
Influence of Compound Additives on Sulfur Fixing Performance of Sorbent Based on Steel Slag at High Temperatures

Abstract
:1. Introduction
2. Materials and Methods
2.1. Sulfur Fixation Experiment
2.2. Determination of Sulfur-Fixing Efficiency
2.3. Instruments for Experimentation and Analysis
3. Results and Discussion
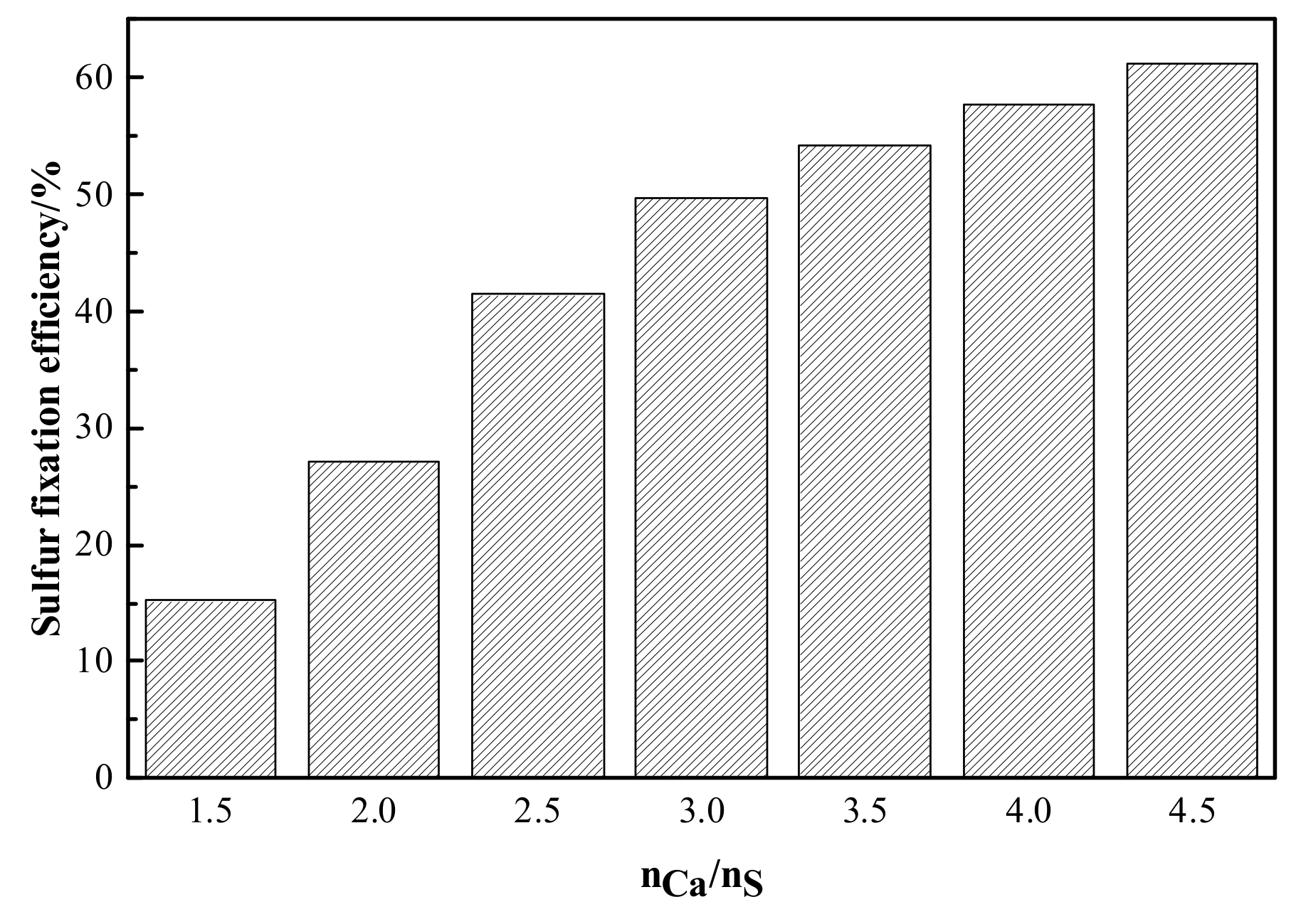
3.1. Determination of Calcium-Sulfur Mole Ratio
3.2. Effect of Single-Factor Additive
3.3. Optimization with Orthogonal Experiments
3.4. Characterization and Analysis
3.4.1. XRF
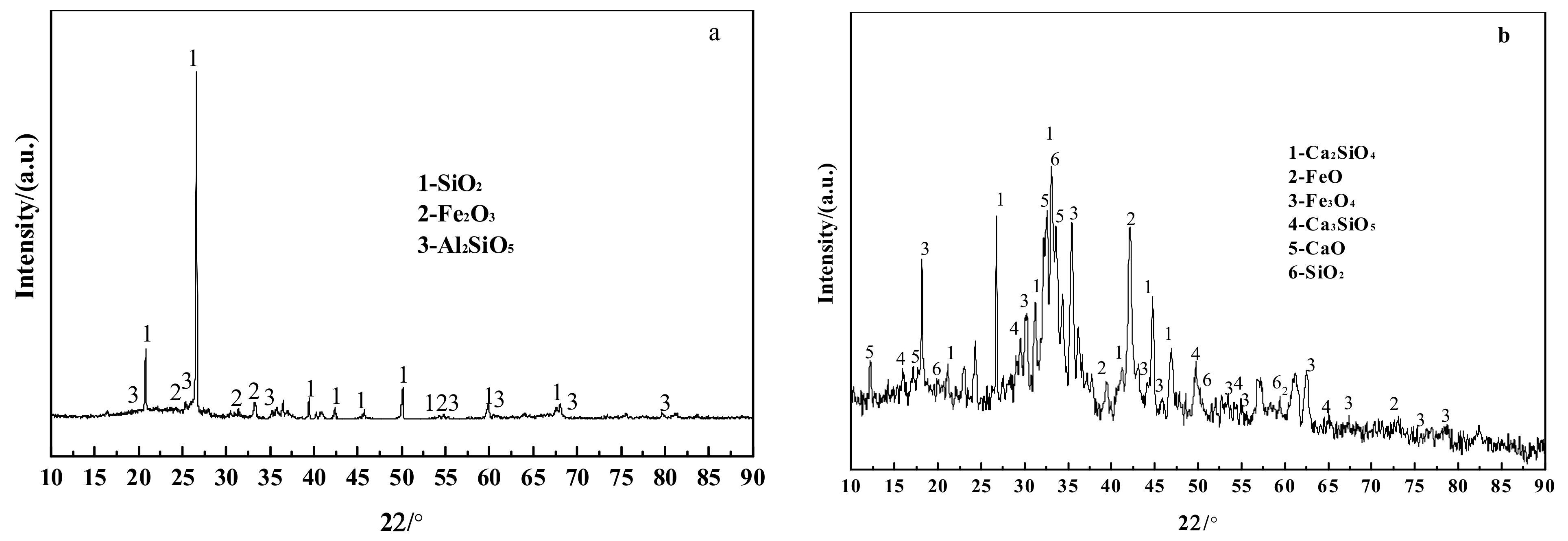
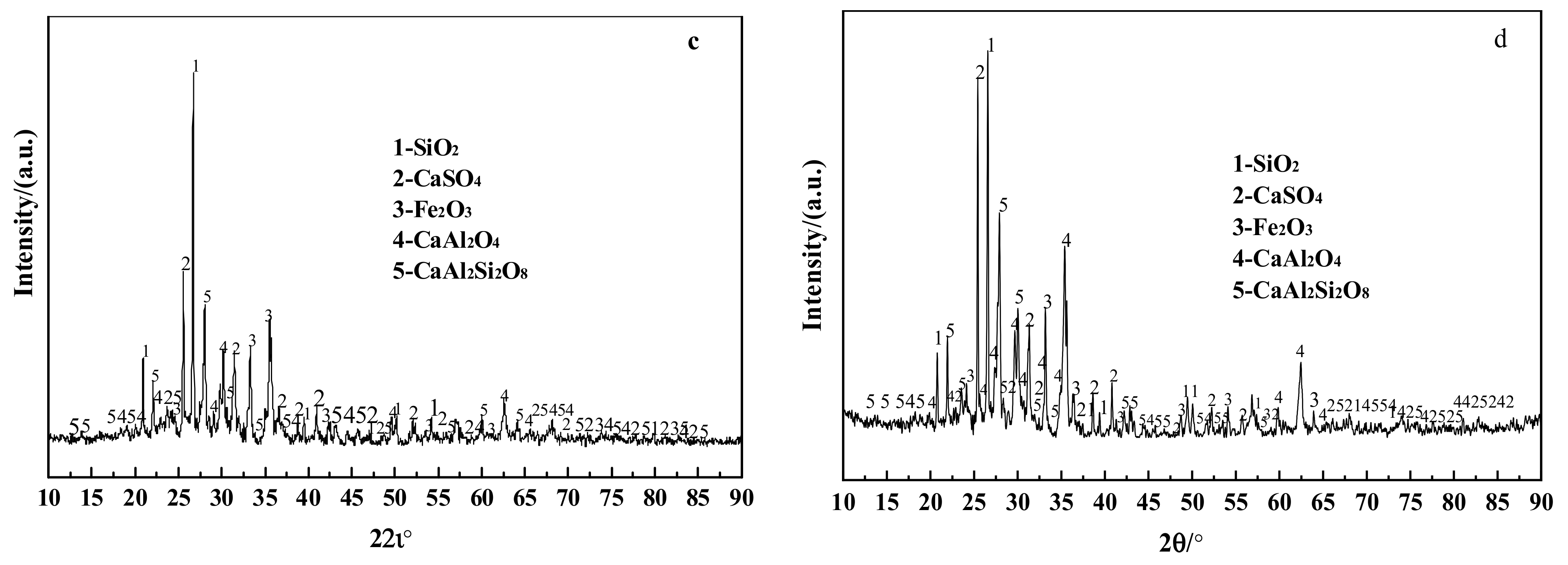
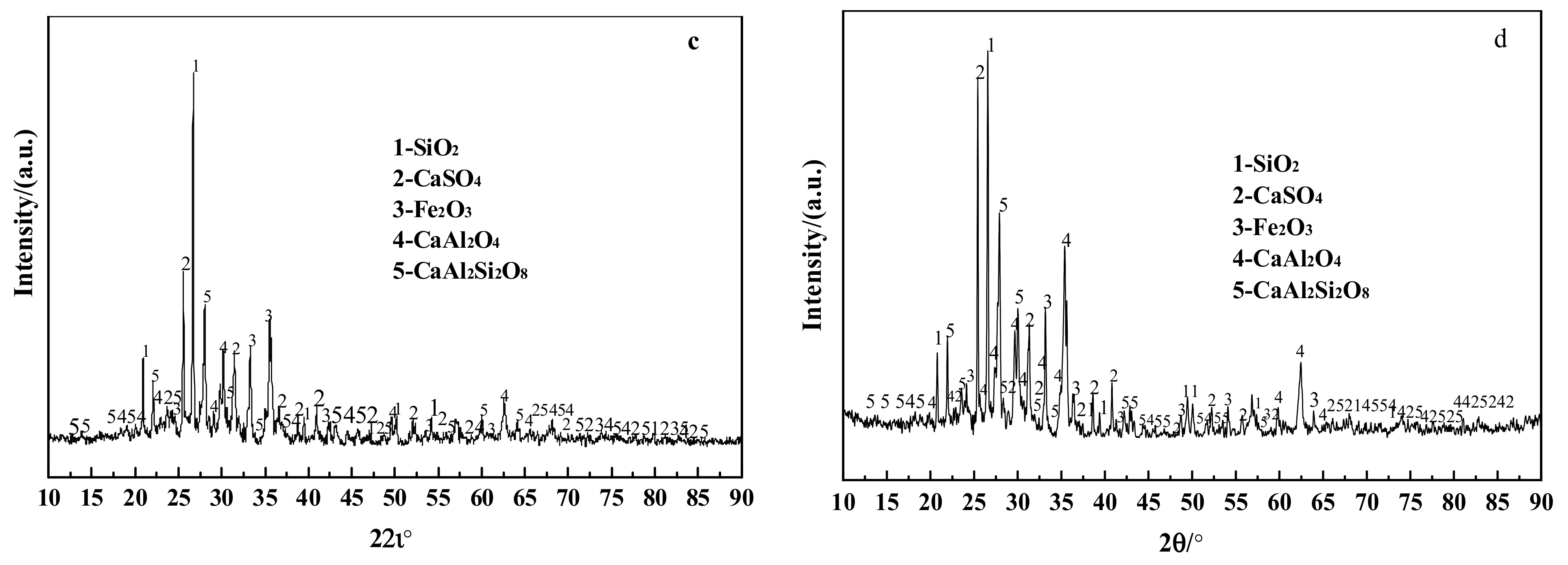
3.4.2. XRD
3.4.3. SEM
3.5. Mechanism of Sulfur Fixation
4. Conclusions and Prospects
- (1)
- The additives have a catalytic effect on the sulfur-fixing reaction of steel slag, as well as forming a microscopic surface structure that promotes the gas–solid reaction and aids in the production of substances that inhibit the decomposition of sulfur-fixing products;
- (2)
- The sulfur fixation efficiency of composite additives modified steel slag is significantly increased, and the optimal amount of additives added at a 1000 °C high temperature is 8% sodium lignosulfonate, 1% NaCl, 5% MnO2, 7% KNO3, and the maximum sulfur fixation efficiency of modified steel slag can reach 70.81%;
- (3)
- The XRF, XRD, and SEM investigations revealed that the additive-modified steel slag had higher sulfur fixation performances than the unmodified steel slag and created a material phase that hindered sulfur fixation product breakdown at high temperatures. The surface of the modified steel slag developed morphological characteristics and a microstructure that favored gas–solid interaction;
- (4)
- Because the reaction activity of steel slag is low, future research should focus on finding efficient additives that can increase the sulfur fixation efficiency at low calcium–sulfur ratios. In addition, tempering steel slag and compounding steel slag with other alkali-based solid wastes should be investigated further to lower the cost of sulfur-fixing agents and increase the efficiency of sulfur fixation, allowing steel slag sulfur-fixing agents to be used in a wider range of applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, L.; He, S.; Zhou, H.; Kong, H.; Wang, J.; Cui, Y.; Wang, L. Coordination between sulfur dioxide pollution control and rapid economic growth in China: Evidence from satellite observations and spatial econometric models. Struct. Chang. Econ. Dyn. 2021, 57, 279–291. [Google Scholar] [CrossRef]
- Pang, L.; Shao, Y.J.; Zhong, W.Q.; Liu, H. Oxy-coal combustion in a 30 kW(th) pressurized fluidized bed: Effect of combustion pressure on combustion performance, pollutant emissions and desulfurization. Proc. Combust. Inst. 2021, 38, 4121–4129. [Google Scholar] [CrossRef]
- Meng, J.; Wang, J.; Yang, F.; Hao, Y.; Cheng, F. Effects of Sulfur-fixing Agent on Coal Combustion Characteristics and S, N Release Law in Condition of Lean Oxygen. Coal Convers. 2020, 43, 27–37. [Google Scholar]
- Wichliński, M.; Włodarczyk, R. Assessment of the Impact of Modification of Calcium Sorbents and the Possibility of Their Use in Desulfurization for Oxy-Fuel Combustion Process. Minerals 2021, 11, 1284. [Google Scholar] [CrossRef]
- Chu, S.; Zhu, C.; Tompsett, G.A.; Mountziaris, T.J.; Dauenhauer, P.J. Refuse-Derived Fuel and Integrated Calcium Hydroxide Sorbent for Coal Combustion Desulfurization. Ind. Eng. Chem. Res. 2015, 54, 3136–3144. [Google Scholar] [CrossRef]
- Pang, L.; Shao, Y.J.; Zhong, W.Q.; Liu, H. Experimental study of SO2 emissions and desulfurization of oxy-coal combustion in a 30 kW(th) pressurized fluidized bed combustor. Fuel 2020, 264, 116795. [Google Scholar] [CrossRef]
- Kim, Y.B.; Gwak, Y.R.; Keel, S.I.; Yun, J.H.; Lee, S.H. Direct desulfurization of limestones under oxy-circulating fluidized bed combustion conditions. Chem. Eng. J. 2019, 377, 119650. [Google Scholar] [CrossRef]
- Luo, M.; Zhou, L.; Wang, C.; Kuang, C. The evolution and desulfurization of sulfur in chemical looping combustion of coal. Energy Sources Part A Recover. Util. Environ. Eff. 2021, 1–12. [Google Scholar] [CrossRef]
- Liu, Y.; Zhou, F.-S.; Hu, Y.-M.; Zhang, Y.-H. Sulfur Fixation by Chemically Modified Red Mud Samples Containing Inorganic Additives: A Parametric Study. Adv. Mater. Sci. Eng. 2016, 2016, 9817969. [Google Scholar] [CrossRef] [Green Version]
- Zhao, G.J.; Yin, F.J.; Li, J.; Li, X.Y. Study on Pore Structure and Sulfur Fixation Characteristics of Alkali Industrial Waste. Adv. Mater. Res. 2011, 194-196, 716–721. [Google Scholar] [CrossRef]
- Zhao, G.; Shi, Y.; Ni, C.; Lu, C.; Yin, F.; Wu, J.; Sheng, C. Notice of Retraction: The Influence Mechanism of Rapid Hydration Drying on Medium Temperature Sulfur Fixation Performance of Alkali Industrial Waste. In Proceedings of the 2010 4th International Conference on Bioinformatics and Biomedical Engineering, Chengdu, China, 18–20 June 2010; pp. 1–4. [Google Scholar] [CrossRef]
- Guo, Y.X.; Li, Y.T.; Cheng, F.Q.; Yang, F.L. Effect of Coal Fly Ash as Additive on the Sulfur Retention of Coal Briquette. Adv. Mater. Res. 2012, 512–515, 1583–1588. [Google Scholar] [CrossRef]
- Gao, Y.; Yang, Y.; Zhu, G.; Deng, N. Improving the efficiency of CaO-based sorbent by SrCO3 for high-temperature sulfur removal during coal combustion. Green Processing Synth. 2017, 6, 577–582. [Google Scholar] [CrossRef]
- Okura, T.; Ueda, S.; Yamaguchi, K. Elemental sulphur fixation in smelting gas; Is it feasible? Sohn Int. Symp. Adv. Processing Met. Mater. 2006, 8, 425–431. [Google Scholar]
- Zhao, Y.; Wang, S.Q.; Shen, Y.M.; Lu, X.J. Effects of nano-TiO2 on combustion and desulfurization. Energy 2013, 56, 25–30. [Google Scholar] [CrossRef]
- Wang, S.-Q.; Liu, M.-Z.; Sun, L.-L.; Cheng, W.-L. Study on the mechanism of desulfurization and denitrification catalyzed by TiO2 in the combustion with biomass and coal. Korean J. Chem. Eng. 2017, 34, 1882–1888. [Google Scholar] [CrossRef]
- Brand, A.S.; Fanijo, E.O. A Review of the Influence of Steel Furnace Slag Type on the Properties of Cementitious Composites. Appl. Sci. 2020, 10, 8210. [Google Scholar] [CrossRef]
- Chand, S.; Paul, B.; Kumar, M. Sustainable Approaches for LD Slag Waste Management in Steel Industries: A Review. Metallurgist 2016, 60, 116–128. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of steel slags and their use in cement and concrete—A review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Weng, Y.; Liu, Y.; Liu, J. Study on mathematical model of hydration expansion of steel slag-cement composite cementitious material. Environ. Technol. 2021, 42, 2776–2783. [Google Scholar] [CrossRef]
- Jafari, A.J.; Moslemzadeh, M. Investigation of phosphorus removal using steel slag from aqueous solutions: A systematic review study. Int. J. Environ. Anal. Chem. 2020, 102, 821–833. [Google Scholar] [CrossRef]
- Dhoble, Y.N.; Ahmed, S. Review on the innovative uses of steel slag for waste minimization. J. Mater. Cycles Waste Manag. 2018, 20, 1373–1382. [Google Scholar] [CrossRef]
- Yang, L.; Wei, T.; Li, S.; Lv, Y.; Miki, T.; Yang, L.; Nagasaka, T. Immobilization persistence of Cu, Cr, Pb, Zn ions by the addition of steel slag in acidic contaminated mine soil. J. Hazard. Mater. 2021, 412, 125176. [Google Scholar] [CrossRef] [PubMed]
- Gao, D.; Wang, F.P.; Wang, Y.T.; Zeng, Y.N. Sustainable Utilization of Steel Slag from Traditional Industry and Agriculture to Catalysis. Sustainability 2020, 12, 9295. [Google Scholar] [CrossRef]
- Kang, L.; Du, H.L.; Zhang, H.; Ma, W.L. Systematic Research on the Application of Steel Slag Resources under the Background of Big Data. Complexity 2018, 2018, 6703908. [Google Scholar] [CrossRef] [Green Version]
- Guo, J.; Bao, Y.; Wang, M. Steel Slag in China: Treatment, Recycling, and Management. Waste Manag. 2018, 78, 318–330. [Google Scholar] [CrossRef] [PubMed]
- Herbelin, M.; Bascou, J.; Lavastre, V.; Guillaume, D.; Benbakkar, M.; Peuble, S.; Baron, J.P. Steel Slag Characterisation Benefit of Coupling Chemical, Mineralogical and Magnetic Techniques. Minerals 2020, 10, 705. [Google Scholar] [CrossRef]
- Neveux, T.; Hagi, H.; Le Moullec, Y. Performance simulation of full-scale wet flue gas desulfurization for oxy-coal com-bustion. Energy Procedia 2014, 63, 463–470. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Xie, B. Influence of MnO2 for CaO in coal powder combustion. Chin. J. Environ. Eng. 2012, 6, 4157–4161. [Google Scholar]
- Guo, F.; Wu, Z.; Cui, A.; Wang, L. Desulfurization and Kinetic Studies on CaCO3-SiO2 Complex Desulfurization Reagent. Chem. J. Chin. Univ. 2003, 1, 100–104. [Google Scholar]
- Wu, J.; Yang, X.; Han, J.; Chen, T. Prohibition of CaSO4 decomposition at high temperature by oxides/carbonates additives. J. China Univ. Min. Technol. 2005, 4, 660–663. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Proximate Analysis wad/% | Sulfur Analysis wad/% | BCV/MJ·Kg−1 | |||
|---|---|---|---|---|---|---|
| M | A | V | FC * | St | Qb,ad | |
| Taiyuan coal | 1.38 | 36.42 | 25.99 | 36.26 | 2.50 | 20.188 |
| Composition | CaO | Fe2O3 | SiO2 | MgO | MnO | Al2O3 | P2O5 | TiO2 |
| Content/% | 42.83 | 25.34 | 16.79 | 3.52 | 3.44 | 3.15 | 1.87 | 1.40 |
| Composition | Cr2O3 | Na2O | BaO | K2O | SrO | WO3 | Ag2O | ZnO |
| Content/% | 0.486 | 0.199 | 0.119 | 0.0775 | 0.0473 | 0.0266 | 0.0237 | 0.0219 |
| Level | w (Sls)/% (A) | w (NaCl)/% (B) | w (MnO2)/% (C) | w (KNO3)/% (D) |
|---|---|---|---|---|
| 1 | 4 | 1 | 1 | 1 |
| 2 | 6 | 3 | 3 | 3 |
| 3 | 8 | 5 | 5 | 5 |
| 4 | 10 | 7 | 7 | 7 |
| Experiment No. | A | B | C | D | Sulfur Fixation Efficiency/% |
|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 48.78 |
| 2 | 1 | 2 | 2 | 2 | 50.05 |
| 3 | 1 | 3 | 3 | 3 | 45.25 |
| 4 | 1 | 4 | 4 | 4 | 50.69 |
| 5 | 2 | 1 | 2 | 3 | 53.46 |
| 6 | 2 | 2 | 1 | 4 | 55.45 |
| 7 | 2 | 3 | 4 | 1 | 59.01 |
| 8 | 2 | 4 | 3 | 2 | 59.25 |
| 9 | 3 | 1 | 3 | 4 | 70.71 |
| 10 | 3 | 2 | 4 | 3 | 55.48 |
| 11 | 3 | 3 | 1 | 2 | 64.56 |
| 12 | 3 | 4 | 2 | 1 | 53.41 |
| 13 | 4 | 1 | 4 | 2 | 54.54 |
| 14 | 4 | 2 | 3 | 1 | 54.47 |
| 15 | 4 | 3 | 2 | 4 | 52.21 |
| 16 | 4 | 4 | 1 | 3 | 51.62 |
| k1 | 48.692 | 56.872 | 55.103 | 53.917 | |
| k2 | 56.792 | 53.862 | 52.282 | 57.100 | |
| k3 | 61.040 | 55.258 | 57.420 | 51.453 | |
| k4 | 53.210 | 53.742 | 54.930 | 57.265 | |
| R | 12.348 | 3.130 | 5.138 | 5.812 | |
| Sequence | A > D > C > B | ||||
| Best scheme | A3B1C3D4 | ||||
| Ash Sample | w (SiO2)/% | w (Al2O3)/% | w (Fe2O3)/% | w (CaO)/% | w (K2O)/% | w (TiO2)/% | w (SO3)/ % | w (MgO)/% | w (Na2O)/% | w (MnO)/% |
|---|---|---|---|---|---|---|---|---|---|---|
| F1 | 52.63 | 30.62 | 9.20 | 2.15 | 1.64 | 1.29 | 0.886 | 0.801 | 0.231 | 0.0418 |
| F2 | 34.55 | 20.33 | 17.73 | 18.05 | 0.945 | 1.25 | 2.93 | 1.27 | 0.296 | 1.46 |
| F3 | 30.82 | 17.63 | 17.31 | 18.95 | 2.46 | 1.21 | 4.83 | 1.47 | 1.41 | 3.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Yang, Q.; Wen, X.; Li, M. Influence of Compound Additives on Sulfur Fixing Performance of Sorbent Based on Steel Slag at High Temperatures. Processes 2022, 10, 1272. https://doi.org/10.3390/pr10071272
Zhao J, Yang Q, Wen X, Li M. Influence of Compound Additives on Sulfur Fixing Performance of Sorbent Based on Steel Slag at High Temperatures. Processes. 2022; 10(7):1272. https://doi.org/10.3390/pr10071272
Chicago/Turabian StyleZhao, Jianbing, Qiaowen Yang, Xin Wen, and Meihui Li. 2022. "Influence of Compound Additives on Sulfur Fixing Performance of Sorbent Based on Steel Slag at High Temperatures" Processes 10, no. 7: 1272. https://doi.org/10.3390/pr10071272
APA StyleZhao, J., Yang, Q., Wen, X., & Li, M. (2022). Influence of Compound Additives on Sulfur Fixing Performance of Sorbent Based on Steel Slag at High Temperatures. Processes, 10(7), 1272. https://doi.org/10.3390/pr10071272