Selective Catalytic Reduction System in a Petrochemical Captive Power Plant. Processes, 11(10), 2837. https://doi.org/10.3390/pr11102837