
Application of Kriging Model to Gear Wear Calculation under Mixed Elastohydrodynamic Lubrication


Abstract
:1. Introduction
2. Gear Wear Model under Mixed Elastohydrodynamic Lubrication
2.1. Mixed Elastohydrodynamic Lubrication Model
2.1.1. Governing Equations
2.1.2. Rough Surface Pressure Distribution Function
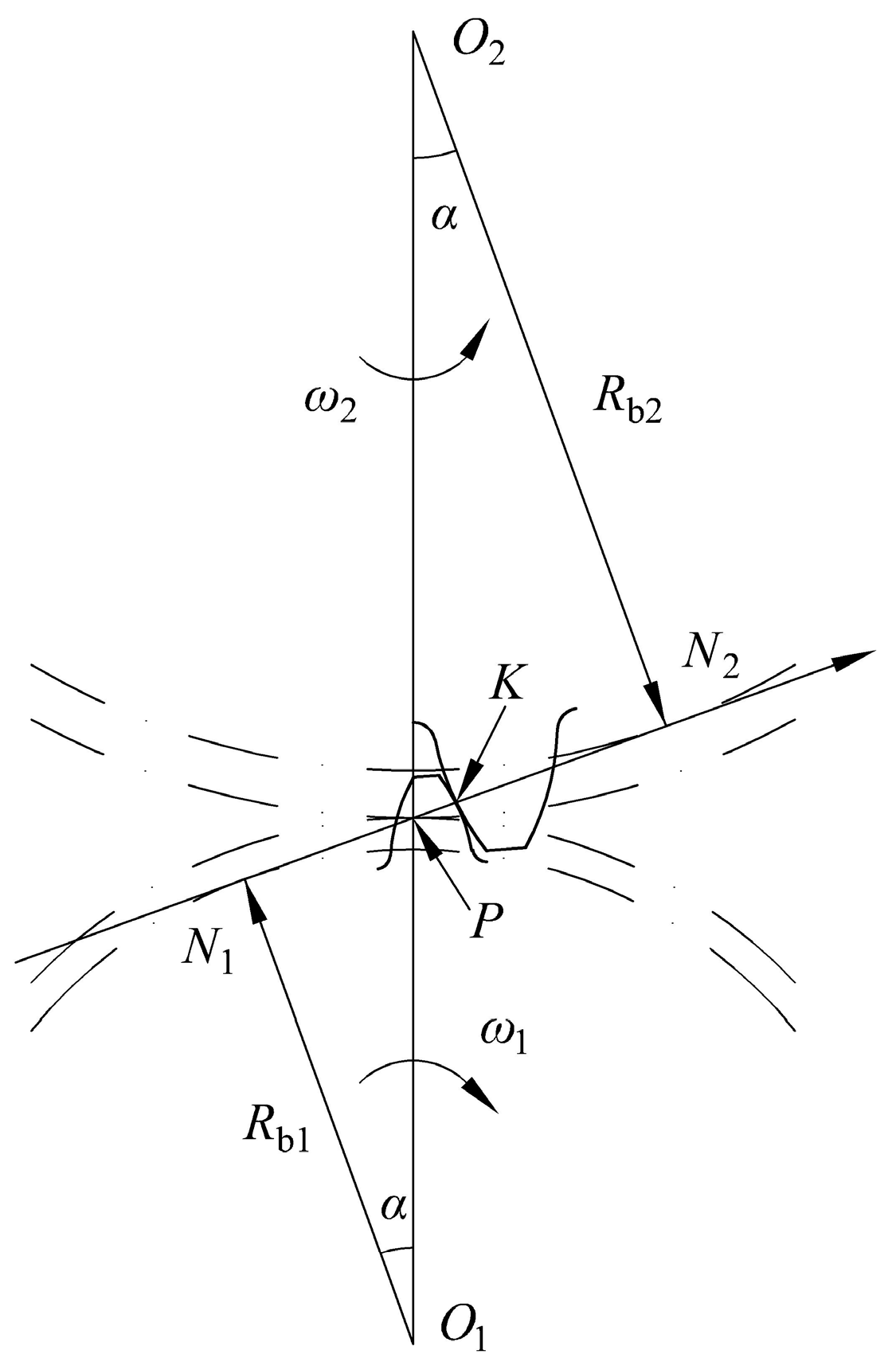
2.2. Geometry and Kinematics
2.3. Wear Model
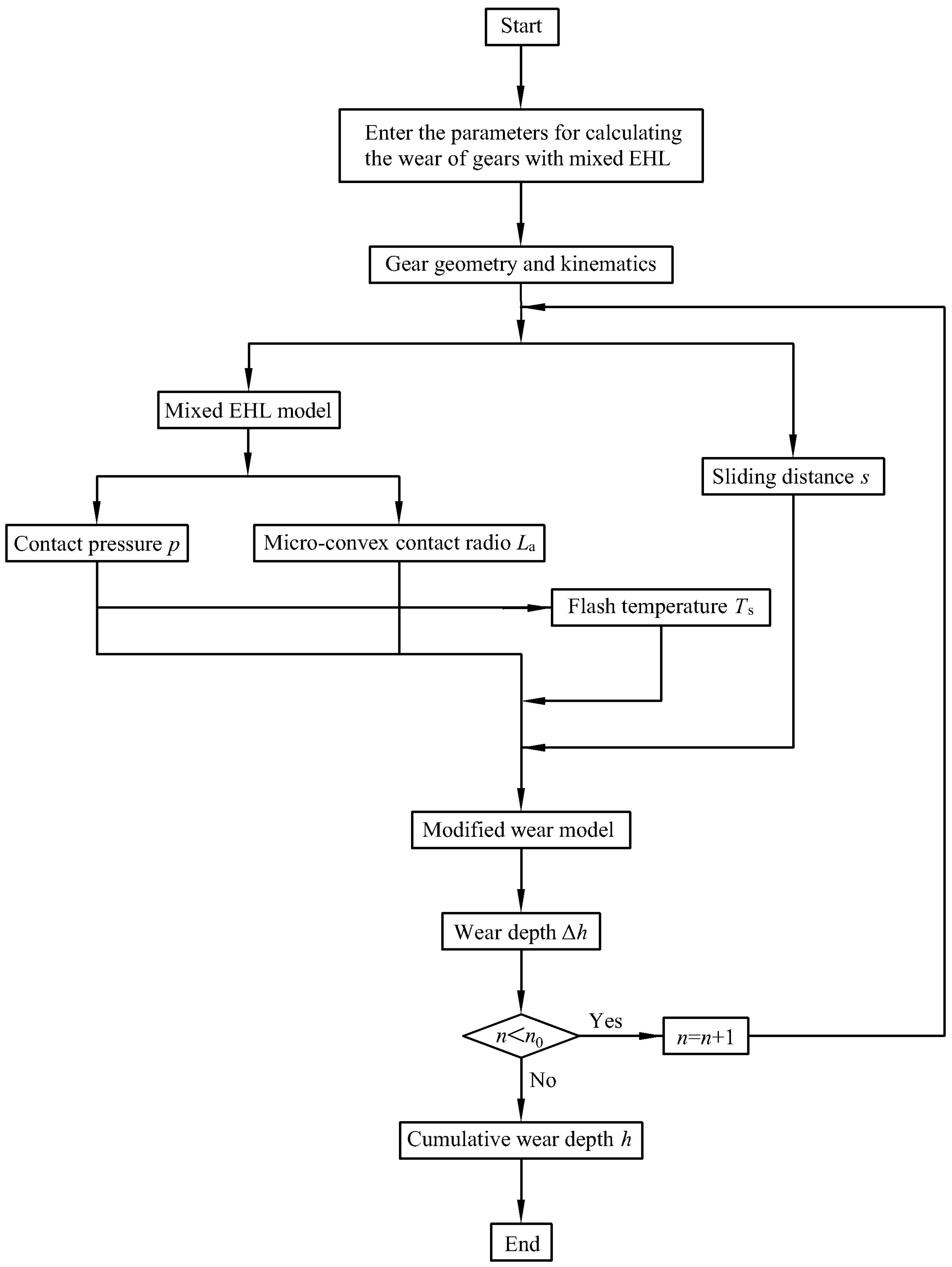
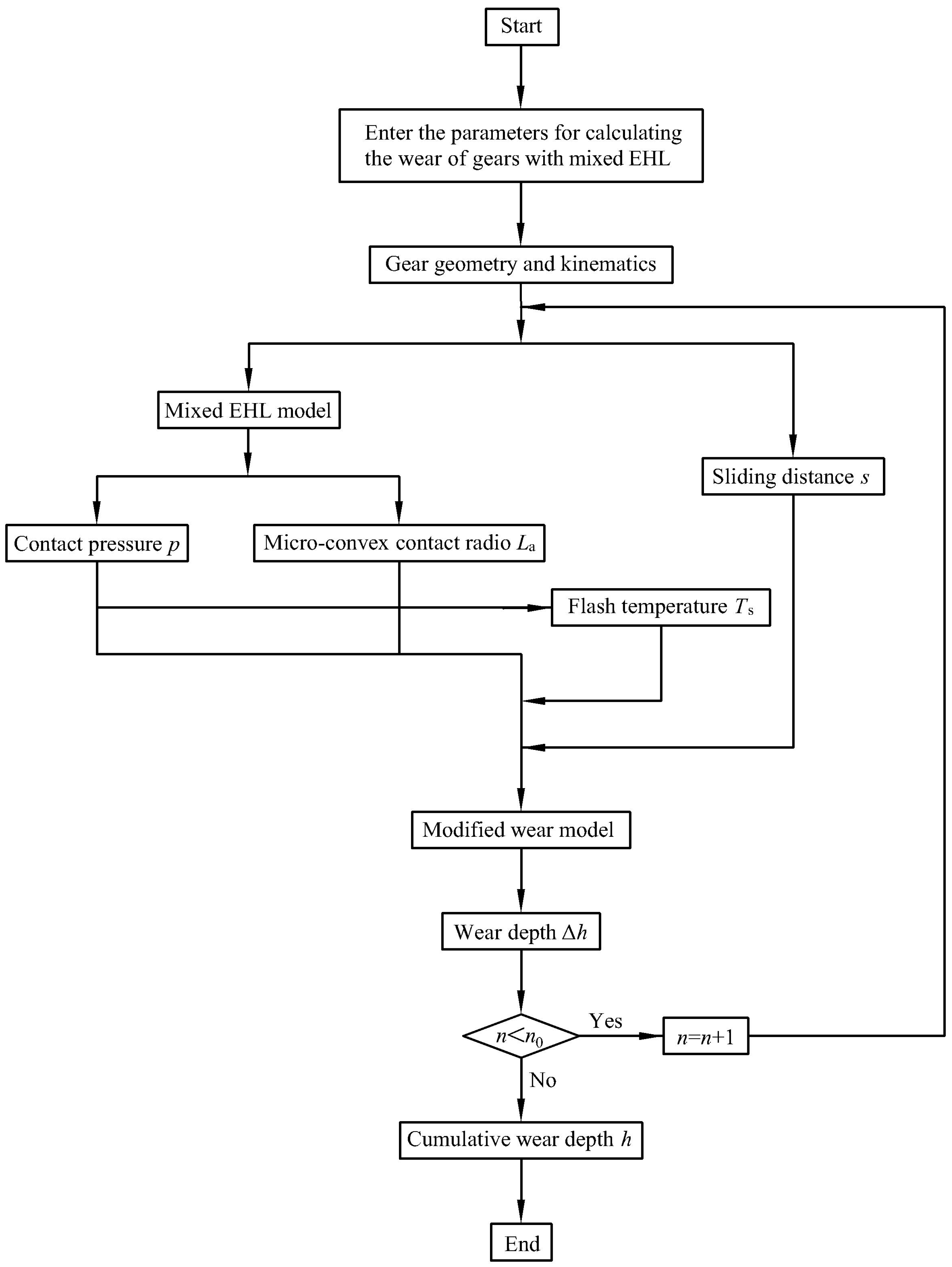
2.4. Numerical Procedure
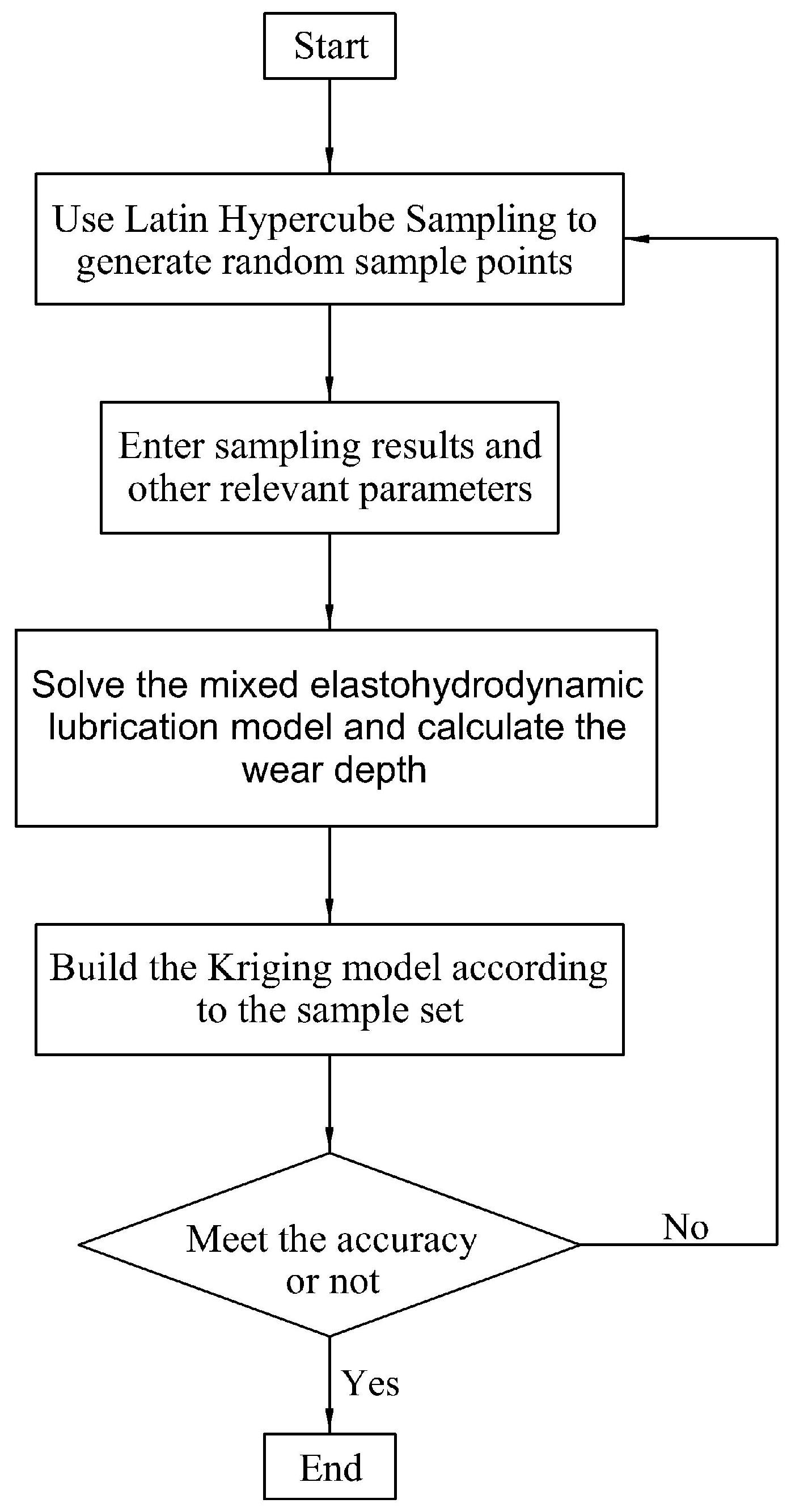
3. Kriging Model
4. Results and Discussion
5. Conclusions
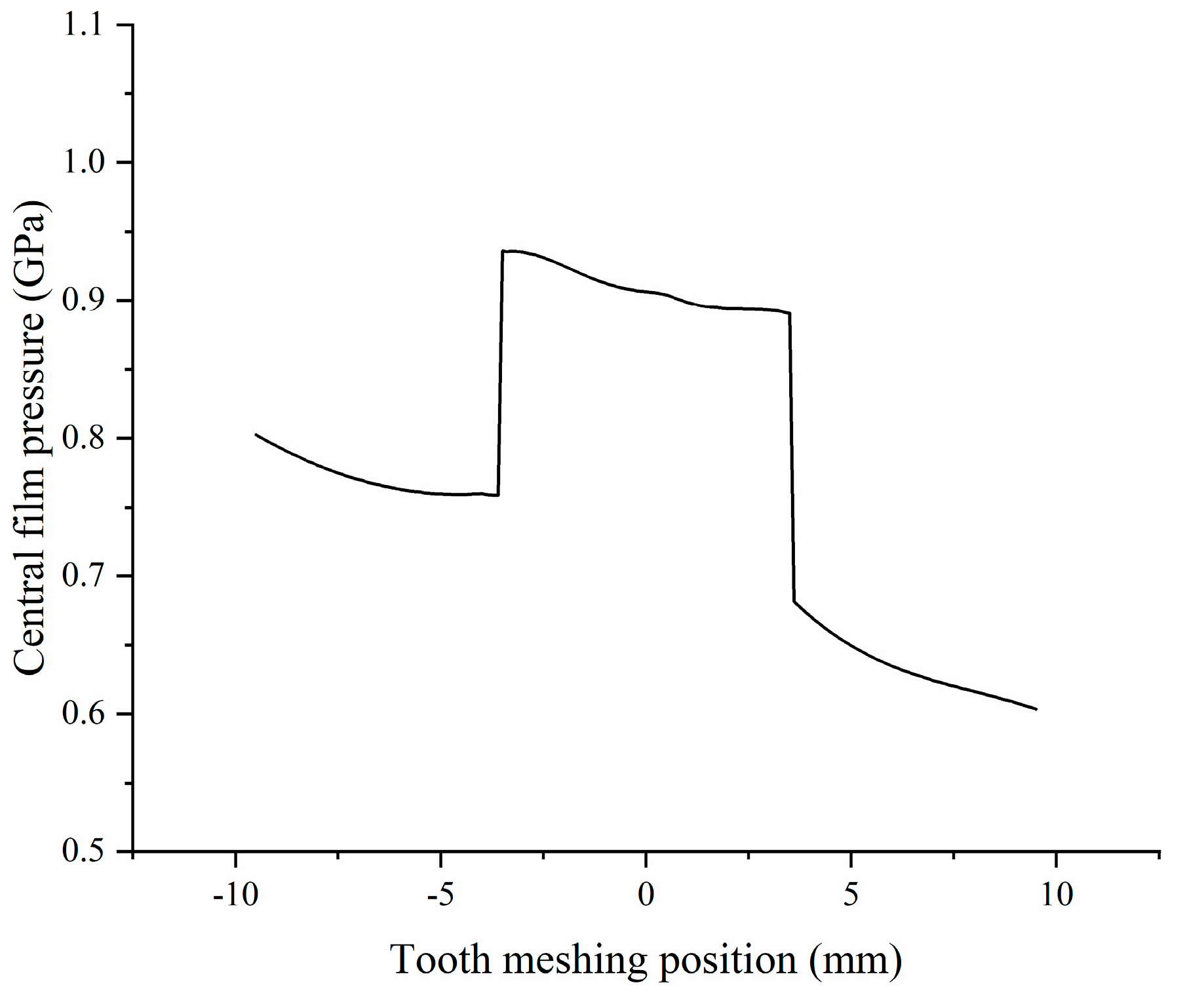
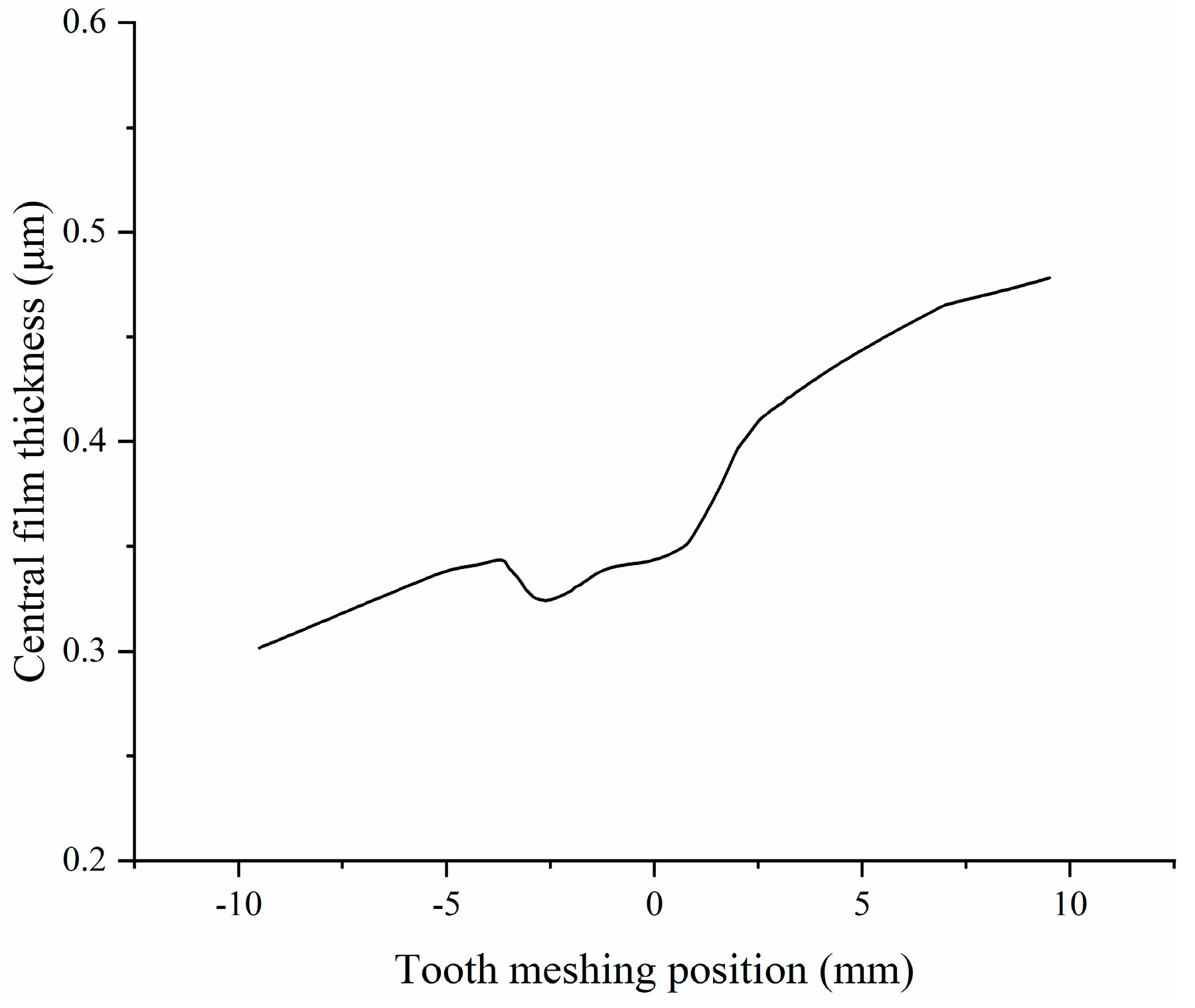
- Under mixed elastohydrodynamic lubrication, the tooth surface load is supplied by the oil film and the micro-convex of the tooth surface, and tooth surface wear occurs in the micro-convex contact;
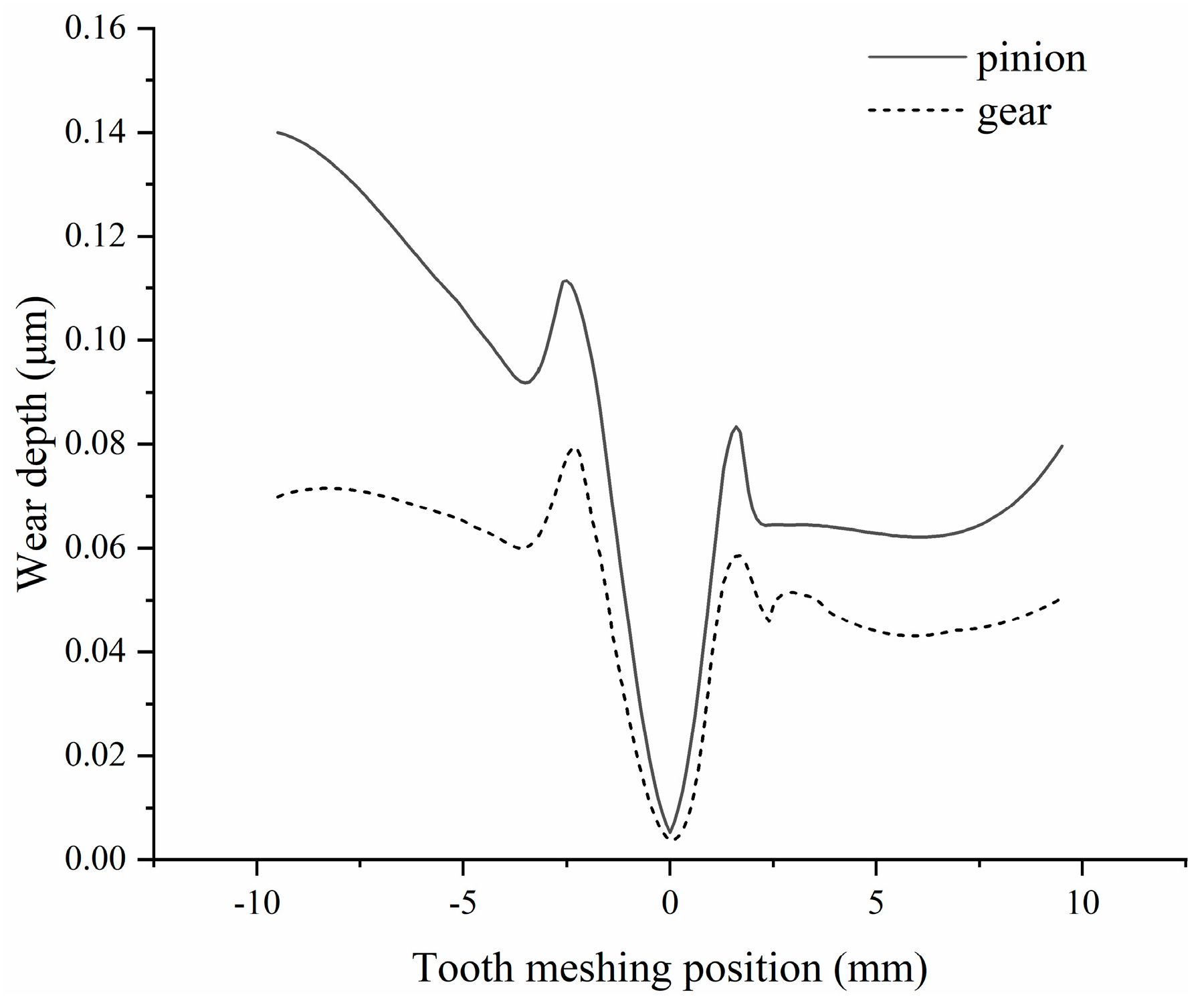
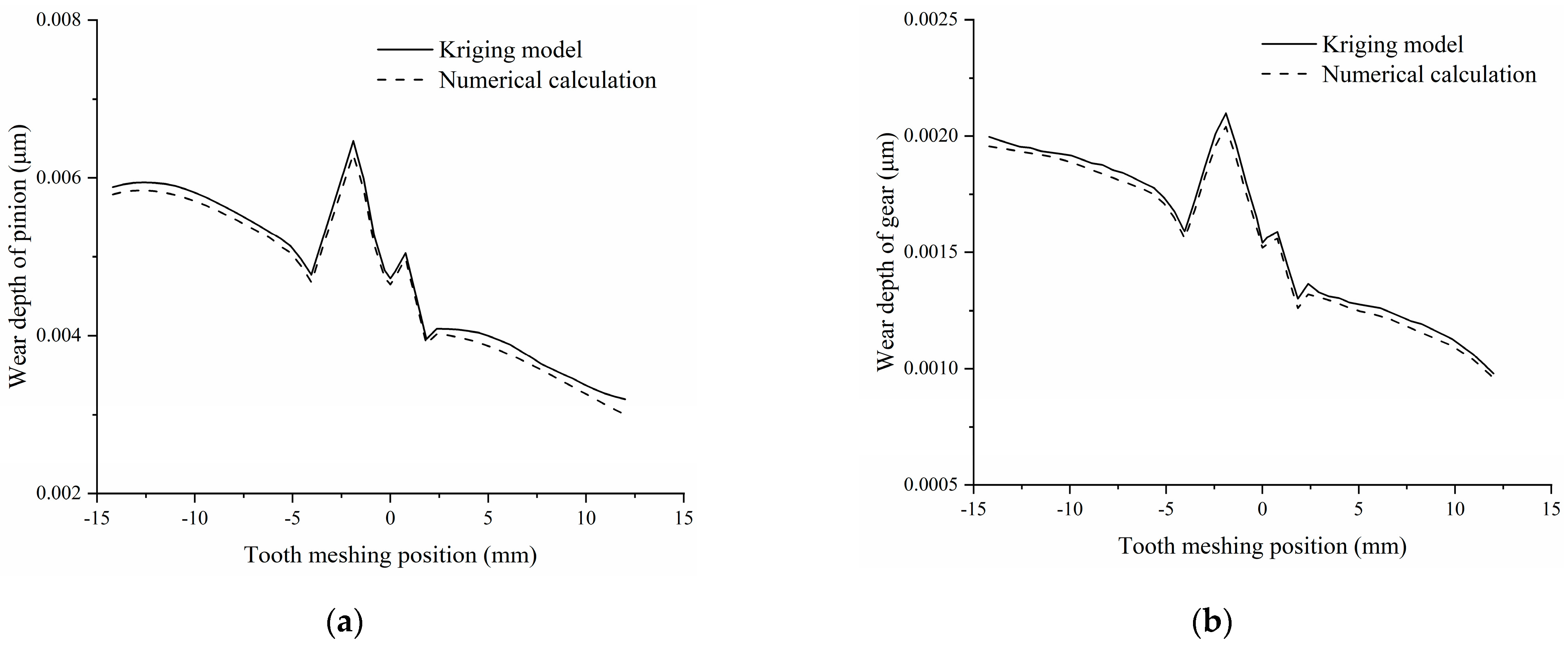
- The smallest wear occurs at the pitch, the wear at the root is more than the wear at the top, and the pinion wear is greater than the gear wear;
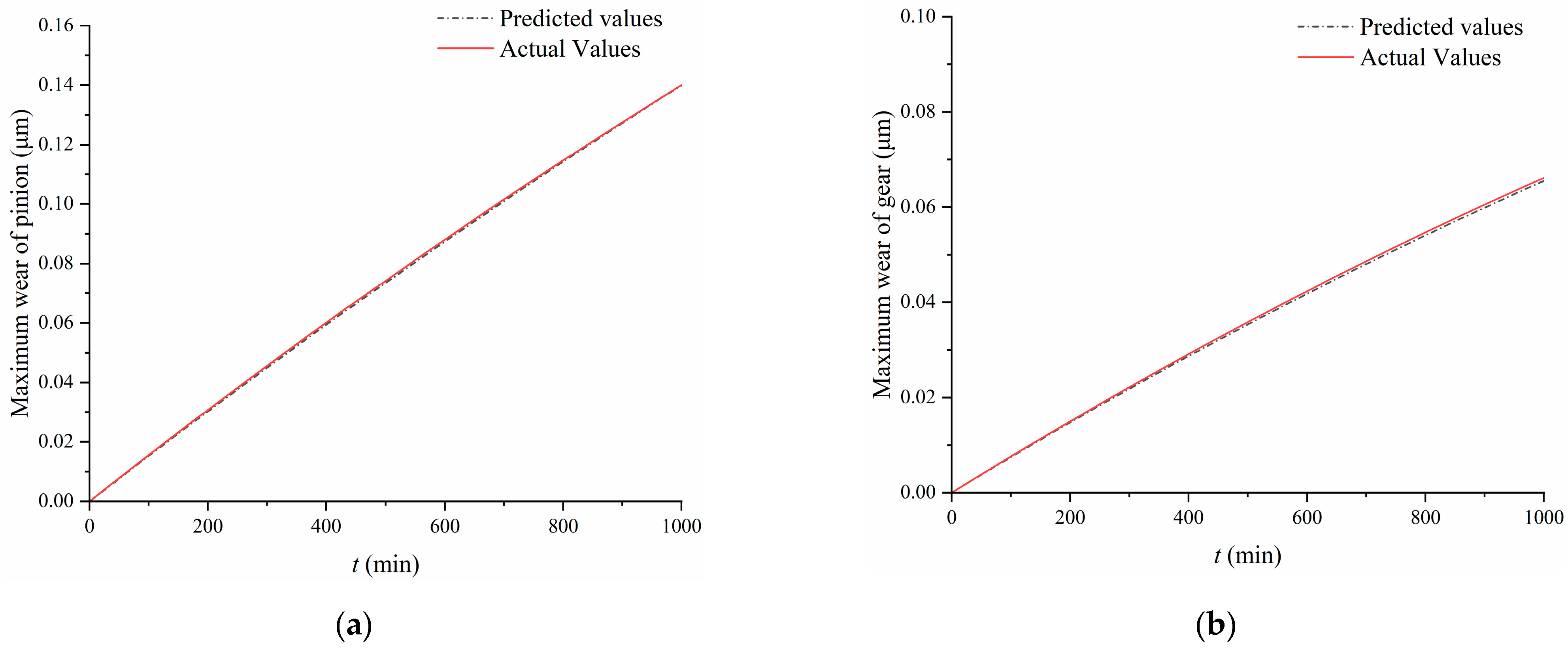
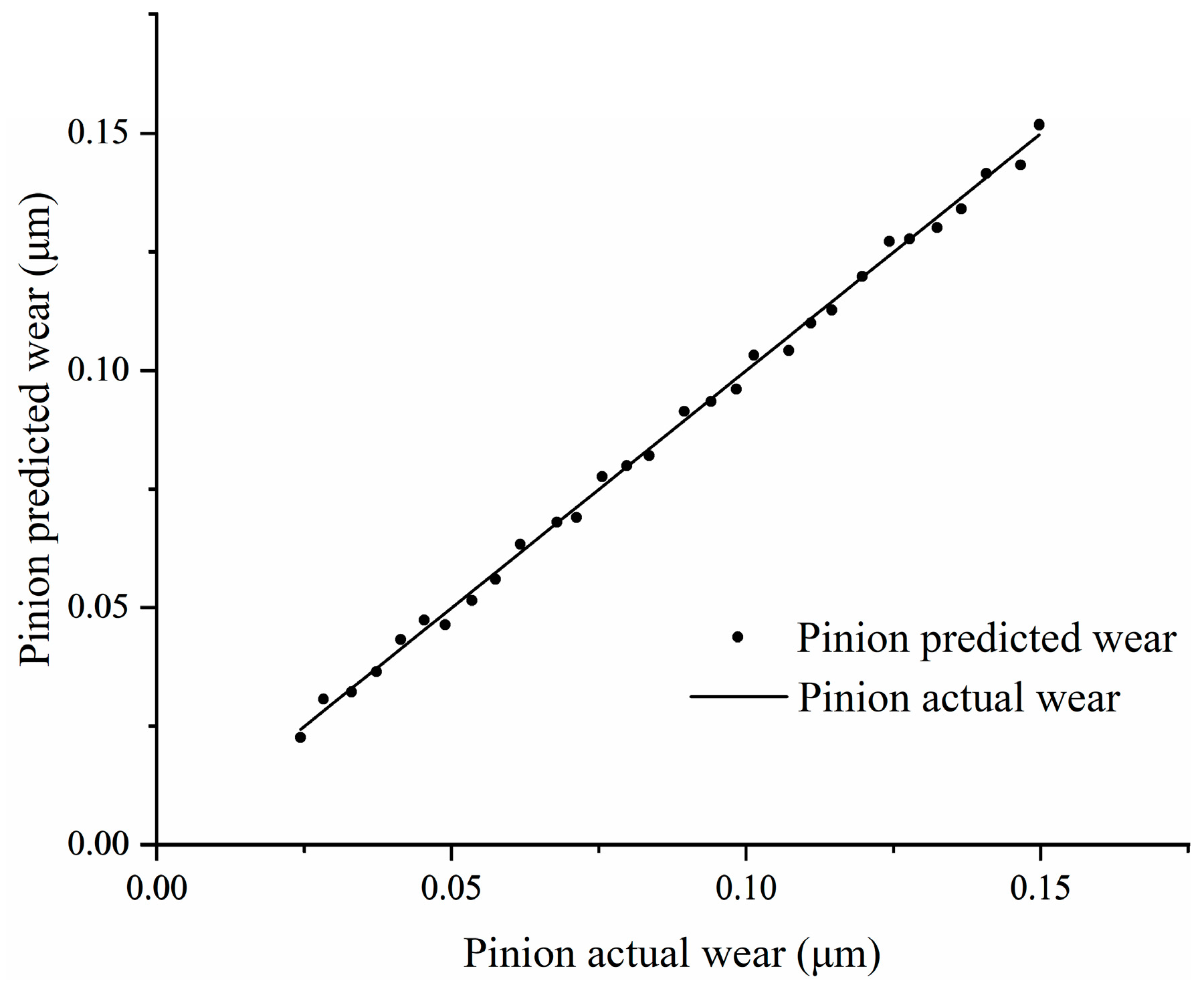
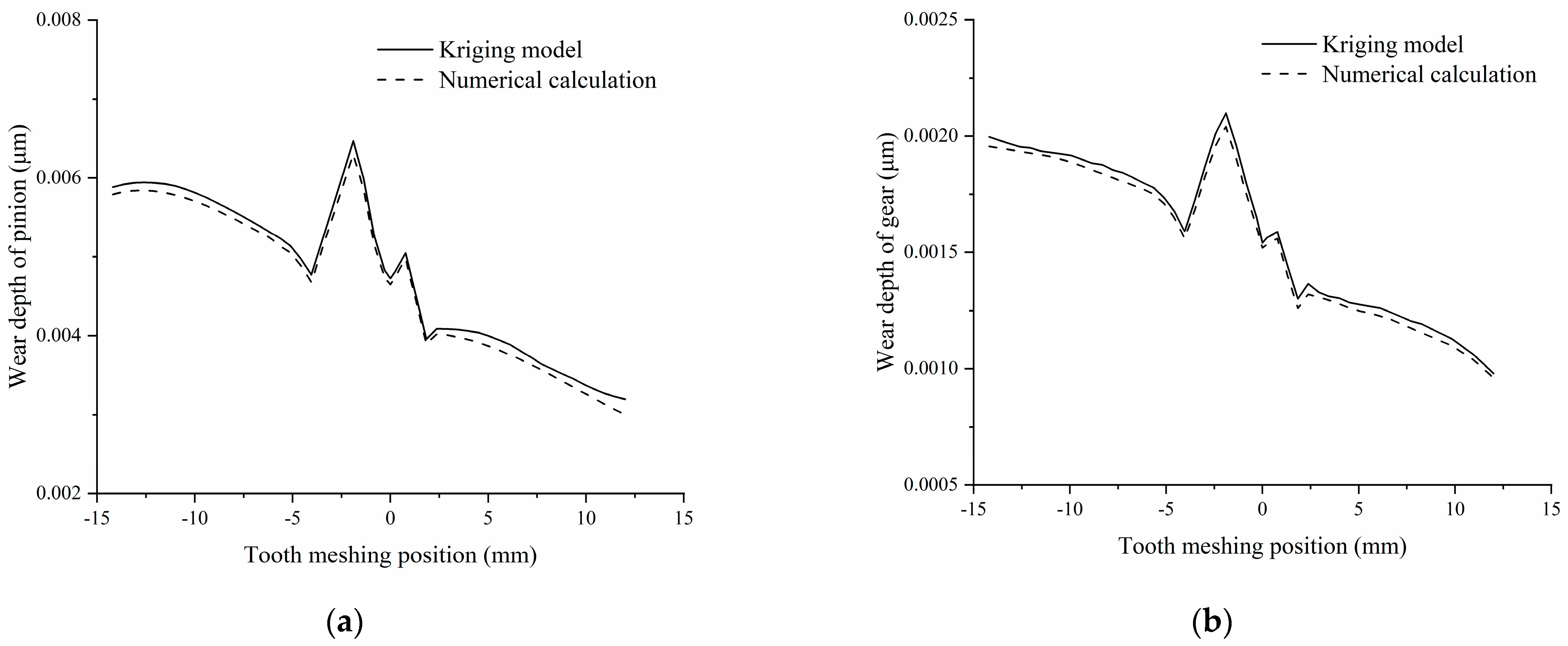
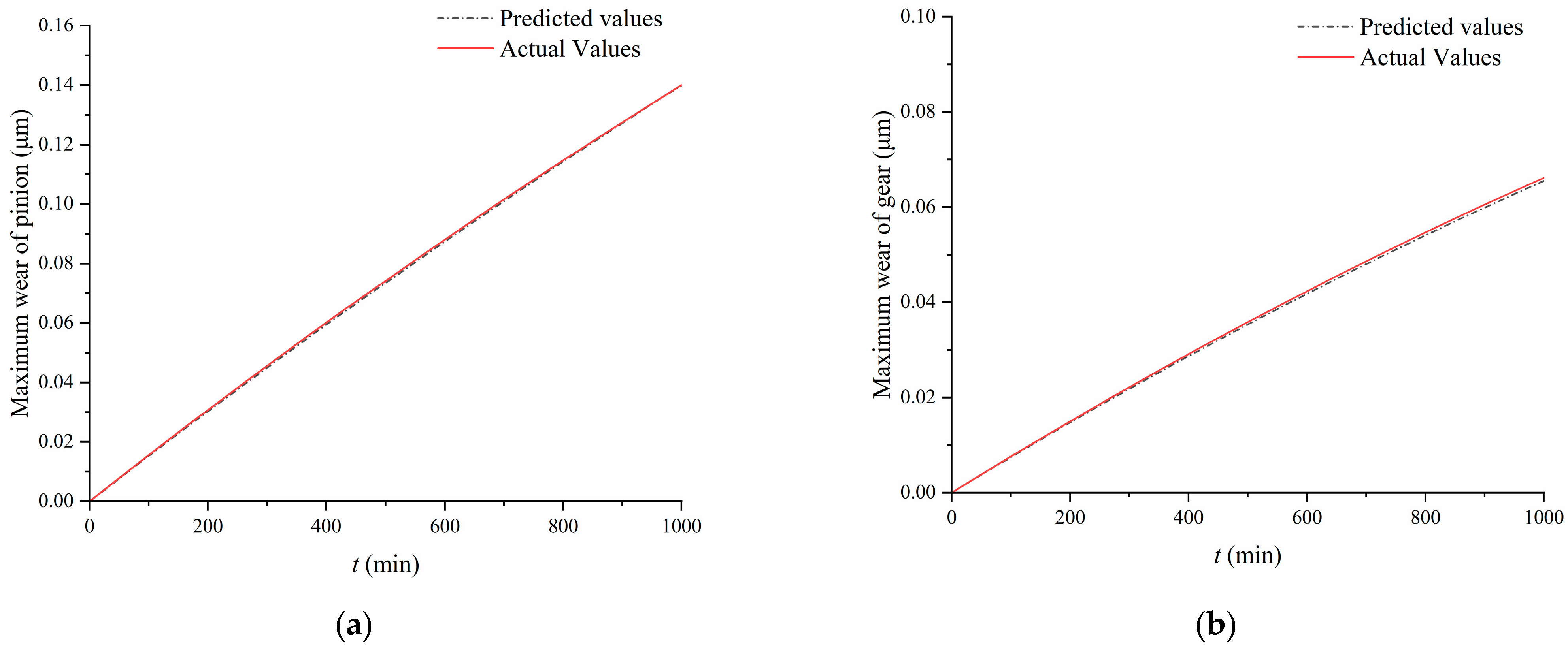
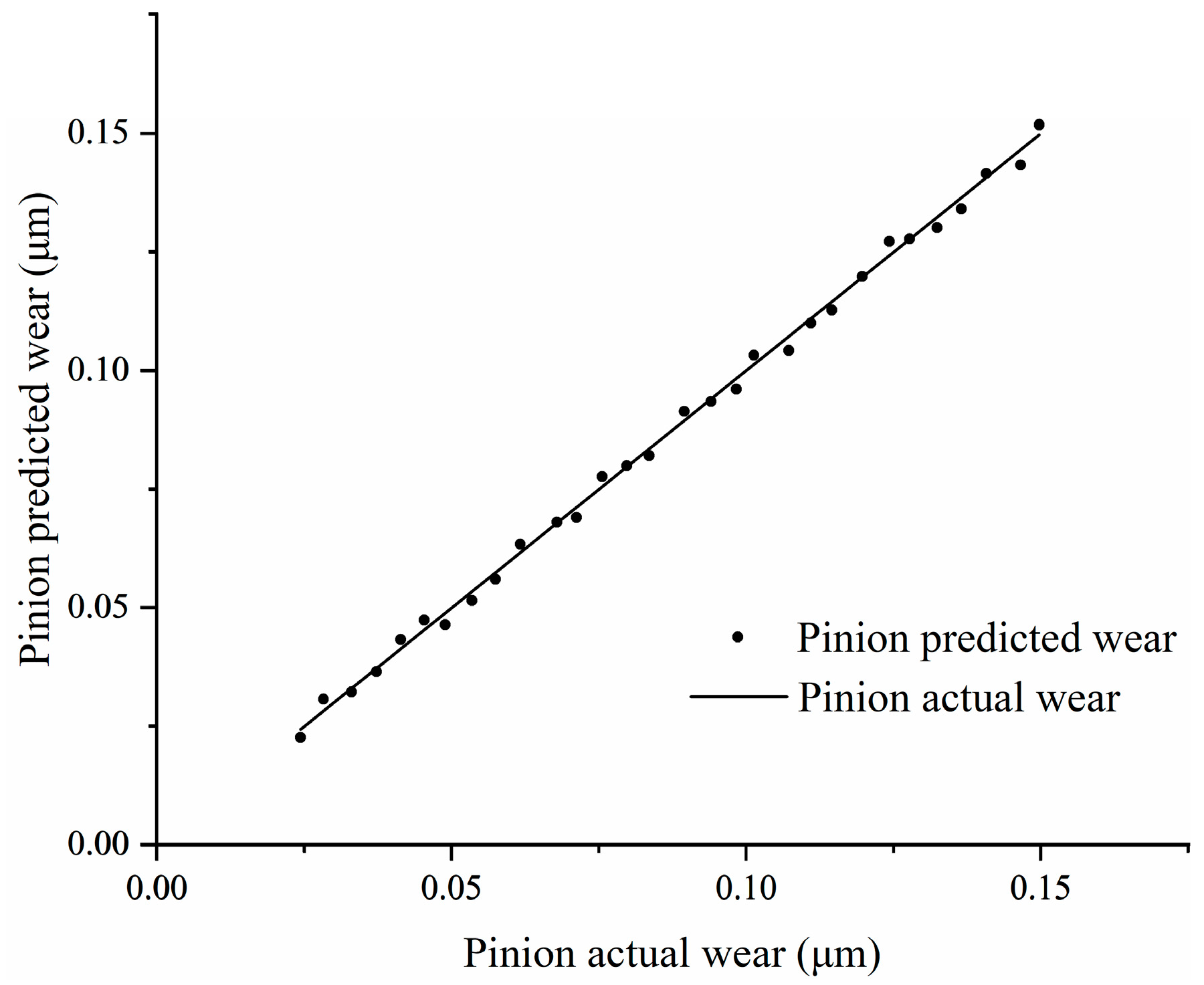
- The Kriging model may replace the numerical wear model with a limited number of samples, and the fit is excellent. This gear wear model may be used to increase the accuracy and efficiency of calculations in mixed elastohydrodynamic lubrication and to forecast unknown wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ding, H. Dynamic Wear Models for Gear Systems. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2007. [Google Scholar]
- Atanasiu, V.; Oprisan, C.; Leohchi, D. The effect of tooth wear on the dynamic transmission error of helical gears with smaller number of pinion teeth. Appl. Mech. Mater. 2014, 657, 649–653. [Google Scholar] [CrossRef]
- Kuang, J.H.; Lin, A.D. The effect of tooth wear on the vibration spectrum of a spur gear pair. J. Vib. Acoust. 2001, 123, 311–317. [Google Scholar] [CrossRef]
- Choy, F.K.; Polyshchuk, V.; Zakrajsek, J.J.; Handschuh, R.F.; Townsend, D.P. Analysis of the effects of surface pitting and wear on the vibration of a gear transmission system. Tribol. Int. 1996, 29, 77–83. [Google Scholar] [CrossRef]
- Mackaldener, M.; Flodin, A.; Andersson, S. GDN-5 Robust noise characteristics of gears due to their application, manufacturing errors and wear(Gear dynamics and noise). In Proceedings of the JSME International Conference on Motion and Power Transmissions I(01-202), Fukuoka, Japan, 15 November 2001; pp. 21–26. [Google Scholar]
- Chen, Y.; Matubara, M. GSD-2 Effect of automatic transmission fluid on pitting fatigue strength of carburized gears (Gear Strength and durability). In Proceedings of the JSME International Conference on Motion and Power Transmissions I(01-202), Fukuoka, Japan, 15 November 2001; pp. 151–155. [Google Scholar]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Flodin, A.; Anderson, S. Simulation of mild wear in spur gears. Wear 1997, 207, 16–23. [Google Scholar] [CrossRef]
- Lundvall, O. Simulation of Contact, Friction, and Wear in Gears-a Finite Element Approach. Ph.D. Thesis, Linköping University, Linköping, Sweden, 2000. [Google Scholar]
- Lundvall, O.; Klarbring, A. Simulation of wear by use of a nonsmooth newton method-a spur gear application. Wear 2003, 254, 1216–1232. [Google Scholar]
- Park, D.; Kolivand, M.; Kahraman, A. Prediction of surface wear of hypoid gears using a semi-analytical contact model. Mech. Mach. Theory 2012, 52, 180–194. [Google Scholar] [CrossRef]
- Park, D.; Kolivand, M.; Kahraman, A. An approximate method to predict surface wear of hypoid gears using surface interpolation. Mech. Mach. Theory 2014, 71, 64–78. [Google Scholar] [CrossRef]
- Johnson, K.L.; Greenwood, J.A.; Poon, S.Y. A simple theory of asperity contact in elastohydro-dynamic lubrication. Wear 1972, 19, 91–108. [Google Scholar] [CrossRef]
- Sander, D.E.; Allmaier, H.; Priebsch, H.H.; Witt, M.; Skiadas, A. Simulation of journal bearing friction in severe mixed lubrication—Validation and effect of surface smoothing due to running-in. Tribol. Int. 2016, 96, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Sharma, S.C.; Phalle, V.M.; Jain, S.C. Influence of wear on the performance of a multirecess conical hybrid journal bearing compensated with orifice restrictor. Tribol. Int. 2011, 44, 1754–1764. [Google Scholar] [CrossRef]
- Zhang, Y.; Cao, H.; Kovalev, A.; Meng, Y. Numerical running-in method for modifying cylindrical roller profile under mixed lubrication of finite line contacts. J. Tribol. 2019, 141, 041401. [Google Scholar] [CrossRef]
- Winkler, A.; Marian, M.; Tremmel, S.; Wartzack, S. Numerical Modeling of Wear in a Thrust Roller Bearing under Mixed Elastohydrodynamic Lubrication. Lubricants 2020, 8, 58. [Google Scholar] [CrossRef]
- Zhu, G. Valve Trains—Design Studies, Wider Aspects and Future Developments. Eng. Tribol. 1993, 26, 183–211. [Google Scholar]
- Wu, S.; Cheng, H.S. Sliding wear calculation in spur gears. J. Tribol. 1993, 115, 493–500. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. An average flow model for determining effects of three-dimensional roughness on partial hydrodynamic lubrication. J. Lubr. Technol. 1978, 100, 12–17. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H.S. Application of average flow model to lubrication between rough sliding surfaces. J. Tribol. 1979, 101, 220–230. [Google Scholar] [CrossRef]
- Dowson, D. A generalized Reynolds equation for fluid-film lubrication. Int. J. Mech. Sci. 1962, 4, 159–170. [Google Scholar] [CrossRef]
- Majumdar, B.C.; Hamrock, B.J. Effect of surface roughness on elastohydrodynamic line contact. J. Lubr. Technol. 1982, 104, 401–409. [Google Scholar] [CrossRef]
- Greenwood, J.A.; Tripp, J.H. The contact of two nominally flat rough surfaces. P I Mech. Eng. 1970, 185, 625–663. [Google Scholar] [CrossRef]
- Zhao, Y.; Maietta, D.M.; Chang, L. An Asperity microcontact model incorporating the transition from elastic deformation to fully plastic flow. J. Tribol. 2000, 122, 86–93. [Google Scholar] [CrossRef]
- Masjedi, M.; Khonsari, M.M. Film thickness and asperity load formulas for line-contact elastohydrodynamic lubrication with provision for surface roughness. J. Tribol. 2012, 134, 011503. [Google Scholar] [CrossRef]
- Masjedi, M.; Khonsari, M.M. An engineering approach for rapid evaluation of traction coefficient and wear in mixed EHL. Tribol. Int. 2015, 92, 184–190. [Google Scholar] [CrossRef]
- Masjedi, M.; Khonsari, M.M. On the prediction of steady-state wear rate in spur gears. Wear 2015, 342–343, 234–243. [Google Scholar] [CrossRef]
- Cheng, J.; Li, Q.S. Application of the response surface methods to solve inverse reliability problems with implicit response functions. Comput. Mech. 2009, 43, 451–459. [Google Scholar] [CrossRef]
- Papadrakakis, M.; Lagaros, N.D. Reliability-based structural optimization using neural networks and Monte Carlo simulation. Comput. Method Appl. M 2002, 191, 3491–3507. [Google Scholar] [CrossRef]
- Zhu, Z.F.; Du, X.P. Reliability analysis with Monte Carlo simulation and dependent kriging predictions. J. Mech. Des. 2016, 138, 121403. [Google Scholar] [CrossRef]
- Laurenceau, J.; Sagaut, P. Building efficient response surfaces of aerodynamic functions with kriging and cokriging. AIAA J. 2008, 46, 498–507. [Google Scholar] [CrossRef] [Green Version]
- Feng, J.L.; Sun, Z.L.; Zhao, J.; Zhang, J.; Liang, C.F. Vibration reliability analysis on a spindle system based on AK-MCS method. Chin. J. Vib. Shock 2019, 38, 135–140. [Google Scholar]
- Yang, L.; Tong, C.; Chen, C.; Guo, Q.P. Vibration reduction optimization of gear modification based on Kriging model and genetic algorithm. Chin. J. Aerosp. Power 2017, 32, 1412–1418. [Google Scholar]
- Tian, X. Maximum and Average Flash Temperatures in Sliding Contacts. J. Tribol. 1994, 116, 167–174. [Google Scholar] [CrossRef]
- Matheron, G. The intrinsic random functions and their applications. Adv. Appl. Probab. 1973, 5, 439–468. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Pinion | Gear |
|---|---|---|
| 16 | 24 | |
| Module m (mm) | 4.5 | 4.5 |
| (deg) | ||
| Tooth width b (mm) | 15 | 15 |
| (mm) | 91.5 | 91.5 |
| Modification coefficient | 0.8635 | 0.5 |
| Modulus of elasticity E (Gpa) | 210 | 210 |
| 0.3 | 0.3 |
| Variable | Distribution | Mean | Standard Deviation |
|---|---|---|---|
| Torque T (N m) | Normal | 302 | 10 |
| Speed v (rpm) | Normal | 150 | 30 |
| Hardness hd (GPa) | Normal | 2.35 | 0.2 |
| ) | Normal | 0.25 | 0.02 |
| Wear coefficient K | Normal |
| Parameters | Pinion | Gear |
|---|---|---|
| 32 | 96 | |
| Module m (mm) | 5 | 5 |
| (deg) | ||
| Tooth width b (mm) | 50 | 50 |
| Contact load F (KN) | 25 | 25 |
| Speed v (rpm) | 100 | 100 |
| Hardness hd (GPa) | 2.3 | 2.3 |
| ) | 1 | 1 |
| Wear coefficient K |
| Method | Number of Calculations | Time |
|---|---|---|
| Kriging MCS | 100 | 150 h |
| Direct MCS | 17 years |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, K.; Sun, Z. Application of Kriging Model to Gear Wear Calculation under Mixed Elastohydrodynamic Lubrication. Machines 2022, 10, 490. https://doi.org/10.3390/machines10060490
Dong K, Sun Z. Application of Kriging Model to Gear Wear Calculation under Mixed Elastohydrodynamic Lubrication. Machines. 2022; 10(6):490. https://doi.org/10.3390/machines10060490
Chicago/Turabian StyleDong, Kunpeng, and Zhili Sun. 2022. "Application of Kriging Model to Gear Wear Calculation under Mixed Elastohydrodynamic Lubrication" Machines 10, no. 6: 490. https://doi.org/10.3390/machines10060490
APA StyleDong, K., & Sun, Z. (2022). Application of Kriging Model to Gear Wear Calculation under Mixed Elastohydrodynamic Lubrication. Machines, 10(6), 490. https://doi.org/10.3390/machines10060490